I. STUDIUL TEHNIC
1. Date privind tehnologia semifabricatului.
1.1.Date asupra materialului semifabricatului
(compozitie chimica, proprietati fizice,
proprietati mecanice).
materialul folosit pentru
executia piesei este OLC 45, STAS 880-88 si va trebui sa posede
certificat de calitate cu indicarea valorii pentru toate caracteristicile
mecanice, chimice, tratamente termice, etc.
s-a utilizat OLC 45 pentru ca
este un otel indicat pentru confectionarea acestui tip de piese avand
rezistenta mecanica si o prelucrabilitate prin
aschiere forte buna, cu urmatoarele caracteristici :
●
compozitie chimica
C= 0,42 . 0,50 %
Mn= 0,50 . 0,80 %
S= 0,020 . 0,045 %
P= max. 0,040
Si= 0,17 . 0,37 %
Al= 0,020 . 0,045 %
Cr= max. 0,30 %
Ni= max. 0,30 %
Cu= 0,30 %
As= 0,05 %
●
proprietati fizico-mecanice:
-
calire, revenire
- limita de
curgere: Rp0,2=500 [N/mm2]
- rezistenta
la rupere: σr= 700 . 850 [N/mm2]
- alungirea la
rupere: A5= 14%
-
gatuirea: Z=30%
-
duritatea Brinell: normal: 235 HB, recopt: 207 HB
-
rezilienta: KGU 30/2=6
- marcare:
albastru-negru
-
rezistente admisibile:
σat - intindere=
120 N/mm2- nenormalizat
σat - intindere=
140 N/mm2- imbunatatit
σac - compresiune=
120 N/mm2 - normalizat
σac - compresiune=
140 N/mm2 - imbunatatit
σai - incovoiere=
130 N/mm2 - normalizat
σai - compresiune=
160 N/mm2 - imbunatatit
τaf - forfecare= 110 N/mm2 - normalizat
τaf - forfecare=
140 N/mm2 - imbunatatit
τat - torsiune=
100 N/mm2 - normalizat
τat - torsiune=
130 N/mm2 - imbunatatire
1.2. Stabilirea metodei si a procedeului
economic de obtinere a semifabricatului.
Semifabricatul
se obtine prin laminare.
LAMINAREA
Laminarea este procedeul de prelucrare prin
deformare plastica la cald sau la rece, realizat prin trecerea
fortata a materialului prin spatiul dintre doi cilindri care se
rotesc in sensuri contrare sau in acelasi sens.
Ca semifabricate initiale se folosesc:
lingouri obisnuite sau blocuri, produse laminate in prealabil etc.,
rezultand produse cu aplicabilitate mai larga, dintre care: bare de
diverse dimensiuni si sectiuni, profile cu configuratie
simpla sau complexa, table si benzi, tevi si sarme,
produse speciale.
Notarea
otelului rotund se face prin indicarea denumirii (simbolul ) si a
diametrului conform STAS 333-77 si a marcii otelului din
standardul respectiv separata printr-o linie oblica
2.
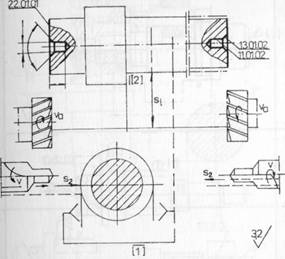
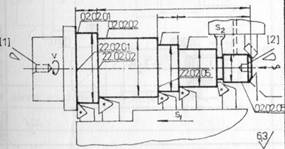
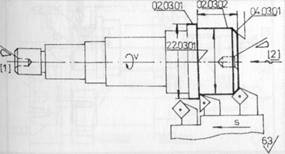
Proces tehnologic tip pentru acest tip de reper;
|
Nr.
op
|
Denumirea
operatiei
|
Schita
operatiei
Codul
formei geometrice
a
suprafetelor
|
MU
|
DPSF
|
DPSC
|
SC
|
MM
|
|
|
|
|
|
|
|
|
|
Frezare
frontala
si
centruire
|
|
Masina
de frezat si centruit
|
Menghina
autocentranta cu bacuri unghiulare
|
Dorn port
freza; mandrina
|
Freza
frontala; burghiu de centruire
|
Calibre + MUM
|
|
Strunjire
de degrosare
ΦxL
|
|
Strung semiautomat
multicutite
|
Varf fix;
varf rotativ; antrenor
|
Suport
multicutite
|
Cutite cu
placute amovibile P30
|
Calibre + MUM
|
|
Strunjire
de degrosare
ΦxL
|
|
Strung semiautomat
|
|
Strunjire
de semifinisare
Φd2,
d4
|
|
Strung normal
|
Varf fix; varf rotativ; antrenor
|
Suport portcutit
|
Cutit de finisare P10
|
Calibre + MUM
|
|
Strunjire
de semifinisare
|
|
|
|
|
|
|
|
|
|
|
Frezarea
canelurilor
|
|
Strung filetat
|
Varf rotativ; Mandrina
|
Suport
portcutit
|
Cutit de
filetat cu placuta amovibila
|
Calibru T.N.T.
|
|
Frezarea
canalului de pana
|
|
Masina
de frezat canale de pana
|
Dispozitiv de
frezat
|
Masina
port freza
|
Freza deget
|
Calibre T si
NT
|
|
Gaurire
Filetare
|
|
Masina
de gaurit radial
|
Dispozitiv de
gaurit
|
Mandrina cu
schimbare rapida
Mandrina de
filetat
|
Burghiu +
Tesitor
Tarod
|
|
|
Filetare
|
|
|
|
|
|
|
|
Tratament
termic
|
|
|
|
|
|
|
|
Sablare
|
|
|
|
|
|
|
|
Indreptare
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Rectificare
de degrosare
|
|
|
|
|
|
|
|
Rectificare
de finisare
|
|
|
|
|
|
|
|
Control
final
|
|
|
|
|
|
|
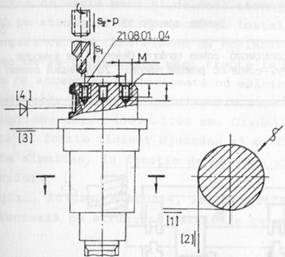
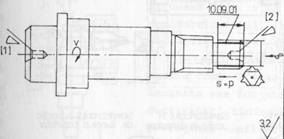
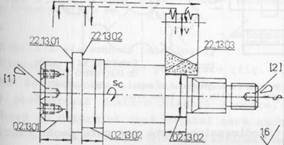
3. Proiectarea procesului
OPERATIA NR. 1 Debitare
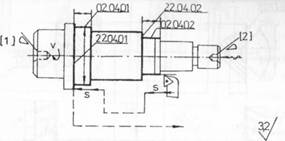
OPERATIA NR. 2 A) Frezare frontala a suprafetelor
S2 si S10
B) Strunjire
frontala a suprafetelor S2 si S10
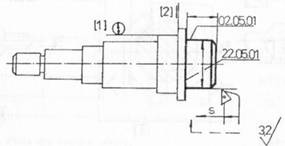
OPERATIA NR. 3 Strunjire longitudinala
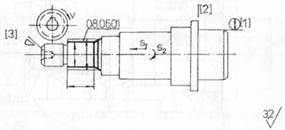
OPERATIA NR. 4 Gaurire S3
OPERATIA NR .5 Strunjire int. S3
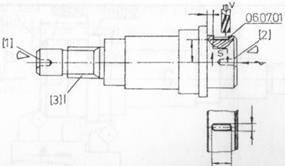
OPERATIA NR. 6 Tesire S1, S7
OPERATIA NR. 7 Frezare S5, S8
OPERATIA NR. 8 Control intermediar
OPERATIA NR. 9
Gaurire S6, S9
OPERATIA NR. 10 Rectificare S3
OPERATIA NR. 11
Control final
OPERATIA
NR. 2 Frezare de degrosare
(varianta 1)
Faze Prindere semifabricat
Strunjire frontala
Intoarcere
semifabricat
Strunjire frontala
Desprindere semifabricat
Masina unealta: FU32
Gama de avansuri [ mm/min ]
23,5 30 37,5 60 75 95 118 150
235 300 375 475 600 750 950
Gama de turatii [ rot/min ]
30 37,5 47,5 60 75 95 118 150 190
300 375 475 600 750 950 1180 1500
Puterea motorului: 7,5 kW
Dimensiunile si cursele mesei:
Dimensiunea mesei: 230 X 1325 mm
Cursa de lucru longitudinala: 900 mm
Cursa de lucru transversala: 230 mm
Cursa de lucru verticala: 350 mm
Scula aschietoare: Freza 60 X 75° STAS 1684-67
Dispozitivul de prindere al semifabricatului:
Semifabricatul
se prinde pe masa masinii, prin fixare cu suruburi si
placi.
Dispozitivul de prindere al sculei aschietoare:
Freza se
prinde in alezajul conic MORSE 4 al
masinii unelte folosind 2 reductii:
Reductie 4/2 STAS 252-80
si Reductie 2/1 STAS 252-80.
Mijlocul de control:
Subler
STAS 1373/2-73 (domeniul de masurare: 0 - 250 mm; valoarea diviziunii: 1
mm; precizia de masurare: 0,1 mm).
Adaosul de prelucrare:
Vom lua adaosul de
prelucrare At = 2 mm
Regimul de aschiere:
Adancimea de aschiere:
t = At  t = 2 mm
t = 2 mm
Viteza de aschiere:
 B23 vol. I pag. 546 tab. 14.21
B23 vol. I pag. 546 tab. 14.21
D = diametrul frezei ( 60 mm )
T = durabilitatea
economica a sculei ( 180 min ) pag. 539 tab 14.13
t = adancimea de aschiere ( 2 mm )
sd = avansul pe
dinte ( 0,15 mm/dinte ) pag. 529 tab 14.4
tl = lungimea de
contact ( 60 mm )
Kv = coeficient de
corectie al vitezei ( 0,99 ) pag. 545 rel. 14.26

Turatia motorului
masinii unelte:

Din gama de turatii a
masinii unelte alegem: nMU = 600 rot/min

Din gama avansuri a masinii
unelte alegem: vf MU = 475 mm/min
Viteza de aschiere reala si
avansul pe dinte real:


Forta principala de
aschiere la frezare:
 B23 vol. I pag. 530 rel. 14.7
B23 vol. I pag. 530 rel. 14.7
 B23 vol. I pag. 531 tab. 14.7
B23 vol. I pag. 531 tab. 14.7
Puterea efectiva la frezare este:

Metoda de reglare a sculei la
cota:
Reglajul se
face prin aschii (treceri) de proba la primele piese, apoi se
lucreaza cu sistemul reglat la cota.
Norma tehnica de timp:
 B11 pag. 343 cap. 12.1
B11 pag. 343 cap. 12.1
tn
= timpul normat pe operatie [min]
tpi
= timpul de pregatire - incheiere [min]
tb
= timpul de baza sau de masina [min]
ta
= timpul auxiliar sau ajutator [min]
tdt
= timpul de deservire tehnica [min]
tdo
= timpul de deservire organizatorica [min]
ton
= timpul de odihna si necesitati firesti [min]
tpi = 18 +2,5 + 9 + 1 =
30,5 min

Lungimea de frezat:
l = 60 mm
ta = ta1
+ ta2 + ta3 + ta4 + ta5 = 1,2 +
1,65 + 0,15 + 0,8 + 0,12 = 3,92 min
ta1
= timp ajutator pentru prinderea - desprinderea piesei
ta2
= timp ajutator pentru comanda masinii unelte
ta3
= timp ajutator pentru masurari la luarea aschiilor de
proba
ta4 =
timp ajutator pentru evacuarea aschiilor
ta5
= timp ajutator pentru masurari de control
tdt = 5,5% · tb = · 1,49 = 0,08 min
tdo = 1,2% · ( tb +
ta ) =
· ( 1,49 + 3,92 ) = 0,06 min
ton = 3% · ( tb +
ta ) =
· ( 1,49 + 3,92 ) = 0,16 min

OPERATIA
NR.2 Strunjire frontala Varianta 2
Faze Prindere
semifabricat
Strunjire frontala
Intoarcere
semifabricat
Strunjire frontala
Desprindere semifabricat
Masina unealta: SN320
Gama de avansuri normale [ mm/min ]
0,04 0,05 0,06 0,07 0,08 0,09
0,11 0,12 0,13 0,14 0,16 0,20
0,28 0,36 0,44
Gama
de avansuri marite [ mm/min ]
0,64 0,80 0,96 1,12 1,28 1,44
1,76 1,92 2,24 2,52
Gama
de turatii [ rot/min ]
40 50 63 80 100 125
200 250 315 400 500 630
1200 1600
Puterea motorului: 3 kW
Scula aschietoare: Cutit 25 X 25 STAS 6382-80 / K20
Dispozitivul de prindere al semifabricatului:
Semifabricatul
se prinde in universal.
Dispozitivul de prindere al sculei aschietoare:
Cutitul
se prinde in suportul port-cutit al masinii.
Mijlocul de control:
Subler STAS 1373/2-73 (domeniul de masurare: 0
- 250 mm; valoarea diviziunii: 1 mm; precizia de masurare: 0,1 mm).
Adaosul de prelucrare:
Adaosul total
de prelucrare: At = 2 mm
Regimul de aschiere:
Adancimea de
aschiere: t = 2 mm
Viteza de aschiere:
 B23 vol. II pag. 69 rel. 17.2
B23 vol. II pag. 69 rel. 17.2
K = coeficient de corectie al vitezei
de aschiere ( 300 ) pag. 74 tab 17.14
x = exponent al adancimii de
aschiere, t ( x = 0,15 ) pag. 74 tab 17.14
y = exponent al avansului de
lucru, s ( y = 0,4 ) pag. 74 tab 17.14
w = exponent al
duritatii fontei, w ( w = 1,25 ) pag. 74 tab 17.14
t = adancimea de aschiere ( 2 mm )
s = avansul de
lucru ( 0,72 mm/rot ) pag. 72 tab. 17.11
HB = duritatea
Brinell a materialului ( HB = 235 )
KvT = coeficient
de corectie al vitezei de aschiere ( 1 ) pag. 69 rel. 17.3
KG = coeficient
de corectie al vitezei de aschiere ( 0,8 ) pag. 71 tab 17.9
Viteza de aschiere:

Turatia motorului masinii unelte:

Din gama de turatii a masinii unelte
alegem: nMU = 630 rot/min
Viteza de avans tangential:
vr = n · s = 630 · 0,72 =
453,6 mm/min vr MU = 440 mm/min
Viteza de aschiere
reala si avansul de lucru real:

Puterea efectiva la strunjirea cilindrica:
 B23 vol. II pag. 70 rel. 17.4
B23 vol. II pag. 70 rel. 17.4
K =
coeficient de corectie al puterii la aschiere ( 0,016 ) pag. 75 tab 17.15
x = exponent al adancimii de
aschiere, t ( x = 1 ) pag. 75 tab 17.15
y = exponent al vitezei de
aschiere, v ( y = 1 ) pag.
75 tab 17.15
z = exponent al avansului de
lucru, s ( z = 0,75 ) pag. 75 tab 17.15
w = exponent al
duritatii fontei, w ( w = 0,4 ) pag. 75 tab 17.15
v = viteza de aschiere ( 158,3 m/min )
t = adancimea de aschiere ( 1,5 mm )
s = avansul de
lucru ( 0,698 mm/rot )
HB = duritatea
Brinell a fontei ( HB = 195 )

Metoda de reglare a sculei la
cota:
Reglarea
sculelor la cota se va face dupa piesa de proba.
Norma tehnica de timp:
tn
= timpul normat pe operatie [min]
tpi
= timpul de pregatire - incheiere [min]
tb
= timpul de baza sau de masina [min]
ta
= timpul auxiliar sau ajutator [min]
tdt
= timpul de deservire tehnica [min]
tdo
= timpul de deservire organizatorica [min]
ton
= timpul de odihna si necesitati firesti [min]
tpi = 15 +11 + 2 = 27,6 min

Lungimea de strunjit:
l = 26,5 mm
Lungimea de patrundere
(intrare) a sculei:

Lungimea de depasire
(iesire) a sculei:

ta = ta1
+ ta2 + ta3 + ta4 = 1,2 + 1,65 + 1,1 + 0,22 =
4,47 min
ta1
= timp ajutator pentru prinderea - desprinderea piesei
ta2
= timp ajutator pentru comanda masinii unelte
ta3
= timp ajutator pentru manuiri legate de faza
ta4
= timp ajutator pentru masurari de control
tdt = 3% · tb = · 1,06 = 0,07 min
tdo = 1,2% · ( tb +
ta ) =
· ( 1,06 + 4,47 ) = 0,08 min
ton = 3% · ( tb +
ta ) =
· ( 1,06 + 4,47 ) = 0,2 min

OPERATIA NR. 3 Strunjire long.
OPERATIA NR.
4 Gaurire S3
OPERATIA NR .5 Strunjire
int. S3
OPERATIA NR. 6 Tesire S1, S7
OPERATIA NR.
7 Frezare S5, S8
OPERATIA NR.
9 Gaurire S6, S9
OPERATIA NR.
10 Rectificare S3
II. STUDIUL ECONOMIC
1. Caracterul
productiei.
Stabilirea caracterului
productiei se face pe baza coeficientului sistemului de productie:
 unde:
unde:  si
si 
R
- ritmul de fabricatie [min/buc];
Td
- fondul de timp disponibil pe an [ore];
N
- productia anuala [buc/an];
h
- numarul de ore pe schimb [ore];
i
- numarul de schimburi pe zi;
z
- numarul zilelor lucratoare pe an.
 ore;
ore;
 min/buc;
min/buc;
|
Nr.
operatie
|
tpi
|
tu
|
|
Forma
de organizare
|
|
|
|
|
productie de masa
|
|
|
|
|
productie de masa
|
|
|
|
|
serie
mare
|
|
|
|
|
serie
mijlocie
|
|
|
|
|
serie
mica
|
|
|
|
|
productie de masa
|
|
|
|
|
productie de masa
|
|
|
|
|
productie de masa
|
|
|
|
|
productie de masa
|
|
|
|
|
productie de masa
|
2. Calculul lotului
optim.
Lotului optim se calculeaza cu formula:
Nl -
programa anuala totala de fabricatie, inclusiv piesele de
schimb,
pisele de siguranta, rebuturile [buc];
D - cheltuieli dependente de lotul de fabricatie
[lei/lot];
Cm - costul semifabricatului pana la
inceperea fabricarii [lei];
A' - chetuieli independente de marirea
lotului de fabricatie [lei];
t - numarul de loturi aflate simultan in prelucrare (t
e - pierderea suportata de economia nationala (e
Programa anuala totala de fabricatie:
 [buc]
[buc]
b - procentul de rebuturi (b
N
- programa anuala planificata [buc];
Ns
- numarul pieselor de schimb [buc];
Nsg
- numarul pieselor de siguranta [buc];
Ns+Nsg = 0,1·N (se poate lua 10%·N).

Cheltuieli dependente de lotul optim de fabricatie:
D = D1+D2 [lei/lot]
D1 = cheltuieli cu
pregatirea - incheierea fabricatiei si pregatirea
administrativa
a lansarii lotului:
 [lei/lot]
[lei/lot]
p - regia generala a
intreprinderii [%] (p = 150 . 450 %);
i - numarul operatiilor active ale procesului
tehnologic;
tpii - timpul de pregatire-incheiere
pentru operatia i [min];
rmi - retributia orara de incadrare
a lucrarii [lei/ora].
( gaurire: 11.500/ora; strunjire: 12.500
lei/ora;
frezare: 13.500 lei/ora; rectificare: 15.000
lei/ora )
mi - numarul de masini unelte
necesare realizarii operatiei i;
 -
-
D2 = cheltuieli cu intretinerea si
functionarea utilajelor:
 [lei/lot]
[lei/lot]
tpii - timpul de pregatire-incheiere
pentru operatia i [min];
mi - numarul de masini unelte
necesare realizarii operatiei i;
i - numarul operatiilor active ale procesului
tehnologic;
ai
- costul unei ore de functionare si intretinere a utilajului la
operatia i [lei/ora].
(
se va lua aproximativ 10.000 lei/ora )

D = D1 + D2 = 1.396.820 + 36.966 = 1.403.786 lei/lot
Costul semifabricatului pana la inceperea
fabricarii:
Cm = Gsf pc [lei]
pc = pretul de cost al unui kg de
material [lei];
Gsf = masa semifabricatului [kg].
Cm = 0,9 9000 = 8.100 lei
Chetuieli independente de marimea lotului de
fabricatie:
 [lei]
[lei]
tui -
timpul unitar pentru operatia i
[min].

Inlocuind cu valorile numerice
corespunzatoare se obtine :

3. Calcule economice justificative pentru adoptarea variantelor
economice.
Costul unei operatii i, a unui produs tehnologic pentru x
piese, se poate determina cu relatia:
 [lei]
[lei]
Cx = costul prelucrarii operatiei
pentru x piese [lei];
A = cheltuieli curente pentru o piesa [lei/buc];
B = cheltuieli speciale pentru operatia
respectiva [lei];
Cheltuielile curente pentru o
piesa:
 [lei]
[lei]
Costul
semifabricatului:
A1
= Cm = 22.400 lei
Costul
manoperei pentru o piesa, la operatia i:
Cheltuieli
indirecte de sector (regie):

Cheltuieli indirecte generale pentru servicii
tehnico-administrative:

Costul exploatarii masinii-unelte:

Chetuielile speciale se
calculeaza cu relatia :
 [lei/productie
anuala de fabricatie]
[lei/productie
anuala de fabricatie]
CDPSf,
DPSc, Sc, V = costul DPSf, al DPSc, al Sc si al V, special
proiectate [lei]
C1
= rata anuala de amortizare (50% in 2 ani; 100% intr-un an);
C2
= cota de intretinere (20 . 30%);
|
Masinile
unelte folosite la prelucrarile mecanice
|
Preturi
[lei]
|
|
Masina
de gaurit G25
|
|
|
Strung universal SN320
|
|
|
Masina
de frezat universala FU32
|
|
|
Masina
de rectificat NAS
|
|
|
Dispozitive speciale folosite la prinderea Sf
|
Preturi [lei]
|
|
Dispozitive
simple
|
|
|
Dispozitive
de complexitate medie
|
|
|
Dispozitive
de complexitate mare
|
|
Calcul economic justificativ
pentru OPERATIA 2:
C = A·x + B [lei]
A = A1 + A2 + A3 + A4 + A5 [lei]
|
Varianta
A
|
Varianta
B
|
|
A1
= 8.100 lei
|
|
|
|
|
A3A
= 4·1005 = 3.719 lei
|
A3B
= 4·1006 = 3.724 lei
|
|
|
|
|
A5A
= 2,3·10-7·1,4·760·106·4,15
A5A
= 884 lei
|
A5B
= 2,3·10-7·1,4·660·106·4,3
A5B
= 1026 lei
|
AA = 34790 lei
AB = 34934 lei

CA = 34.790·x + 135.000
CB = 34.934·x + 135.000
Economia anuala realizata
prin aplicarea variantei A:
E = CB - CA
pentru x = 20.000 buc.
E = (34.934·20.000 + 135.000) - (34.790·20.000 + 135.000) =
2.878.300 lei
 C
C
 [lei]
[lei]
Var. B
Var. A
x [buc]