Material(OLC45)
Arbori sunt
organe de masini care trasmit momente de torsiune .
Arbori drepti pot fi
cu sectiune plina.
Compozitia
chimica(OLC45)
C-(0,42÷0,5)% Mn(0,5÷0,8)% S(0,020÷0,045)
|
Nr.
|
Operatia
|
Faza
|
Schita
|
Masina unealta
|
SDU-URI
|
|
Debitarea
L=355
|
|
Debitarea
|
|
|
-freza disc
-menghina
-ruleta
|
|
Strunjire
Frontala+
Centrare
capA
|
|
Strunjire frontala
|
|
Strung normal
|
-cutit frontal
-burghiu de centruire
-universal
-subler
|
|
Centruire
|
|
|
Strunjire
Frontal
Cap B
|
|
idem 2
|
idem
2
|
idem 2
|
idem
2
|
|
Strunjire longitudinala
I
|
|
|
Ø45x250
|
SN
|
-cutit drept
-universal
-varf rotativ
-subler
-micrometru
|
|
Strunjire
Ø40x240
|
 
|
|
Strunjire
Ø35,5x110
|
|
|
Materialul de pornire Ø50 - Bara
laminata
|
|
Strunjire
Ø30+0,035x50
|
|
|
|
Strunjire longitudinala
|
|
Strunjire Ø40x100
|
|
|
idem
|
|
Strunjire Ø35,5x50
|
|
|
|
|
Freza
canal
pana
|
|
Freza canal pana
|
|
Freza universala
|
-Freza universala
Ø8cilindra
Frontala
-prisme
-subler
|
|
Tratament termic imbunatatit
300-320 HB
|
|
|
|
|
Rectificarea categoriei ¤35-0,039
|
|
Rectificarea capitol A
|
|
Masina de rectificat
|
-Micrometru
-varf rotativ
|
|
Rectificare capitol B
|
|
Control final
|
|
Calculul regimurilor
de aschiere
Desitarea se face pe un
ferastrau circular freza Ø45 Z=120 dinti b=5mm,material
frezei Rp3 .
Regimul de aschiere
se determina in urmatoarea ordine.
a)se stabileste adancimea
de aschiere
b)se alege avansul pe
dinte Sa se avansul pe rotate S
c)se determina putere
viteza de aschiere si turatia frezei
d)se determina puterea
necesara la debitare
a)La operatia de
debutare (frezarea)adancimea de aschiere este egala cu latimea
frezei
b)avansul
pe dinte se alege din cataloagele producatorilor de scule
Sd=0,3mm/dinte
avansul pe rotatie S=Z×Sd[mm/rot]
S=120x0,3=36mm/rot
c)calculul vitezei de aschiere si a turatiei

 in care
in care  - constanta depedenta de conditiile de frecare Cv =234
- constanta depedenta de conditiile de frecare Cv =234
D-diametrul
frezei in [mm]
T-durabilitatea
sculei aschietoare frezei[mm](timpul intre 2aschieri)
te-lungimea
de contact[mm] te-50mm
Sd-avansul
pe dinte mm/dintre
t-adancime
de aschiere mm
z-
 de dinti de ai frezei
de dinti de ai frezei
g,m,u,y,p-exponenti
determinati experimental
 - coeficient de corecti a vitezei
- coeficient de corecti a vitezei

Turatia frezei este
data de relatia

Se calculeaza avansul
pe minut

Valorile turatiei si ale avansuui pe min se
compara cu cele existente la masina unealta si apoi se alege valorile cele
mai apropiate de cele calculate.
d)puterea necesara la debitare
 in care t -
forta de aschiere tangetiala
in care t -
forta de aschiere tangetiala
 unde p-apasarea
specifica a aschieri[dan/mm2]
unde p-apasarea
specifica a aschieri[dan/mm2]
Qmed-sectiunea
medie totala a aschieri[mm2]
Considerand p=dan/mm2
Ft =20x6=120daN
Deoarece o parte din puterea masini
[15÷20%]se cosuma in lantul cinematic datorita frecarilor puteri masini
unealta este data de relatia:
Hmu =
Calculul regimului de aschiere frezarea
canalul de pana
a) adancimea de aschiere.
La frezarea canalului de pana se utilizarea o
freza cilindra frontala
Ø8
Z=3
Rp3
t=4mm
te=30mm
b)avansul pe dinte Sd =0,05[mm/dinte]
S=z.Sd [mm/rot ]
S=3.0,05=0,15[min/rot ]
c)viteza de aschiere






Centruire
La
prelucrarea gaurilor de centrare se foloseste un burghiu de centruire
A=3,15
Adancimea
de aschiere: t
Ap=adaosul de prelucrare [mm]
D=dimetrul suprafetei[mm]
Avansul:S
Avansului gaurire otelurilor si
fontelor cu burghiu din otel rapid se alege di tabel:
Avansul ales se inmulteste cu coeficienti de corectie ai
avansului'
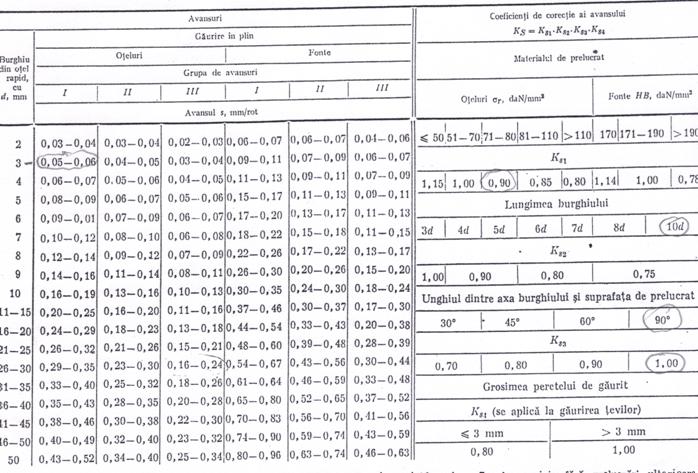
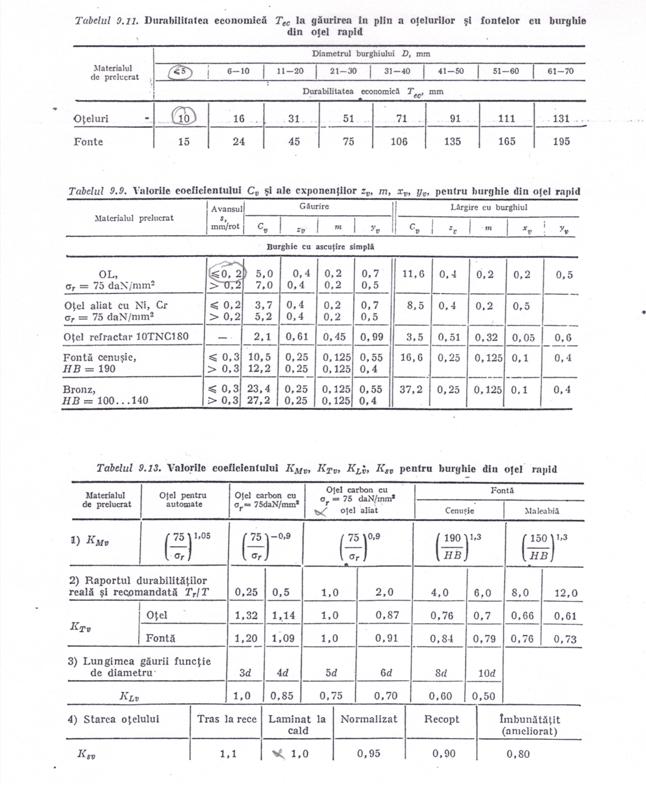
Viteza
de aschiere:S este data de relatia

T-durabilitatea
[min]coeficient tabel
Cv
;n;yv ;zv coeficienti
conform tabelul
Kv =KMv .KTv
.KSv .KLv
Turatia piesei

Turatia
obisnuita se compara cu cele ezixtente la
M.U
Turatia piesei: 
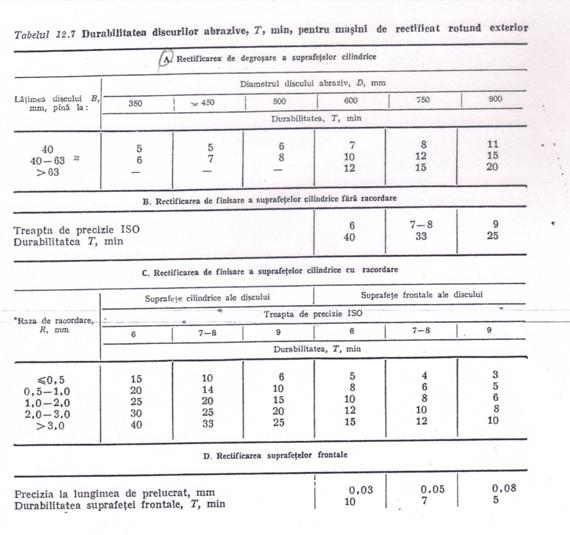
Viteza periferica a discului abraziv(avansul
principal)se recomanda conform tabelului
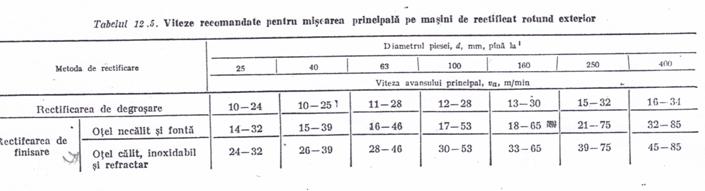
In functie de materialul piesei si diametrul
acesteia se alege viteza periferica a discului sbraziv V [n/min]
[n/min]
Turatia V abraziv
Rectificarea suprafetei cilindrice exterioare
Rectificarea rotunda exterioare se face pe
masini de rectificat rotund exterior,pe masini de rectificat univbersale si pe
masini de rectificat fata centre.Pe masini de rectificat rotund exterior si pe
cele universale piesa se prelucreaza cu prindere intre virful,piatra abraziva
lucrund cu partea sa periferica.
Se recomanda urmatoarele:
-la
rectificarea de degrosar,utilizarea discurilor abrazive cu granulatie 25-50,iar
rectificarease finiseaza discuri cu granulatie 50-80
-la
prelucrarea otelurilor catite se foloseste discuri abrazive din electrocorindon
cu
granulatie
25-80si grad de duritate I-K,iar la otelurile noi(necalite)diacuirle din
electrocorindon cu granulatie 25-80si grad de duritate J-L.
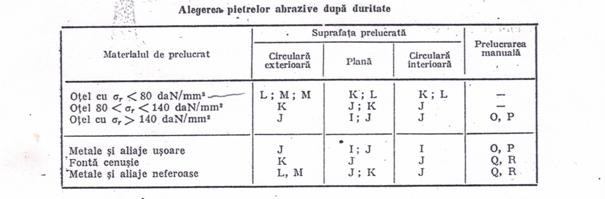
Alegerea discurilor abrazive dupa
duritatea se face configurarea
tabelului:
Prelucrarea pieselor cu duritate mare se face
cu piese cu duritate mica.
Rectificarea intre virful se executa cu avans
longitudinal sau cu avans tranversal.
La rectificarea cu avans longitudinal piesa
are miscare de translatie in raport cu piatra.Avansul tranversal se transmite
la sfarsitul ficarei curse duble,iar sensul de miscare se inverseaza cu
ajutorul opritoarelor.
Arborii lungi se rectifica cu avansul
longitudinal din mai multe treceri.
Rectificarea cu avans tranversal se aplica
numai la piese scurte excutarea in serie a caror latime de prelucrare este  cu latimea piesei abrazive.
cu latimea piesei abrazive.
Avansul longitudinal-opiatra abrazivacu
duritate este data de relatia:
este data de relatia: unde:
unde:
 coeficient in functie de latimea discului abraziv
coeficient in functie de latimea discului abraziv
B= latimea discului abraziv[mm]
-la rectificarea de degrosare
 pt d
pt d ,d=diametru piesei
,d=diametru piesei
 pt d>20mm
pt d>20mm
la rectificarea de finisare in functie de
rugozitatea suprafetei:
 =0,50-0,75 pt Ra=1,6
=0,50-0,75 pt Ra=1,6
=0,25-0,50 pt Ra=0,8
Avansul
tranversal  se recomanda
se recomanda
Pt rectificare de degrosare  mm/rot
mm/rot
pt rectificare de finisare  mm/rot
mm/rot
Viteza
periferica a piesei 
Se calculeaza cu relatia
la rectificarea cu avans longitudinal

-la rectificarea cu avans de patrundere

Unde
d=diametru piesei
Sl= avans longitudinal
St= avansul tranversal
T=durabilitatea discului abraziv
K1=coeficient care tine cont de natura
materialului prelucrat
-la prelucrarea otelurilor necalite k1=1
- la prelucrarea otelurilor calite k1=0,95
- la prelucrarea fontelor k1=1,05
K2= coeficient in functie diametru discului
abraziv
- diametru discului abraziv Ø400;k2=0.82
- diametru discului abraziv Ø500;
k2=0.91
- diametru discului abraziv Ø600;
k2=1.00
- diametru discului abraziv Ø700;
k2=1.12
Forta de aschiereFz
Fz=Cf.Vp.Sl.t
Cf=2,2 pt otel tratat teremic
Vp=viteza piesei
Sl= avans longitudinal
T=adancimea de aschire
Puterea necesara la rectificare

Unde :
B=latimea discului abraziv
D= diametru piesei
K1= coeficient in functie de durabilitatea
discului abraziv=1
K2= coeficient in functie de prelucrare
=1,1