CAPITOLUL 2
Studiul si reprezentarea intr-un program CAD a asamblarilor
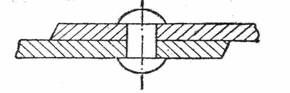
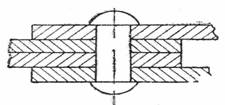
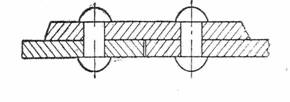
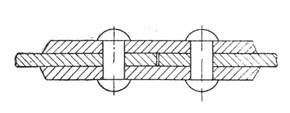
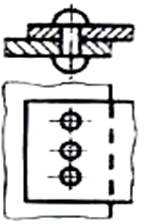
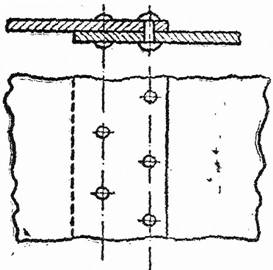
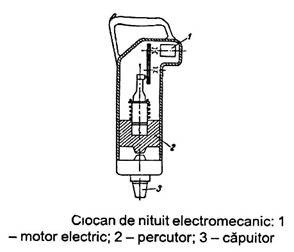
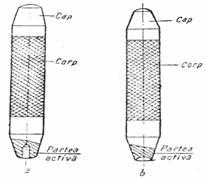
nituite prin suprapunere cu doua randuri de nituri in zig-zag cu cap semirotund avand d1 =16 mm,
T=36 kN, confectionat din OL34
CALCULE
d1 =16 mm
T=36 kN,
OL34
Tas= 36 kN = 36 ∙106 Pa = 360
daH/cm2
d = 16 mm
e = 1,5 ∙ d = 1,6 ∙ 16 = 24 mm
t= 2,6 ∙ d + 1,5 = 2,6 ∙ 16 + 1,5 = 43,1 mm
e1 = 0,6 ∙ t = 0,6 ∙ 43,1
e1 = 25,86 mm
e1 + e = 49,86
D = diametru capului
d = diametru tijei
S = inaltimea capului
T1 = forta de forfecare a unui nit
B = 7 ∙ 43,1 = 301,7 mm
T1 = Tas ∙ d ∙ s = 36
∙ 106 ∙ 16 ∙ 10-3 ∙ 8 ∙ 10-3
= 4608 N
S = 0,5 ∙ d = 0,5 ∙ 16 = 8 mm
n=
 =14,705 n=15
=14,705 n=15
T = Tas ∙ Tat
S = inaltimea corpului nituit
d = diametru nitului
CAPITOLUL 3
Proprietati
ale obiectelor create in AutoCAD. Pregatirea desenului. Desene‑sablon
Proprietati
comune ale obiectelor din desenele AutoCAD
Pentru a reda fidel varietatea
obiectelor din lumea reala, AutoCAD atribuie obiectelor virtuale din
desene proprietati adecvate, care sa le confere un aspect
realistic si semnificatii multiple de reprezentare grafica. Cele
mai importante proprietati comune ale obiectelor din mediul AutoCAD
sunt: tipul de linie, culoarea, layer‑ul, latimea de linie.
Acestea sunt usor accesibile fie prin comenzi specifice, fie din meniul
pull‑down "Format" sau prin rubricile adecvate ale barei de
instrumente "Object properties" (fig. 3.1).

Figura 3.1 Bara
de instrumente "Object properties" si rubricile ei
Linii
discontinue in desenele AutoCAD. Comenzile LINETYPE si LTSCALE
AutoCAD permite folosirea unei
game largi de linii discontinue. Modelele de linii discontinue sunt stocate in
biblioteca proprie de linii, adica intr‑un fisier de tip .lin.
La inceperea lucrului pe format in inch, acesta este fisierul "acad.lin",
iar la inceperea pe format metric, fisierul‑biblioteca cu
modele de linii discontinue este "acadiso.lin". La cererea
utilizatorului, modelele de linie alese din biblioteca se incarca in
desenul curent. Comanda LINETYPE, prin optiunea "Load", efectueaza
operatia de incarcare in desen a liniilor specificate. Aceasta
optiune nu modifica in nici un fel linia curenta de desenare!
Biblioteca proprie AutoCAD include si linii cu aspect complex, in zig‑zag,
cu marcaje, cu serpuiri, etc. In fig. 3.2 sunt prezentate cateva
exemple.
Figura 3.2
Exemple de linii discontinue cu aspect complex din biblioteca AutoCAD
2000
Liniile discontinue contin un
anumit model de linie, care se repeta de cate ori este necesar, pe
lungimea conturului respectiv (fig. 3.3). In descrierea de
biblioteca, lungimea modelului de linie are o anumita valoare,
exprimata in unitati de desenare. Aceasta valoare poate fi
modificata de utilizator prin comanda LTSCALE, sau cu ajutorul casetei
pentru gestionarea liniilor discontinue. Modificarea poate fi globala,
pentru toate liniile discontinue din desen, sau individuala, pentru un
anumit obiect desenat cu linie discontinua.
Figura
3.3 Linie discontinua in AutoCAD, cu evidentierea lungimii
modelului de linie
Tipurile de linii discontinue din
desen sunt manipulate prin intermediul casetei "Linetype Manager"
(fig. 3.4), apelabila in mai multe moduri: din meniul pull‑down
"Format", linia Linetype . , sau prin comanda LINETYPE,
sau prin linia "Other . " din rubrica pentru tipuri de linii a
barei de instrumente "Object properties"
(fig. 3.1). Caseta "Linetype Manager"
poseda numeroase optiuni de vizualizare integrala sau
selectiva a liniilor de diferite tipuri incarcate in desen, cu
prezentarea optionala a detaliilor descriptive.
Pentru a asigura o viteza de
lucru mare, se recomanda ca tipurile de linii discontinue necesare in
desen sa fie incarcate in faza initiala, de pregatire
a desenului.
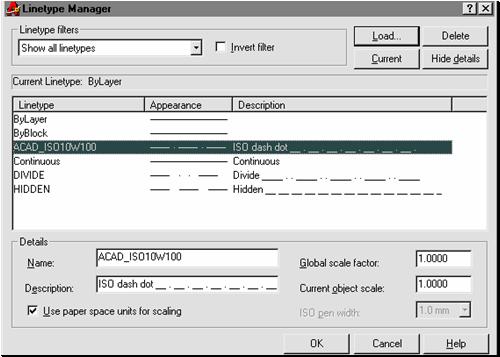
Figura 3.4 Caseta
de gestionare a tipurilor de linii din AutoCAD 2000
Pe langa liniile discontinue
din bibliotecile proprii, AutoCAD 2000 ofera posibilitatea de a defini noi
tipuri de linii discontinue, prin comanda MKLTYPE (meniul pull‑down
"Express Tools", incarcabil la cerere prin comanda MENULOAD).
Culori
in AutoCAD. Comanda COLOR
AutoCAD permite utilizarea a 256
de culori. Primele 7 sunt culorile de baza:
Red (rosu) 5. Blue (albastru)
Yellow (galben) 6. Magenta (magenta)
Green (verde) 7. White (alb)
Cyan (cinabru)
Culorile pot fi identificate prin
numarul alocat de program.
Culoarea implicita
cu care lucreaza AutoCAD este cea alba ("white" in
limba engleza). Daca in configurarea zonei grafice de pe monitor, s‑a
optat pentru fond deschis la culoare (alb, gri pal), liniile implicite sunt
afisate in culoare neagra, desi culoarea AutoCAD ramane cea
alba.
Folosirea culorilor in desenele
AutoCAD nu este conditionata in nici un fel de prezenta unui
monitor color si de numarul de culori admis de sistemul de operare.
Utilizarea
diferitelor culori in AutoCAD urmareste nu numai redarea cat mai
realistica a obiectelor, ci si gruparea obiectelor din desen,
obiectele cu aceeasi semnificatie functionala sau
grafica putand sa fie reprezentate in aceeasi culoare.
Culorile de lucru pot fi stabilite
prin comanda COLOR, apelabila si din meniul pull‑down
"Format". Bara de instrumente "Object properties"
include de asemenea o rubrica de culoare (fig. 3.1) Linia "Other . "
a acestei rubrici activeaza caseta pentru culori.
Modificarea culorii curente are
efect asupra urmatoarelor obiecte create in desen, cele elaborate anterior
pastrandu‑si culoarea lor.
La plotarea desenelor, se poate
opta pentru reproducerea culorilor din desen, pentru transformarea lor in
nuante de gri, sau pentru inlocuirea culorii obiectului cu o alta
culoare. Optiunile mentionate sunt exprimabile prin tabelul de
alocare a penitelor virtuale (vezi rubrica "Plot style table" din panoul
"Plot Device" al casetei de plotare).
Latimea
liniei de desenare. Comanda LWEIGHT
Pentru a reproduce obiecte avand
conturul lat, AutoCAD utilizeaza proprietatea de latime de linie
("lineweight" in l. engl.). Teoretic, AutoCAD poate atribui latime de
linie aproape oricaror obiecte grafice; fac exceptie textele scrise
cu fonturi truetype, punctele si solidele 2D. In fig. 3.5 sunt prezentate cateva exemple de obiecte cu
contururi si linii de diferite latimi.
Figura 3.5 Obiecte
create cu diferite latimi ale liniei
Latimea de linie poate
fi setata prin comanda LWEIGHT sau prin intermediul barei de
instrumente "Object properties". Comanda LWEIGHT este apelabila si din meniul pull‑down
"Format", linia "Lineweight . ". AutoCAD
cunoaste un anumit set de 28 de valori pentru latimea de linie.
Utilizatorul poate modfica o anumita valoare, dar nu poate adauga
valori noi setului respectiv.
Comanda LWEIGHT
permite stabilirea unitatii de masura pentru
latimea de linie: mm sau inch. Firma AutoDessk recomanda
milimetrul, care asigura o precizie mai buna.
O anumita valoare a
latimii de linie este declarata ca fiind cea implicita
("Default") in desen. Uzual, aceasta este 0.25 mm. Comanda LWEIGHT, prin caseta de dialog oferita (fig. 3.6),
stabileste valoarea in pixeli prin care este afisata pe ecran
latimea de linie implicita.
Figura 3.6 Caseta
de dialog pentru latimi de linie
Bara de stare de la partea
inferioara a ferestrei AutoCAD include un buton pentru
activarea/dezactivarea afisarii pe ecran a latimii de
linie. Este recomandabil ca, pe timpul sesiunii de lucru, sa se
renunte la afisarea explicita pe ecran a acestei
proprietati, deoarece, in cazul existentei mai multor contururi
late, viteza de regenerare a desenului scade mult. In faza finala, cand
desenul este finisat, afisarea poate fi activata. Tiparirea la
imprimanta sau plotter a latimii de linie nu depinde in nici un
fel de optiunea de afisare pe ecran.
Pentru reprezentarea
latimii obiectelor inguste NU se recomanda utilizarea
proprietatii de latime de linie! In acest scop, este
preferabila reprezentarea prin polilinie de o anumita
latime!
La folosirea desenelor AutoCAD ca
ilustratii in texte, este de asemenea preferabila polilinia pentru
linii late (vezi cap. 4, §4.2.2)!.
Recomandarile anterioare se
bazeaza pe faptul ca AutoCAD afiseaza o linie lata pe
ecran prin numarul de pixeli stabiliti, indiferent de amplificarea
imaginii. Asadar, proprietatea de "lineweight" nu este scalabila, in
timp ce latimea unei polilinii este afisata
proportional cu factorul de amplificare a imaginii pe ecran.
Layer‑e
in AutoCAD
Una din facilitatile
mult utilizate in AutoCAD este lucrul pe straturi. Notiunea de strat
poarta denumirea de "layer" in limba engleza
si este folosita ca atare, pentru fidelitate in limbaj. Proprietatea
defineste o grupare logica a obiectelor si este similara
unei folii perfect transparente, de grosime 0, pe care se creaza
parti din desen. Prin suprapunerea tuturor layer‑elor din
desen, se obtine desenul in totalitate. Unul sau mai mute layer‑e
pot fi facute nevizibile oricand, pe orice durate de timp, in sesiunea de
lucru, fara ca obiectele plasate in aceste layer‑e sa fie
sterse din desen. Pe langa avantajul gruparii obiectelor din
desen dupa semnificatia, functia, aspectul lor, folosirea layer‑elor
permite marirea vitezei de desenare. Acele grupuri de obiecte asupra
carora nu se lucreaza o anumita perioada, pot fi
facute nevizibile, fie prin inghetarea
layer‑ului ("Freeze"), fie prin dezactivarea sa ("Off"). Obiectele dintr‑un
layer dezactivat sau inghetat nu sunt momentan vizibile. Pentru ca ele
sa devina vizibile, layer‑ul in care se gasesc
trebuie sa fie atat activ ("On") cat si topit ("Thaw").
Un layer se
identifica dupa un nume, pe care il acorda utilizatorul la
crearea acestuia, si care este unic.
Orice layer are asociate o
culoare, un tip de linie implicit si o latime de linie
implicita, proprietati care poarta denumirea de culoare,
tip de linie si respectiv latime de linie "bylayer". Programul
asociaza automat unui nou layer culoarea "white", linia continua
si latimea de linie implicita declarata in desen.
Utilizatorul poate modifica aceste proprietati, in orice moment al
sesiunii de lucru. Pentru a fi alocata unui layer, o linie
discontinua trebuie sa fie incarcata in prealabil in desen
(vezi 3.2).
Mai multe layer‑e pot avea aceeasi culoare si/sau acelasi
tip ori latime de linie "bylayer".
Pentru identificarea unitara
a culorilor din desene, AutoCAD 2000 aloca numarul 256 pentru
culoarea "bylayer". Aceasta trebuie inteleasa ca o culoare
logica.
In orice desen, programul
introduce automat layer "0". Acesta nu poate fi redenumit si nici
sters din desen, dar i se pot modifica proprietatile de linie
si culoare (lucru nerecomandabil).
Fiecare nou element creat in desen
este plasat in layer‑ul curent. Toate obiectele create intr‑un
anumit layer vor avea culoarea, tipul de linie si latimea de
linie asociate acestuia, daca pentru proprietatile respective
este stabilita valoarea "bylayer".
Gruparea obiectelor in layer‑e
este la alegerea utilizatorului, dar se recomanda sa fie
aplicata dupa criterii clare, judicios definite: aspect al liniilor
(continuitate, latime), rol functional, etc.
Pentru desenele tehnice de tip
industrial, un set minimal de layer‑e ar include (tabelul 3.1):
Tabelul 3.1
|
Destinatie
|
Tip de linie "bylayer"
|
|
Muchii vizibile
|
Linie continua
|
|
Hasuri
|
Linie continua
|
|
Muchii fictive, linii de
ruptura, fundul filetului
|
Linie continua
|
|
Linii de axa
|
Linie punct (familia "dashdot")
|
|
Muchii acoperite
|
Linie intrerupta (familia
"hidden")
|
|
Cote
|
Linie continua
|
|
Chenar, indicator
|
Linie continua
|
|
Capetele traseelor de
sectionare, Notatii, tabele
|
Linie continua
|
|
Auxiliare (piese invecinate, piese
in miscare)
|
Linie doua puncte (familia
"divide")
|
|
Constructii
ajutatoare (uzual, la finalizarea desenului, aceste constructii
devin nevizibile)
|
Linie
continua
|
Pentru asigurarea unei viteze mari
in lucru, se recomanda ca definirea layer‑elor sa fie
realizata la inceput, in faza de pregatire a desenului, inainte de
desenarea efectiva a obiectelor.
Toate layer‑ele definite in
desen se salveaza odata cu acesta.
Definirea layer‑elor noi,
stabilirea si modificarea proprietatilor layer‑elor
existente se realizeaza prin caseta "Layer Properties Manager" (fig. 3.7),
apelabila din meniul pull‑down "Format", linia "Layers . ",
sau prin comenzile DDLMODES ori LAYER. Caseta de layer‑e are acces direct si la cea
de operare cu linii discontinue.
Layer‑ul
curent este afisat pe bara de instrumente "Object properties".
Pentru a
desena un obiect intr‑un anumit layer, layer‑ul respectiv trebuie
sa fie cel curent. Modificarea layer‑ului curent este permisa
de toate casetele si comenzile de manipulare a layer‑elor.
Utilizatorul dispune si de butoane adecvate pe barele de instrumente
(fig. 3.8).
In afara
proprietatilor analizate, unui layer ii sunt atribuite si alte
proprietati cum ar fi plotarea obiectelor pe care le contine sau
ignorarea lor la plotare, vizibilitatea in diferite viewport‑uri,
blocarea la editare, etc.
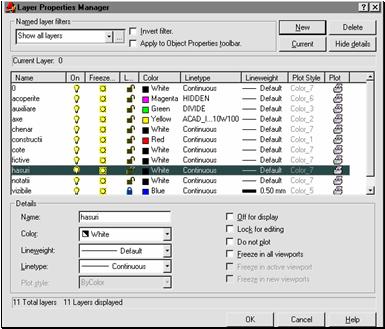
Figura 3.7 Caseta
pentru gestionarea proprietatilor layer‑elor din AutoCAD 2000

Figura 3.8 Bara
de instrumente "Object properties", cu facilitatile de
manipulare a layer‑elor
Semnificatia simbolurilor vizuale din lista
rapida de layer‑e este urmatoarea (fig. 3.9):

Figura 3.9 Semnificatia
simbolurilor vizuale din lista rapida de layer‑e
Atentie! O modificare
explicita a proprietatilor de linie (tip, latime)
si culoare ale unui obiect anuleaza setarea acestora pe "bylayer",
indiferent de layer‑ul de creare! Proprietatile "bylayer" nu
vor mai functiona!
Prin
intermediul componentei "AutoCAD Design Center", prezentata
intr‑un capitol viitor, tipurile de linii si layer-ele dintr‑un
desen pot fi transferate cu usurinta in oricare alt desen
Desene‑sablon
(prototipuri)
Efectuarea in desen a tuturor
operatiilor pregatitoare consuma timp si are un aspect de
rutina. In plus, este absolut necesar ca intr‑un anumit grup de
proiectare toti proiectantii sa utilizeze aceleasi
standarde de birou in realizarea desenelor. Din aceste motive, este preferabil
ca pregatirea desenului sa fie realizata o singura
data, pentru toti utilizatorii, iar desenul astfel pregatit
sa fie salvat si folosit ca desen‑sablon (denumit si
prototip).
La inceperea unui desen nou, va fi
specificat sablonul dorit. Modul de incepere a sesiunii de lucru din
caseta "Start Up" va viza in acest caz optiunea "Use a
Template".
Desenul‑sablon implicit
al programului este "acad.dwt" pentru format in inch, respectiv "acadiso.dwt"
pentru format in mm.
Definirea unui desen‑sablon
propriu cuprinde in general urmatoarele operatii:
1. Setarea
limitelor desenului cu ajutorul comenzii LIMITS, daca
acestea nu corespund, urmata de vizualizarea intregului desen, pentru a
avea la inceperea lucrului, o imagine de ansamblu a spatiului de desenare:
prin comanda ZOOM, optiunea "All";
2. Activarea
ajutoarelor grafice necesare si alegerea unor valori de start potrivite cu
dimensiunile elementelor desenate; ulterior acestea pot fi modificate ori de
cate ori este nevoie; cu ajutorul casetei "Drafting Settings";
3. Incarcarea
in memorie a liniilor discontinue necesare in desen si stabilirea lungimii
modelului de linie (daca este cazul); prin caseta "Linetype Manager";
4. Crearea
layer‑elor necesare, cu stabilirea culorii, a tipului de linie si a
latimii de linie pentru fiecare; prin caseta "Layer Properties
Manager";
5. Stabilirea
numarului de zecimale cu care se doreste afisarea coordonatelor
pentru diferite puncte si a distantelor; prin caseta "Drawing
Units";
6. Definirea
unui stil de scriere sau chiar a mai multora, in functie de
necesitati; cu ajutorul comenzii STYLE, si al
casetei "Text Style";
7. Definirea
stilurilor de cotare necesare si salvarea lor; prin caseta "Dimension
Style Manager";
8. Trasarea
chenarului, si eventual a indicatorului; prin comanda PLINE
sau RECTANG, apoi prin comenzile LINE, TEXT /
DDATTDEF.
Depinzand de specificul desenului,
pot fi efectuate si alte operatii pregatitoare, sau pot fi
eliminate unele din cele enumerate mai sus.
Desenul‑sablon
(prototipul) va fi salvat, spre a fi folosit ulterior, ca baza a altor
desene. Pentru ca prototipul sa nu fie deteriorat prin modificari
accidentale, se recomanda ca fisierul ce il cvontine sa fie
marcat "read only" (accesibil numai pentru citire).
Formatul de desen‑sablon
in AutoCAD 2000 este "*.dwt".
AutoCAD 2000
dispune de numeroase prototipuri de firma, denumite "Templates"
gata pregatite pentru diferite formate, diferite standarde nationale
(DIN, ANSI, JIS, etc.) ori internationale (ISO). Modul de utilizare al
acestora a fost prezentat in subcapitolul 1.4.
Casetele din
fig. 3.10 a, b ilustreaza modul de previzualizare si alegere
a fisierului‑sablon.
In fig. 3.11 este prezentat
sablonul pentru format A3 tip ISO (template "ISO A3"). Se poate observa
existenta indicatorului si a chenarului, precum si prezenta
reperelor de format. Sablonul respectiv prezinta doua variante,
diferind una de cealalta prin stilul de plotare asociat.
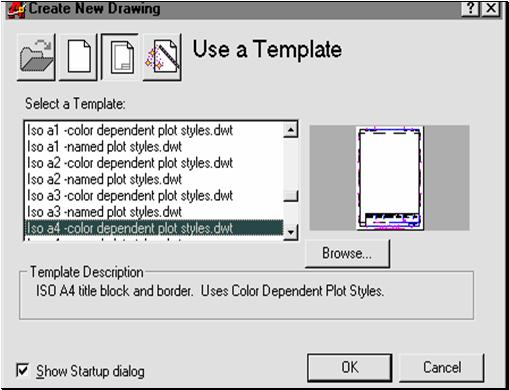
Figura 3.10 a Primul
pas in alegerea unui sablon (Template) pentru viitorul desen
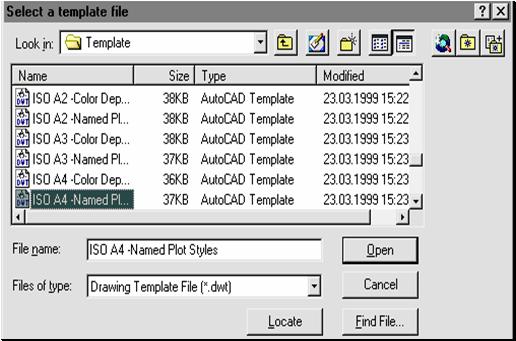
Figura 3.10 b
Caseta de cautare / listare / selectare a desenului‑sablon
in AutoCAD 2000
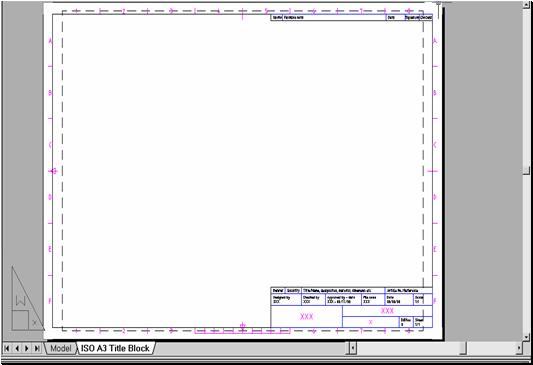
Figura 3.11 Sablonul
pentru format A3 varianta ISO
Capitolul 4
Bibliografie.
1. M. Gafitanu si colectiv
- Organe de masini (vol. I si II), E.T., Bucuresti 1981.
2. A. Chisiu si colectiv
- Organe de masini, E.D.P., Bucuresti
1981.
3. D. Pavelescu si colectiv - Organe de masini (vol.I),
E.D.P., Bucuresti 1985.
5. Gh. Radulescu si colectiv - Indrumar de proiectare pentru
constructia de masini, E.T., Bucuresti
1986.
6. I.
Draghici si colectiv - Organe de masini. Probleme. E.D.P.,
Bucuresti 1980..
8. * * * - Culegere de STAS - uri de organe de masini.