STANDARD ISO
INTERNATIONAL 5817
SUDARE - IMBINARI
SUDATE PRIN TOPIRE DIN OTEL,
NICHEL, TITAN SI
ALIAJELE LOR (EXCLUSIV
SUDARE CU FASCICUL DE
ELECTRONI) - NIVELURI
DE CALITATE PENTRU
IMPERFECTIUNI
Welding - Fusion - welded
joints in steel,
nickel, titanium and
their allozs (beam
welding excluded) -
Qualitz levels for
imperfections
Soudage - Assemblages en
acier,
nickel, titane et leurs
alliages soudés par fusion
(soudage par faisceau
exclu) - Niveaux de qualité
par rapport aux défauts
ISO 5817 : 2003 (Ro)
PREAMBUL
ISO (Organizatia Internationala
de Standardizare) este o federatie mondiala a organismelor
nationale de standardizare(comitetele membre ale ISO). Elaborarea
Standardelor Internationale este in general incredintata
comitetelor tehnice ale ISO. Fiecare comitet membru interesat pentru un domeniu
are dreptul de a face parte din comitetul tehnic creat cu acest scop.
Organizatiile internationale, guvernamentale si
neguvernamentale, in legatura cu ISO colaboreaza indeaproape cu
Comisia Internationala de Electrotehnica (IEC) in toate
domeniile standardizarii in electrotehnica.
Standardele
Internationale sunt elaborate in concordanta cu
reglementarile din Directivele ISO/CEI, Partea 2.
Sarcina generala a
comitetelor tehnice este elaborarea Standardelor Internationale.
Proiectele de Standarde Internationale adoptate in comitetele tehnice sunt
supuse pentru votare comitetelor membre. Publicarea lor ca Standarde
Internationale necesita aprobarea a minimum 75 % din comitetele
membre votante.
Atentie, la
elaborarea prezentului document exista posibilitatea ca anumite elemente
sa poata face obiectul drepturilor de proprietate intelectuala.
ISO nu poate fi responsabil pentru identificarea acestor drepturi de
proprietate si avertizeaza de existenta acestora.
ISO 5817 a fost elaborat
in comitetul tehnic ISO/TC44, Sudare si tehnici conexe, subcomitetul SC10,
Unificarea conditiilor in tehnica de sudare a metalelor.
Prezenta editie a
doua, anuleaza si inlocuieste prima editie (ISO 5817:1992)
cu actuala revizuire tehnica.
ISO 5817 : 2003 (Ro)
INTRODUCERE
Prezentul Standard
International trebuie sa fie ca referential la elaborarea de
coduri si / sau alte standarde de aplicatie. Ele contin o
lista de imperfectiuni intalnite in sudurile prin topire, pe baza
notarii indicata in ISO
6520-1.
Aceste
imperfectiuni conform ISO 6520-1, au fost utilizate direct si altele
au fost regrupate. Sistemul numeric de referinta utilizat a fost
conform ISO 6520-1.
Prezentul Standard
International defineste dimensiunile imperfectiunilor tipice
care pot fi intalnite in fabricatia curenta. El poate fi utilizat
intr-un sistem de calitate pentru realizarea imbinarilor sudate in
productie. El ofera trei niveluri de valori dimensionale, prin care
se poate efectua alegerea pentru o aplicatie data. Trebuie ca nivelul
de calitate adoptat la fiecare caz sa fie definit in standardul de
aplicatie sau de catre proiectantul responsabil impreuna cu
executantul, beneficiarul si / sau alte parti interesate.
Nivelul trebuie sa fie prescris inainte de inceperea executiei, de
preferinta in momentul cererii de oferta sau comenzii. Detalii
suplimentare pot fi prevazute in cazuri particulare.
Nivelurile de calitate
indicate in prezentul Standard International furnizeaza date de
referinta de baza si nu sunt legate specific de o
aplicatie particulara. Ele se refera la tipuri de imbinari
sudate intalnite in realizarea structurilor si nu la produse complete sau
componente ale acestora. Este deci posibil ca diferite niveluri de calitate
sa fie aplicate la diverse imbinari sudate executate individual in
acelasi produs sau componenta.
In mod normal pentru o
imbinare sudata limitele dimensiunilor imperfectiunilor pot fi
acoperitoare pentru un nivel de calitate specificat. In anumite cazuri
totusi poate fi necesara specificarea de niveluri de calitate
diferite pentru imperfectiuni diferite ale aceleiasi imbinari
sudate.
Alegerea nivelului de
calitate pentru orice aplicatie, trebuie sa tina cont de
considerente privind proiectarea, tratamentele ulterioare (de exemplu
reincarcarea), modul de solicitare (de exemplu static, dinamic),
conditiile de exploatare (de exemplu temperatura, mediu), de
consecintele ruperii. Factorii economici au in egala masura
importanta lor si trebuie luat in considerare nu numai costul
sudarii, dar si cel al inspectiilor, al incercarilor
si al reparatiilor.
Desi prezentul
Standard International cuprinde toate tipurile de imperfectiuni
specifice procedeelor de sudare prin topire indicate in Articolul 1, se iau in
considerare numai acelea care se refera la procedeul si aplicatia
in cauza.
Imperfectiunile
sunt indicate in dimensiuni reale iar detectarea si evaluarea lor pot
necesita utilizarea uneia sau mai multor metode de examinare
nedistructiva.
Detectarea si
masurarea imperfectiunilor depind de metodele de inspectie
si de proportia de examinare, specificate in standardul de
aplicatie sau in contract. Metodele necesare pentru detectarea
imperfectiunilor nu fac obiectul prezentului Standard International.
Totusi ISO 17635 contine corelatia intre nivelul de calitate
si nivelul de acceptare pentru diferite metode END.
Prezentul Standard
International este direct aplicabil la examinarea vizuala a sudurilor
si nu prezinta detalii privind metodele recomandate pentru detectarea
sau masurarea prin metodele END. Trebuie luate in considerare
dificultatile in utilizarea acestora, privind stabilirea
adecvata a criteriilor de aplicare a examinarilor nedistructive:
ultrasunete, radiografice, curenti eddy, lichide penetrante, pulberi
magnetice si pot fi necesare completari cu cerinte privind
inspectia, examinarea sau incercarile.
Valorile pentru
imperfectiuni privesc aplicatiile curente de sudare.
Specificatii mai importante necesita operatii suplimentare de
executie, de exemplu polizarea sau sudarea in conditii severe de
laborator sau procedee de sudare speciale.
Solicitari pentru
interpretari oficiale ale aspectelor tehnice ale prezentului Standard
International trebuie adresate direct Secretariatului ISO/TC44/SC10, prin
organismul national de standardizare al utilizatorului. O lista completa
a acestor organisme poate fi obtinuta la adresa: www.iso.org.
|
STANDARD INTERNATIONAL
ISO 5817 : 2003
|
SUDARE - IMBINARI SUDATE PRIN TOPIRE DIN OTEL,
NICHEL, TITAN SI ALIAJELE LOR (EXCLUSIV SUDAREA CU FASCICUL DE ELECTRONI)
- NIVELURI DE CALITATE PENTRU IMPERFECTIUNI
1. Domeniu de aplicare
Acest Standard International
prevede niveluri de calitate ale imperfectiunilor in imbinarile
sudate prin topire (cu exceptia sudarii cu fascicul de electroni) la
toate tipurile de oteluri, nichel, titan si aliajelor lor. El se
aplica la grosimi de material mai mari de 0,5 mm.
Nivelurile de calitate
pentru sudarea cu fascicul de electroni a otelurilor sunt prezentate in
ISO 13919-1.
Trei niveluri de
calitate sunt indicate in scopul aplicarii lor intr-o larga gama
de structuri sudate. Ele sunt notate prin simbolurile B, C si D. Nivelul
de calitate B corespunde cerintei celei mai ridicate pentru sudura
finita. Nivelurile de calitate se refera la calitatea executiei
si nu la aptitudinea de utilizare (a se vedea 3.2) a produsului finit.
Prezentul Standard
International se aplica :
otelurilor aliate si
nealiate;
nichelului si aliajelor
sale;
titanului si aliajelor
sale;
la sudarea manuala, mecanizata
si automata;
la toate pozitiile de
sudare;
la toate tipurile de suduri, de
exemplu suduri cap la cap, in colt si racorduri;
la urmatoarele procedee de
sudare si la subprocedeele lor, definite conform ISO 4063:
11 sudare cu arc electric cu
electrod fuzibil fara protectie gazoasa;
12 sudare cu arc electric sub
strat de flux;
13 sudare cu arc electric in
mediu de gaz protector cu electrod fuzibil;
14 sudare cu arc electric in
mediu de gaz protector cu electrod nefuzibil;
15 sudare cu arc electric cu
plasma;
31 sudare oxigaz (numai pentru
otel).
Aspectele metalurgice,
de exemplu marimea grauntelui, duritatea, nu fac obiectul prezentului
Standard International.
ISO 5817 : 2003
2. REFERINTE NORMATIVE
Urmatoarele
documente referentiale sunt indispensabile pentru aplicarea acestui
document. Pentru referintele datate se aplica numai editia
citata. Pentru referintele nedatate, se aplica ultima
editie a documentului de referinta (incluzand eventualele
amendamente).
ISO 2553: 1992, Welded,
brazed and soldered joints - Symbolic representation on drawings.
ISO 4063: 1998, Welding and allied processes - Nomenclature of
processes and reference numbers.
ISO 6520-1: 1998, Welding and allied processes - Classification of
geometric imperfections in metalic materials - Part 1: Fusion welding.
3. TERMENI SI DEFINITII
Pentru utilizarea prezentului document se aplica termenii si
definitiile urmatoare:
nivel de calitate
descrierea calitatii unei suduri, pe baza tipului si dimensiunilor
imperfectiunilor selectate
aptitudine de utilizare
capacitatea unui produs, proces sau serviciu de a indeplini un scop
definit, in conditii specificate
imperfectiuni scurte
una sau mai multe imperfectiuni a caror lungime totala nu
depaseste 25 mm pe 100 mm sudura sau 25 % din lungimea
sudurii daca aceasta este inferioara lungimii de 100 mm,
conditie aplicata la maximum de imperfectiuni
imperfectiuni sistematice
imperfectiuni repartizate la distante regulate in sudura,
pe toata lungimea examinata a sudurii, dimensiunile fiecarei
imperfectiuni situandu-se in limitele date in tabelul 1
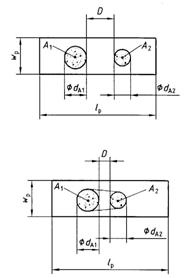
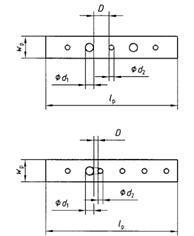
aria proiectiei
suprafata pe care imperfectiunile repartizate in volumul
sudurii considerate sunt reprezentate cu doua dimensiuni
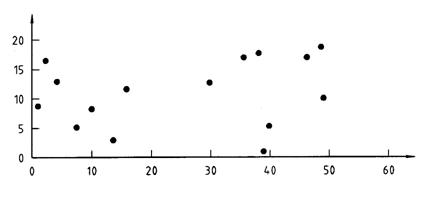
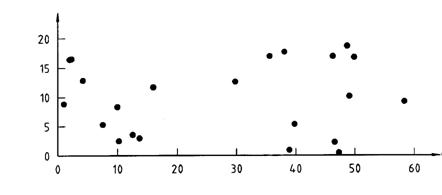
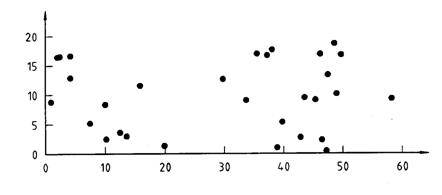
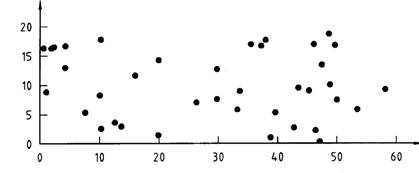
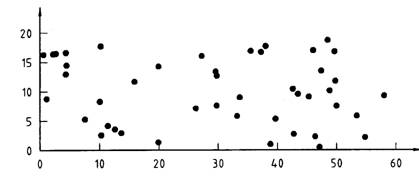
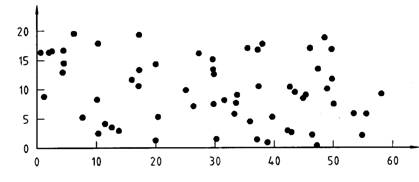
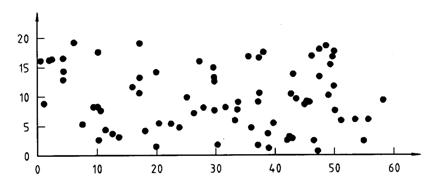
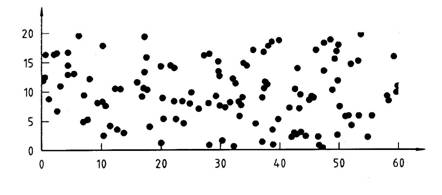
In contrast cu aria fisurilor de suprafata, aria
imperfectiunilor la examinarea radiografica, depinde de grosimea
sudurii (a se vedea figura 1)
aria suprafetei transversale
aria considerata dupa rupere sau sectionare
ISO 5817 : 2003
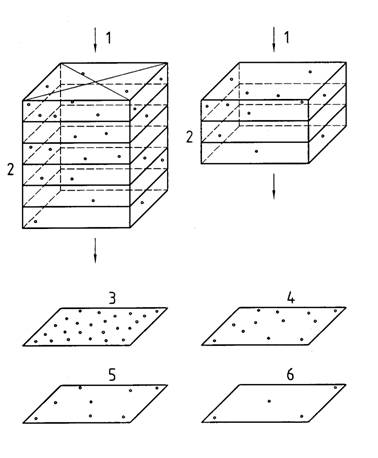
Legenda
radiatii x grosime cu 6 straturi grosime cu 2 straturi
4
sufluri pe unitatea de volum grosime cu 3 straturi grosime cu 1 strat
Figura 1 - Radiografii ale diferitelor probe avand aceeasi
densitate a suflurilor pe unitatea de volum
4. SIMBOLURI
Simbolurile urmatoare sunt utilizate in tabelul 1.
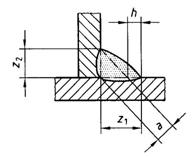
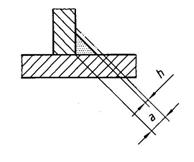
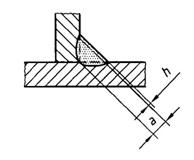
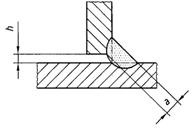
a grosimea nominala a unei suduri
in colt (a se vedea ISO 2553)
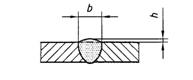
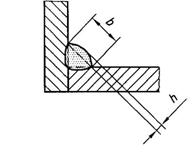
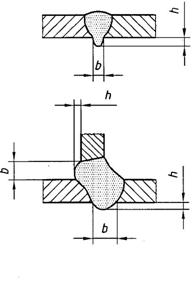
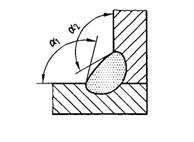
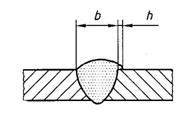
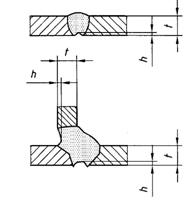
b latimea
suprainaltarii
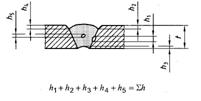
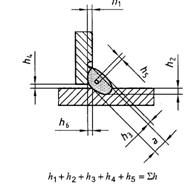
d diametrul suflurii
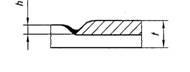
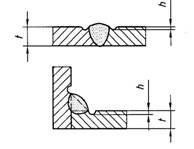
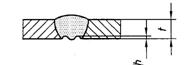
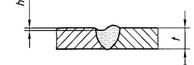
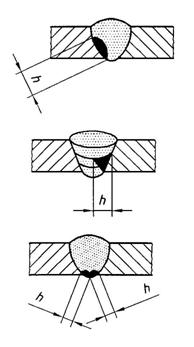
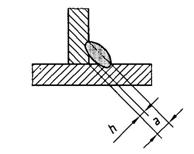
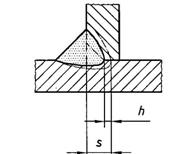
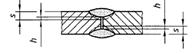
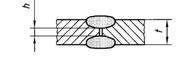
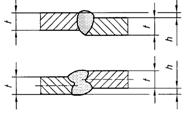
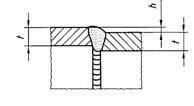
h inaltimea sau
latimea imperfectiunii
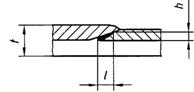
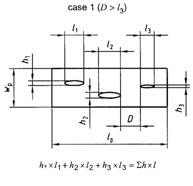
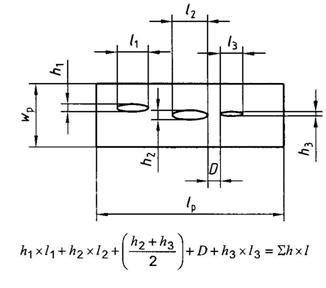
l lungimea imperfectiunii in
directia longitudinala a sudurii
l p lungimea suprafetei proiectate sau
suprafata sectiunii transversale
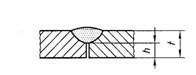
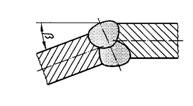
s grosimea nominala a sudurii cap
la cap (a se vedea ISO 2553)
t grosimea (nominala) a peretelui tevii
sau tablei
w p latimea sudurii, sau
latimea sau inaltimea in cazul suprafetei de rupere
z cateta
sudurii in colt (a se vedea ISO 2553)
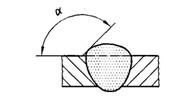
α unghiul de racordare al sudurii
β unghiul nealinierii
ISO 5817 : 2003
5. EVALUAREA IMPERFECTIUNILOR
Limitele imperfectiunilor sunt indicate in tabelul 1. Aceste limite
se aplica unei suduri terminate si pot fi in egala
masura aplicate si straturilor intermediare de executie.
Daca pentru detectarea imperfectiunilor se utilizeaza o alta
metoda decat examinarea macroscopica, trebuie luate in considerare
numai imperfectiunile detectate la o marire egala sau
inferioara de zece ori.
Sunt excluse din prezentul Standard International suprapunerile la
rece (a se vedea tabelul 1, 1.5) si microfisurile (a se vedea tabelul 1,
2.2).
Imperfectiunile sistematice sunt admise numai in nivelul de calitate
D, sub rezerva ca alte cerinte din tabelul 1 sunt satisfacute.
Imbinarile sudate, in mod normal, trebuie evaluate separat pentru
fiecare tip de imperfectiune.
Imperfectiunile de mai multe tipuri care se gasesc intr-o
sectiune data a imbinarii, care reduc aceasta sectiune
pot face obiectul unei examinari speciale (a se vedea imperfectiunile
multiple).
Limitele imperfectiunilor multiple (a se vedea tabelul 1) sunt
aplicabile numai in cazul cand cerintele privind o imperfectiune
unica sunt indeplinite.
Oricare doua imperfectiuni alaturate, separate printr-o
distanta inferioara cele mai mari dimensiuni ale
imperfectiunii mai mici, trebuie
sa se considere ca o singura imperfectiune.