T.P.T
Tema
Sa se proiecteze tehnologia de turnare pentru reperul "Roata de curea
Dp 180" , componenta a utilajului numit "Valt dublu cu transmisie prin curelele
VD-00/C".
CUPRINS:
- Studiul piesei turnate
- Stabilirea pozitiei piesei la turnarea
- Alegerea
suprafetelor de separatie a formei si a modelului.
- Stabilirea adaosurilor de prelucrare si
a adaosurilor tehologice.
- Alegerea si dimensionarea miezurilor.
- Determinarea masei brut turnate
- Alegerea si dimensionarea retelei de
turnare.
7.1
Conditii generale
7.2 Calculul sectiunii alimentatorului
7.3 Calculul sectiunii colectorului de zgura
7.4 Calculul sectiunii piciorului pilniei
7.5 Calculul pilniei de turnare
8. Alegerea amestecurilor de formare si a amestecurilor
de miez
9. Turnarea aliajelor in forme
10. Alegerea ramelor de formare,
dimensionarea lor.
Proiectul cuprinde urmatoarele desene tehnice:
desenul
piesei finite
desenul
tehnologic
desenul
formei asamblate
1.Studiul piesei turnate
Reperul este confectionat din fonta cenusie.
Are rolul de a prelua miscarea de rotatie prin intermediul curelei de
la motor la reductorul utilajului. Piesa "Roata de curea Dp 180" este
confectionata din fonta cenusie pentru a atenua vibratiile transmise de motor.
In timpul functionarii
reperul este supus la urmatoarele solicitari:
dinamice:moment
de torsiune
frecare
de contact(striviri) caneluri si canal de pana.
Combinarea celor doua solicitari determina o solicitare de oboseala a
reperului. Piesa trebuie sa reziste la uzura, frecarea suprafetei de contact,
presiunea de contact ciclica si la solicitari gen socuri mecanice.
Prin studierea atenta a constructiei piesei se pot depista o serie de inconveniente
aparute la proiectare si se pot executa modificari ale
constructie care sa fie
convenabile atat pentru proiectant cat si pentru tehnologul turnator.
In cadrul colaborarii dintre proiectantul de masini si proiectantul
tehnologiei de turnare se pot
aborda o serie de probleme cum ar fi:
- simplificarea constructiei piesei pentru facilitarea executarii garniturii de model si a formei, pentru economie de material si
manopera;
- modificarea constructiei piesei pentru reducerea numarului suprafetelor de
separatie, a numarului de miezuri sau de parti demontabile
ale modelului;
- modificarea inclinarii peretilor piesei pentru extragerea usoara a modelului
din forma;
- modificari constructive privind asezarea si montarea
usoara a miezurilor in forme;
- ingrosarea anumitor parti din piesa pentru a asigura rezistenta
acesteia;
- modificari privind adaptabilitatea piesei la formarea
mecanizata;
- modificarea grosimii peretilor, a concavitatilor, a trecerilor inguste si a orificiilor in
peretii pieselor turnate;
- modificarea imbinarii peretilor piesei;
- modificarea constructiei pieselor in sensul eliminarii concentratiilor de material (noduri termice) care conduc la
aparitia retasurilor;
- modificarea pieselor turnate tinand seama de pericolul tensiunilor, deformatiilor si
crapaturilor;
- modificari care sa asigure accesul usor la toate
suprafetele interioare si exterioare ale pieselor turnate, pentru dezbaterea usoara a miezurilor
si extragerea armaturilor;
- modificari care sa asigure debavurarea usoara, indepartarea usoara a retelei de turnare si a
adaosurilor tehnologice;
modificari privind realizarea de economii de metal prin modelarea mai rationala a piesei sub raportul rezistentei si rigiditatii, prin folosirea metodei tehnologice
si a materialului cel mai convenabil.
Configuratia adoptata la proiectare, in conformitate cu anumite cerinte functionale
si de rezistenta, sau cea rezultata in urma diferitelor modificari constructive trebuie sa respecte estetica si arhitectura exterioara a viitoarelor semifabricate turnate.
Dupa turnare , piesa urmeaza a fi prelucrata mecanic prin aschiere. In
acest scop piesa turnata va suferi un tratament termic primar pentru
imbunatatirea conditiilor de prelucrabilitate.
Dupa prelucrari mecanice prin aschiere piesa finita va suporta un
tratament termic final care sa-i confere rezistenta mare la uzura.
Pentru realizarea piesei turnate se va tine seama de:
- executare usoara, economica si corecta a formei, miezurilor si
modelelor
- umplerea corecta a formei cu aliaj lichid pentru a asigura o piesa
turnata fara defecte
- curatirea usoara si ieftina a piesei turnate precum si pretul scazut
al tratamentului termic
- economie de metal
Reperul "Roata de curea" este
alcatuit dintr-o serie intreaga de corpuri geometrice simple. El poate fi
impartit in mai multe corpuri geometrice de revolutie (cilindrii), pentru ca
ulterior, dupa stabilirea adaosurilor de prelucrare, sa se poata determina volumul
acestor corpuri geometrice si in final greutate piesei brut-turnate.
2.Stabilirea pozitiei piesei
la turnare
Pozitia piesei la tunare determina in mare masura modul de formare,
constructia retelei de tunare, valoarea adaosurilor de prelucrare si a
adaosurilor tehnologice, marimea ramelor de formare. Pozitia piesei la turnare
are o influenta directa asupra calitatii viitoarei piese, cat si asupra
cheltuielilor de productie.
La analiza pozitiei piesei in timpul turnarii trebuie sa tina seama de
urmatoarele recomandari:
- - pozitia piesei turnate in forma,
trebuie sa permita ca partile importante de care depinde compacticitatea si etansitatea sa se afle
in partea inferioara.
Suprafetele suprapuse prelucrarii mecanice de precizie, suprafetele de
raspandire care nu trebuie sa aiba defecte de turnare se pozitioneaza in partea
inferioara unde nu se separa incluziuni, sufluri sau nu se produc retasuri.
- - daca profilul piesei sau metoda de
formare nu permit asezarea acestor suprafete in partea de jos a formei
atunci suprafetele respective se aseaza vertical sau inclinat.
- - piesele turnate executate din aliaj cu
contractie mare in timpul solidificarii, se toarna in pozitia in care este
asigurata solidificarea dirijata a metalului in forma, spre maselote.
- - pozitia piesei in timpul turnarii
trebuie aleasa astfel incat sa reduca pe cat posibil consumul si pretul
materialelor, precum si cheltuielile de manopera.
- - pozitia formei la turnare se
stabileste astfel incat miezurile sa poata fi asezate in forma cat mai
usor si mai sigur, sa nu necesite o fixare anevoioasa si sa nu se defomeze
sub greutatea proprie sau sub influenta aliajului lichid.
In cazul reperului "Roata de curea" pozitia aleasa la turnare, va fi
verticala (cu axa reperului in pozitie verticala), astfel incat suprafata
volanta (roata propriuzisa) sa se gaseasca in partea superioara.
3.Stabilirea pozitiei
modelului de formare, alegerea suprafetei de separatie a formei si a modelului
La stabilirea pozitiei modelului in timpul
formarii si la alegerea suprafetei de separatie trebuie sa se tina seama de
urmatoarele recomandari:
pozitia piesei turnate in forma
trebuie sa permita ca partile importante, de care depind compactitatea si etanseitatea sa se afle in partea inferioara. Suprafetele supuse prelucrarii mecanice de precizie, suprafetele de raspundere care nu trebuie sa aiba defecte de turnare, se pozitioneaza in partea inferioara unde nu se separa incluziuni, sufluri sau nu se produc retasuri;
daca profiIul piesei sau metoda de
formare nu permit asezarea acestor suprafete in partea de jos a formei, atunci suprafetele respective se aseaza vertical sau
inclinat;
daca din motive diferite suprafetele piesei turnate supuse prelucrari trebuie neaparat situate la partea superioara, trebuie sa se creeze conditii astfel incat defectele de turnare (retasuri, sufluri, incluziuni) sa se formeze in acele
parti ale piesei care se vor indeparta la curatire sau
prelucrare, adica in maselote, canalele retelei de turnare, sau in adaosurile de prelucrare amplasate pe suprafetele
superioare ale piesei ; 4-piesele turnate executate din aliaje cu contractie mare in timpul solidificarii, se toarna in pozitia in care este asigurata solidificarea dirijata a metalului in forma, spre maselote;
4- pozitia piesei in timpul turnarii
trebuie aleasa astfel incat sa reduca pe
cat posibil consumul si pretul
materialelor, precum si cheltuielile de manopera, de modele si de rame de formare; in
acest scop se va urmari ca:
-reteaua de turnare sa fie cat mai simpla, usor de indepartat si sa
nu mareasca dimensiunile formei;
forma sa aiba un volum cat mai mic pentru a nu se
consuma multe materiale, sa fie simpla, sa nu necesite
parti demontabile ale modelului, un numar mare de miezuri, complicate
si greu de asezat, sa nu necesite rotire pentru umplere si
uscare prealabila;
garnitura de model sa fie simpla, fara cutii
de miez sau in orice caz cu un numar redus de cutii de miez simple;
5-__pozitia
formei la turnare se stabileste astfel incat miezurile sa poata fi asezate in forma cat
mai usor si sigur, sa nu necesite o fixare anevoioasa si sa nu se deformeze sub greutatea proprie sau sub influenta aliajului lichid. Din acest motiv se vor evita pe cat posibil miezurile suspendate,
asezate unilateral precum si miezurile orizontale lungi si
subtiri, insuficient rezemate;
6_-__pentru
a asigura umplerea corecta sau pentru a evita reprizele, peretii plani
si subtiri ai piesei turnate se aseaza in partea
inferioara a formei.
4.Stabilirea adaosurilor de
prelucrare si a adaosurilor tehnologice
Reperul "Roata de curea" este realizat din fonta cenusie.
Din indrumarul de proiectare in cadrul tabelului 1.3 se identifica
clasa adaosului de prelucrare pentru piese brut turnate din fonta cenusie.
Clasa adaosului poate fi F pana la H.
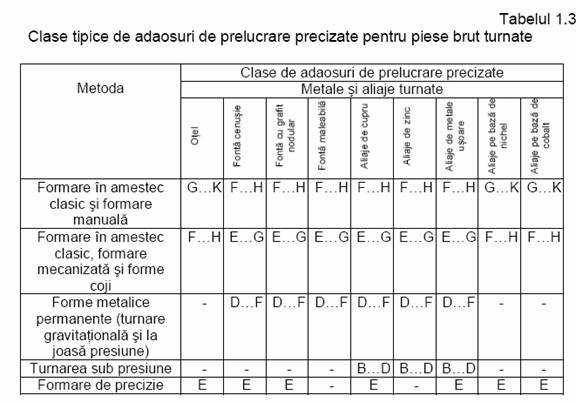 Se alege clasa F, iar ca metoda se alege
formarea in amestec clasic si formarea manuala.
Se alege clasa F, iar ca metoda se alege
formarea in amestec clasic si formarea manuala.
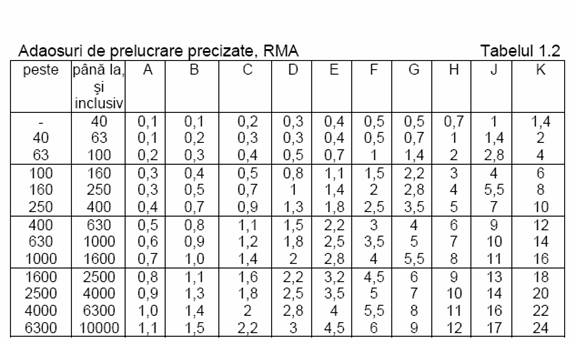
Din tabelul 1.2 pentru clasa F la dimensiune maxima de 186mm,
adaosurile de prelucrare RMA=2mm. Apoi se determina clasele de toleranta.
Din tabelul 1.5. determinam clasa de toleranta corespunzatoare pentru
piese brut turnate, serie mica sau unicat, din fonta cenusie
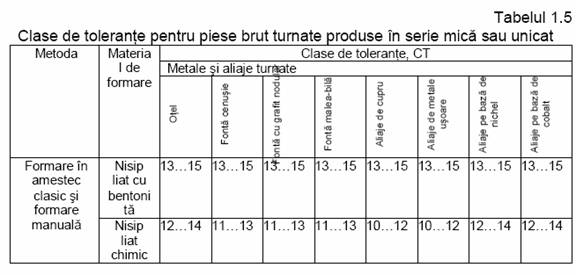
Obtinem clasa de la 13 . 15
Se adopta clasa de toleranta 13. Cu aceasta clasa cautam in tabelul
1.1. se va obtine toleranta totala la formarea functiei de cota de baza a
piesei brute.
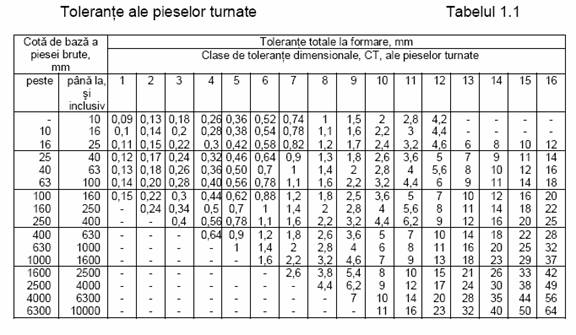
Se adopta
toleranta totala 11.
Dimensiunile piesei si a suprafetei care se prelucreaza influenteaza
hotarator asupra valorii
adaosurilor de prelucrare. Sub actiunea metalului lichid peretii
formei se deformeaza si apar denivelari sau ondulatii care
mai tarziu se regasesc in profilul exterior al piesei turnate. Deformarile sunt mai mari la piesele cu dimensiuni mari si de aceea adaosurile de prelucrare cresc cu dimensiunile piesei turnate.
In
ceea ce priveste influenta naturii aliajului asupra marimii
adaosurilor de prelucrare se poate arata ca adaosurile pentru piesele din otel sunt cu circa 50% mai mari decat pentru cele din fonta, deoarece
suprafata activa a formei este mult mai solicitata.
5.Alegerea si dimensionarea
miezurilor
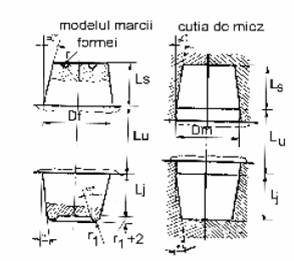
Forma ce urmeaza a fi turnata are miezul asezat in pozitie verticala.
Din tabelul 1.13 vom determina dimensiunile nominale ale marcilor pentru forme
si miezuri verticale. Pentru aceasta trebuie calculat raportul dintre lungimea
gaurii si dimensiunea acesteia.
Lu/D Lu=80 D=31
Lu/D=80/31 Lu/D=2,58
se adopta Lu/D=3
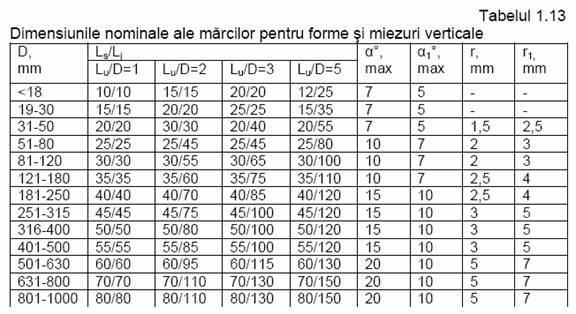
Ls/Li=20/40 20=
inaltimea marcii superioare
40=inaltimea marcii inferioare
Pentru usurarea montarii si ficsarii miezurilor, marcile verticale se
executa conice. Valorile conicitatilor se regaseste tot in tabelul 1.13.
Astfel pentru raportul marcii 20/40 vom avea pentru marca superioara
o conicitate de 7s iar pentru marca inferionara o
conicitate de 5s.
Abateri limita la
dimensiunile nominale ale marcilor miezurilor si formelor
Aceste abateri limita se stabilesc pe baza clasei de precizie a pieselor turnate si a marimii diametrului orificiului piesei. Valorile abaterilor limita la dimensiunile nominale ale marcilor,
miezurilor si formelor sunt date in
literatura de specialitate.
Se
adopta o abatere de 0,085 mm .
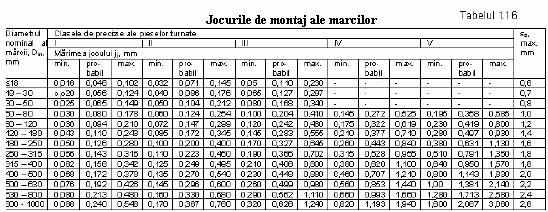
Jocurile de montaj a
marcilor
Jocurile marcilor sunt
necesare montarii miezurilor si sunt determinate de abaterile limita indicate in literatura
de specialitate Jocurile marcilor sunt evidentiate in tabelul 1.16.
Marimea jocului de
montaj va fi de 0,050 mm
6.Determinarea masei piesei
brut-turnate
Pentru determinarea masei piesei brut-turnate, piesa va fi impartita in
mai multe corpuri geometrice.
Reperul "Roata de curea" va fi impartit in mai multe corpuri
cilindrice. Apoi se va determina volumul acestor corpuri si volumul total al
piesei.
Cunoscand volumul total si densitatea materialului se poate calcula masa
piesei brut-turnate.
 Vcil=
Vcil=
V  ∙ 35-
∙ 35-  =417070,5 mm2
=417070,5 mm2
V2= mm2
mm2
V3= ∙
∙  ∙ 64=461404,16 mm2
∙ 64=461404,16 mm2
V4= ∙6 -
∙6 - ∙ 6 =52287,79 mm2
∙ 6 =52287,79 mm2
V5= ∙ 12- 12 =
42177,49 mm2
∙ 12- 12 =
42177,49 mm2
Vtotal = V1+V2+V3+V4+V5 ρfonta =7,4
Vtotal = 1029912,1 mm2 = 1,029 dm3
Vtotal = ρfonta ∙ Vtotal = 7,4∙1,029 =7,614 Kg
7.Alegerea si dimensionarea
retelei de turnare
7.1.Conditii generale
Conditiile generale care trebuie respectate la alegerea retelei de
turnare sunt:
consum
minim de metal
indepartarea
completa a zgurei, a bulelor de aer, a incluziunilor nemetalice de orice
natura.
eliminarea
posibilitatilor de lovire directa a peretilor formei sau a miezurilor
diminuarea
gradientului termic al piesei turnate
asigurarea
unui raport maxim intre volumul de metal si suprafata laterala a diferitelor
elemente ale retelei de turnare
alimentarea
cat mai uniforma si pe cat se poate descentralizata
diminuarea
frecarilor la curgerea metalelor in forma prin executarea unor canale
interioare netede.
Pentru obtinerea unor piese turnate de buna calitate este necesara nu
numai obtinerea unor forme si a unor aliaje corespunzatoare, ci si o umplere
linistita cu metal lichid a formelor si indepartarea avansata a particulelor de
zgura.
In esenta calculul retelelor de tunare consta in stabilirea ariei celei
mai inguste prin care se umple forma in timp optim. Celelalte arii ale
elementelor retelelor de turnare se stabilesc in functie de aria minima pe baza
unor rapoarte caracteristice.

In tabelulul 2.8 avem recomandate rapoarte
caracteristice. Pentru piese mici si mijlocii executate din material de fonta
cenusie avem raportul
App: Acz: Apl = 1,15: 1,1: 1
Aal- aria alimentatorului
Acz- aria colectorului de zgura
App- aria piciorului palniei
In continuare
trebuie calculate timpul de umplere al piesei cu relatia:
t=n n=2 M=masa piesei finite t=2
n=2 M=masa piesei finite t=2 =5,51
sec.
=5,51
sec.
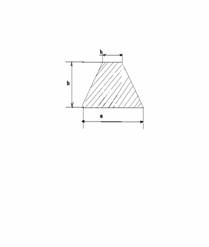
7.2.Calculul sectiunii alimentatorului
In cazul in care se toarna metale
si aliaje cu fluiditate mica, se folosesc retele de turnare simple, pentru a se evita pierderile
de presiune provocate de curgerea prin cavitatea formei si prin elementele retelei. . La umplerea verticala a formei, metalul lichid din cavitatea formei se poate deplasa de jos in
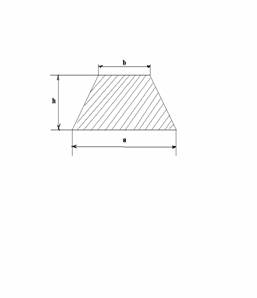
sus si de sus in jos. Alimentatoarele au diverse sectiuni: dreptunghiulare, triunghiulare, circulare si de cele mai multe ori, trapezoidale
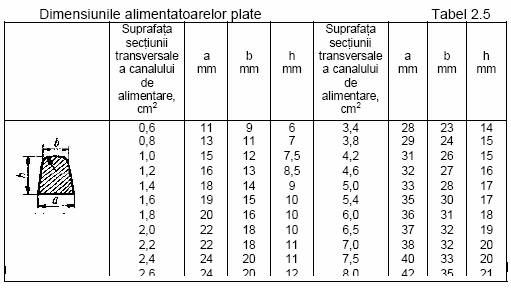
Aal=
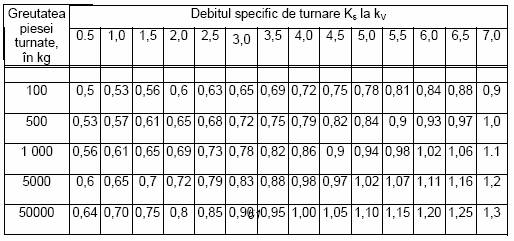
Coeficientul Ks se alege in functie
de valoarea coeficientului volumetric (Kv) calculate cu relatia:
Kv=
 =7,399 kg/dm3 Vgabaritic=2,275 dm3
=7,399 kg/dm3 Vgabaritic=2,275 dm3
Kv= = 3,346 kg/dm3
= 3,346 kg/dm3
In functie de valoarea Kv obtinuta ,
din tabelul 2.9 alegem Ks=0,69
Aal=  =2,002 cm2
=2,002 cm2
In functie
de valoarea ariei alimentatorului obtinuta , din tabelul 2.5 alegem dimensiunile sectiunii alimentatorului
a= 22 mm
b= 18 mm
h= 10 mm
7.3Calculul sectiunii colectorului de zgura
(Acz)
De obicei, raportul dintre suma ariilor sectiunilor alimentatoarelor si aria piciorului palniei este:
Aa:App=
1:1,1
Canalul colector de zgura al
retelei pentru turnarea fontelor se va executa in trepte, cu aria
sectiunii rezultata din suma sectiunilor canalelor de alimentare respective majorate cu cel putin 10% fata de aria piciorului palniei.
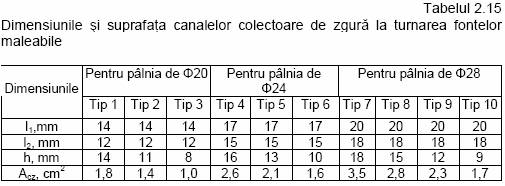
 Acz= Aal∙ 1,1= 2,002∙1,1 =2,2 cm2
=220 mm2
Acz= Aal∙ 1,1= 2,002∙1,1 =2,2 cm2
=220 mm2
Atrapez =
 ∙h h= 15 mm b
∙h h= 15 mm b
∙ 15 → = → b+B =29,33 mm h
→ b+B =29,33 mm h
B
h= 15 b= 12,5 B= 17
7.4Calculul sectiunii piciorului palniei(App)
Picioarele de turnare pot fi drepte (cu
sectiunea in general cilindrica) sau
tronconice, cu baza mica la partea inferioara. Cele mai utilizate picioare ale palniilor de turnare au sectiunea transversala de forma circulara si, mai rar, dreptunghiulara (cu rapoarte intre lungime si
latime extrem de diferite).
Viteza de curgere a metalului in canal vertical cu sectiune constanta se majoreaza pe masura parcurgerii lor. Conform legii continuitatii curgerii urmeaza ca sectiunea jetului sa se micsoreze. Pe aceste considerente sectiunea piciorului palniei scade de la partea superioara spre
baza.
Sectiunea jetului de metal lichid in piciorul palniei scade hiperbolic cu
inaltimea. Cand
piciorul palniei ar avea sectiunea constanta,
jetul de lichid se
desprinde de perete. Se creeaza astfel o depresiune, aerul din locul ramas liber, dar mai ales acela dintre granulele amestecurilor de
formare fiind antrenat in metal. Deoarece este dificil de executat un profil
hiperbolic, piciorul pilniei se executa tronconic. Spatiul care
rezulta intre profilul tronconic si acela hiperbolic nu modifica sensibil alimentarea cu metal. Executand piciorul tronconic si rotunjit la intrare si la iesire se elimina orice zona depresionara si se asigura curgerea fara aspiratie de
gaze.
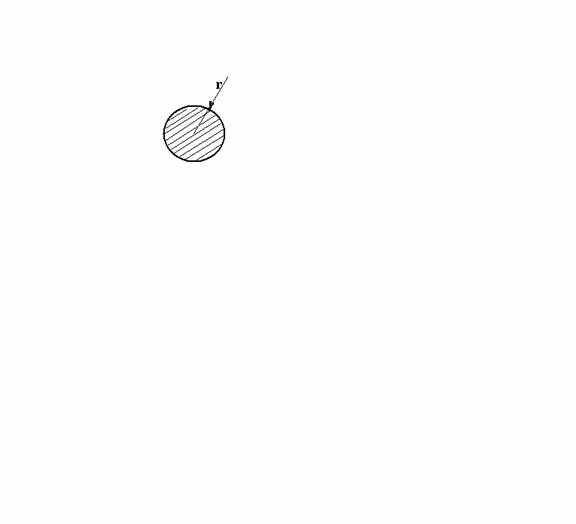 App=Aal∙1,15=2,002
∙1,15 = 2,3 cm2
App=Aal∙1,15=2,002
∙1,15 = 2,3 cm2
Acerc= π∙ r2 → 2,3 = 3,14∙ r2 →
r2= 2,3 / 3,14 → r =  = 0,85 cm
= 0,85 cm
r = 0,85 cm = 8,5 mm
7.5.Calculul pilniei de turnare
Palniile de turnare sunt utilizate pentru umplerea formelor
cu debite mici (sub 4 kg/s). Pentru
piesele cu dimensiuni mici se folose palniile prezentate in figura 2.7a , iar pentru piesele mijlocii, palniile prezentate in figura 2.7b
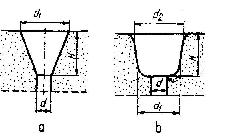
Palnia de turnare asigura o turnare rapida, fara racirea excesiva a metalului lichid, insa nu permite o retinere prea avansata a zgurei din metalul lichid
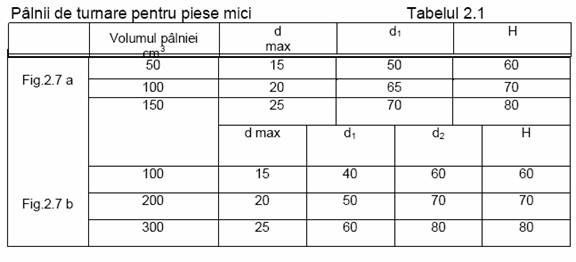 Dimensiunile pilniei se aleg in functie de masa piesei turnate.
Dimensiunile pilniei se aleg in functie de masa piesei turnate.
Volumul
pilniei =100 cm3 , dmax =20 mm , d1= 65 mm ,H
= 70 mm
Tinind seama de locul si procedeul de introducere a aliajului in forma
se alege tipul retelei de turnare.
In cazul nostru am ales o retea cu turnare
vertical care este recomandata pentru piesa cu pereti subtiri , din fonta
cenusie

8.Alegera amestecurilor de formare si a amestecurilor
de miez
Amestecurile de formare liate pe cale mecanica si la care caracterul
dominant al legaturilor dintre granulele de nisip este de natura electrostatica, se obtin cu
ajutorul argilei sau bentonitei care in prezenta apei se transforma
in pelicule cu proprietati de liere. Amestecurile de formare crude sunt cele mai raspandite sisteme
care asigura obtinerea pieselor turnate pe linii mecanizate si
automatizate in cele mai avantajoase conditii economice .
Pentru amestecuri de formare se
intrebuinteaza simbolul Af.
Pentru a indica ce aliaj se va turna dupa simbolul Af se vor trece simbolurile:
f-fonta, o-otel, n-aliaje neferoase.
Amestecul unic folosit la formarea
mecanizata se va reprezenta pe desen
cu linii subtiri continui inclinate. Amestecul de model se va reprezenta cu linii discontinue subtiri trasate intre liniile continue, iar amestecul de umplere se reprezinta punctat, simbolul fiind
Aumpl. Amestecul de miez se simbolizeaza cu Amsi se
reprezinta pe desen dublu hasurat. Pentru a indica natura aliajului
de turnare se vor folosi aceleasi simboluri ca si la amestecul de
formare.
Pentru cresterea rezistentei
mecanice si a permeabilitatii formelor si mai ales a
miezurilor, acestea trebuie uscate. La piese mici si la piesele turnate
din fonta si neferoase datorita temperaturii mai scazute de
turnare se pot utiliza si formele crude. Pentru a insemna starea
umiditatii amestecului de formare sau de miez se folosesc
urmatoarele simboluri:
- forma cruda "crud";
- forma uscata
superficial "usc.superf.";
- forma uscata la
temperatura toC "usc. (toC)";
- forma intarita chimic
"int.chim.".
Compozitia amestecului de formare
pentru realizarea formei piesei ce urmeaza a fi turnata are urmatoarea reteta :
-nisip cuartos de Valeni 87%
- bentonita activata - V.
Chioarului 10%
-pudra de carbune - huila 3%
Acest amestec trebuie sa aiba
urmatoarele caracteristici :
-umiditate
3-3,5%
-permeabilitate
minima 65
-rezistenta
la compresiune la crud 10- 14 N/cm2
-
indicele de sfarmare 73 - 83%
-argila
vie active minim 7%
-pierderi
prin calcinare 3- 4%
Aceasta reteta numita simbolic
AFC-1 este indicata pentru realizarea formelor
de turnare , pentru piese mici din fonta cenusie , maleabila . Deasemeni este indicate pentru formarea la presiune
medie mai mica de 40N/cm2 .
Amestecuri pentru miez
Simbolul amestecului folosit pentru miez
este AMU-3 .Acest amestec se foloseste
pentru miezurile foarte simple de clasa I sau II.
Au in componenta : nisip cuartos (componenta granulara ) ,
iar ca lianti sintetici - 2 -2,5% ulei de in ; 3-4% lesie sulfitica .
Caracteristicile acestui amestec sunt
urmatoarele:
granulatia medie a nisipului
este M(50)02
permeabilitate 100
component levigabila 0,5%
umiditatea 2,5-3,5%
rezistenta la compresiune la crud 1,5-2 N/cm2
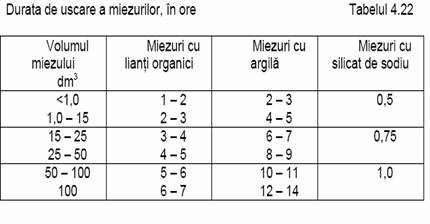
Durata de uscare a miezurilor depinde de volumul miezurilor
si de natura liantilor folositi, tabelul 4.22.
9.Turnarea aliajelor in forme
Una din cele mai importante
operatii din procesul de fabricatie a pieselor turnate este umplerea formelor cu metal lichid sau turnarea. Metalele si
aliajele, elaborate in cuptoare metalurgice, se toarna in forme prin
intermediul unor recipiente metalice captusite cu materiale
refractare, denumite oale.
Oalele de turnare pot fi golite
in trei moduri:
-prin ciocul oalei ;
-prin sifon si ciocul oalei;
-prin orificiul de fund al oalei.
Oale de turnare
Din punctul de vedere al formei se deosebesc oale cilindrice (usor conice) si oale
tambur. Oalele care se golesc prin cioc pot fi transportate manual sau mecanic.
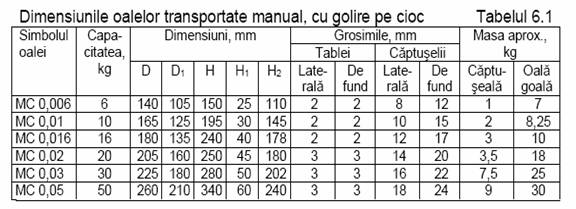
Oalele transportate manual, la
randul lor, pot fi oale de mana (linguri) sau oale de furca, asa
cum se arata in figura 6.1.
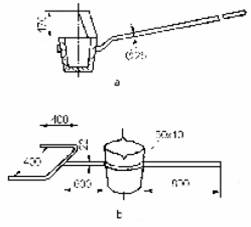
Fig.6.2. Oala
transportata manual cu golire prin cioc
Dimensiunile principale ale oalelor
transportate manual sunt
prezentate in figura 6.2 si in
tabelul 6.1.
Oalele cu capacitate mai mare de 70 kg, se prevede ca se transporta mecanic, in figura
6.3 se prezinta oalele transportate mecanic cu golire pe cioc. Aceste
oale, folosite in general la turnarea fontelor si aliajelor neferoase
si numai in cazuri speciale la turnarea otelului, se construiesc pana la capacitati de 50 t metal lichid.
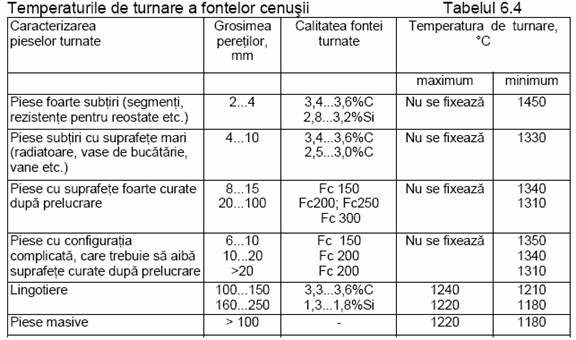
Temperaturile de turnare ale aliajelor de turnatorie.
Temperaturile optime de turnare pentru un aliaj de turnatorie sunt functie de grosimea de perete a piesei ce se toarna
si uneori in general de marimea piesei.
In tabelul 6.4 se dau temperaturile de
turnare recomandate pentru fontele cenusii.
10. Alegerea ramelor si dimensionarea
lor
Ramele de formare sunt foarte importante in procesul tehnologic de
formare si turnare trebuind
sa indeplineasca urmatoarele conditii:
-sa permita ghidarea
lor pe placa portmodel in timpul formarii;
-sa permita ghidarea
lor una fata de alta la inchidere;
-sa asigure rezistenta
formei impotriva presiunii metalostatice, rezistenta la transport in
timpul procesului tehnologic si dupa turnare.
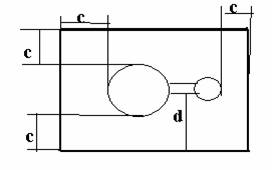
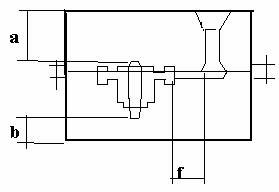
Forma si dimensiunile ramelor de formare se determina dupa ce, in
prealabil, se stabileste pozitia modelului din forma, suprafata de separatie a formei,
marimea si configuratia miezurilor.
Ca forma, ramele pot fi rotunde, patrate, dreptunghiulare, iar in
unele
cazuri pot avea o
configuratie mai complicata, in functie de configuratia piesei
ce se toarna aceasta mai ales in cazul productiei de serie mare
si de masa. Stabilirea
dimensiunilor ramei de formare se face in functie de diversele elemente ale
placii portmodel si ale formei .
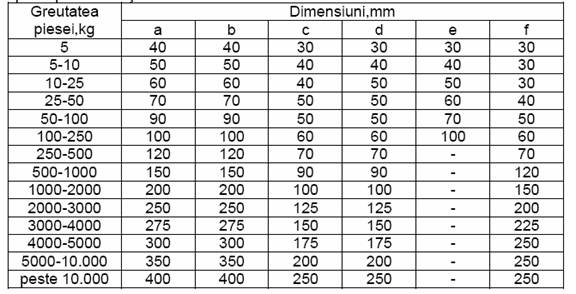
Din tabelul de mai sus stabilim urmatoarele
dimensiuni pentru determinarea marimii
ramie de formare
a= 50 b= 50 c= 40 d= 40 e = 40 f= 30
Elementele pentru prinderea si manevrarea ramelor difera
in functie de marimea ramei de formare, de modul de manevrare si
de felul procesului tehnologic de formare. Ramele manevrate manual sunt
prevazute cu manere asa cum se observa in figura 4.2
Pentru ghidarea ramelor de formare pe placa portmodel sau pentru
ghidarea a doua rame una fata de alta, la formare ori in timpul asamblarii ramele sunt prevazute cu elemente de ghidare.
In general o rama dintr-o pereche de rame are doua cepuri, iar cealalta doua urechi din care una are o
gaura rotunda, iar alta o gaura ovala. Pentru a creste
precizia de ghidare unele gauri ale urechilor de rame sunt prevazute
cu bucse. Exista si perechi de rame care au urechi cu gauri de centrare pe
ambele rame , centrarea si fixarea lor realizandu-se cu ajutorul tijelor de
centrare mobile .

