Imbinari sudate
1 Clasificarea imbinarilor sudate
Clasificarea imbinarilor sudate se poate face
dupa mai multe criterii. Printre acestea, cele mai importante
sunt urmatoarele:
a) dupa
pozitia in spatiu a imbinarii in momentul sudarii;
b) dupa pozitia reciproca a elementelor
imbinate.
Dupa
primul criteriul, imbinarile sudate se clasifica in (fig. 1):
Cusatura
orizontala sau orizontala in jgheab;
Cusatura
orizontala pe plan inclinat sau orizontala cu un perete vertical;
Cusatura
orizontala pe perete vertical sau orizontala cu pereti inclinati;
Cusatura in
cornisa;
Cusatura de plafon sau peste cap;
Cusatura
verticala - de jos in sus (ascendenta);
-
de sus in jos (descendenta).
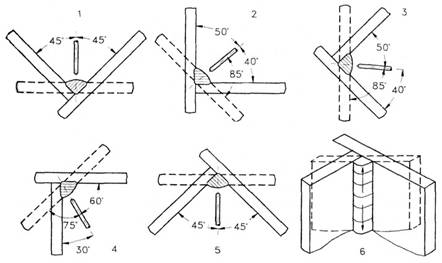
Figura
1. Tipuri de imbinari dupa pozitia in
spatiu in momentul sudarii.
1 - orizontala (orizontala
in jgheab); 2 - orizontala pe plan inclinat (orizontala
cu un perete vertical); 3 - orizontala pe perete vertical(orizontala
cu pereti inclinati); 4 - in cornisa; 5 - de plafon; 6
- verticala (ascendenta, descendenta).
Dupa
cel de-al doilea criteriu, imbinarile sudate se clasifica in:
Imbinari cap la cap:
unilaterale sau bilaterale;
cu sau fara prelucrarea marginilor.
2. Imbinari
de colt;
3. Imbinari
in gauri.
2. Imbinari
cap la cap
Elementele
geometrice ale cordonului
Forma cordonului de sudura depinde de mai multi
factori, in special la sudarea manuala
unde intervine si calificarea operatorului sudor. Forma cordonului, laimbinarea cap la cap, este prezentata in figura 2.
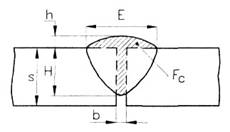
Figura 2. Elementele geometrice ale imbinarii cap
la cap.
Pe masura ce se topeste electrodul, se
topeste si metalul de baza, care participa la formarea cordonului. Cantitatea de metal de baza, ce
intra in fuziune, respectiv adancimea pana la care patrunde
arcul electric, depinde de intensitatea
curentului de sudare. De aceea, la sudarea manuala, care se face cu intensitati mici, adancimea de
patrundere H este limitata. Experimental s-a
stabilit, pentru sudarea manuala cap la cap fara tesirea marginilor,
ca adancimea de patrundere maxima este de Hmax = 5mm.
Din aceste motive, tablele cu grosimi mici
s < 4mm, pot fi sudate pe o singura
parte, iar la grosimi s = (..8)mm tablele se sudeaza pe ambele parti, fara tesirea
marginilor. Pentru grosimi mai mari muchiile se tesesc, iar rostul b va fi mai mare. Latimea
cordonului are valoarea E = (..15)mm, iar raportul Y = E/H ia
valori cuprinse intre (28). raport ce
poarta numele de coeficient de forma al cordonului. Cordonul de sudura este caracterizat, in afara
marimilor prezentate mai sus, si de suprainaltarea h
< 0,1 s (valoare recomandata).
. Prelucrarea marginilor la imbinarile cap la
cap
Forma marginilor pieselor supuse sudarii depinde de
grosimea materialului si de procedeul
folosit pentru sudare. in general, la sudarea grosimilor mari apare pericolul scurgerii metalului topit in partea opusa
cordonului, datorita cantitatii mari
de metal din baia de sudura si datorita rostului mai mare al
imbinarii. in acest caz este necesara adoptarea unor masuri
pentru sustinerea baii de metal topit. Sudarea intr-un singur strat, fara prelucrare, necesita masuri
riguroase pentru pregatirea si pozitionarea
tablelor, pentru a asigura un rost cat mai constant. Din acest motiv, in practica, se recurge adesea la sudarea in
mai multe straturi, cu prelucrarea marginilor.
Pregatirea marginilor se realizeaza in urmatoarele sapte moduri (fig. 3):
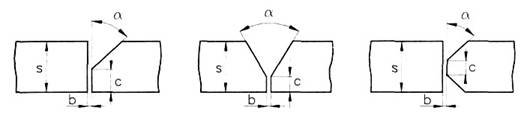
1) 1/2 V; s = (..25)mm;
2) V; s = (..25)mm ; 3) K; s = (1 240)mm;.
a = 50°;b.c =
f(s). a b,c = f(s). a = 50°; b,c = f(s).

4)1/2U; s =
(1260)mm; 5) X; s = (1260)mm; 6)U; s = (2060)mm
a b,c
= f(s) a = 60°; b,c =
f(s) a=10°; b,c =
f(s).
7)2U;s = (3060)mm; a=10 ;b,c = f(s).
Figura 3. Prelucrarea marginilor la imbinarile cap la cap.
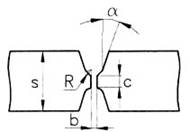
Geometria marginilor asigura conditiile
necesare pentru patrunderea cordonului la radacina
cusaturii. In cazul tesirii cu un unghi a, prea mic, nu exista posibilitatea realizarii
radacinii, dupa cum se observa in figura 4 (cazul a), spre
deosebire de cazul b, la care tesirea s-a executat corespunzator.
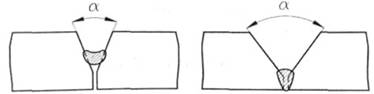
a) b)
Figura
Patrunderea cordonului in functie de unghiul de prelucrare a marginilor.
Prelucrarile pentru sudarea manuala sunt
reglementate prin STAS 8456-69. Principalele tipuri de prelucrare prezentate se
pot aplica intr-o gama larga de
grosimi ale materialului. Pentru aceeasi grosime se pot adopta
moduri de tesire diferite. Alegerea modului de tesire se va realiza in urma unui studiu asupra
economicitatii sudarii, in asa fel incat sa se consume
o cantitate cat mai mica de metal de adaos, deci si o cantitate minima
de energie, iar sudura sa rezulte cu o penetratie suficienta.
Daca se face un calcul al masei de metal de adaos,
pentru o gama de grosimi si pentru
diferite moduri de prelucrare a marginilor, se poate trasa
diagrama prezentatain figura
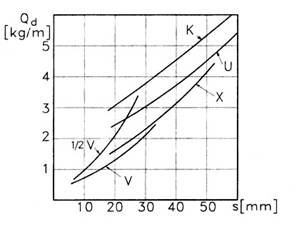
Figura Consumul de metal de adaos in
functie de grosimea tablelor si de modul de prelucrare a
marginilor.
Din analiza acestei diagrame, rezulta ca pentru
grosimi s< 25mm este mai
convenabila prelucrarea in V decat prelucrarea1/2 V, iar pentru
grosimi s > 20mm, cea mai economica este prelucrarea in X, urmand prelucrarile
in forma de U si K.
Trebuie
subliniat, insa, faptul ca prelucrarile in V, X si U
trebuie realizate pentru ambele margini,
ceea ce conduce la cresterea consumului de manopera si energie la prelucrare. Deci, adoptarea modului
de prelucrare a marginilor se va face analizand ambii factori.
In ceea ce priveste sudarea cap la cap a tablelor cu
grosimi diferite, tabla mai groasa
trebuie tesita pe o anumita latime, daca
diferenta de grosime
depaseste valoarea admisa (tabelul 1).
Tabelul 9.1 Diferenta
de grosime admisibila de la care este necesara tesirea.
Tesirea poate fi facuta si pe ambele
parti, dar in constructia de nave nu se poate face decat pe
partea opusa celei pe care se sudeaza osatura (fig. 6).
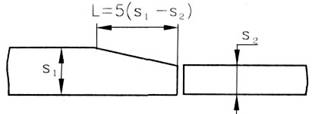
Figura 6. Tesirea marginii in cazul diferentelor mari de grosime.
In ceea ce priveste sudarea automata, trebuie
mentionat faptul ca prelucrarea
muchiilor este necesara la grosimi mai mari de 14 mm, deoarece la acest procedeu de sudura adancimea de
patrundere este mai mare. in acest caz, prelucrarile sunt in
principiu de aceeasi forma ca la sudarea
manuala, diferind doar unele valori pentru a, b si c, cat si
gamele de grosimi la care se recomanda fiecare prelucrare.
Ca observatie generala, trebuie mentionat
faptul ca unghiul a este ai mic la toate
prelucrarile, iar pragul c este mai mare. in ceea ce priveste rostul b, acesta este in general acelasi ca la sudarea
manuala. Consumul de metal depus va fi in
consecinta mai mic pentru aceeasi imbinare sudata automat.
3 Imbinari de
colt
Aceste imbinari sunt alcatuite din elemente
asezate perpendicular, avand marginile
tesite sau nu, in functie de grosimea materialului, imbinarile de colt pot fi:
. continue - unilaterale;
-bilaterale.
.discontinue -unilaterale;
-in zig-zag;
-in pieptene;
-in lant.
Imbinarile discontinue (fig. 7) sunt caracterizate de
lungimea cordonului 1 si pasul sudurii p.
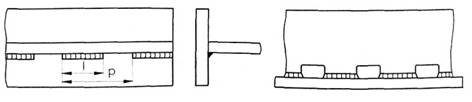
a) unilaterala discontinua c) in
pieptene
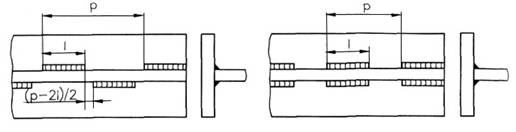
b) in zig-zag d) in lant
2. Asamblarea
si sudarea osaturii simple
In aceasta etapa, elementele de osatura
simpla sunt centrate, tinandu-se cont de pozitia liniilor
teoretice trasate pe panou. Se va avea in vedere dispunerea corecta a grosimii inimii si orientarea corecta a
aripii sau bulbului profilului fata
de liniile teoretice, in conformitate cu documentatia de trasaj. In fig. 11.5
este prezentat modul de dispunere a osaturii
din profile laminate, respectiv flansate, in concordanta cu
regulile privind liniile teoretice.
Nerespectarea acestor reguli poate conduce la dificultati
majore sau chiar la imposibilitatea asamblarii corpului navei.
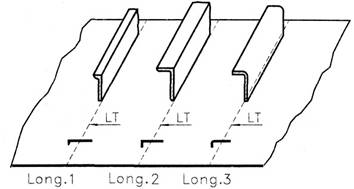
Figura 11. Dispunerea
corecta a osaturii simple in raport cu liniile teoretice.
Asamblarea osaturii se face cu respectarea tuturor
recomandarilor facute anterior
(vezi paragraful reguli si masuri tehnologice generale folosite la asamblare), utilizand sculele speciale
necesare. Schema etapei tehnologice, inclusiv cea de sudare este
prezentata in fig. 11.6.
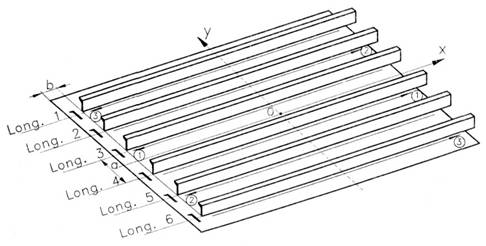
Figura 11.6. Asamblarea si sudarea osaturii simple.
Schema de sudare prezentata tine cont de
numarul elementelor de osatura,
astfel incat incalzirea sa fie cat mai uniforma si
simetrica in raport cu axele
sectiei, utilizandu-se doua posturi simultane de lucru (nu se sudeaza simultan de aceeasi parte a axei Ox
sau Oy).
De regula, sudarea se face automat, dar exista
si cazuri in care sudarea se executa
manual. Daca sudarea se executa manual, se recomanda sudarea in trepte inverse, de lungime egala cu lungimea
cordonului ce se poate realiza cu un singur
electrod. In acest caz deformatiile
provocate de sudare vor fi mai reduse, dar productivitatea va fi mai mica.
Schema de sudare prezentata ramane
valabila, ea indicand ordinea si sensurile
generale de sudare.
Sudarea pe cealalta parte se poate face dupa
aceeasi schema, inversand sensurile de
sudare. Contractiile vor fi mai uniforme daca sudarea de completare la radacina se face plecand de la
periferie spre centru. In acest caz,
cordoanele 4 vor fi sudate numai dupa racirea completa
a cordoanelor 3 (fig. 11.7).
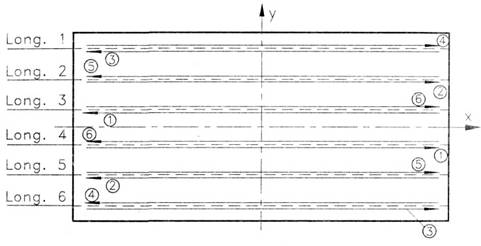
Figura 11.7. Schema de sudare a osaturii simple.
Daca sudarea se executa conform acestei scheme
(fig. 11.7), lungimile finale ale laturilor
sectiei paralele cu axa Ox vor rezulta egale cu lungimea sectiei masurata in axa, in timp ce
daca se aplica schema din fig. 11.6,
aceste lungimi vor rezulta mai mici (contractii neuniforme pe directia axei Ox).
Dupa
sudare se face verificarea dimensiunilor generale precum si a tolerantei de dispunerea elementelor de
osatura. Valorile admisibile sunt:
Da = ± 2mm; Db = ± 5mm (vezi fig. 11.6).
Trebuie
remarcat faptul ca in practica tehnologica a santierelor, dupa fiecare etapa tehnologica se
trece la indreptarea sectiei, in vederea eliminarii pe cat posibil a
deformatiilor locale. Operatia, gresit numita
'detensionare', este necesara deoarece se aplica scheme de
sudare gresite sau nu se respecta schemele de sudare. Ca rezultat,
apar deplanari ale panoului ce
creeaza dificultati la asamblarea osaturii in etapele
ulterioare.
Indreptarea sectiei, care nu reduce tensiunile
remanente ci chiar introduce tensiuni
suplimentare, se face de regula prin incalzire liniara sau locala si are ca efect aparitia unor
deformatii locale remanente de sens contrar celor
generate de sudare. Totodata, poate conduce la cresterea contractiei generale. Din aceasta cauza este
mai indicat sa se stabileasca o
tehnologie de asamblare si sudare corecta, care sa fie riguros respectata, astfel incat deformatiile
locale sa se incadreze in limite
acceptabile si ulterior, dupa finalizarea completa a
sectiei, sa se treaca la
indreptare.
3. Asamblarea si sudarea osaturii intarite
In aceasta etapa se
verifica trasajul liniilor teoretice ale osaturii intarite,
dupa care osatura este pozitionata in raport cu liniile
teoretice urmand a se asambla in puncte de
sudura. In etapa urmatoare se trece la sudarea osaturii de panou, pe
baza schemei de sudare stabilite. Schita axonometrica a acestei etape
este prezentata in fig. 11.8.
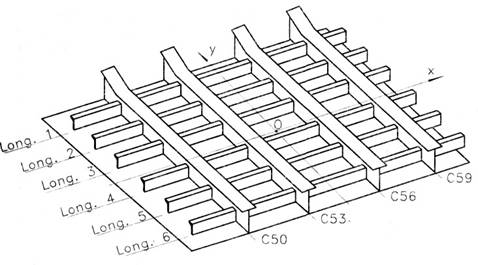
Figura
11.8. Asamblarea si sudarea osaturii intarite.
In acest caz, schema de sudare este de preferat a fi
precizata separat, pentru a fi suficient de clara. Aceasta
schema care respecta principiile prezentate
anterior este data in figura 11.9.
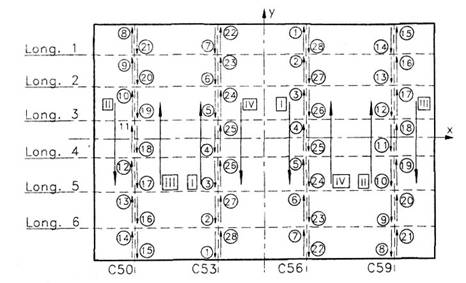
Figura
11.9. Schema de sudare a osaturii intarite.
Sudarea osaturii intarite se face de regula
semiautomat, schema prezentata cu doi
sudori putand fi aplicata si in cazul sudarii manuale. Cu cifre
romane a fost precizata ordinea si sensul general de executare a cordoanelor, iar cu cifre arabe sunt prezentate
secventele de executare a fiecarui cordon. Se observa ca
s-a aplicat principiul metodei de sudare in trepte inverse cu precizarea
ca sudarea cordoanelor 15 va incepe numai dupa racirea completa a cordoanelor 14.
Schema
de sudare din figura 11.9 poate fi aplicata si in cazul sudarii cu patru posturi de lucru, caz in care cordoanele
I si II, respectiv III si IV vor
fi executate simultan in acest caz, timpul de sudare se reduce la jumatate, concomitent cu o mai buna
uniformizare a contractiilor generale.
Dupa sudarea osaturii intarite pe panou se trece la sudarea osaturii simple de cea intarita.
Dupa finalizarea sectiei se face verificarea
deformatiilor generale si locale si
daca acestea nu se incadreaza in tolerantele admise se face indreptarea prin incalzire liniara si
locala. In final se preda sectia la controlul tehnic de calitate.

