PROIECTAREA DISPOZITIVELOR DE PRINDERE, ROTIRE SI SUDARE
1. Proiectarea dispozitivului de rotire a
virolelor
Pentru sudarea virolelor pe
circumferinta este necesara rotirea lor cu viteza de sudare.
Rotirea lor in vederea sudarii se realizeaza cu ajutorul unui bloc cu
role.
Lungimea maxima a virolei asamblate
este de 3000 mm, iar diametrul maxim de 1500 mm.
Calculul greutatii virolei: G =
m g = V r g = p D L s r g
D - diametrul virolei = 1500 mm
L - lungimea virolei = 3000 mm
s - grosimea tablei = 8 mm
r - densitatea otelului = 7,8 kg/dm3 = 7,8 10-6 kg/mm3
g - acceleratia
gravitationala = 9,81
G = p 9,81 = 8653,89 N
Pentru determinarea numarului de
reazeme si a distantelor dintre acestea trebuie avute in vedere
urmatoarele:
Distanta A dintre reazemele cu role,
masurata pe latimea standului, se determina in
functie de diametrul piesei, astfel incat unghiul la centru sa fie
cuprins intre 45o si 115o.
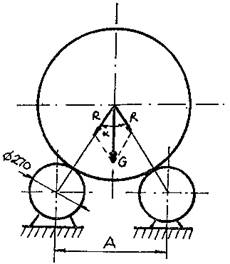
Figura 21. Schema de dispunere a
sarcinilor
la standurile cu role
Tinand cont ca de obicei se
folosesc role standardizate fabricate la noi in tara cu diametrul de
270 mm si 410 mm, se calculeaza pentru a avea un unghi la centru
mediu de 60o.
a = 60o T 
Raza minima a virolei

Din triunghiul din figura 22 se
calculeaza:
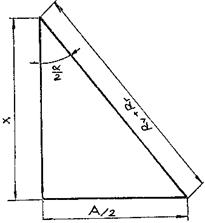
Figura 22


Se adopta A = 800 mm
Se verifica daca a se incadreaza intre limitele admise.
a = 2 arcsin 0,747 = 96,77o pentru Rv = Rmin
a = 2 arcsin 0,451 = 53,74o pentru Rv = Rmax
Se observa ca aI(45 . 115o) pentru A = 800
In concluzie nu este nevoie modificarea
lui A(A=cst). Distanta dintre reazeme, stabilita pe lungimea
standului depinde de numarul de reazeme si lungimea piesei.
Numarul de reazeme se calculeaza
pe baza sarcinii pe un reazem.
Descoperind greutatea piesei pe cele
doua directii radiale se obtine:
 (figura 22) unde:
(figura 22) unde:
R - sarcina radiala pe
un reazem
G - greutatea piesei
n - numarul de reazeme ale standului
a - unghiul
la centru format de directiile reactiunilor rolelor
Valoarea obtinuta pentru R nu
trebuie sa depaseasca sarcina radiala maxima
admisa pentru un reazem. Rolele cu diametru de 270 mm sunt proiectate
pentru o sarcina radiala maxima admisa de 700 kgf.
Deoarece piesa dispune de
rezistenta si rigiditate suficienta, neexistand pericolul
deformatiei ei, putem mari la maxim distanta dintre reazeme pe
lungime folosind doar patru role.
In acest fel se usureaza
deservirea standului, se creeaza posibilitatea apropierii de piesa in
orice loc etc..
 R = 332,07 kgf
R = 332,07 kgf
 R = 247,22
kgf
R = 247,22
kgf
Se observa ca R < 700 kgf
In concluzie pe lungimea standului se
adopta 4 reazeme.
Alegerea motorului pentru antrenara rolelor:

Pentru calcularea momentului de torsiune
necesar rotirii virolei se descompune greutatea dupa doua
directii rezultand o forta tangentiala si una
radiala (figura 23).
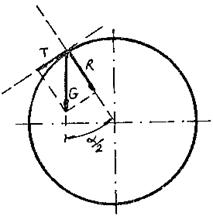
Figura 23
Momentul total de torsiune va avea
doua componente: M = M1 + M2
M1 - momentul de
frecare dat de R
M2 - momentul dat
de componenta tangentiala T

m - coeficient de frecare
m=0,350,45 pentru frecare
otel-cauciuc)
Dr - diametrul
rolei
c = 1,23 coeficient de siguranta la alunecare


M2 = 1091,7 daN cm
Mt = (1,2 . 1,3)(M1+M2)
coeficient ce tine seama de pierderile prin transmisie
Mt = 1,25 (879,56+1091,7) = 2464,0 daN cm
Aceasta reprezinta momentul de
torsiune ce transmite o roata.
Momentul total este M = 4 Mt =
9856,0 daN cm
Turatia rolei de alunecare se
calculeaza in felul urmator:
Viteza de sudare adoptata la
tehnologie V = 20,71 21 cm/min este viteza liniara la
periferiavirolei si a rolei de antrenare.
Dar v = w R =  T
T 
v = 207,1 mm/min
Dar dintre w si turatie este 
Acum putem calcula puterea motorului:

Se alege motorul de curent continuu
destinat masinilor unelte Ce 32U cu urmatoarele caracteristici:
- putere P = 0,8 kW;
- tensiune U = 300 V;
- curent I = 3,6 A;
- turatie n=1503000 rot/min;
- randamentul h
Rezistenta bobinajelor la 75 oC:
- excitatie independenta sau in
derivatie 4680 W
- indus 2,52 W
- curentul de excitatie Ie
= 0,0785 A
Reglarea turatiei la motoarele de
curent continuu se face prin tensiunea de alimentare. Viteza unghiulara
este in functie de tensiunea de alimentare 
Pentru transmiterea miscarii de
la motor la rolele conducatoare se alege un reductor melcat conform STAS
7023-87 cu puterea nominala capabila transmisa P = 2,3 kW.
P = 2,3 kW > Pcalculata
avand distanta intre axe A = 80 mm
(melc-roata melcata) si raportul de transmitere i = 20.
Angrenajul adaptat are dimensiuni din
figura 24 si tabelul numarul 6.
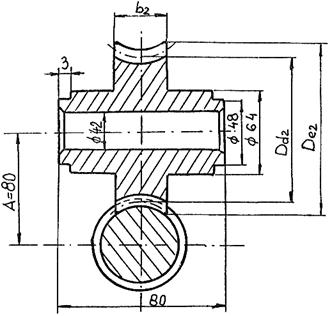
Figura 26. Angrenajul melc-roata
melcata
Rulmentii folositi la melc sunt:
7307 BDJ
cu D = 80 mm
B = 21 mm
Tabel 6
|
Raport
|
Modul
[mm]
|
Arbore melcat
|
Roata melcata
|
|
Nr.de dinti
mm
Z1
|
Dd1
mm
|
De1
mm
|
b1
mm
|
Masa
kg
|
Nr.de dinti
mm
Z2
|
Dd2
mm
|
De2
mm
|
b2
mm
|
Masa
kg
|
|
|
|
|
|
|
|
|
|
|
|
|
Calculul distantei longitudinale
optime dintre role.
Asezarea rolelor, distanta
dintre ele se calculeaza in functie de solicitarea care apare in
virole. Calculul se face pentru o virola deci cu lungimea maxima de
1500 mm.
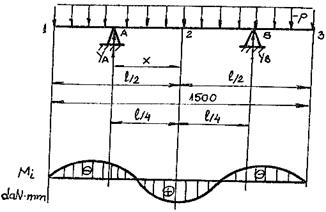
Figura 25
Deci si greutatea ei va fi doar
jumatate din greutatea virolei sudate.

Solicitarea principala este
incovoirea
F = p l p-forta uniform
distribuita
l -lungimea virolei
Valoarea momentului de incovoiere este
maxima in sectiunea 2.
Dependenta valorii Mi2
fata de pozitia reazemelor este data de relatia Mi2
= xyA - 
Reprezentand grafic obtinem figura
26.
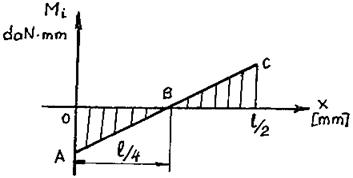
Figura 26
Pentru x = 0
Mi2 = 
Mi2 = - 81000 daN mm
pentru 
 T
T
Mi2 minim este pentru 
Distributia reazemelorva fi ca in
figura 27.
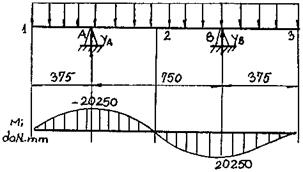
Figura 27.
Distributia reazemelor pentru ca
momentul de
incovoiere in punctul 2 sa fie minim
MiA = 20250 daN mm
Rolele folosite sunt standardizate si
au dimensiunile din figura 28.
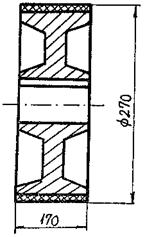
Figura 28
f = 270 mm
L - latimea = 170 mm
Rolele sunt acoperite cu benzi de cauciuc
in scopul mariri coeficientului de frecare intre rola si
virola.
Proiectarea si montarea axului rolei
conduse
Solicitarea principala este
incovoierea datorita fortei radiale ce actioneaza asupra
arborelui (figura 29).
 190 yB
- 99R = 0 T yB
=
190 yB
- 99R = 0 T yB
= 

Mi = 99 1628,82 = 161253,18 N mm
yA = yB (din
simetrie)
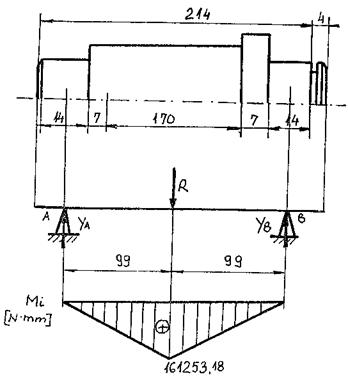
Figura 29. Solicitarea si
dimensiunile
arborelui rotii conduse
Daca arborele este construit din OL50
conform STAS 500-90 caracteristicile acestuia sunt:
- rezistenta la rupere
sr = 500-700 N/mm2
- rezistenta admisibila la
incovoiere
sa 60 N/mm2
- limita de curgre
sc = 270-350 N/mm2
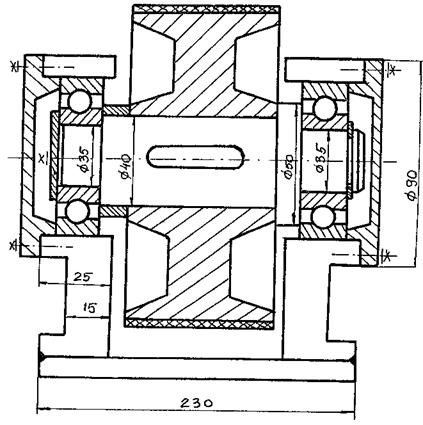
Figura 30. Montarea rotilor conduse
Pentru dimensionarea arborelui
calculam:
Se determina diametrul necesar:
Se adopta f = 35 mm
Celelalte dimensiuni sau adoptat
constructiv.
Pentru montare se folosesc rulmenti
radiali cu bile.
Conform STAS 3041-88 avand simbolul 6007 D cu
urmatoarele dimensiuni:
d = 35 mm
D = 62 mm
B = 14 mm
|
|
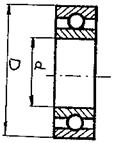
Figura 31
Proiectarea axului motor principal
Acest arbore sustine roata
melcata si rola conducatoare principala. In cazul acesta
avem o solicitare atat de incovoiere cat si de torsiune. Solicitarea
si dimensionarea acestuia este prezentat in figura 33.
Arborele este din OL50 conform STAS
880-86. Acesta are caracteristicile mecanice mai sus amintite.
Solicitarile se impart in doua plane cel orizontal si cel
vertical.
a 
Fortele ce actioneaza in
plan vertical au indicele V iar cele ce actioneaza in plan orizontal
au indicele H.

In figura 32 sunt prezentate fortele
din angrenajul melcat.
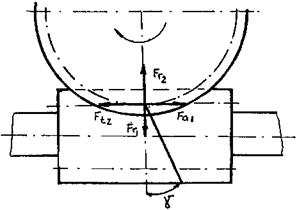
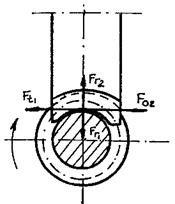
Figura 32. Fortele din angrenajul melcat
Fr2 = Fr1 Fa2 = Ft1 si Ft2 = Fa1
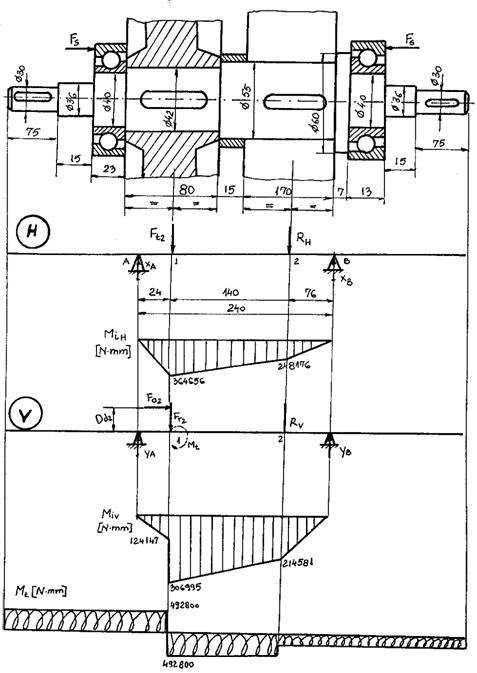
Figura 33. Solicitarea si
dimensionarea arborelui principal
 h = 0,85 randamentul angrenajului melcat
h = 0,85 randamentul angrenajului melcat
M2 = 985600 N mm

i = raportul de transmitere i = 20



Fr1 = Ft2 tga tg20o = 5832,9 N
a = 20o (din calculul angrenajelor)
La montaj se folosesc rulmenti
radial-axiali conform STAS 7416-1986. Rulmentul are urmatorul simbol: 7308
BDF si urmatoarele dimensiuni:
d = 40 mm
D = 90 mm
B = 23 mm
|
|
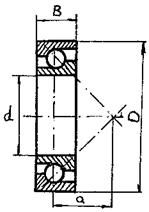
Figura 34
 24 Ft2
+ 164 RH - 240 xB = 0 T
24 Ft2
+ 164 RH - 240 xB = 0 T

 76 RH +
216 Ft2 - 240 xA = 0 T
76 RH +
216 Ft2 - 240 xA = 0 T

 24 Fr2
+ M1 + 164 RV - 240 yB = 0 T
24 Fr2
+ M1 + 164 RV - 240 yB = 0 T

 76 RV +
216 Fr2 - M1 - 240 yA = 0 T
76 RV +
216 Fr2 - M1 - 240 yA = 0 T

MiH1 = 24 xA = 24 15194,6 = 364656 N mm
MiH2 = 164 xA - 140
Ft2= 24 15194,6 = 364656 N mm
MiV1s = 24 yA = 24 5172,8 = 124147 N mm
MiV1d = 24 yA + Mi1
= 124147+182848 = 306995 N mm
MiV2 = 164 yA + Mi1
- 140 Fr2 = 164
MiV2 = 306995 N mm
Punctul cel mai solicitat este punctul 1:
Mimax = Mi1 = 

1 pentru solicitare de incovoiere alternant
simetrica si efort de torsiune pulsator.
 conditia de rezistenta
conditia de rezistenta


 pentru OLC 50
avem: sr 870 N/mm2
pentru OLC 50
avem: sr 870 N/mm2
sai III = 90 N/mm2
Se dimensioneaza: 
T 
Se adopta d = 42 mm
Celelalte dimensiuni se adopta
constructive.
Calculul arborilor de legatura
dintre rolele conducatoare.
Solicitarea este de torsiune figura 35.
Notam cu a distanta
dintre capetele arborilor in interiorul cuplajului.
a = 5 mm
Arborele se dimensioneaza din
conditia de rezistenta la torsiune:


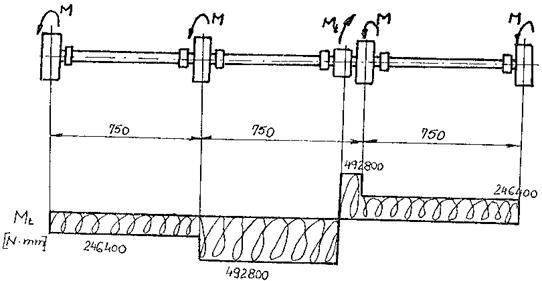
Figura 35. Solicitarea arborelui
de legatura
 se adopta d =
30 mm (figura 36)
se adopta d =
30 mm (figura 36)
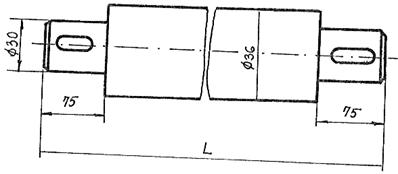
Figura 36. Dimensionarea
arborelui de legatura
Se verifica daca unghiul total
de torsiune nu depaseste cea admisibila.
 l -
lungimea = 750 mm
l -
lungimea = 750 mm
G - coeficient de
elasticitate transversal 8,1
Ip - moment de inertie
polar

 < ja
< ja
Calculul arborilor rotilor
conducatoare.
Ele se executa din OL50 si sunt
solicitate atat la incovoiere cat si la torsiune (figura 37).
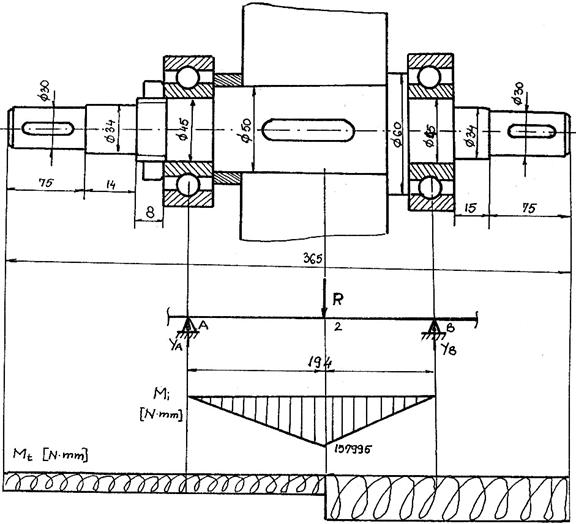
Figura 37

yB = yA

Otelul OL50 are sai III = 55 N/mm2
Dimensionarea se face cu formula: 
a
T 
Se adopta d = 50 mm
Celelalte dimensiuni se adopta
constructiv.
Profile
folosite pentru realizarea batiului sunt prezentate in figura 38.
|
Placa
turnata
STAS
427-88
|
|
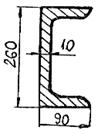

Figura 38. Profile folosite la
batiu
Alegerea cuplajului pentru transmiterea
momentului de torsiune intre role. Intre rolele conducatoare se alege un
cuplaj elastic cu bolturi conform STAS 5982-86 (figura 39).
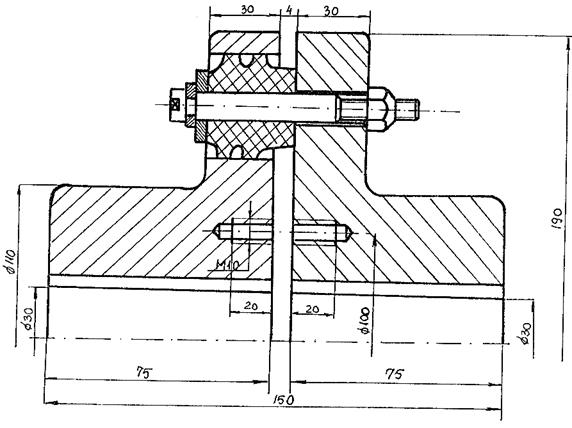
Figura 39. Dimensiunile cuplajului elastic
cu bolturi
Momentul de torsiune transmis:
- nominal 850 000 N mm
- maxim 1700 N mm = 1 700 000 N mm
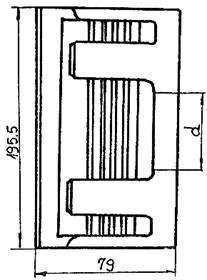
Pentru transmiterea momentului de la motor
la melc se alege cuplajul din figura 40.
Figura
40
Momentul
transmis
50
daN m
d =
(25 62) mm
|
|
2. Proiectarea dispozitivului de centrare
a virolei
Centrarea virolei necesita forte
maxime in situatia in care diametrul virolei este minim (f 800 mm) iar grosimea peretelui este maxima g=8 mm.
Determinarea fortei necesare pentru
stingere se face dupa schema de calcul din figura 41.
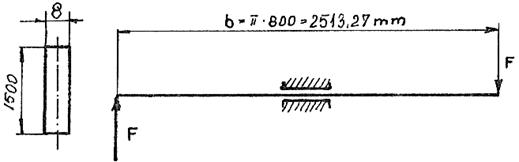
Figura 41.
Momentul incovoietor se determina
astfel: Mi = Wz sa

Mi = 160 000 daN cm
Forta necesara pentru centrare: 
Se determina diametrul surubului
capabil sa transmita aceasta sarcina:
- diametrul interior al filetului: 
sat = 400600 daN/cm2
 = 12,7 mm
= 12,7 mm
Se alege conform STAS 2114/3-88 filetul
trapezoidal cu urmatoarele dimensiuni nominale:
- diametrul nominal 16 mm
- pasul 2 mm
- diametrul mediu 15 mm (d2 = D2)
- diametrul exterior D4 =
16,500 mm
- diametrul interior: surub 13,5 mm;
piulita 14,00 mm
Schema subansamblului este
reprezentata in figura 42.
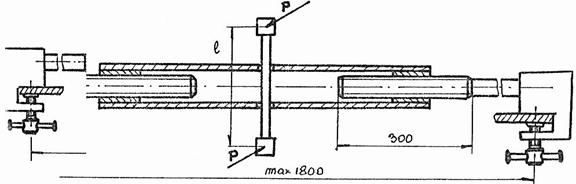
Figura 42. Dispozitiv de centrare
Determinarea fortei necesare P: M = P l
Mnec = Mins + Mfr Mins = Qmax
Qmax = F = 636,68 daN
d2 - diametrul mediu = 15 mm
a - unghiul de inclinare al spirelor a
 - coeficient de frecare surub-piulita
- coeficient de frecare surub-piulita
m = 0,11 . 0,12 (pentru otel pe otel)
b - jumatatea unghiului la varf al profilului filetului
b = 15o
Forta necesara pentru deplasarea
muchiilor este identica cu cea de apropiere, deci F1 = F2
= 800 daN.
Se considera ca forta
necesara si suficienta pentru strangerea corecta a tablelor
este de F3 = 500 daN.
Conventii:
- apropierea muchiilor = aducerea
muchiilor la acelasi nivel pe verticala (in plan vertical)
- deplasarea muchiilor = aducerea
muchiilor la o distanta definita de rost in plan orizontal
(aproximativ)
- strangerea tablelor = fixarea tablelor
pentru a putea executa primele doua miscari.
Dimensionarea suruburilor.
Diametrul interior al surubului de
strangere:
 F - sarcina maxima = 500 daN
F - sarcina maxima = 500 daN
z = 1; 4 pentru surub
cu crapodina
z = 2 pentru surub
fara crapodina
sac - efortul unitar admis la compresiune
sac = 8001000 dan/cm2 = 80100 N/mm2

Se alege un filet metric cu diametrul
nominal de 12 mm conform STAS 3872-86.
Diametrul interior al surubului de
apropiere si deplasare a muchiilor:
 F -
solicitare maxima = 800 daN
F -
solicitare maxima = 800 daN
sat - rezistenta admisibila la tractiune
sat = 4060 N/mm2

 - momentul de frecare
dintre (piulita si) surub si piesa in contact
- momentul de frecare
dintre (piulita si) surub si piesa in contact

Mnec = 7988,1+4775,1 = 12763,2
N mm
Considerand l = 200 mm

(ceea ce poate dezvolta usor un
muncitor)
Diametrul exterior al piulitei:

Se adopta De = 22 mm
Calculul numarului necesar de spire:
 pa
- presiunea admisibila
pa
- presiunea admisibila
pa = 70 . 130 daN/cm2
= 7 . 13 N/mm2
Se adopta constructiv
10 spire
Lungimea piulitei: L = z p p - pasul L= 20 mm
Pentru realizarea strangerii placii
se utilizeaza surub M10x50 conform STAS 4272-86.
3. Proiectarea dispozitivului pentru
strangere, deplasare
si apropiere a muchiilor virolei
Forta de apropiere a capetelor
virolei se calculeaza considerand tabla virolei ca o grinda
solicitata la incovoiere.
sai = 1000 daN/cm2 = 100 N/mm2
Sectiunea in acest caz are o
latura de 8 mm si una de 1500 mm.
Momentul incovoietor: 
Unde "l" este de fapt diametrul virolei = 800 mm.
Se alege un filet metric cu diametrul
nominal de 16 mm (M16) conform STAS 3872-86.
Calculul diametrului exterior al
piulitei pentru suruburile de apropiere si deplasare.

Se adopta constructiv
piulita de sectiune patrata avand latura de 40 mm.
Toate cele trei suruburi sunt executate
din OL50 conform STAS 500/2-90 avand urmatoarele rezistente
admisibile:
- rezistenta la rupere sr = 500 - 700 N/mm2
- limita de curgere sc = 270 - 350 N/mm2
- duritatea 138 - 195 HB
- rezistenta admisibila la
tractiune sat = 40 - 60 N/mm2
- rezistenta admisibila la
compresiune sac = 80 - 120 N/mm2
- rezistenta admisibila la
forfecare taf = 90 - 180 N/mm2
- rezistenta admisibila la torsiune
tat = 80 - 140 N/mm2
Calculul surubului de fixare dintre
piulita si parghie.
Acest surub este solicitat la
forfecare cu o sarcina egala cu sarcina ce trebuie sa
transmita surubul principal.
Dimensionarea acestuia se face din
conditia de rezistenta la forfecare.
 aria
sectiunii
aria
sectiunii
T = Fv = 800 daN
saf = 90140 N/mm2 (construit din OL50 conform
standardului STAS 500/2-90)
Se alege un surub cu cap hexagonal
M8x20 conform STAS 4272-88.
Suruburile pentru apropiere sunt
filetate dintr-o parte si din cealalta in sens opus (filet dreapta
respectiv filet stanga).
Calculul lungimii portiunii filetate:
Lungimea filetului la suruburile de
strangere este de 40 mm putandu-se realiza astfel strangerea unei game largi de
grosimi a tablelor.
Lungimea filetului la surubul de
apropiere este 100 mm in ambele parti.
Lungimea filetului la surubul de
deplasare a muchiilor este de 120 mm in ambele parti.
Aceste dimensiuni au fost adoptate
constructiv in functie de dimensiunea virolei.
Proiectarea instalatiei de sudare
Sudarea acestor virole se realizeaza
manual cu un pistolet de sudare conectat la o instalatie de sudare pentru
procedeul MIG.
O instalatie de sudare prin procedeul
MIG se compune din partile principale prezentate in figura 43.
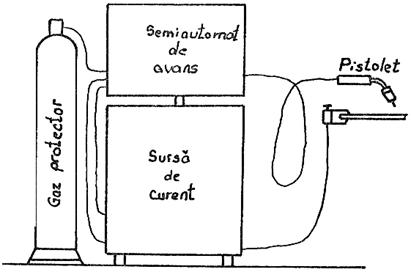
Figura 43. Partile componente ale unei
instalatii
MIG-MAG
In functie de putere, instalatia
poate sa cuprinda sau nu un sistem autonom de racire cu apa
in circuit inchis a pistoletului si cablurilor acestuia. Pentru cazul
alimentarii cu gaz de la butelie este prevazut un regulator de
presiune si cu debitmetru.
Energia electrica necesara
procesului o furnizeaza sursa de c.c. care poate fi:
- convertizor de sudura
- redresor de tensiune constanta
- sursa de curent cu reglaj electronic
Schema bloc a unui echipament pentr sudare
semimecanizata MIG este prevazuta in figura 4
Retinerea vaporilor de apa este
realizata de un filtru cu element absorbant (higroscopic) inclus intr-un
corp denumit deshidrator de gaz DG. Accesul gazului de protectie este
dirijat de un electroventil Ev, actionat temporizat in functie de
ciclul de lucru. Mecanismul de avans cu motor de curent continuu M si
reductor, realizeaza antrenarea sarmei electrod cu viteza impusa
tehnologic. Blocul de comanda si de reglare a parametrilor
contine module functionale pentru variatia turatiei
motorului M si realizarea secventiala a fazelor ciclului de
lucru (comanda gazului de protectie si sursei, sudare in regim
continuu sau in puncte).
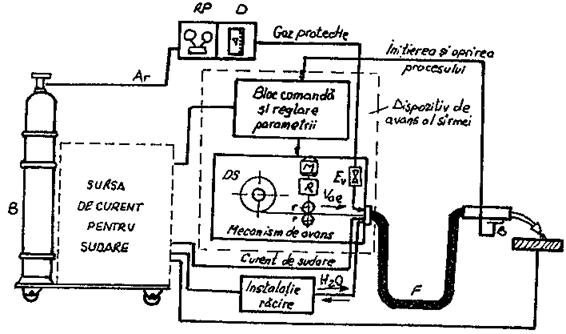
Figura 4 Schema bloc a unei instalatii de
sudat MIG semimecanizata
Sarma electrod este dispusa in bobina
derulorului DS de unde este trasa de rolele de avans r. Blocul de
comanda si reglare impreuna cu mecanismul de avans, DS si
Ev sunt dispuse intr-o carcasa comuna, sub forma unui bloc compact
si independent denumit dispozitiv de avans al sarmei. La acesta se
conecteaza pistoletul de sudare prin intermediul unor elemente flexibile
pentru ghidarea sarmei electrod, conducrea curentului de sudare, a gazului de
protectie si eventual a apei de racire. Prin
microintrerupatorul B dispus pe minerul pistoletului si prin firele
flexibile se face o legatura electrica la blocul de comanda
si reglare pentru faza de initiere si oprire a procesului de sudare.
Toate elementele flexibile se pot ingloba intr-un tub cu diametrul mai mare
furtun F, care confera protectie mecanica si
electrica. Instalatia de racire cu apa in circuit inchis,
antrenata de o pompa este folosita pentru lucrul cu intensitati
mari de curent si pistolete corespunzatoare.
Pentru sudarea otelurilor inoxidabile
se alege o instalatie de sudare TIP SACO 3/RSC4 produsa de
intreprinderea "Electrotehnica" din Bucuresti.
Aceasta instalatie cuprinde
urmatoarele parti componente:
- sursa de curent tip RSC 400
- semiautomat de avans tip SACO-3
- pistolet de sudare cu carburi de 3,0 m
lungime
- incalzitor de gaz
- regulator de presiune cu debitmetru.
Sursa de curent RSC 400 are cinci trepte
de reglaj grosier a tensiunii secundarului transformatorului de sudare si
un sistem cu amplificator magnetic comandat prin potentiometrul ce permite
reglarea fina, continua a tensiunii arcului pe fiecare din cele cinci
trepte. Este prevazuta cu un releu de timp care permite reglarea
intarzierii intreruperii curentului dupa terminarea sudarii. In
circuitul secundar, curentul este redresat prin intermediul unei punti
trifazice formate din sase diode cu siliciu montate pe radiatorul de
aluminiu, racite cu un ventilator.
Iesirea curentului la borna (+) se
face prin intermediul unei inductante cu valoare fixa (fara
prize intermediare).
Caracteristicile acestei surse sunt:
- curentul de sudare: 400A/60%DA
- tensiunea arcului: 18 . 50 V
- puterea 22 kvA
- tensiunea de alimentare: 380V/50 Hz
- greutatea cca 300 kg
Semiautomatul SACO-3 cuprinde
urmatoarele elemente principale:
- mecanismul de avans al sarmei electrod
antrenat prin intermediul unui reductor de turatie, de un motor electric
de curent continuu.
- suportul pentru bobina cu sarma
prevazut cu un sistem de franare.
- electroventilul pentru comanda gazului
de protectie.
- blocul electronic de comanda care
cuprinde circuitul de reglare a turatiei motorului de avans si
circuitul de temporizare pentru sudarea prin puncte (electronituire).
Descrierea constructiva si
functionala:
Dispozitivul are o constructie
simpla, usor de manevrat si cu mare siguranta in
exploatare. Este dispus intr-o carcasa metalica avand pe un perete
frontal elemente de comanda si reglare a parametrilor regimului de
lucru.
Carcasa este prevazuta cu
doua compartimente accesibile prin desfacerea peretilor laterali.
Unul din compartimente contine bobina pentru sarma electrod, rolele de
avans si electroventilul pentru gazul de protectie, iar celalalt
partea electrica de comanda si motorul electric de
actionare. Forta de apasare necesara antrenarii sarmei
se obtine cu un mecanism cu parghie si arc (figura 45).
Acesta este dispus pe o placa suport
1, montata in compartimentul dispozitivului prin intermediul unui element
izolator.
Sarma 15 este
antrenata de roata motoare 2 si cea de presare La iesirea din zona rolelor sarma este
preluata de o bucsa de ghidare 3 care realizeaza
legatura cu elementul flexibil al pistoletului. Forta dezvoltata
de resortul 11, reglabila prin surubul cu rozeta 13 se transmite
prin suportul 9 si parghia 5 articulata in A, rotii de presare Pozitia arcului este delimitata de
tija 10 si bucsa 12.
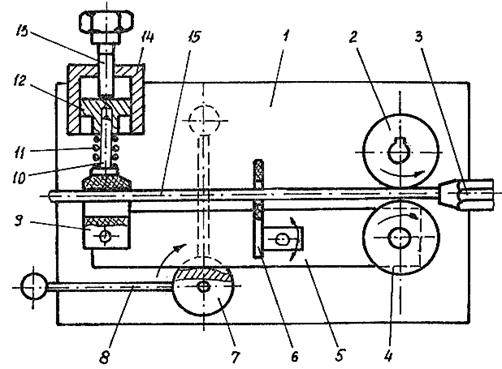
Figura 45. Dispozitivul de
apasare la antrenarea sarmei
Pentru decuplarea rapida a sarmei se
actioneaza parghis 8 fixata de tija cilindrica 7 care are
proiectat un mic canal excentric. Raza corespunzatoare punctului de
contact se mareste, parghia 5 se roteste in jurul
articulatiei A si rola 4 elibereaza sarma. Suportul 9 si
placa 6 executate din textalit mentin sarma, evitand formarea unei
sageti prea mari la o functionare defectuasa a franei
derulorului.
Rola 2 este antrenata in miscare
de rotatie de un motoreductor MRF-1.
Semiautomatul SACO-3 poate lucra cu
sarma electrod avand diametre de 0,8; 1,2; 1,6 mm si asigura
reglarea continua a vitezei de avans in intervalul de 0 . 16 m/min.
Permite sudarea continua si
sudarea prin puncte si este alimentat de la sursa RSC-400 cu 42V curent
alternativ. Pistoletul de sudare, poate fi racit cu aer, sau cu apa
prevazut cu un gat de lebada detasabil care se poate roti
cu 360o si bloca in orice pozitie dupa
necesitati (figura 46).
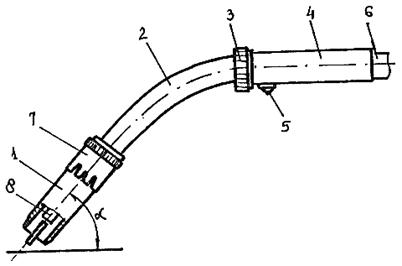
Figura 46. Cap de sudare (MIG-MAG)
Pistoletul este prevazut cu un gat
curb 2, inclinat cu un unghi a = 45o sau 60o. In
partea terminala a gatului se dispune duza 1 pentru dirijarea gazului de
protectie si piesa de contact 8 pentru curentul de sudare.
Gatul se fixeaza la nivelul manerului
4 prin intermediul unei bucse filetate 3. Pe corpul manerului se dispune
ca microintrerupator 5 prin care sunt efectuate comenzi de pornire sau
oprire a procesului de sudare. Prin elementele flexibile protejate cu un tub de
cauciuc exterior 6 este adus curentul de sudare, sarma electrod, tensiunea
pentru comanda prin microinrerupator si apa de racire.
Pentru sudarea otelurilor inoxidabile
se alege un corp de sudare avand racire cu apa.
5. Functionarea principala a
schemei electrice
Schema electrica este formata
din doua parti: o parte pentru alimentarea si comanda
blocului cu role si cealalta pentru instalatia de sudare.
Actionarea blocului cu role incepe
inchizand intrerupatorul principal a, care conecteaza
transformatoarele m2 si m3 ce alimenteaza
motorul electric de curent continuu M 1 prin variatorul de tensiune
V1 si a circuitelor de comanda. Prin apasarea
butonului b2 se alimenteaza bobina contactorului C2
care isi inchide contactele normal deschise 1C2 alimentand
circuitul de excitatie; 2C2 care pregateste
actionarea contactorului C1 si 3C2 contact de
automentinere a comenzii. La apasarea butonului b1 se
alimenteaza bobina contactorului C1 care isi inchide
contactele 1C1, care alimenteaza variatorul de tensiune si
contactul 2C1 pentru automentinerea comenzii. Variatorul V1
alimenteaza infasurarea rotorului motorului M1 prin
traductorul de tensiune TT. In functie de tensiunea data de variator
motorul actioneaza blocul cu role cu o anumita turatie
variabila. Tensiunea este variata cu ajutorul potentiometrului P1
aflat pe panoul de comanda. Pentru oprire se apasa butonul b4
de pe panoul de comanda sau butonul b5 de la pedala,
intrerupand alimentarea contactoarelor C1 si C2 care
isi deschid contactele normal deschise si isi inchid contactele
normal inchise, deconectand motorul.
Pentru schimbarea sensului de rotatie
al rolelor actionate se apasa butonul b3, care
alimenteaza contactorul C3. Acesta isi inchide contactele
1C1 care inverseaza polaritatea tensiunii de excitatie 2C3
care pregateste alimentarea contactorului C1 si 3C3
de automentinere a comenzii.
In acelasi timp se deschide
contactorul 4C3 care face imposibila comanda contactorului C2.
Apasand pe b1 se alimenteaza contactorul C1
care alimenteaza prin 1C1 variatorul de tensiune V1
care alimenteaza rotorul motorului electric M1, cu tensiunea
variabila reglata de potentiometrul r1.
Contactorul normal inchis 4C2
si respectiv 4C3 are rolul de a evita aparitia unui scurt
circuit la apasarea accidentala a butoanelor b2 si b3
fara respectarea ordinii indicate. Lampa L indica prezenta
tensiunii din circuitul de comanda. Pentru protectie schema e
prevazuta cu sigurante fuzibile e1 . e
Schema electrica a instalatiei
de sudare cuprinde placa PCM prin care se realizeaza reglajul
temporizarii la sudarea prin puncte si cu intreruperi. Regimurile de
lucru se stabilesc cu ajutorul comutatorului k1 care are patru
pozitii: oprit, sudarea unui punct, sudarea continua si sudarea
intrerupta. Pentru inceperea operatiei de sudare se fixeaza
comutatorul k1 pe una din pozitiile specificate mai inainte. Se
actioneaza butonul B1 de pe pistolet, permitand
conectarea releului d2. Prin contactul 1d2 se pune sub
tensiune contactorul C1 care permite alimentarea motorului pentru
avansul sarmei electrod (sarma se apropie de piesa si prin 2C1
actionarea electroventilului gazului de protectie Ev. Releul d1
conecteaza contactorul principal al sursei RSC- Pentru intreruperea
procesului de sudare se elibereaza butonul B1. In acelasi
timp se opreste inaintarea sarmei electrod prin franarea brusca a
motorului M2 si se opreste gazul de protectie. Cu o
intarziere de cateva secunde se va deconecta si sursa de sudare, respectiv
se intrerupe alimentarea arcului electric si asfel schema revine la
pozitia initiala.

