Fermentare
clasica - Bere blonda
Justificarea necesitatii si
oportunitatii realizarii productiei proiectate.
Berea este o bautura foarte raspandita, slab alcoolizata,
nedistilata, spumanta, obtinuta prin fermentarea
alcoolica a mustului de malt cu hamei: valoarea sa nutritiva
este de aproximativ 450 kcal/litru. Compozitia si caracteristicile
nutritive ale berii au facut ca aceasta sa mai poata fi
denumita si "painea lichida". Cu toate acestea, pentru a avea
efecte benefice asupra organismului, consumul de bere trebuie limitat pentru
ca alcoolul, depasind o anumita concentratie, tractul
digestiv nu mai poate fi considerat element nutritiv, neservind la formarea de tesuturi
noi. Deci, consumul de alcool este mare, organismul nu-l mai poate metaboliza
normal, fiind consumat pe alta cale neenergetica, consumatoare de
energie.
Se acumuleaza corpi atomici care intoxica organismul actionand
mai ales asupra celulelor hepatice si a celor nervoase.
Berea are totusi, la un consum de pana la 1,5 litri pe zi un efect
benefic asupra organismului. Consumata impreuna cu alte alimente are
un efect stimulativ in secretia de insulina si in alte secretii
ale tubului digestiv. Berea consumata moderat are un efect pozitiv asupra
potentialului de oxido-reducere din organism, asupra anumitor componente
ce intervin in metabolismul sistemului nervos central. Are un efect euforizant
datorita alcoolilor si compusilor din hamei. Are de asemenea un
efect pozitiv si in reechilibrarea salina a organismului, fiind
bogata in oligoelemente, acopera pierderile de oligoelemente prin
transpiratie. De asemenea, favorizeaza functionarea ficatului si
impiedica aglomerarea depunerilor de grasime in celulele ficatului. Berea
se considera un aliment prin compozitia sa. Are un continut
ridicat de vitamine (mai ales cele hidrosolubile), cum ar fi vitaminele B, C,
acidul nicolinic. Necesarul de vitamina B ar putea fi asigurat prin consumul
zilnic de 2,5 litri
de bere.
Componentii complexului din vitamina B impreuna cu fosfatii
care sunt usor asimilabili de organism, maresc capacitatea de
suportare a alcoolului inglobat.
Componentii esentiali ai berii sunt:
- hidratii de carbon, usor
asimilabili;
- cantitati reduse de aminoacizi;
- cantitati mari de
peptide, micromoleculare care se resorb usor.
Ansamblul componentilor si in special prezenta H2CO3
confera berii un efect racoritor si de stimulare a digestiei.
Deci, avand un continut redus de alcool si un extract de indici de asimilare
ridicat, berea are o valoare biologica destul de mare.
Din experimentele pe oameni s-a stabilit ca la un consum de 1,5 litri bere cu 2,5%
alcool in timp de 2 ore, la o greutate corporala de 70 - 75 kg ,nu s-a mai gasit
decat 1,3% alcool in sange.
2. Date
asupra tehnologiilor similare din tara si din strainatate
pentru realizarea productiei proiectate. Chimismul proiectelor
tehnologice.
In ceea ce priveste procesul de obtinere a
berii, succesiunea de operatii este similara in aproape toate
tehnologiile destinate obtinerii diferitelor sortimente de bere. Diferentele
care apar se refera atat la utilajele cu care se realizeaza aceste
operatii cat si la aplicarea noilor descoperiri stiintifice
in industria berii. Aceste descoperiri pot fi din diferite domenii, de la fizica,
chimie sau chimie-fizica pana la biochimie si microbiologie.
Aplicarea acestor noi cunostiinte cat si folosirea unor utilaje
moderne, de cele mai multe ori automatizate, duc la obtinerea unor beri de
o calitate net superioara celorlalte beri. Daca acum 100 de ani
pentru limpezirea si racirea mustului stateau la dispozitie
numai tava si racitorul deschis, astazi se foloseste o gama
larga de sisteme inchise de tratare a mustului care asigura o
racire rapida a acestuia, o indepartare avansata a trubului, cat
si evitarea infectiilor cu microorganisme.
Renuntarea la vechiile instalatii s-a facut
atat din considerente igienice cat si din considerente economice.
Astazi, pentru separarea trubului la cald se foloseste Rotapoolul,
cazanul de sedimentare sau separatorul centrifugal. Avantajul folosirii acestor
metode de separare a trubului la cald este ca prin mijloacele respective nu
exista pericolul infectarii mustului, separarea facandu-se in
conditii de siguranta.
In cazul folosirii cazanului de sedimentare se poate
limpezii o cantitate insemnata de must, dar, desi acesta este
prevazut cu placi orizontale pentru usurarea sedimentarii trubului, timpul
de limpezire este destul de mare. Cazanul de sedimentare este un vas de
forma cilindrica cu un capac de forma tronconica prevazut
cu manta si serpentina de racire. Alimetarea se face pe la
partea superioara, acesta fiind recirculat intr-o conducta cu
plutitor si racita pana la temperatura de insamantare
cu drojdie. Dupa racire mustul ramane in repaus in cazan timp de
2-3 ore si apoi este evacuat prin conducta cu plutitor. Prin racirea
automata a sistemului de placi se scurge de pe ele trubul dupa care
placile sunt spalate si aduse din nou in pozitie
orizontala.
La folosirea separatorului centrifugal, limpezirea trubului
la cald este mult mai rapida. Se pot utiliza atat centrifuge cu camere cat
si cu talere cu functionare discontinua sau continua,
evacuarea trubului facandu-se manual sau automat (la cele cu functionare
continua). Folosirea centrifugelor pentru separarea trubului la cald prezinta
pe langa avantajul unui timp scurt de separare si o manopera
redusa, pericol scazut de infectie si de reducere a spatiului
de amplasare. Dezavantajul este ca necesita un consum apreciabil de
energie. Si in cazul racirii mustului, metodele vechi au fost
inlocuite cu unele noi si mai eficiente. Aceasta operatie se
realiza in trecut in tavi de racire sau mai recent in racitoare
multitubulare inchise sau deschise. In aceste racitoare mustul circula fie
sub forma de pelicula pe suprafata exterioara a tevilor
prin care circula apa de racire, fie prin tevi cand apa de
racire se prelinge pe suprafata acestora. Aceste racitoare prezinta
mai multe dezavantaje:
- pericol de infectie (la cele deschise);
- curatirea este greoaie;
- realizarea unui coeficient de transfer de
caldura mai redus decat in cazul racitoarelor cu placi.
Din aceste motive racitoarele multitubulare sunt
astazi foarte putin utilizate. Pentru separarea trubului la rece se
folosesc diferite utilaje:
- tanc de flotatie;
- lin de insamantare;
- lin de sedimentare.
2.1 Procedeul
GAENG
Urmareste fermentarea si maturarea
rapida a berii prin trecerea succesiva prin mai multe tancuri,
majoritatea fiind recipiente cilindro-conice verticale cu mantale de
racire. Procedeul a fost aplicat pe scara industriala la o
fabrica din SUA unde se prelucreaza malt cu adaos de 25% faina
de porumb. Cantitatea de must obtinuta de la o fierbere este de circa
610 hl si dupa separarea trubului si racire la temperatura
de +7o C se introduce intr-un lin de angajare. In prealabil se face
o aerare in conducta de alimentare. In linul de angajare are loc o insamantare
partiala cu 1/3 din cantitatea de drojdie necesara unei sarje
de fermentare. Aerarea se efectueaza astfel incat continutul de
oxigen sa ajunga la 7-8 mg/litru must.
Din linul de angajare mustul se pompeaza in decurs
de 2,45 h intr-un tanc cilindro-conic de fermentare de 2500 hl. Aceasta primeste
succesiv de 4 sarje de la fierbere, in conditiile duratei totale de
umplere de maxim 12 h. Cu aceasta ocazie se dozeaza in conducta de
alimentare si restul de drojdie, ajungandu-se la o doza totala
de 0,6l/hl suspensie groasa. Fermentarea primara dureaza 3-4
zile, temperatura crescand treptat pana la 16o C. Pentru
prevenirea incalzirii excesive, in afara de racirea
recipientului se procedeaza si la o usoara suprapresiune,
care nu depaseste un bar. In momentul realizarii unui grad
de fermentare de circa 60% se procedeaza la o maturare la cald, respectiv
la 16o C timp de 3 zile, dupa care berea este pompata
intr-un recipient cilindro-conic vertical de capacitate mai mica, in care
este racita pana la +10o C timp de 1,5 zile.
Urmeaza racirea la -1o C cu un schimbator de
caldura cu placi si dupa impregnarea cu CO2
si introducerea intr-un al doilea tanc cilindro-conic vertical de mare
capacitate, incepe maturarea la rece. Impregnarea se efectueaza
fara suprapresiune, realizandu-se o "spalare" a oxigenului
dizolvat. Suprapresiunea este identica la impregnare cu cea din
recipientul precedent, respectiv de maxim 1 bar. Dupa terminarea
fermentarii primare si a conditionarii la cald, drojdia s-a
inmultit pana la un continut maxim de 64.106
celule/ml. In asemenea conditiuni produsele secundare volatile de
fermentare se evapora in cea mai mare parte, intr-un regim de fermentare,
maturare de 15 zile, din care 6 zile conditionare la rece, continuat de
inca 3 zile de filtrare la rece.
Durata de fermentare primara este considerata 3
zile, inclusiv cea de angajare, fara a exista o delimitare
precisa fata de faza de maturare la cald. In consecinta,
durata totala de fermentare primara si conditionare la cald
este de maxim 8,5 zile, dupa care urmeaza conditionarea la rece.
Dupa impregnarea cu CO2, pH-ul este de 4,5, iar valoarea ITT
este de 395 sec. Dupa ajungerea la un grad de fermentare de cca 65%, atat
temperatura cat si cantitatea de drojdie prezenta nu mai influenteaza
metabolismul substantelor volatile ale drojdiei, continutul de
alcooli superiori si esteri reducandu-se treptat.
Pentru anumite sorturi de bere temperatura maxima de
fermentare ajunge la 18o C fara ca suprapresiunea sa
depaseasca 1 bar. Procedeul permite si recuperarea drojdiei
dezvoltate in urma fermentarii. Sub aspect cantitativ succesul este conditionat
de mentinerea conditionarii la cald timp de cca 3 zile, timp in
care se reduce corespunzator continutul de diacetil si a
racirii apoi la 10o C. Continutul de sulfura de
dimetil la sfarsitul perioadei de mentinere la cald nu are voie
sa depaseasca 0,04 mg/l. In ipoteza mentinerii unui
ciclu de 12 zile prelungit cu alte 3 zile pentru filtrare se obtine o bere
cu insusiri senzoriale similare cu cea rezlutata intr-o luna cu
procedee clasice.
2.2 Procedeul WELLHOENER
Este un procedeu de fermentare
sub presiune elaborata de profesorul Wellhoener. Desi preconizat inca
din 1954, acesta s-a putut afirma abia dupa 1964, raspandindu-se
repede in multe tari din Europa.
Se pleaca de la un must de bere obtinut conform
tehnologiei clasice, care trebuie limpezit foarte bine, recomandandu-se eliminarea
avansata a trubului la rece.
In 1965 s-a tinut o consfatuire internationala
in legatura cu noul procedeu iar in 1975 consfatuirea a fost
repetata, indicandu-se urmatoarele avantaje ale noului procedeu:
reducerea spatiului de fermentare
primara si secundara la 30% fata de cel necesar
conform tehnologiei clasice;
micsorarea pierderilor la
fermentare cu 2-4%;
reducerea consumului de hamei cu 10-20%;
reducerea consumurilor de energie
electrica la fermentare si racire cu 10-15%;
imbunatatirea
stabilitatii biologice;
posibilitatea recuperarii intregii
cantitati de CO2 ce rezulta prin procesul de
fermentare;
imbunatatirea calitatii
si a insusirilor de spumare a berii;
reducerea fortei de munca;
posibilitatea curatirii
automate a tancurilor.
Dupa o durata de prefermentare si
fermentare de 4 zile, continutul de diacetone vicinle este de 0,12 mg/l,
fata de 0,39 mg/l, obtinute dupa 8 zile de fermentare
primara conform tehnologiei clasice.
2.3 Procedeul aplicat la fabrica POSSNECK
In 1972 s-a introdus la fabrica din
Possnek (R.D.G) un procedeu de fermentare sub presiune, care se
aseamana cu cel descris mai inainte. Se procedeaza la eliminarea
trubului rece prin filtararea aluvionara si insamantarea
mustului cu culturi de drojdii selectionate la doze de 1l/hl. Dupa o
prefermentare de 1 zi, pana la aparitia crestelor, se introduce
jumatate din mustul prefermentat in tancul destinat fermentarii sub presiune.
La aceasta se adauga must proaspat de drojdie, ultima fiind administrata
la doze de 0,25l/hl. Fermentarea are loc sub presiune in tancuri de 600 hl, la
temperatura de 10o C. Tancurile sunt prevazute cu supape de siguranta
care elimina CO2 la trecerea presiunii de 0,8 bari. Din cauza
temperaturii si presiunii mai reduse decat la procedeul Wellhoener durata
de fermentare primara este de 6 zile. Nu sunt necesare masuri
suplimentare de fermentare a susei de drojdie si prevenirea infectiilor
printr-o curatire si sterilizare dupa fiecare sarja.
La sfarsitul maturarii se procedeaza la o scadere brusca a
suprapresiunii pana la 0,3 bari, ceea ce provoaca o spalare cu
dioxid de carbon si o eliminare suplimentara a compusilor
volatili ce rezulta in urma fermentarii.
2.4 Procedeul de fermentare primara sub presiune din
Romania
Fermentarea primara sub presiune
a fost experimentata pe scara semiindustriala la fabrica de bere
Rahova din Bucuresti si transpusa pe scara industriala
la fabrica de bere din Sibiu. Apoi, a fost generalizata la aproape toate
fabricile noi din tara.
In ceea ce priveste procesele de
plamadire, zaharificare, filtrare si fierbere, nu se pun conditiuni
deosebite. Se cere ca mustul sa fie zaharificat perfect la temperatura de 65-70o
C iar pH-ul sa fie 5,2-5,5. Dupa fierbere urmeaza
separarea uzuala a trubului fierbinte cu ajutorul cicloanelor de tipul
Rotapool. Urmeaza racirea rapida de la 70-80o C la 9o
C cu schimbatoare de caldura cu placi.
O cantitate de cca 30% din mustul rezultat este folosita
pentru formarea cuibului de drojdie in linurile de insamantare, iar
restul de must se raceste numai pana la 11o C, in
vederea introducerii directe in tancurile de fermentare.
Intreaga cantitate de must, indiferent daca este
folosita pentru cuibul de drojdie sau direct pentru fermentatia
primara este supusa in prealabil limpezirii prin filtrare
aluvionara si a unei aerisiri corespunzatoare care sa asigure
oxigenul necesar.
Pentru prefermentare, respectiv formarea cuibului de
drojdie se folosesc linurile uzuale de beton inchise sau deschise,
prevazute cu serpentine de racire. Doza de drojdie este de 0,5-0,8
l/hl. In decursul prefermentarii care dureaza cca 2 zile, temperatura
mustului creste treptat, ajungand la 12-12,5o C. In acest timp
continutul de extract scade de la 12% la 8%.
Mustul de fermentatie se raceste numai
daca temperatura creste peste 12,5o C. Spatiul liber din
linul pentru pierderi si spumare este de cca 18%.
Dupa formarea cuibului de drojdie, acesta este
trecut din linurile de beton in tancurile de fermentare sub presiune. Ele
reprezinta recipiente metalice cilindrice, orizontale, de 420 hl cu protectie
antiacida si serpentine de racire interioara din cupru prin
care trece agentul avand temperatura de -10o C.
Pentru reglarea si mentinerea presiunii
constante in interiorul tancurilor se utilizeaza un aparat de control si
reglare automata de tipul Spund, montat in circuitul de evacuare a
bioxidului de carbon. In cazul depasirii presiunii reglate, bioxidul
de carbon este evacuat prin intermediul unei conducte colectoare racordata
la partea superioara a fiecarui recipient si legata cu un
ventilator care refuleaza gazul in atmosfera. Fiecare tanc este
prevazut cu supapa de siguranta pentru prevenirea
formarii de suprapresiuni accidentale, in cazul functionarii
necorespunzatoare a Spund - aparatului. Dupa introducerea cuibului de
drojdie si completarea cu must proaspat filtrat si racit la
temperatura de 10-11o C, amestecul va avea la inceputul perioadei de
fermentare primara o temperatura de 11-12o C si un
continut mediu de extract de cca 10o Bllg.
Durata de fermentare primara este de cca 4 zile. In
prima zi se lasa recipientul deschis pentru favorizarea evacuarii
unor produse volatile dupa care recipientul se inchide si incepe
ridicarea presiunii. In paralel creste si temperatura. Incepand cu a
treia zi de fermentare temperatura ajunge la 20o C iar presiunea la
2 bar, urmarindu-se sa nu depaseasca aceste limite.
Continutul de extract scade pana la cca 4%. In situatia
utilizarii unei suse de drojdie riguroasa, continutul in
extract poate sa scada pana la 3%.
Dupa terminarea fermentarii primare berea este
trecuta printr-un racitor cu placi in conditii
izobarometrice la tancurile de fermentare secundara. Durata de fermentare
secundara este de 17 zile, dupa care urmeaza o subracire la
-2o C, depozitarea berii in tancuri de linistire timp de 2 zile
si apoi filtrarea in vederea imbutelierii.
In felul acesta se realizeaza o durata
totala de fermentare de 23 zile respectiv prefermentarea 2 zile,
fermentare primara 4 zile si maturare 17 zile.
2.5 Procedeul Bio-Brew
Se urmareste
fermentarea si maturarea cvasicontinua a berii cu inmultire limitata
a drojdiei. In acest scop mustul obtinut cu procedee clasice este
racit, eliberat de 55-65% din continutul de trub la rece si
impregnat cu oxigen in cantitati de 3 mg/l. Mustul astfel
pregatit este pompat printr-un bioreactor care reprezinta un filtru
cu rame aluvionat cu kiselgur si drojdie. Debitul si presiunea sunt similare
cu cele ale filtrarii uzuale, trecerea mustului printr-un filtru fiind de
maxim 10 min. Cresterea continutului de drojdie este de cca 20%.
Cantitatea de bioxid de carbon dizolvata este de cca 4 kg/hl. Berea
paraseste bioreactorul sub forma de lichid spumos. Acesta
este incalzit cu un schimbator de caldura cu placi
pana la cca 22o C pentru stimularea descompunerii diacetonelor
vicinale.
Procesul este automatizat, inclusiv al reglarii
pH-ului prin trecerea unei mici cantitati de must direct in
schimbatorul de caldura, fara fermentare in
bioreactor.
Berea astfel obtinuta este introdusa in
tancuri de maturare unde ramane timp de 24h. Se adauga 3-4%. Berea
este mentinuta in aceste tancuri la presiune atmosferica.
Cantitatea de bioxid de carbon ce se degaja prin fermentare, spala
berea din tancurile de maturare cu o crestere concomitenta a gradului
de impregnare cu CO2 , care ajunge la 0,3%. Dupa terminarea
maturarii berea este racita la 0o C si
supusa unei impregnari cu dioxid de carbon prin intermediul unui tub
de tip Venturi. In felul acesta continutul de dioxid de carbon creste
la 0,45-0,5%. Apoi, berea este supusa stabilizarii prin adaos de agenti
de stabilizare de 50-70g/hl si trecuta la filtrare. In final,
culoarea berii, in situatia administrarii unor agenti de
stabilizare la doze de 200g/hl, este de 7,50 unitati EBC, la 100 g/hl
de 8,25 unitati, fata de 8,75 unitati EBC
realizate conform tehnologiei clasice.
Din cauza duratei scurte de fermentare si a
dezvoltarii slabe a drojdiei, continutul de azot al berii rezultate
cu bioreactorul este mai ridicat, fiind de 77,6 mg/100ml fata de 70,2
cu tehnologia clasica. Continutul de azot macromolecular este practic
acelasi iar cel de azot α-aminic este de 12,7 mg/100 ml, fata
de 9,5 realizat cu tehnologia clasica. In schimb continutul de
substante polifenolice este ceva mai mic, fiind de 140 mg/l, fata
de 157 mg/l. Persistenta spumei este practic aceeasi. Stabilitatea
este mai buna din cauza continutului mai redus de oxigen, fermentarea
efectuandu-se practic in conditii anaerobe.
Procedeul a fost transpus pe scara industriala
la o fabrica din R.F.Germania, in 1971.
Baker si Kirsop au elaborat un procedeu
asemanator de trecere de scurta durata a mustului printr-un
strat aluvionat de drojdie. Pentru eliminarea rapida a subproduselor
volatile de fermentare berea iesita din bioreactor este
incalzita timp de 4 minute la 80o C intr-un pasteurizator
cu placi si apoi trimisa din nou intr-un fermentator. In a doua
treapta de fermentare diacetilul este repede eliminat prin metabolismul
drojdiei. Urmeaza maturarea si stabilizarea in mod
asemanator cu cele descrise mai inainte. Prin acest procedeu drojdia
se dezvolta foarte putin, ea trebuind sa fie inlocuita la
fiecare saptamana. Procedeul poate fi introdus usor in
unitatile existente, deoarece nu necesita spatii
suplimentare de productie.
2.6
Cai pentru marirea eficientei economice la fermentarea si
maturarea berii.
Durata lunga de fermentare primara si
maturare, care depaseste 40 de zile la procesele clasice,
costurile ridicate de investigatii si de exploatare au stimulat
inca de mult timp initiativele de gasire a unor proceedee de
fermentare rapida si mai ieftina. Desi se cunostea
ca prin marirea temperaturii si a dozelor de drojdie se poate
reduce durata de fermentare, in majoritatea cazurilor prin aplicarea acestor
masuri creste continutul de dicetone vicinale, alcooli superiori
si compusi volatili cu sulf, berea primind un gust de drojdie. Pe de
alta parte, culturiile de drojdii folosite pentru procedee rapide
degenerau prea repede.
Unele masuri ce-ar fi putut conduce la intensificarea
desfasurarii fermentarii constau in agitarea sau adausul de
nuclee.
2.6.1
Agitarea
Prin agitarea mustului supus fermentarii se
realizeaza o marire a suprafetei de contact cu oxigenul si
o distribuire mai buna a celulelor de drojdie in masa supusa
fermentarii. De fapt viteza de fermentare in acest caz este determinata
de distribuirea mai buna a celulelor de drojdie in mediul supus
fermentarii.
Agitarea poate fi realizata cu dispozitive mecanice
cu palete, aripioare si alte tipuri de amestecatoare, cat si prin
recirculare. In cazul aplicarii agitarii mecanice cu malaxoare ce
dezvolta pana la 30 rot/min se poate realiza o scurtare a duratei de
fermentare primara la mai putin de jumatate, iar drojdia se
inmulteste de peste 12 ori fata de maxim 3-4 ori la
fermentarea normala. In unele situatii s-a reusit reducerea
duratei de fermentare primara la 3 zile.
Agitarea se aplica, ca masura
suplimentara, la numeroase procedee de fermentare intensiva, semicontinua
si continua. In situatia utilizarii de recipiente de
fermentare discontinua, agitarea nu a putut fi introdusa in productia
industriala, dupa cum confirma numerosi autori, precum
Devreux, Krauss, Masschelein, Kleber, Pollok, s.a., din cauza
inrautatirii gustului si a scaderii pH-ului sub cel
normal. Continutul de esteri creste de peste doua ori, cel de
alcool izoamilic de 5 ori, cel de fenil-etanol de 3 ori fata de
valorile normale. In schimb, aminoacizii si polipeptidele sunt scindate in
masura insuficiena. In ansamblu, gustul berii obtinute este
considerat necorespunzator.
2.6.2
Adausul de nuclee
Inca de mult timp se urmareste
marirea vitezei de fermentare primara prin introducerea de nuclee sub
forma de inele Rasching si de carbune activ in linuri.
Rezultatele obtinute au fost in ansamblu satisfacatoare, reusind
sa se reduca durata de fermentare primara cu circa o zi. In
ultimul timp se prefera introducerea de tarate si de alte
bionuclee in doze de pana la 12 g/hl de bere. Aceste nuclee influenteaza
favorabil schimburile de masa si de temperatua, precum si
metabolismul, sub influenta fenomenului de convectie. Gaeng insista
asupra avantajelor bionucleelor care se depun pe fundul linurilor la sfarsitul
procesului de fermentare primara. De altfel, in S.U.A. cea mai mare
fabrica de bere din lume, Anheuser Busch, foloseste astfel de nuclee
la fabricatia sorturilor de bere blonda.
2.6.3
Marirea gradului de umplere a recipientelor de fermentare
Atat la linurile de fermentare primara, cat si
la tancurile de maturare trebuie prevazute spatii goale pentru
spumare. Acestea ajung pana la 30% din capacitatea recipientelor. Prin introducerea
de antispumantii de tip siliconic, se pot reduce spatiile goale la
sub 10% cum arata Evans, in 1975. Alte avantaje ale antispumantilor siliconici,
care se retin usor prin procesele uzulale de filtre, sunt
urmatoarele
formarea spumei in decursul diverselor
faze ale procesului de fermentare poate fi controlata mult mai usor,
iar modificarile diverselor faze sunt mai usor vizibile;
se mareste randamentul de
extractie a substantelor amare valoroase din preparatele de hamei;
creste stabilitatea spumei berii;
se reduce durata de fermentare
primara si maturarea cu cel putin o zi;
recipientele de fermentare si
maturare se pot curatii mult mai usor, deoarece dispare tendinta
de aderare a spumei la peretii acestora.
2.6.4
Recipiente unice pentru fermentare si maturare ampalsate in incaperi
De mult timp se folosesc tancuri cilindrice orizontale,
prevazute cu dispozitive de racire exterioara, care pot fi folosite
atat pentru fermentarea primara cat si pentru maturare. Cu astfel de
recipiente s-au elaborat numeroase procedee tehnologice, conform carora
drojdia sedimentata se elimina numai dupa terminarea
maturarii. Recipientele poarta denumirea de combitancuri.
Inconvenientul acestora consta in eliminarea greoaie
a drojdiei si a pierderilor mari de bere. De altfel, separarea drojdiei
dupa terminarea fermentarii primare, recomandata prin multe
procedee, este practic imposibila.
Pentru inlaturarea acestor inconveniente s-au introdus
tancuri cilindroconice verticale, care permit o sedimentare si o eliminare
mai usoara a drojdiei, cat si o racire exterioara
comoda cu tuburi inelare cu manta dubla.
Desi avantajele tancurilor cilindroconice erau
cunoscute inca din timpul lui Nathan, aplicarea lor pe scara
larga a aparut dupa 1960. Initial, ele aveau mai multe zone
de racire exterioara, atat in partea conica, cat si in cea
cilindrica. La expozitia Interbrau 1971 s-au prezentat numeroase
tancuri si machete cu capacitati de 200-1600 hl, cu diametre de
2-4 m si
inaltimi de 5-15 m.
Majoritatea tancurior sunt construite din
otel inoxidabil si racite cu etilenglicol. Umplerea si golirea
se efectueaza prin partea conica printr-un singur robinet. Toate
tancurile poseda dispozitive pentru evacuarea bioxidului de carbon pe
partea superioara si ventile de siguranta fata de
suprapresiune si vid.
Maule a aratat in 1976, ca pentru capacitati
de pina la 1600 hl sunt suficiente doua sectoare de racire, dintre
care unul in partea conica si unul in partea cilindrica.
Puternice fenomene de convectie si agitarea provocata de
ridicarea bulelor de CO2 la tancuri cu inaltimi de
pana la 20 m
realizeaza atat o omogenizare a masei, cat si a temperaturii in interiorul
tancului.
Tancurile de capacitati mici si mijlocii,
respectiv de pana la 500 hl au putut fi construite cu solutii
economice si pentru fermentarea sub presiune de pana la 2 bar, dand
posibilitatea introducerii unor procedee de fermentare rapida la
temperaturi ridicate si presiuni marite, respectiv pentru regimuri de
pana la 200C
si presiuni de 1,8 bar.
In 1968 fabricile de bere din Kulmbach-R.F.G si
Halgengut din Wintertur - Elvetia au trecut la utilizarea exclusiva
de tancuri cilindro-conice de pana la 500 hl. Tancurile fabricii din
Kulmbach, de 463 hl, au diametre de 3
m si inaltimi de 8,5 m. In acestea se
practica un procedeu de fermentare primara clasica timp de 6
zile la temperaturi de cca 80
C. Diferentele de temperaturi in diversele
zone ale tancului nu depasesc 0,20 C. Maturarea are loc in aceleasi
recipiente dupa eliminarea drojdiei si dureaza 6
saptamani. Continutul de CO2 al berii este de
0,52-0,56%.
Calcule tehnico-economice au demonstrat ca tancurile
cilindro-conice sunt mai eficiente, chiar si in cazul aplicarii de
procedee clasice, cu transvazarea berii tinere in tancuri clasice pentru
maturare. Din considerentele de mai sus in multe fabrici noi, independent de
tehnologia aplicata, se introduc astfel de recipiente.
2.6.5
Recipiente sub cerul liber
Dupa verificarea posibilitatii
fermentarii berii in recipiente de mare capacitate au aparut
propuneri de izolare corespunzatoare a acestora si de amplasarea lor
sub cerul liber. Primele realizari au fost semnalate in Japonia prin
construirea de tancuri pentru fermentarea primara clasica, cunoscute
sub denumirea de Asahi. Acestea sunt tancuri cilindrice verticale cu fundul usor
inclinat. Ele au inaltimi de pana la 10 m si diametre cuprinse
intre 5 si 8 m,
capacitatile unitare ajungand pana la 7000 hl. Tancurile Asahi
sunt construite numai pentru fermentarea la presiune normala, ele
suportand suprapresiuni de pana la 400 mm coloana de apa. Tancurile sunt
construite din otel inoxidabil si poseda in exterior doua
mantale de racire. Drept agent frigorific se foloseste o solutie
apoasa de glicol, care se introduce in manta la -30 C. Tancurile
sunt izolate in exterior cu un strat de spuma de poliuretan de 90 mm.
Alimentarea tancurilor se efectueaza cu must
limpezit prin filtrare aluvionara cu kiselgur, introdus la temperatura de
8oC. Aerarea se efectueaza cu o conducta poroasa de
tip lumanare. Doza de drojdie este de 5 l/hl. Alimentarea are loc prin partea inferioara,
prin fundul tancului.
Ciclul normal de fermentare primara a unui must cu
un continut in extract de 10,5% este de 8 zile, la temperatura maxima
de 8,5o C. Tancurile sunt prevazute cu un plutitor cu tub de
evacuare care permite ca in timpul golirii sa se preia numai bere limpede.
Drojdia este recuperata din ultimile fractiuni si
concentrata prin centrifugare. Maturarea are loc tot in tancuri sub cerul
liber la temperaturi de cca -1o C timp de pana la 40 zile.
Astfel de tancuri se folosesc la trei fabrici din Japonia,
in Noua Guinee si in Portugalia. In comparatie cu instalatiile clasice
din incaperi, costurile de investitii se reduc cu cca 25% si
cele de exploatare cu 65%, conform calculelor efectuate de Kleber, care a asistat
la elaborarea tehnologiei si la punerea in functiune a primelor
tancuri.
2.6.6
Fermentarea si maturarea in unitancuri cilindrice sub cerul liber
Recent au aparut tancuri amplasate sub cerul liber
in care se realizeaza atat fermentarea primara cat si maturarea,
ele purtand denumirea de unitancuri. La primele tipuri diametrele sunt mai mari
de cat inaltimea, iar capacitatile ajung pana la
6000hl. Astfel de recipiente s-au folosit in Australia, Noua Zeelanda si
in S.U.A.
In majoritatea cazurilor, pentru fermentarea primara
tancurile se umplu in proportie de 87% fata de volumul total.
Fermentarea primara are loc la o temperatura practic constanta
de 13,3o C. Dupa 3-4 zile se ajunge la gradul de fermentare
dorit, dar pentru favorizarea reducerii diacetilului se procedeaza la
racirea berii abia dupa alte doua zile. Drojdia se elimina prin
fund, dupa terminarea fermentarii primare. Se procedeaza in continuare
la o racire puternica si maturare timp de 6 zile, temperatura
ajungand la -1,7o C. In final, berea este introdusa in tancuri
de stabilizare, unde se procedeaza si la impregnarea cu CO2
recuperat de la fermentarea primara, pana cand continutul
acestuia ajunge pana la cca 0,55.
In momentul trecerii la fermentarea secundara,
tancurile pot fi completate pana la un grad de umplere de 95% dar se poate
lucra si ca atare. Operatiunile de eliminare a drojdiei si de
curatire-dezinfectie nu dureaza mai mult de 2-3 ore.
Manopera necesara unei sarje de 500hl este de 13 om-ore fata
de 40 conform tehnologiei traditionale, iar durata totala a
procesului se reduce de cca 3 ori. Pierderile de bere sunt total de 0,55.
In Europa se prefera utilizarea de tancuri cilindro-conice
verticale sub cerul liber. Capacitatile acestora sunt de pana la
500 hl.
Wackerbauer a publicat mai multe studii in
legatura cu rezultatele obtinute cu tancuri cilindro-conice sub
cerul liber de mare capacitate. In majoritatea cazurilor a aplicat scheme de
fermentare primara clasica la temperaturi de 7-90 C pana la
un continut de extract aparent de cca 3% dupa care a urmat o maturare
de 8 saptamani la temperaturi de pana la 10 C.
In cazul obtinerii de bere de tip Pilsen, dintr-un
must cu un extract de 12,9% si fermentare primara pana la un
extract de 3,44%, Wackerbauer a obtinut o bere cu un grad aparent de
fermentare finala de 77,35 si un pH de 4,42. Culoarea exprimata
in unitati EBC a fost de 8,8 substantele amare 40 unitati
EBC. Stabilitatea spumei a fost de 119 s; continutul de diacetil 0,06
mg/l, de acetoina de 2,11 mg/l si de alcooli superiori de 82,9 mg/l.
Pe baza rezultatelor obtinute, a conclus ca pentru berea de fermentare
inferioara se realizeaza cu recipiente cilindro-conice verticale de
mare capacitate economii de substante de 5-10, iar cele de la fermentare
superioara de 20%, in comparatie cu tehnologiile similare cu instalatii
clasice. Costurile de investitie se reduc cu cca 50%. In 1975 Wackerbauer
a elaborat instructiuni detaliate de lucru, atat pentru aplicarea de
tehnologii clasice cat si de fermentare rapida in recipiente cilindro-conice
de 4800 hl cu inaltimea de 19 m.
In Elvetia si Italia s-au introdus procedee de fermentare si
maturare in unitancuri orizontale de tipul Spaeth. Acestea au capacitati
de pana la 500 hl. Durata de fermentare -maturare este de 7 zile. Drojdia
este separata prin centrifugare, dupa care urmeaza o filtrare cu
kiselgur, stabilizare la rece timp de 48 h.
In R.D.G. s-a elaborat o tehnologie de fermentare si
maturare in tancuri cilindro-conice verticale de capacitati mari,
precum si constructia pe scara industriala a echipamentului
necesar. Pana in prezent s-au dat in functiune asemenea tancuri cu
capacitate de 1000, 1300, 2500 si 5500 hl.
Obiectivul de baza al noii tehnologii reprezinta
asigurarea fermentarii si maturarii berii in acelasi
recipient la o durata totala a procesului de 14 zile. Pentru asigurarea
parametrilor optimi fermentarea se efectueaza la presiuni de pana la
1,95 bar si temperaturi de 7-12o C.
Raportul dintre inaltimea si diametrul
recipientelor este de cca 5/l. Inaltimea optima a unui
fermentatorde 2500 hl este de 22,5
m la un diametru de 4200 mm si un unghi al
conului inferior de 45o. Un astfel de fermentator construit din otel,
crom, nichel cantareste 22,5 t.
3. Elemente de inginerie tehnologica
3.1
Surse de aprovizionare cu materii prime
Materiile prime folosite la fabricarea berii sunt:
maltul din orz sau/si
orzoaica;
hameiul;
drojdia de bere;
apa.
Maltul este un produs realizat prin maltificarea
orzului sau/si orzoaicei, fiind materia prima principala folosita
la fabricarea berii. Caracteristicile fizico-chimice si tehnologice ale
maltului variaza intre anumite limite si depind de o serie de
factori, asa cum sunt:
calitatea orzului si orzoaicei folosita
la fabricarea maltului;
procesul tehnologic folosit in sectia
de maltificare;
maturarea si depozitarea
corecta a maltului uscat.
Indicatorii de calitate ai maltului blond, produs in
conditii normale dintr-o materie prima de calitate buna sunt:
umiditatea5,6-6,0%
greutatea
hectolitrica.54,0-57,0kg
masa a 1000 boabe31,0-34,0 g
continut de boabe
sparte.0,2-1,2%
continut de boabe
mucegaite.0,5-1,0%
corpuri straine0,2-0,5%
boabe fainoase..90-95%
boabe sticloase si
semisticloase..5-10%
durata de
zaharificare..10-15 min
randament in
extract77-82% s.u
activitate
enzimatica..250-300 WK
indicator
Hartong..3,5-5,0
indicator Kolbach..39-41%
Din punct de vedere organoleptic maltul se
caracterizeaza prin:
aspectul-marimea si
uniformitatea boabelor de malt: boabele trebuind sa fie cat mai mari,
aspectuase si uniforme, pentru a putea da un continut de extract cat
mai mare;
culoarea: boabele de malt blond
trebuie sa aibe o culoare galbuie, uniforma;
mirosul: trebuie sa fie
caracteristic si placut, fara iz de mucegai;
gustul: trebuie sa fie
caracteristic si placut;
rezistenta la spargere intre dinti:
un malt bine dezagregat se sfarma usor.
Prin aceasta proba se mai poate verifica si
daca maltul este prea umed.
Continutul de umiditate al maltului nu trebuie
sa depaseasca 5% deoarece un malt mai umed isi
pierde din aroma, provoaca greutati la macinare si
duce la obtinerea unei beri mai putin stabile.
In unele tari nu se admit decat umiditati
cuprinse intre 2-3%, iar malturile
cu umiditate de 4% sunt calificate ca umede. Pentru a avea maltul cu
umiditati mai scazute se impune a realiza malturi puternic
dezagregate cu un continut enzimatic mai ridicat, pentru ca in final
dupa uscare sa se obtina un malt corespunzator
diastatic, cu durata de zaharificare corespunzatoare.
Metoda conventionala de preparare a mustului de
malt, in laborator se pregateste must din 50g faina de
malt, care se completeaza pana la sfarsitul operatiei
la 450g cu apa. In timpul prepararii mustului se pot determina
urmatoarele caracteristici: durata de zaharificare, durata de filtrare,
aspectul mustului, randamentul in extract, diferenta randamentului intre
macinisul fin si grosier, continutul in zahar
fermentescibil, substantele azotoase, culoarea mustului, aciditatea, cifra
de solubilizare, puterea diastatica.
Hameiul este folosit la fabricarea
berii pentru:
imprimarea aromei specifice si a
gustului amar;
actiunea antiseptica pe
parcursul fermentatiei mustului.
Principalii indicatori de calitate ai hameiului sunt:
continutul in acizi amari (alfa
acizi);
continutul in substante care
imprima valoarea amara (UBW-valoarea amara universala).
Sunt cunoscute urmatoarele grupe de hamei:
grupa A - hamei aromatic, foarte fin
(soiurile Saaz, Spalt, Tettnaang) care in prezent nu se cultiva in tara;
grupa B - cuprinde soiuri de hamei
aromatic (de exemplu soiul Hallertau - soi care se cultiva si in tara);
grupa C - cuprinde soiuri de hamei
comune (ca de exemplu soiul Sighisorean - care se cultiva si in tara);
grupa D - cuprinde soiuri de hamei amar
(ca de exemplu Northern, Brewers si Brewers Gold, cultivate si in tara).
Hameiul este o planta industriala, absolut indispensabila
pentru fabricarea berii. Inflorescentele femele de hamei (conurile de
hamei) contin o substanta aromatica, numita lupulina,
care da berii gustul amarui placut si aroma specifica.
De asemenea, hameiul are influenta asupra culorii berii, asupra
limpezimii mustului de bere, precum si asupra conservabilitatii
acesteia. Pana in prezent nu s-a descoperit nici o alta planta
cu insusirile hameiului si nici substante sintetice care sa
poata inlocui hameiul la fabricarea berii.
O buna depozitare a hameiului se face la rece, in
incaperi uscate si curate, fara mirosuri straine si
bine aerisite. In aceste conditii pierderile in aroma sunt mai mici.
Conservarea cea mai buna se face la 0 oC in incaperi bine
izolate, racite cu ajutorul unui sistem frigorific sau prin circulatie
cu aer uscat si rece; baloturile nu trebuie sa fie asezate unul
peste altul, pentru a evita o eventuala incalzire. Ele se aseaza
pe gratare facute din lemn. Ventilarea incaperii pentru
pastrarea hameiului trebuie sa se regleze in asa fel incat
sa asigure mentinerea constanta a umiditatii normale a
hameiului si temperaturii incaperii. Consumul de frig este de cca
100cal/m2 din suprafata camerei.
Durata pastrarii este, de asemenea un factor
hotarator pentru conservarea calitatii hameiului. In conditii
normale de pastrare si daca hameiul a fost bine pastrat,
iar inainte de ambalare a fost uscat corespunzator, acesta nu-si
schimba calitatile timp de 1 an. Daca pastrarea este mai
indelungata, se produc schimbari vadite in calitatea, aspectul
exterior si in proprietatile chimice ale hameiului. Astfel,
frunzulitele capata o nuanta bruna si se
pateaza; lupulina capata o nuanta portocalie sau
brun-roscata, iar aroma slabeste. Totodata, actiunea
antiseptica a rasinilor scade in timpul pastrarii.
Pentru a se evita oxidarea hameiului, este absolut necesar ca acesta sa
fie bine presat in saci sau in cutii de tabla, pentru a impiedica accesul
aerului. In cazul in care hameiul este pastrat vara in magazii, atunci in
cateva saptamani pierde foarte mult din valoarea sa.
Hameiul uscat contine in mod normal 10-14% apa.
Hameiul prea uscat se frunzareste prea usor si pierde din
lupulina pe care o contine, iar hameiul prea umed, cu mai mult de 14%
apa, nu se pastreaza in conditii bune.
La distilarea hameiului proaspat se obtine un
ulei galbui foarte putin solubil in apa. Din cel mai bun hamei
se obtine 0,3-1% ulei. El are un miros caracteristic de hamei si se
volatilizeaza in aer la temperatura obisnuita, fara
sa se oxideze in acizi rau mirositori. La fierberea mustului cu
hamei, uleiul se volatilizeaza in cea mai mare parte, insa este de
ajuns o cantitate mica de ulei, pentru ca berea sa capete aroma
caracteristica de hamei.
Substantele amare din hamei sunt continute mai
ales in lupulina, sub forma de substante cristalizate, fie sub
forma de rasini.
Apa este
unul din factorii care determina calitatea berii. In prezent sunt
cunoscute procedee de tratare a apei care folosesc schimbatori de ioni
care corecteaza indicatorii de calitate a apei pentru fabricarea berii, la
urmatoarele valori optime:
mirosintensitatea
0
gust..intensitatea
0
gradul de
tulburare.max. 5,0mg SiO2/l
pH.6,8-8,6
consum de KMnPO4..max
12,0 mg/l
ioni de
clor.max 250 mg/l
ioni de
flor.max 1,0 mg/l
ioni de
fosfat..absent
nitritiabsent
nitrati..max
20 mg/l
amoniuabsent
ioni de potasiu..max
10 mg/l
ioni de
sodiu.max 80 mg/l
ioni de
calciu.max 10 mg/l
ioni de magneziu..max
70 mg/l
oxigen
dizolvat..6-10 mg/l
fier
total..0,1 mg/l
mangan..max
0,05 mg/l
aluminiu, arsen, plumb..absent
cupru..absent
zinc..max
2mg/l
reziduu dupa
evaporare..max 1000 mg/l
fenolabsent
hidrogen
sulfurat.absent
detergenti
organici..absent
radionucleide.absent
nr. germeni psihrofili..max
50/ml
nr. germeni mezofilimax
5/ml
enterococi..max
100/ml
specii coliformemax
100/ml
bacterii
patogene.absent
Apa potabila nu trebuie sa aibe miros si
gust strain. Substantele care provoaca tulburarea apei trebuie
sa lipseasca pe cat posibil, iar valorile de pH trebuie sa se
incadreze in limitele de echilibru mentionate.
Ionii de clor indica cresterea brusca a
gradului de murdarie a apei, iar prezenta ionilor de flor intr-o
doza mai mare decat cea admisa, poate conduce la aparitii
fluoritice.
Ionii de sulfat in doze mari pot avea efect de laxativ,
iar prezenta ionilor de nitrit si amoniu, caracterizeaza apa
contaminata cu dejectii.
Un continut de magneziu mai mare de 70 mg/l poate
conduce la modificarea gustului apei, iar un continut mai mare de fier
decat cel mentionat va influenta negativ culoarea berii. Prezenta
zincului in apa, in doze mai mari de 2 mg/l confera apei un gust astringent.
Criteriile de apreciere bacteriologica reprezinta
un indicator de siguranta, care depisteaza cu o mare exactitate infectiile
datorate germenilor patogeni.
Din punct de vedere cantitativ apa reprezinta cea
mai mare pondere din materiile prime si auxiliare care intra intr-o
fabrica de bere. Apa se foloseste la inmuierea orzului, in procesul
de fierbere, la spalatul sticlelor, al butoaielor, al utilajului si
incaperilor, in procesul de racire, pentru cazanele cu abur etc. Apa folosita
in procesul de fierbere trebuie sa aibe un anumit continut in
saruri, care sa nu influenteze negativ calitatea berii. Pentru industria
berii - in majoritatea locurilor unde se foloseste - apa trebuie sa
corespunda unei ape potabile. De aceea apa de suprafata nu se
poate folosi decat dupa o prealabila filtrare si tratare. In
general cel mai mult folosite in fabricile de bere sunt apele de adancime.
Apele naturale contin in medie 500 mg reziduu la
evaporare la litru. Aceasta cifra poate varia insa in limite mai
mari, si anume intre 1500-2000 mg/l. In majoritatea apelor, reziduu la
evaporare este format din saruri care sunt dizolvate in apa.
Sarurile existente in apa, fiind
intr-o
concentratie relativ mica, mai intotdeauna se gasesc in stare
disociata si cationii cu sarcina pozitiva fac echilibrul
anionilor cu sarcina negativa.
Apa folosita in industria berii trebuie sa fie
cat mai pura din punct de vedere microbiologic. Puritatea
microbiologica este deosebit de importanta pentru apa folosita
la spalarea sticlelor, butoaielor, drojdiei, vaselor, pompelor, instalatiilor.
Gradul de puritate al unei ape se stabileste in functie
de incarcarea microbiologica a sa (nr de germeni/ml).
Cel mai des contaminate cu bacterii sunt apele de suprafata
si cele scoase de la mica adancime. Bacteriile care contamineaza
apa pot fi patogene sau nepatogene. De obicei, o apa acceptabila din
punct de vedere microbiologic, pentru industria berii, trebuie sa fie o
apa potabila.
La apele potabile din reteaua de distributie
centrala (oras), numarul total de germeni pe 1 ml trebuie
sa fie de maximum 20 si in niciun caz sa nu depaseasca
300 pentru apele din sursele individuale. Pentru apa din industria berii, de
asemenea se recomanda ca numarul total de germeni/ml sa fie de
maximum 20, iar cel de bacili coli, de maximum 3/l apa.
Drojdia de bere
Drojdiile folosite in industria berii sunt descendentii
drojdiilor folosite cu sute de ani in urma si asupra carora au
actionat timp indelungat mutatia si selectia naturala,
tulpinile supravietuitoare fiind cele mai bine adaptate pentru fabricarea
berii.
Criteriile de caracterizare si clasificare a
drojdiilor iau in consideratie caracteristicile morfologice, cele
biochimice si fiziologice.
Criteriile morfologice, ca forma si
marimea celulelor cultivate pe mediul lichid, forma coloanei dezvoltate pe
un mediu solid, selectiv, forma mugurilor si a sporilor, nu sunt
intotdeauna edificatoare pentru caracterizarea unei specii sau suse de
drojdie.
Caracterele fiziologice ale unei drojdii permit in mult
mai mare masura caracterizarea si diferentierea drojdiilor
de bere. Principalele caractere fiziologice utilizate in acest scop sunt:
capacitatea de a fermenta anumite
zaharuri (pe medii sintetice cu un singur zahar ca sursa de carbon);
asimilarea anumitor zaharuri
(dezvoltarea drojdiei pe un mediu sintetic ce contine o singura
sursa de carbon);
asimilarea nitratilor;
activitatea beta-glucozidazica;
producerea de esteri, alcooli superiori,
compusi volatili cu sulf sau alte produse secundare volatile ale fermentatiei.
Caracterele morfologice ale drojdiilor de bere, de
fermentatie superioara sau inferioara sunt
asemanatoare, incat prin examen microscopic cele doua specii de
drojdie nu se pot deosebi. Forma celulei este indeosebi ovala sau rotund-ovala.
Cele 2 specii de drojdie de bere se pot deosebi intre ele prin alte caractere,
in modul urmator:
Drojdii de fermentatie superioara.
Fermenteaza optim la temperaturi de 15-25 oC, sporuleaza
mai usor decat cele de fermentatie inferioara. Dupa o incubare
pe blocul de ghips de peste 48h, apar spori in cele mai multe din celule.
Dupa inmugurire celulele de drojdie de fermentatie superioara
raman legate intre ele, iar in timpul fazelor de fermentatie intensa
sunt ridicate in stratul de spuma.
Drojdiile de fermentatie superioara au o
capacitate respiratorie mult mai mare decat cele de fermentatie inferioara.
Din punct de vedere al capacitatii de fermentarea rafinozei, unul din
testele biochimice de baza prin diferentierea celor 2 tipuri de
drojdie, drojdiile de fermentatie superioara pot fermenta numai o
treime din rafinoza (respectiv numai fructoza continuta in
acest trizaharid), ele fiind lipsite de activitate melibiazica.
Drojdii de fermentatie inferioara. Sunt drojdii
ce fermenteaza zaharurile la temperaturi de 5-10 oC. Dupa
inmugurire celulele se despart relativ usor, incat la microscop apar de
obicei celule singure sau in perechi. La sfarsitul fermentatiei
celulele sedimenteaza formand un depozit. Capacitatea de sporulare a
acestor drojdii este mai scazuta decat la drojdiile de fermentatie
superioara, ceea ce se poate corela si cu cantitatea mai mica de
biomasa (3-4 ori inoculul initial) decat la drojdiile de fermentatie
superioara (pana la de 6 ori inoculul initial). In ceea ce priveste
capacitatea de fermentare a rafinozei, drojdiile de fermentatie inferioara
o pot fermenta integral, deoarece pe langa capacitatea invertazica au
si capacitate melibiazica. Dupa Windisch S si Kittel A
acest test nu ofera o certitudine de 100% deoarece capacitatea de a
hidroliza melibioza poate fi alterata de mutatii sau hibridizari.
Pentru caracterizarea drojdiilor de bere se pot folosii si
diferentele ce exista intre vitezele de adaptare a diferitelor suse
de drojdie, manifestate prin timpi diferiti de amorsare a cresterii
celulare, fata de natura hidratilor de carbon din mediul de
cultura.
Ca o concluzie asupra posibilitatilor de
identificare si clasificare a unei suse de drojdie se poate spune
ca, pentru a se putea utiliza identificarea drojdiei prin comparatie
cu o descriere standard, este necesar sa se utilizeze aceleasi teste si
aceleasi conditii de testare care au fost utilizate si in
descrierea standard, deoarece modificari cat de mici in conditiile de
testare pot aduce modificari in raspunsul dat de suse.
Capacitatea de flocurare a unei suse de drojdie este
o insusire de o considerabila importanta practica fapt
care a determinat examinarea diferitelor suse de drojdie din acest punct
de vedere si clasificarea drojdiilor in doua tipuri principale,
drojdii pulverulente si drojdii floculante sau aglutinante, fiecare din
ele cu manifestari specifice.
Flocularea este definita ca o agregare sau aglutinare
reversibila a celulelor de drojdie. Celulele de drojdie care au floculat
se depun la fundul vasului de fermentare cand drojdia este de fermentatie inferioara
sau se ridica in stratul de spuma cand drojdia este de fermentatie
superioara. Capacitatea de floculare se determina, in general, prin
viteza de sedimentare a celulelor de drojdie suspendate intr-o solutie
tampon. Testul permite o buna diferentiere a drojdiilor in drojdii de
tip floculant care tind sa se aglutineze si sa se sedimenteze
mai repede dintr-un must care fermenteaza, ducand la o bere limpede, dar
cu un grad mai mic de fermentare si in drojdii de tip pulverulent, care
raman un timp mai indelungat in suspensie in mediul de fermentare si
care conduc la beri cu un grad mai scazut de limpezire, dar cu o atenuare
avansata.
Drojdiile floculante produc beri mai dulci si cu o
accentuata plinatate a gustului; datorita faptului ca se
separa repede din mustul fermentat, prin folosirea lor se evita aparitia
unui gust aspru de drojdie, caracteristic cand drojdia ramane mult timp in
contact cu berea. Drojdiile puternic floculante insa, fac ca berea
tanara, la trecerea la fermentarea secundara, sa antreneze
un numar prea mic de celule, ceea ce scade mult viteza de fermentatie
in aceasta faza a procesului tehnologic, si de cele mai multe
ori este necesar sa se recurga la adaosul de drojdie activa sub
forma de must in fermentatie. Un alt dezavantaj al utilizarii
unei drojdii puternic floculante il constituie o mai mare susceptibilitate la
tulburari biologice ale berii obtinute cu ea, deoarece berea din care
drojdia a floculat repede e mai bogata in substante nutritive. Mecanismul
fenomenului de floculare a drojdiei nu este suficient clarificat, desi
sunt numeroase teorii care cauta sa il explice. Capacitatea de
flocurare este controlata genetic si este o caracteristica a
rasei de drojdie. Se poate spune ca, in general, compozitia mustului si
prin urmare, calitatea materiei prime influenteaza comportarea
drojdiei. Astfel, cultivarea drojdiei in musturi obtinute din/sau cu un
procent ridicat de cereale nemaltificate favorizeaza o comportare
pulverulenta a acestuia. Ionii bivalenti si indeosebi ionii de
calciu si magneziu sunt esentiali pentru aparitia
flocularii, avand un efect antagonic cu cel al ionului de sodiu. Este
stabilit ca sarurile in general si in special fosfatii
prezenti in must stimuleaza flocularea.
Un rol de stabilizare a legaturilor intre celulele
de floculare se pare ca il au si legaturile de hidrogen care se
formeaza intre celule. Experimental s-a stabilit ca aceste
legaturi sunt sensibile la variatii de pH, la agenti chelatanti
si, in general, la produse cu afinitate mare pentru calciu. Drojdia
defloculata prin spalare cu apa distilata poate fi
refloculata prin adaugare de cationi bi - sau polivalenti
indeosebi ioni de calciu.
Drojdia presata contine cca 75% apa din
care cca 60% apa intracelulara. Exprimat in substanta
uscata drojdia contine substante azotoase intre 45-60%, hidrati
de carbon intre 15-35%, grasimi intre 2-12%, substante minerale intre
6-12% si urme de vitamine. Substantele azotoase continute in
drojdie formeaza in cea mai mare parte peretele celular. Drojdia mai contine
aminoacizi liberi, acizi nucleici si derivatii lor. Acidul nucleic
este constituit dintr-o pentoza, dintr-un fosfat si o baza purinica
sau pirimidinica.
Drojdiile contin numeroase enzime, care
participa la toate fenomenele ce au loc ca urmare a activitatii
vitale. Ele sunt amplasate in membrana celulara, citoplasma, nucleu
celular, vacuole. Dupa Narziss in procesul de fermentare participa
urmatoarele grupe de enzime:
grupa hidrolazelor, care provoaca
scindarea hidrolitica a diferitelor substante;
transferazele ca urmare a actiunii
lor se transfera anumite grupe de tipul fosforil, amino-glicozil si
altele;
oxido-reductazele, sub actiunea
carora se transfera hidrogenul si electronii de la un substrat
la altul;
liazele, scindeaza legaturile
carbon - carbon fara aditionare de apa; ele se impart in
decarboxilaze si dehidrataze;
izomerazele, catalizeaza
transformarile intramoleculare ale atomilor in molecula, de exemplu
transformarea glucozei in fructoza;
ligazele denumite si sinteaze, fac
legatura intre 2 molecule necesitand pentru aceasta sinteza
energie.
Cultivarea drojdiei.
Spre deosebire de multe alte drojdii ce apar in
microflora spontana, cele de bere reprezinta exclusiv drojdii de
cultura, dezvoltandu-se numai in anumite conditiuni prin care
imprima berii insusiri bine stabilite. In vederea transmiterii de
caracteristici fizico-chimice si senzoriale cat mai apropiate de diversele
sarje pentru acelasi sortiment de bere este necesara utilizarea
de culturi cat mai omogene. In acest scop se recomanda folosirea de tulpini
viguroase capabile sa realizeze viteze si grade ridicate de
fermentare, fara prezenta de alte microorganisme de infectie
si cu continut redus de celule moarte. Dupa mai multe
reutilizari ale drojdiei recoltate de la fermentare, aceasta
degenereaza dupa cum s-a aratat si in alte locuri,
inrautatindu-se insusirile, trebuind a fi inlocuita cu
noi culturi. Aceasta se realizeaza treptat, efectuandu-se inmultirea
culturilor in prima etapa de laborator si apoi in statia de
culturi a fabricii, denumia si statie de culturi pure. Culturile
izolate se pastreaza de preferinta in laborator, in mediul
de zaharoza 10% la intuneric si la temperaturi de maxim 10 oC,
conditii in care are loc numai o slaba dezvoltare. Uneori
aceasta metoda nu este satisfacatoare, coloniile
dezvoltandu-se incet pana la epuizarea mediului nutritiv, iar celulele isi
schimba insusirile. Folosind ca mediu de pastrare un amestec de
must si agar se obtin rezultate mai bune, desi si in
aceasta situatie la pastrarea in eprubete inclinate timp de 6
luni, rata de supravietuire este de doar cca 6%.
Pentru a marii eficacitatea de conservare sau
elaborat metode de pastrare a probelor sub un strat de ulei de parafina,
sau prin deshidratare sub vid urmata uneori de liofilizare. Pentru
prevenirea degradarilor structurale prin deshidratare se prefera
adaosul de agenti protectori, precum solutii de zaharuri,
polialcooli, proteine sau polizaharide. Se indica deshidratarea prin absortia
umiditatii cu substante higroscopice, precum silicagel si
altele.
Culturile conservate prin liofilizare sunt foarte
poroase, necesitand o protectie deosebita fata de contactul
cu aerul, motiv pentru care se conserva sub protectie de gaz inert. Windisch
a prezentat in 1977 o lucrare de sinteza in legatura cu
conservarea drojdiilor prin liofilizare, ajungand la concluzia ca astfel
se obtin rezultate satisfacatoare, dar mai slabe decat in cazul
bacteriilor. Pentru marirea ratei de supravietuire este necesara
efectuarea unei suspensii a drojdiei cu lapte smantanit inainte de uscare.
Viteza de congelare la liofilizare trebuie astfel reglata, incat sa
nu dauneze celulelor. Se prefera viteze de maxim, 0,7 oC/min.
Metoda cea mai perfectionata de conservare a
culturilor de drojdie de bere consta in racirea la temperaturi foarte
scazute. In laboratoare de specialitate se practica tehnici de
racire in bai cu azot lichid la temperaturi de pana la -196 oC
putandu-se realiza rate de supravietuire a celulelor pana la 100%.
Inainte de multiplicare, in vederea utilizarii in
fabrica ca drojdii cuib, trebuie efectuata o inmultire in
laborator a culturii si o verificare tehnologico-biologica. Inmultirea
se realizeaza in trepte, folosind pentru prima faza un balon de 1l,
in care se realizeaza fermentarea pe must de malt de 10-12 oBllg
la temeratura de 15 oC. Dupa aparitia fermentarii
tumultoase continutul este trecut intr-un balon de sticla de 5l care
este completat cu must steril si se continua fermentarea la 14-15
oC. Se folosesc de preferinta recipiente conice cu tuburi
laterale in forma de S cu filtru de vata de stut de inoculare,
denumite vase Carlsberg. In aceste recipiente se urmareste viteza de
inmultire, formarea si descompunerea crestelor, capacitatea de
sedimentare, culoarea si consistenta depunerii. O tulpina
corespunzatoare trebuie sa prezinte dupa 36h pe fund o colonie
vizibila de celule de drojdie. Formarea crestelor dureaza 2-3 zile.
Daca cultura nu corespunde acestelor conditiuni se renunta
la inmultire mai departe. Dupa alte 3 zile proba trebuie sa fie
limpede, sedimentul uniform, consistent si neted si de culoare galben-deschisa.
Prin rasturnare se poate elimina berea fara antrenare de
sediment.
De asemenea, se verifica puritatea biologica la
microscop, urmarindu-se in special prezenta de bacterii, drojdii
salbatice si pediococci.
Daca cultura in recipientul de 5l corespunde cerintelor
tehnologice si biologice, ea este inmultita mai departe la
temperaturi putin mai scazute intr-un recipient de 50l si apoi
predata statiei de culturi a fabricii de bere.
Cultura pura de drojdie
Pentru fermenatia mustului de bere se
utilizeaza culturi pure de drojdie sau biomasa de drojdie
recoltata dintr-o fermentatie anterioara, cu conditia ca
aceasta sa-si pastreze insusirile initiale si
puritatea microbiologica.
Cultura pura de drojdie se obtine in
urmatoarele trepte de multiplicare:
izolarea de celule de drojdie cu insusiri
dorite si obtinerea culturii-stoc.Izolarea se face din must in
fermentatie, in faza de "creste" inalte. Colonia cu drojdia cea mai
viguroasa este insamantata in 5 ml must steril, iar din
acesta se insamanteaza drojdia pe mediu solid, constituind
cultura stoc, care se pastreaza la 0 . . 5oC, timp de 6 . . .9
luni;
multiplicarea drojdiei in laborator si obtinerea
culturii pure de laborator. Multiplicarea se face in conditii perfecte de asepsie . Cultura pura din
vasul 3 este insamantata intrun vas Carlsberg de 10 l
sau chiar de 20 l;
multiplicarea drojdiei in instalatii de culture pure si
obtinerea culturii pure necesare pentru insamantarea mustului din
sarjele industriale.
Pentru multiplicarea
drojdiei la nivel industrial se utilizeaza instalatii de culture pure
sau vase de cultura deschise. In figura 1 prezentam un vas de
cultura pura.
Instalatiile
de culture pure au in componenta por un sterilizator de muat si unul
sau mai multe vase de multiplicare a drojdiei.
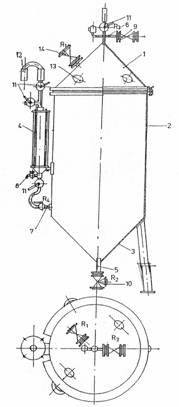
Fig.1 Vas de cultura pura:
1-capac;
2-manta;
3-fund conic;
4-cilindru din sticla
pentruu cultura pura de laborator;
5-racord de golire;
6-stut in
forma de cruce;
7-racord de alimentare cu
cultura pura;
8-robinet pentru proba;
9-robinet cu cep;
10-robinet cu trei cai
pe conducta de golire vas;
11-robinet de inchidere
pentru conducta de aer steril;
12-filtru de aer;
13-vizor,
14-robinet cu cep, pe
conducta de alimentare cu must steril.
Multiplicarea se face pe
must de bere sterilizat 30 min la 100oC si racit la
14 . . .16oC. Mustul sterilizat este aerat cu aer steril introdus prin
barbotare cu ajutorul unui tub Venturi si transportat in generatorul de
drojdie unde este insamantat cu cultura pura de laborator.
Pentru pastrarea insusirilor fermentative ale drojdiei, multiplicarea
trebuie facuta la o temperatura cat mai apropiata de cea din
instalatia de fermentare (cu 2 . ..4oC mai mare ca temperature de
insamantare a mustului in vasul de fermentare) si anume: 8 . . .14oC
in cazul drojdiei de fermentatie inferioara si de 19 . . .20oC
in cazul drojdiei de fermentatie superioara. Multiplicarea in
generatorul mic dureaza 24-36 de ore si mustul in faza de "creste
inalte" (faza de crestere logaritmica) este transportat, in conditii
sterile, in generatorul mare, unde este amestecat cu must de bere steril si
aerat.
Cultura obtinuta
in generatorul mare, sub forma unui must in faza de "creste inalte", este
utilizata pentru insamantarea mustului in linuri sau in tancuri
de fermentare.
Instalatia
romaneasca de culture pure are caracteristicile prezentate in
urmatorul tabel.
Caracteristicile instalatiei romanesti de culture
pure
|
Componentele
|
Capacitate
utila, l
|
Diametrul,mm
|
Inaltimea
totala, mm
|
|
Steriliztor de must (vas
Cilindric cu fund conic)
|
|
|
|
|
Generator mic (2 bucati)
(vas cilindric cu fund conic)
|
|
|
(hcilindru=900)
|
|
Generator mare (vas de
prefermenatre, cilondroconic, cu manta de racire
|
|
|
|
Exista, in present, instalatii
mai simple pentru obtinerea culturilor pure de drojdie, cum ar fi instalatia
Conti-Prop, instalatia cu doua asimilatoare system Back si instalatia
cu un singur propagator Wackerbauer.
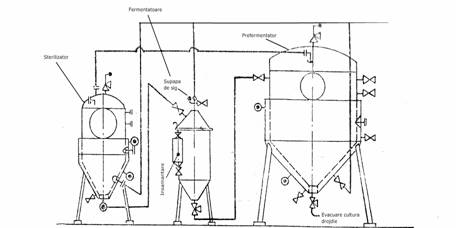 Statiile de culturi
Statiile de culturi
Fig.2
Statia de culturi pure de drojdie din R.S.R.
Statiile
de culturi se compun din recipiente pentru sterilizarea mustului, vase de
prefermentare (incubare) si de fermentare (propagare). Recipientele se
construiesc din cupru sau otel inoxidabil. Ele au
o
forma cilindrica verticala, uneori cu fundul conic. Tipurile mai
vechi de recipiente au serpentine interioare de incalzire, in timp ce in
prezent se prefera recipiente fara armaturi interioare care
pot fi mai usor sterilizate, incalzirea efectuandu-se prin intermediul
unei mantale exterioare. Transvazarea dintr-un recipient in altul se
efectueaza de cele mai multe ori pe principiul montejusului cu aer steril.
Statiile de culturi din tara noastra se
compun dintr-un recipient de sterilizare a mustului cat si 2 vase de
prefermentare si fermentare. Fiind recipiente sub presiune ele sunt
prevazute cu ventile de siguranta cat si cu
dispozitive de prevenire a vidului in momentul racirii si a golirii.
De la o faza de inmultire a drojdiei la urmaroarea capacitatile
recipientelor cresc de 5-15 ori. Statiile ce se construiesc in prezent in tara
noastra se compun din urmatoarele:
recipient de sterilizare a mustului cu
manta dubla si fund conic avand o capacitate de 650l;
doua recipiente de incubare
(prefermentare) cu fund conic de cate 360l si h=1600mm;
un aparat de fermentare (propagare) cu
manta dubla pentru racire si fund conic de 4000l si
h=2600mm.
Durata unei sarje este de cca 9 zile, ea
corespunzand pentru insamantarea a 2000hl. Daca cultura este
riguroasa si suspensia de drojdie are un continut in
substanta de peste 12% cantitatea de 3000l drojdie cuib astfel obtinuta
este suficienta pentru insamantarea a 6000hl must.
Multiplicarea drojdiei in instalatii cu recipienti
inchisi reprezinta dezavantajul imbatranirii rapide a culturilor
si aparitiei frecvente de mutanti in urma contactului indelungat
cu peretii recipientilor metalici, a duratei lungi a starii de
anaerobioza si a lucrului la temperaturi mai ridicate decat cele din
practica industriala. Aceasta conduce la modificari frecvente a insusirilor
tehnologice ale culturilor de drojdii.
Pentru inlaturarea inconvenientelor de mai sus se
practica si sisteme de multiplicare a culturilor in circuit
deschis. In acest scop se insamanteaza culturi in must
sterilizat si racit la 12 oC, folosind in acest scop
recipienti din otel inoxidabil prevazuti cu capac. La o
cantitate de 10l must se foloseste o cultura de 50ml suspensie
grosiera de drojdie. Dupa declansarea puternica a
fermentarii se adauga o cantitate dubla de must. Se
recolteaza crestele care se introduc intr-un alt recipient basculant,
umplut partial cu must si se repeta procesul de adaugare
succesiva si de multiplicare in trepte pana la insamantarea
linului de fermentare. Metoda este simpla si in caz de efectuare
corecta se exclude pericolul de infectie, obtinandu-se culturi
omogene ce nu-si schimba insusirile de la o sarja la alta.
Uscatorul de drojdie cu un
valt
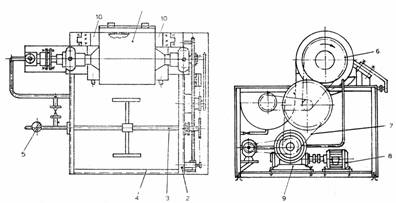
Fig.3 Uscatorul de drojdie cu un valt
1-tambur;
2-cadru;
3-agitator;
4-cuva;
5-oala
cu condens;
6-lant
cu role;
7-electromotor;
8-reductor;
9-cutit.
Asigura deshidratarea excedentului de drojdie
rezultat de la fermentare la un continut de umiditate de circa 90%
pana la circa 10%, in vederea utilizarii ca furaj. Practic, se pot
valorifica 1..1,5 l suspensie groasa de drojdie/hl bere. Pentru uscare se folosesc instalatii
cu valturi incalzite cu abur.
In tara noastra se foloseste un
uscator tambur cu un singur valt. Tamburul are forma cilindrica
orizontla si este sustinut de doua lagare. In partea
exterioara inferioara se afla un recipient in care se introduce
suspensia de drojdie. Aceasta adera de peretii tamburului si
prin rotire, sub actiunea caldurii aburului, se usuca sub forma
de pelicula, care este indepartata prin razuire cu ajutorul
unor cutite.
Cuva reprezinta un recipientde forma semicilindrica,
prevazut cu pereti dubli pentru incalzirea preliminara a
suspensiei de drojdie pana la o temperatura de cca 900C. In interiorul
cuvei se gaseste un agiator care realizeaza uniformizarea suspensiei
si a temperaturii. Uscatorul este reprezentat in fig.2 . O pompa
de alimentare cu suspensie de drojdie este prevazuta cu
comanda automata a pornirii si opririi in functie de
nivelul din cuva.
Capacitatea uscatorului este de 3,8 kg drojdie uscta
peora, ceea ce corespunde cu 50..60 kg apa evaporata, folosind
abur de 3..4 bar.
Suprafata de uscare este de 1,4 m2, la un
diametru al tamburului de 600
mm. Turatia corespunde cu 1 rot/min.
Valorificarea drojdiei de bere
Drojdia de bere colecataa de la fermenatre
primara se preseaza pentru recuperarea berii. Dupa aceasta
operatiune ea contine 15-25% substanta uscata.
Raportat la substanta uscata, compozitia indica un continut
de 45-60% substante azotoase, 15-375 hidrati de carbon, 2-12%
grasimi si 6-12% substante minerale. La aceasta se
adauga cantitati mici de vitamine, precum viatamina B1
cu continuturi medii de 0,8 mg/100 g, vitamina B2, de 5 mg/100
g, vitamina b6 de 3,6 mg/100 g, ergosterina de 110 mg/100g si
factorul vitamina PP de 29,4 mg/100 g.
Desi compozitia drojdiei este deosebit de
valoroasa, din cauza amarelii si agreutatilor de eliminare
a acesteia, de cel mai multe ori valorificarea se limiteaza la uscare, obtinandu-se
un compus proteic in scopuri furajere.
In toate cazurile de reutilizare a drojdiei, cu exceptia
refolosirii in industria berii, este necesara o dezamarare
prealabila.
Dintre metodele presupuse, cele mai indicate sub aspectul
neinfluentarii compozitiei chimice, sunt cele cu solventi
organici, in special cu acetona, metanol si tetraclorura de
carbon. De cele mai multe ori, insa, se renunta la astfel de
procedee, deoarece se pierd pana la 705 din continutul de vitamine si
apar unele modificari ale gustului. De aceea, se recurge, in majoritatea
cazurilor, la tratarea cu solutii alcaline. Dupa o spalare si
trecere prin site cu diametru ochiurilor de 0,25 mm pentru retinerea
impuritatilor grosiere in special a rasinilor de
hamei, se procedeaza la tratarea cu o solutie de carbonat de sodiu de
10%, administrata in proportie de 7,5% fata de substanta
uscata a drojdiei. Prin barbotare cu aer se obtine o suspensie
uniforma care apoi este lasata in repau timp de 30 minute,
pentru sedimentare drojdiei. Dupa o usoara decantare pentru eliminarea
impuritatilor usoare se repeta procesus si in final
se procedeaza la spalarea cu apa pana cand pH-ul suspensiei
este de 6,6. Continutul de substanta uscata al suspensiei
este marit prin presare, ajungand pana la 25% . Randamentul este de
cca 75% fata de cantitatea de drojdie recuperata. Pastarea
trebuie efectuata la rece, in cazul cand nu se procedeaza la
deshidratarea in continuare prin uscare.
In U.R.S.S. s-a elaborat un procedeu de dezamarare prin
tratare cu o solutie de clorura de sodiu si deshidratare cu un
separator centrifugal. Tratarea cu saramura se repeta de 3 ori timp de cate 10 min .
operatiunile finale sunt identice ca mai inainte. Randamentul de recuperare
a drojdiei este de 88-90%.
Procedeul cel mai des utilizat pentru conservarea
drojdiei este uscarea in instalatii cu valturi. In cazul
utilizarii pentru scopuri furajere uscarea se realizeaza la
temperaturi ale aburului din valt de pana la 200oC. Prin
acest tratament se distrug in mare parte vitaminele si se degradeaza
aminoacizii. Exista si tehnici de uscare mai blanda prin
expunerea stratului de drojdie in curs de uscare actiunii unui curent de
aer si mirirea vitezei valturilor astfel incat durata de uscare
sa fie de 3s la folosirea de abur de 4-8 bar.
Drojdia destinata produselor farmaceutice si
pentru scopuri alimentare este uscata in SUA in instalatii ce functioneaza
pe principiul pulverizarii. Se foloseste aer de 150oc.
Consumul de abur pentru uscarea unui kg de drojdie
umeda este de 7-8 kg,
iar cel de energie electrica de 0,1 kwh.
Dintre utilizarile drojdiei, in afara de
recuperarea in industria berii, se citeaza urmatoarele:
-administararea in scopuri furajere, preferabil dupa
o dezamarare. Pentru marirea coeficientului de asimilare se
recomanda distrugerea partiala a peretilor celulari prin
aburire. Daca dezamararea nu s-a realizat in mod
satisfacator, drojdia se administreaza in amestec cu borhot si
trub in proportie de 1/10. Se foloseste in special pentru ingrasarea
vitelor. Valoarea furajera a drojdiei la o digestibilitate a substantelor
organice de 88% este mult mai ridicata decat cea a altor nutreturi folosite
in mod uzual, fiind asemanatoare cu cea a sortului de soia,
fara a se lua in considerare continutul de microelemente ;
-utilizarea in alimentatia umanasub forma
de extarcte proteice, valoarea alimentara fiind similara cu cea
a proteinelor vegetale. Fata de proteinele din carne, cele din
drojdie se deosebesc printr-un continut mai redus de histidina,
respectiv de 3%, fata de 10% din carnesi ceva mai mic de
triptofan. In schimb, drojdia contine cu 5% mai multa lizina si
o cantitate mai mare de cisteina;
-in scopuri medicinale drojdia este utilizata, de
cele mai multe ori sub forma empirica, pentru actiuni curative si
fortifiante. Ținand cont de continutul ridicat de proteine usor
asimilabile, bioregulatori si saruri minerale, Vanossi a
prezentat o sintza ampla a posibilitatilor de
utilizare in scopuru medicinale, pentru alimentatia sugarilor, in vederea
reducerii infectiilor intestinale, a perturbarilor nervoase si
pentru favorizarea cresterii. Drojdia regleaza secretia
glandelor de digestiesi imbunatateste rezistenta
mucoaselor fata de diverse infectii, fiind recomandata si
pentru combaterea anemiei. Pe piata mondiala se gaseste preparatul "Adenyl" recomandat pentru terapia
de intoxicatie metalica precum si pentru vindecarea de arsuri ci
insusiri de stimulare a dilatarii tesuturilor.
Drojdia de bere este recomandata si in medicina
veterinara la combaterea de perturbari digestive la cai si
afebrei aftoase;
-utilizarea pentru obtinerea de concentarate vitaminice, atat in scopuri curative cat si
preventive;
-folosirea pentru fabricatia de preparate
enzimatice. La Simpozionul International ce a vut loc in orasul
Kyoto, in Japonia, in 1972 s-au prezentat mai multe referate in
legatura cu preparate enzimatice obtinute din drojdie de bere.
In 1971 a
intrat in functiune in URSS la fabrica de bere din Donetk o sectie
pentru producere de invertaza. Drojdia spalata este
amestecata cu melasa si aerata la un pH de cca 4,8 timp de
8 h, obtinandu-se o solutie cu continut ridicat de invertaza.
Ea este decantata si filtrata, iar amestecul in suspensie
este supus autolizei cu adaus de bioxid de sulf. Autolizatul este concentrat cu
un separator centrifugal, amestecat cu apa distilata si glicerina.
Produsul se desface la o concentratie de 4000 de unitati de invertaza/g;
-recuperarea drojdiei si-a alcoolului din apele
reziduale. Deoarece o mare parte din drojdie se elimina cu apele
reziduale, recuperarea pe aceasta cale conduce la scaderea considerabila
a gradului de poluare a acestor ape. Dupa cercetarile lui Kuhbek,
66,6% din oxigenul biochimic necesar in 5 zile al apelor reziduale de la o
fabrica de bere provine din drojdie la o incarcare medie de 461 mg O2/l.
Recuperarea drojdiei si a alcoolului din apele reziduale a fost realizata pe scara industriala
inca din 1971 la o fabrica cu o capacitate de 500000 hl/an cu
rezultate satisfacatoare.
3.2
Materiale auxiliare.
Aceste materiale sunt utilizate pentru igienizare:
hidroxidul de sodiu (soda caustica)
se foloseste sub forma de solutie 3% pentru curatirea si
dezinfectarea vaselor metalice si a conductelor (cu exceptia celor din
aluminiu); sub forma de solutie 0,5-2% se foloseste pentru
curatirea si dezinfectarea furtunelor de cauciuc;
carbonatul de sodiu anhidru (soda calcinata)
se foloseste sub forma de solutie 5-10% pentru curatirea
si dezinfectarea butoaielor, in amestec cu soda caustica se foloseste
pentru curatirea si dezinfectarea furtunelor din cauciuc;
varul este un antiseptic ieftin si
se foloseste pentru curatirea si dezinfectarea
pardoselelor;
clorura de var, sub forma de solutie
3,5 g/l, se foloseste pentru curatirea si dezinfectarea
pardoselelor;
cloramina, se foloseste sub
forma de solutie 0,5-1% pentru curatirea si dezinfectarea
vaselor si conductelor metalice, inclusiv cele de aluminiu, a
furtunelor de cauciuc;
formaldehida, se foloseste in solutie
0,5% pentru curatirea si dezinfectarea furtunelor de cauciuc, a
vaselor si conductelor metalice si pentru dezinfectari generale;
almocidul alcalin, se foloseste sub
forma de solutie pentru curatirea si dezinfectarea
vaselor si conductelor metalice;
sulful, se foloseste pentru dezinfectarea
incaperilor (prin ardere in cantitate de 2,0-2,5g sulf la 1hl capacitate);
almocidul acid este cel mai important
detergent si dezinfectant pentru recipientele de aluminiu. Ajuta la
indepartarea pietrei de bere de pe vasul respectiv.
4.Ambalarea,
transportul, paletizarea si depozitarea sticlelor de bere
Sticle pentru imbutelierea berii. Berea se
imbuteliaza in sticle de 0,500, 0,650 si 0,330 ml de culoare verde
inchis sau maslinie. Sticla trebuie sa fie transparenta pentru a
se asigura posibilitatea controlului sticlelor goale si pline.
Sticla trebuie sa fie rezistenta la presiune si
soc, iar suprafata coroanei si a peretilor sa fie
neteda. Grosimea minima a peretilor sticlelor trebuie
sa se faca in timp de 10-15 sec, iar pauza este de 1 min. Ridicarea presiunii
pana la 8 atmosfere trebuie sa se faca in timp de 10-15 sec, iar
pauza este de 1 min. In aceste conditii, sticla nu trebuie sa crape.
Pentru determinarea rezistentei la soc termic, sticlele se aseaza
in cosuri de sarma, cu gatul in jos, si se cufunda pentru 5
min in apa cu temperatura de 60 oC, iar apoi pentru alte 5 min
in apa cu temperatura de 27 oC. In aceste conditii, de
asemenea sticlele nu trebuie sa crape.
Lazile pentru sticle. La noi in tara
sticlele se transporta la beneficiar in lazi confectionate din
brad, fag sau masa plastica.
Se confectioneaza 2 tipuri de lazi de
lemn, una dreptunghiulara, care transporta 40 de sticle si alta
patrata, care transporta 25 de sticle. La ambele tipuri de
lazi, un numar de sticle sunt asezate cu gura in jos. La transportul
sticlelor cu bere se pot utiliza si lazi din materiale plastice
pentru 24 sticle sau din sarma pentru 16 si 24 sticle.
Butoaiele pentru transportul berii.
Butoaiele din lemn. La noi in tara
se folosesc butoaiele din lemn de stejar de 25, 50, 100 si 200 l. Butoaiele se
executa din doage de stejar despicate radial. La acestea nu se admit
gauri de insecte, noduri pe zonele de inbinare a gardinei, pe tesuturile
fundului, pe canturi si pe suprafata interioara a butoiului. O
conditie deosebit de importanta pe care trebuie sa o indeplineasca
butoaiele consta in aceea ca in interior doagele nu trebuie sa
prezinte denivelari. Pentru a se putea face o buna izolare in interior
prin parafinare sau smolire, suprafata interioara trebuie sa fie
perfect neteda.
Butoaiele
din metal. Din punct de vedere al capacitatii, butoaiele din metal
pot fi: cu capacitate nominala 50l si cu capacitate nominala
100l. Butoaiele din metal se compun din 2 jumatati de butoi
asamblate prin sudura. Pe unul din fundurile butoiului se gaseste
sudat dispozitivul in care se fixeaza sonda pentru golire. In mijlocul
mantalei se gaseste orificiul de umplere cu busonul, care sunt
filetate. Etansarea acestora se face cu ajutorul unei garnituri moi.
Pentru ca butoaiele sa poata fi rostogolite, acestea sunt
prevazute in exterior cu inele de rulare, confectionate de obicei din
cauciuc.
La verificarea butoaielor din metal trebuie sa se
aibe in vedere urmatoarele:
examinarea executiei la fiecare
butoi din lot, pentru a se constata daca acesta corespunde conditiilor
date de constructor;
verificarea controlului inscriptiilor:
firma constructoare; materialul din care este confectionat butoiul;
acoperirea suprafetei interioare a butoiului; capacitatea nominala;
anul de fabricatie; numarul de serie al constructorului; presiunea
maxima de exploatare si inscriptia in limba romana: Butoi
pentru bere;
verificarea dimensiunilor asupra
unui numar de butoaie reprezentand 2% din lot, dar nu mai putin de 1
butoi;
masa: butoiul de 50l cantareste
gol cca 8,65 kg;
butoiul de 100l cantareste
gol cca 19,60 kg;
masurarea grosimii butoiului
se poate face cu ajutorul ultrasunetelor;
controlul capacitatii pe
fiecare butoi din lot care trebuie sa fie in cadrul tolerantelor
admise, si anume: 50+0,6l si 100+1,0l;
efectuarea incercarii la presiune
hidraulica la fiecare butoi din lot se face la presiunea de 3 atmosfere,
butoiul nu trebuie sa prezinte deformari sau scurgeri;
efectuarea incercarii de rezistenta
prin rupere la presiune a unui butoi din lot, valoarea minima fiind de 15 Kg f/cm2;
verificarea caracteristicilor
materialului si sudurilor garantate de firma prin prelevarea
epruvetelor necesare dintr-un butoi din lot.
Dupa inchidere, sticlele se ambaleaza in
lazi, asa cum am precizat si apoi se transporta la locul de
depozitare pana la trimiterea spre locul de desfacere (consum). Ambalarea
sticlelor (impachetare) in lazi este o operatie greoaie daca se
face manual si cere multa mana de lucru.
In ultimul timp s-au construit masini automate
pentru impachetarea si despachetarea sticlelor. Masina este
inzestrata cu un apucator de sticle pe care le scoate din lada si
le pune pe o banda transportatoare. Operatia inversa este de ambalare
a sticlelor in lazi.
Transportarea sticlelor pline se poate face la acelasi
nivel sau la nivele diferite. Transportul la acelasi nivel se poate face
cu benzi transportatoare, care sunt foarte raspandite in toate fabricile
de bere. Transportorul la nivele diferite se poate face sub sau pe deasupra
locului unde se gasesc sticlele de transportat.
Transportul pentru coborarea sticlelor la un nivel inferior
se face cu transportoarele prin alunecare montate in forma de
spirala. Transportorul la un nivel superior se face cu un transportor cu
banda fara sfarsit cu posibilitatea de prindere a
sticlelor. In mod asemanator cu transportul sticlelor se poate face si
transportul lazilor.
Depozitarea lazilor pana la expediere trebuie
sa se faca in incaperi racite (3..8 oC) si
la un nivel de la care se poate incarca usor mijlocul de transport catre
locul de desfacere a berii. Pentru o folosire rationala a spatiului
de depozitare se face o stivuire a lazilor (paletizare). Paletizarea in
spatiul de depozitare se face cu ajutorul unor carucioare mici
special construite pentru acest scop.
Carucioarele mecanizate de transport poseda 2
brate in forma de furculita cu care ridica paletele,
le transporta si le depoziteaza. Ele pot aseza pana la
3 palete. Distanta de transport cu aceste carucioare nu trebuie
sa fie mai mare de 35-75m.
5.Conditiile
igienico-sanitare pentru instalatiile de umplere a berii la sticle, norme
de protectie a muncii.
Ingrijirea masinilor din sectia de imbuteliere
a berii la sticle are o mare importanta asupra pastrarii
puritatii biologice. Utilajul din aceasta sectie are o multime
de piese care se pot murdarii usor si se curata
greu.
Dupa fiecare folosire, masina de
imbuteliat trebuie spalata cu apa, pentru indepartarea
cuiburilor de infectie. Din cauza numeroaselor piese pe care le are masina
de spalat, exista conditii prielnice de dezvoltare a infectiilor.
De aceea, la sfarsit de saptamana se demonteaza toate
piesele mobile si se curata.
La masinile de spalat trebuie controlate
concentratiile solutiilor de soda si eventual al dezinfectantilor,
in cazul cand acestia se folosesc. Cu timpul concentratiile solutiilor
scad si nu mai au eficacitate, de aceea trebuie corectate. Se
controleaza des si retinatorul (sita) de etichete,
care se poate infunda si solutia numai poate circula. Dupa o
anumita perioada de timp trebuie verificate duzele de sprituire
care se pot infunda din cauza suspensiilor ce au scapat prin retinator
sau din cauza depunerilor de piatra.
Trebuie sa se verifice zilnic racordurile de cauciuc
ce leaga diferitele organe ale masinii de umplut. Orice neetanseitate
a lor duce inevitabil la pierderi de bere si crearea focarelor de infectii.
Toate partile mobile ale masinilor si transportoarelor unde
au frecari mari trebuie unse periodic.
La fiecare sfarsit de saptamana (cel
mai tarziu la 2 saptamani), toate conductele sunt legate cu
armaturi de legatura si se pompeaza prin ele cateva
ore solutia de soda fierbinte, adusa de la un rezervor special
amenajat in acest scop. Pomparea solutiei se face in circuit inchis.
Pentru o buna dezinfectare in continuare se poate pompa tot in circuit
inchis un dezinfectant eficace (ca de exemplu Quats cu adaos de Desal sau Tego
51B timp de 2-3 ore, si totul se lasa sa stea 18-24h). Dupa
aceea solutia de dezinfectare este pompata afara din instalatie
si intreaga retea se spala foarte bine cu apa
proaspata.
In sectia de umplere se produc si spargeri de
sticle, care pot produce uneori raniri foarte grave. Cele mai multe
spargeri se produc, de regula, la masina de capsulat. Aceasta se
datoreste unei functionari necorespunzatoare a masinii,
o rezistenta mica a sticlei sau o dimensiune
neuniforma a sticlelor. Spargeri de sticle se pot produce si la
celelalte masini si caderea cioburilor in masina poate
duce la blocarea anumitor piese si oprirea masinii.
Pentru evitarea spargerilor de sticle este necesar ca
toate sticlele sa fie minutios examinate, iar cele deteriorate
sa fie indepartate pentru a nu se produce pagube (prin pierderi de
bere sau oprirea masinilor) sau accidente de munca. Este bine ca
locurile unde spargerile sunt mai frecvente sa fie protejate cu ecrane
protectoare pentru a ferii de accidente personalul de deservire.
Nu se admite in nici un caz ca sticlele la capsulare
sa fie tinute cu mana. O spargere a sticlelor in aceasta situatie
poate produce accidente foarte grave. In cazul cand locul unde se produc
spargeri de sticle nu este protejat, este indicat ca personalul de deservire
sa poarte sorturi de cauciuc si ochelari.
6.Alegerea
si justificarea schemei tehnologice
In sectia de fermentare se desfasoara
o succesiune de operatii . Aceste operatii, precum si ordinea
lor sunt aproape identice in toate procesele de obtinere a berii. Diferentele
care apar se refera la utilajele folosite pentru realizarea acestor operatii
precum si de modul cum este condus fiecare proces tehnologic .
Pentru realizarea productiei dorite se
utilizeaza metoda clasica de obtinere a berii. Studiile
efectuate au demonstrat ca atat pe piata romaneasca cat si pe
plan mondial se constata o crestere apreciabila a consumului de
bere. In acest context, desi majoritatea firmelor incearca aplicarea
unor procedee de obtinere a berii care sa le asigure o
productivitate cat mai ridicata, metoda clasica nu a fost
abandonata mai ales din cauza unor considerente legate de calitatea
berii.
Marile firme producatoare de bere nu au renuntat
la acest procedeu, desi folosesc si metode de fermentare
accelerata, tocmai datorita faptului ca metoda clasica de
fermentare este mai usor de condus si de controlat, asigurad o
calitate a produsului finit net superioara, asa numitele ,beri de
lux', fiind obtinute cu ajutorul acestei metode de fermentare dar nu
numai.
Metoda clasica presupune realizarea
urmatoarelor operatii:
6.1 Limpezirea la cald este operatia de separare a trubului la cald, realizandu-se in
Rotapool, pe principiul hidrociclonului. Trubul la cald se separa sub
forma unui con compact la partea inferioara a Rotapool-ului. Trubul
rezultat este supus centrifugarii pentru recuperarea mustului continut.
Dupa limpezirea la cald, mustul cu temperatura de
85-90 oC urmeaza a fi supus operatiei de racire
pentru a ajunge la temperatura de insamantare a drojdiei, 9 oC.
6.2 Racirea. In timpul racirii se formeaza trubul la rece incepand cu
temperatura de 55-70 oC. Trubul la rece este format din particule
mult mai fine in comparatie cu trubul la cald. Este alcatuit din
proteine (60-70%), in special produse de degradare a globulinei si din
polifenoli (20-30%).
Datorita pericolului de infectie cu
microorganisme, operatia de racire a mustului se realizeaza in
schimbatoare de caldura cu placi. Trubul la rece are acceasi
influenta negativa asupra fermentatiei ca si trubul la
cald. In plus inrautateste limpezirea si capacitatea
de filtrare a berii. La separarea trubului la rece se foloseste filtrul cu
kiselgur. Filtrul cu kiselgur permite indepartarea trubului la rece din
must in proportia cea mai ridicata (75-85%), recomandandu-se mai ales
in cazul procedeelor de fermentare acelerata a berii.
Se utilizeaza un kiselgur mai grosier, cu o
permeabilitate mai mare sau perlite, urmarindu-se atingerea unei
limpiditati de 2,3 unitati EBC.
Prin subracirea mustului inainte de filtrare la
temperaturi apropiate de 0 oC poate fi marita eficienta
de separare a trubului la rece pana la 90-95%.
Ca dezavantaje ale acestui procedeu de separare a
trubului la rece avem: pierderi suplimentare de substante amare in berea finita,
o usoara diminuare a spumarii berii si manopera mai
ridicata necesara pentru deservirea filtrului.
Mustul fierbinte fiert cu hamei este supus, inainte de a
fi trecut la fermentare, racirii pana la temperatura de 6-7 oC
in cazul fermentatiei inferioare si 12-18 oC in cazul
fermentatiei superioare, cat si a limpezirii care se realizeaza prin
separarea trubului la rece. Racirea mustului se face de la o
temperatura apropiata de cea de fierbere pana la temperatura de
insamantare cu drojdie 20-50 oC. Mustul de bere aproape
steril in urma fierberii cu hamei, se poate infecta in special cu bacterii si
drojdii salbatice. Dintre bacteriile cele mai periculoase mentionam
pe cele lactice sub forma de coci, diplococi sau bastonase.
Bacteriile lactice produc acizi organici in bere, conduc la aparitia de
tulbureli si modifica gustul si aroma berii contribuind la aparitia
gustului neplacut de diacetil.
Din aceste motive racirea mustului se
realizeaza astazi in exclusivitate in racitoare (inchise cu
placi), care asigura o racire rapida, evitandu-se
contaminarea mustului cu bacterii sau drojdii salbatice
daunatoare.
6.3 Insamantarea
Insamantarea mustului de bere filtrat se face
cu 1% crema de drojdie fata de must. La sfarsitul
insamantarii mustul are temperatura de maxim 9,5 oC.
Umplerea tancului se face cu mustul produs in maximum 36 ore in sectia de
fierbere.
Instalatiile de fermentare cilindro-conice pot
realiza diferite sortimente de bere, iar in timpul procesului de fermentare,
fazele de fermentare primara si secundara se suprapun.
6.4 Prefermentarea
Operatia de prefermentare se realizeaza in linuri
de prefermentare. La aceasta operatie produsul intrat este
reprezentat de mustul insamantat, rezultand ca produse iesite
urmatoarele: must prefermentat, trub la rece, pierderi.
6.5 Fermentatia primara
Sub denumirea de fermentare se intelege, in general,
transformarile biochimice pe care le sufera substantele organice
(de natura vegetala sau animala) sub actiunea
microorganismelor. Procesul de fermentare se produce cu degajare de
caldura.
La o fermentare se deosebesc microorganismele care
provoaca fermentarea, substratul supus fermentarii si produsele
ce iau nastere in urma procesului de fermentare. Microorganismele ce
provoaca fermentarea sunt: mucegaiurile, drojdiile si bacteriile. Ca
substract de fermentare servesc de obicei glucidele si substantele
proteice. Produsele cele mai obisnuite ce pot aparea in procesul de
fermentare sunt: alcoolii, acizii, bioxidul de carbon, acetona, amoniacul,
antibioticele, etc.
In cazul fabricarii berii, pentru transformarea
mustului in bere este necesara transformarea zaharurilor fermentescibile
cuprinse in extract, in alcool etilic si bioxid de carbon. Aceasta
transformare se face cu ajutorul complexului enzimatic cunoscut sub denumirea
de zimaza care este prezent in celulele de drojdie.
Fermentarea mustului se face in doua faze. In prima
faza are loc fermentarea principala sau primara, iar in a doua
faza, fermentarea secundara sau finala. La fermentarea
primara, cea mai mare parte din extractul fermentescibil se
transforma in alcool etilic si bioxid de carbon, iar la cea
secundara se continua fermentarea extractului nefermentat, in
aceasta faza facandu-se totodata si limpezirea berii
cu saturarea ei in bioxid de carbon.
In urma procedeului de fermentare primara a mustului
se obtine asa-numita bere tanara; aceasta in continuare
este trecuta la fermentarea secundara dupa care, in urma operatiei
de filtrare, se obtine berea finita.
Fermentarea mustului in cele 2 faze constituie una din
partile esentiale ale procesului tehnologic de fabricare a
berii. Prin compozitia sa, mustul constituie un mediu nutritiv pentru
multe microorganisme daunatoare. Se poate spune pe drept cuvant,
ca de felul cum se conduce fermentarea primara si
secundara, depinde calitatea berii obtinute. Deci, atentia
berarului trebuie indreptata in directia protejarii mustului de infectare
cu microorganisme daunatoare.
Fenomentul de baza al femantarii dupa cum
s-a mai aratat il constituie transformarea zaharurilor fermentescibile in
alcool etilic si bioxid de carbon. In realitate, transformarea nu etse
cantitativa , deoarece aproape 2% din cantitatea de glucoza
rezultata din descompunerea hidratilor de carbon complecsi se
consuma in cadrul celulelor de drojdie, iar alte cca 3% ajung in produsele
secundare de fermentare, in special sub forma de glicerina,
acetaldehida, acizi organici si alcooli superiori, dupa cum s-a
aratat la metabolismul drojdiei.
In afara de gradul real de fermentare determinat de
obicei picnometric, se poate determina si gradul aparent de fermentare prin
masuri densimetrice folosind zaharometrul. Exista o corelatie
directa intre cele doua exprimari, extractul aparent fiind ceva
mai mic, datorita densitatii alcoolului de 0,789 la 20oC/4
oC. In practica se lucreaza in spaecial dupa gradul
aparent de fermentare, deoarece acesta se determina mai repede si mai
usor.
In situatia fermnetarii intregii
cantitati de zaharuri fermentescibile se obtine gradul final de
fermentare. Berea se livreaza la un grad de fermentare de vanzare cat mai
apropiat de cel final, fiind cu 2-4%mai redus la berile blonde si cu
pana la 6% mai mic la cele de culoare inchisa.
Gradul de fermentare primara este cu 10-12% mai mic
decat cel final, fiind la sorturile de bere blonda de 68-73% la un grad final
de fermentare de 78-82% si de cca 58% la o bere bruna cu un grad final
de fermentare de 68-75%. Exprimat in extract, la un must cu un continut de
extract de 12% se obtine dupa fermentarea primara o bere
blonda tanara cu un continut in extract de cca 3-4%.
Deobicei se opreste fermentarea primara in momentul cand in ultimile
24 ore fermenteaza cca 0,2-0,3% extract.
Viteza de fermentare, in limita concentratiilor de
must folosite uzual in practica, respectiv cu extracte de 7-16%, nu depinde
in principal de concentratia mustului, ci de compozitie, doza de
drojdie, modul de alimentare(discontinuu, semicontinuu, continuu, in trepte s.a.)
si de temperatura de fermentare. Exceptie fac musturile, la cere
viteza de fermentare este ceva mai ridicata.
Exista si metode ce urmaresc folosirea
de musturi mai concentarte in vederea maririi capacitatii sectiei
de fermentare. Astfel dupa Schaus se pot folosi musturi cu pana
la 24% extract, care insamantate cu doze marite de drojdie pot
fermenta in aceleasi conditiuni ca cele cu 12% extract. Dupa terminarea
fermentarii se procedeaza la diluarea berii cu apa si la o
impregnare cu bioxid de carbon. Culoarea berii astfel obtinuta este
ceva mai inchisa(2 unitati EBC in loc de 9), stabilitatea spumei
practic aceeasi (118 s fata de 125 s), continutul de
produse secundare volatile de fermentatie ceva mai mic, iar insusirile
senzoriale neschimbate. Inchiderea slaba a culorii este atribuita
duratei mai lungi de filtrare a mustului concentrat. Intr-o varianta a
procedeului se livreaza berea concentrata, lasand la aprecierea
consumatorului tehnica de diluare cu sifon. Se realizeaza astfel
economii la costurile de productie si desfacere, precum si
marirea corespunzatoare a capacitatilor sectiilor de
fierbere si de fermentare.
Compozitia mustului determina intr-o
anumita masura formarea produselor secundare volatile de
fermentare, dupa cum s-a aratat si la metabolismul drojdiei.
Toate masurile de fortare a fermentarii duc la cresterea
continutului produselor de metabolism. In situatia folosirii
unui must cu continut de zaharoza, in special in cazul adausului de
zahar la fierbere, creste continutul de alcooli superiori.
Formarea glicerinei depinde de cantitatea de zahar fermentat, motiv pentru
care berile blonde tari sunt bogate in glicerina.
In conditiile practice al fermentarii primare inferioare,
fiecare mol de glucoza degaja in decursul acestui proces 32 kcal.
In afara de formarea de alcool etilic si de
produse secundare de fermentatie au loc in timpul fermentarii si
alte modificarii in compozitia mustlui. Acestea sunt legate in
special de schimbarile suferite de substantele proteice, de rasinile
de hamei, acizi si altele, ce conduc la schimbarea pH-ului,a potentialului
de oxidoreducere, a flocularii drojdiei s,a.
Modificarile ce au loc in decursul fermentarii
primare depind de temperatura, de prezenta oxigenului, a presiunii
mediului, de caracteristicile tulpinei si de doza de drojdie, precum si
de compozitia mustului. Ele pot fi influentate si prin actiuni
mecanice, precum agitarea.
Fig.4 Tanc din
tabla de aluminiu pentru fermentarea primara a mustului de bere
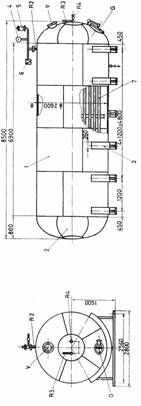 1-corpul tancului;
1-corpul tancului;
2-fund elipsoidal;
3-reazem de sustinere;
4-manometru,
5-supapa de siguranta;
6-spund-aparat;
7-serpentina de racire;
R1-racord de umplere-golire;
R2-racord de aerisire;
R3-termometru de colt;
R4-racord pentru probe;
G-gura de vizitare;
Y-vizor.
Recipientele inchise pentru fermentare primara prezinta
avantajul posibilitatii recuperarii bioxidului de carbon si
a montarii in scurt timp. Ele se dimensioneaza, de preferinta,
pentru cuprinderea a doua sarje de fierbere si au serpentine interioare
pentru racire, iar in executie moderna, mantale sau buzunare
exterioare. Acestea din urma permit o curatire mecanica interioara,
fara interventia omului, prin montarea de duze rotative, sau cu
jet rotativ. Uneori racire se efectueaza prin vaporizare directa
de agentul frigorific, imbunatatindu-se astfel randamentul
energetic.
Se confectioneaza din tabla de otel
protejata cu masa bituminoasa sau rasini epoxidice, din
otel inoxidabilsau din tabla de aluminiu. In comparatie cu linurile
paralelipipedice prezinta si avantajul lipesi de zone moarte,
greu de curatit.
In figura 4 se reda un astfel de tanc de 420 hl destinat
pentru unitati de 200 000 hlbere/an cu sarje fierbere de cca 210
hl. Tancul este confectionat din tabla de aluminiu de 8 mm. El are dimensiuni
de gabarit Ø 2600x8510 mm (1), cu funduri elipsoidale (2) si este sustinut
de sase reazeme (3). In interior este prevazut cu serpentina de
racire Ø 50x36 mmx3 (7). Armaturile principale constau din manometru
(4), supapa de sigutanta 95) si spund-aparat (6).
Tancul este prevazut cu racord de umplere-golire DN 50 (R1),
racord de aerisire DN 65 (R2), racord pentru probe de 3/8 (R4), termometru de colt (R3), gura de
vizitare de 400x600 mm (6) si capac cu vizor ø 400 mm (V).
6.6 Separarea drojdiei
La aceasta operatie produsele intrate sunt
reprezentate de berea tanara si drojdia de fermentatie primara.
In urma acestei operatii rezulta drojdia de fermentatie
primara.
6.7 Conditionarea drojdiei
Aceasta operatie se realizeaza in instalatii
de conditionare a drojdiei. Produsele intrate sunt reprezentate de drojdia
de fermentatie primara rezultand drojdie conditionata si
ape de spalare.
6.8 Fermentarea secundara
In timpul fermentarii secundare au loc o serie de
transformari printre care se mentioneaza: continuarea
fermentarii extractului fermentescibil, saturarea berii cu bioxid de
carbon, limpezirea si maturarea berii. La sfarsitul fermentarii,
berea capata un gust fin, placut.
In berea tanara de la fermentarea primara
la cea secundara, cantitatea de extract fermentescibil trebuie sa fie
de minimum 1%. Viteza de fermentare depinde de cantitatea de drojdie ce a
ramas in bere, de temperatura de fermentare si de cantitatea de
extract fermentescibil.
Fermentarea secundara se caracterizeaza prin
doua faze mai importante. In prima faza, fermentarea se face cu
vasul deschis. La o fermentare normala, dupa 24 ore de la umplerea
vasului, apar primele semne de fermentare prin degajarea bioxidului de carbon.
La inceput, spuma apare la orificiul vasului; daca fermentarea este
energica, rezulta ca ea contine o cantitate mare de extract
si drojdie. In cazul cand fermentarea porneste greu, inseamna
ca berea tanara a venit cu un extract fermentescibil mic sau contine
o cantitate mica de drojdie. Pentru stimularea fermentarii se introduce
o anumita cantitate de bere tanara care se gaseste in faza
crestelor joase. Dupa inceperea fermentarii vasele se inchid.
A doua faza a fermentarii are loc in vasele
inchise. Dupa inchidere, vasele metalice se leaga la aparatele de siguranta
care mentin o anumita presiune de bioxid de carbon in vas.
Un alt fenomen care se petrece in timpul fermentarii
secundare este saturarea berii cu bioxid de carbon. Berea contine
dupa fermentarea primara aproximativ 0,2% bioxid de carbon dizolvat,
fata de berea finita care contine 0,35-0,45%. De aici
rezulta ca in timpul fermentarii secundare trebuie sa se
acumuleze in mediu inca o cantitate de 0,25% bioxid de carbon. Bioxidul de
carbon este o parte componeta a berii, el imbunatateste
gustul, formeaza spuma, conserva berea si impiedica in mare
masura dezvoltarea microorganismelor straine,
daunatoare berii.
In timpul fermentarii secundare si
depozitarii se produce si maturarea berii. Se definitiveaza
gustul berii care devine mai placut, mai fin. Cantitatea si natura
substantelor aromatice, formate in urma fermentarii au o influenta
mare asupra aromei berii. Asupra buchetului au o mare influenta
alcooli superiori si esterii formati in timpul fermentarii.
Berea tanara, rezultata de la fermentarea
primara, are un gust pronuntat de drojdie, o amareala intepatoare,
un buchet de crud in care se percep mercaptanii cu miros neplacut. De
asemenea, aspectul aste tulbure, stabilitate redusa si in consecinta
berea nu poate fi data in consum ca atare. De aceea, ea este supusa
fermentarii lente in continuare la temperaturi scazute pentru
descompunerea inca a unei partii cat mai mari din extractul
fermentescibil, ramas dupa fermentarea primara, proces care se
numeste fermentare secundara, iar dupa unii autori, maturare. In
acelasi timp, se urmaresc inca urmatoarele:
- sedimenatrea drojdiei si a restului de trub, precum
si a altor substante de tulbureala, in vederea limpezirii
naturale a berii;
-spalarea si saturarea cu dioxid de carbon;
-reducerea continutului de oxigen si prevenirea
aparitiei unor fenomene daunatoare de oxidare;
-imbunatatirea si rotunjirea gustului
si a aromei, in special prin reducerea continutului de dicetone vicinale
precum si alte modificari respectiv maturarea propriu-zisa.
In decursul fermentarii secundare si a
maturarii are loc sedimentarea drojdiei si a coloizilor de proteine-polifenoli,
care se depun in mare parte. In urma reactiilor chimice care au loc, scade
continutul de substante volatile care confera, buchetul de
tanar, respectiv a mercaptanilor, bioxidului de sulf, acetaldehidei, al
carei continut se reduce cu pana la 70%. Pe de alta parte, se
semnaleaza o crestere a continutului unor alcooli superiori,
precum cel propilic si izobutanolul. Esterii, principalii componenti
ai aromei berii, sufera o crestere care poate fi de pana la 100%
ca urmare a reactiilor dintre diversii acizi organici prezenti si
alcoolii, uleiul de fuzel si glicerina. Tirozolul, responsabil de
gustul amar neplacut, este descompus in mare parte.
Dintre dicetonele vicinale se semnaleaza o reducere
a continutului de diacetil de la
cca 0,35 mg/l la sub 0,1 mg/l si al acetionei, de la cca 3 mg/l la 1-2
mg/l. De asemenea, continutul de pentandion 2,3 se reduce in mod considerabil.
In timp ce autorii de R.D.G. definesc de preferinta
toate modificarile drept maturare a berii, deoarece in decursul
fermentarii primare are loc, deobicei, o fermentare atat de intensa
incat cea secundara nu mai prezinta interes , Zagranco sustine
ca notiunile de fermentare secundara, depozitare si
maturare a berii trebuie consuderate identice. Masscheleinface distinctie
intre fementatia secundara si maturare. In prima etapa,
conform tehnologiei clasice, are loc dupa aceasta o fermentare
inceata care dureaza 14 zile, continuand metabolismul drojdiei. In a
doua etapa se semnaleaza procese lente de difuzie a substantelor
de excretie si autoliza ale drojdiei care participa intens
la procesul de maturare, respectiv la formarea gustului.
Dupa Masschelein, obiectivul principal al
fermentarii secundare este sedimentarea drojdiei, imbogatirea
naturala cu CO2,
separarea complexelor de proteine-polifenoli cu consecinta
imbunatatirii stabilitatii proteice.
Imbunatatirea insusirilor
organoleptice ale berii poate avea loc numai in prezenta drojdiei.
Daca se indeparteaza drojdia complet dupa terminarea
fermentarii primare, se obtine o bere ,goala si
uscata, cu gust fad , chiar daca se procedeaza la o maturare de
lunga durata.
Continutul de azot α-aminic creste in
decursul unei maturari conform tehnologiei clasice la fel ca si cel
de fosfati organici si anorganici.
In practica se procedeaza la trimitere berii tinere
in dectia de fermnetare secunadra printr-o racire la 3,5-5oC
pentru bere blonda.De multe ori se procedeaza la o cupajare preliminare
a mai multor locuri care se deosebesc sub aspectul tariei , culorii si
gustului, dar mai ales al gradului de fermentare. Pentru acest scpo se folosesc
asa-zisele lanterne de cupajare care permit amestecarea mai multor loturi
la debite variabile. Cu aceasta ocazie, trebuie evitata o manipulare
cu socuri, fiindca astfel apar pierderi de bioxid de carbon. In cazul
utilizarii de pompe pentru vehiculare, acestea trebuie sa functioneze
fara socuri si numai prin refulare. Se prefera introducere
berii in tancurile de fermentare secundara prin opartea de jos pentru
evitarea spumarii.
In decursul fermentarii secundare se urmareste
reducerea continutului de extract cat mai aproape de gradul final de
fermantare, ceea ce practic corespunde cu 1-1,4%. Pentru realizare desfasurarii
uniforme a fermentarii secundar, se prefera descresterea
treptata a temperaturii prin racire de preferinta cu aer.
La aplicarea de procedee clasice se urmareste reducerea cu 1oC
intr-o saptamana, astfel ca in final temperatura berii
sa ajunga pana la cca -1,0oC. Astfel se evita o
fermentare brusca care are consecinte calitative nefavorabile. Durata
totala de fermentare secundara si maturare depinde de tipul de
bere, de concentratie, modul de administrare a preparatelor de hamei si
de gradul de fermentare. Pentru bere blonda obisnuita se
practica durate de fermentare secundara si maturare de 4-8
saptamani, la unele sorturi ajungand pana la 3 luni. Cu cat creste
doza de hamei si continutul de extract, cu atat se urmareste
prelungirea duratei acestiu proces.
Indiferent de tipul de bere obtinut, se observa
la fermentarea secundara aparitia a doua faze deosebite si
anume: cea de fermentare activa si apoi fermentarea finala linistita.
In primele zile ale fermentarii secundare, procesul decurge inca
repede si vioi, proces care dureaza cca 2 zile. Se evita o
desfasurare prea violenta care influenteaza negativ
legarea bioxidului de carbon, insusirile de spumare si ameliorarea
gustului in decursul maturarii.
Desfasurarea procesului de fermentare
secundara depinde de cantitatea extractului inca prezent, de
cantitatea si starea fiziologica a celulelor de drojdie prezente in
berea tanara si de temperatura.
Se urmareste ca diferenta intre gradul de
fermentare de la fermentarea primara si gradul final de fermnatare
sa fie de maxim 15% la berea blonda. Daca diferentaeste
prea mica, atunci fermentarea secundara decurge prea incet si nu
pot apare fenomenele de maturare atribuite metabolismului drojdiei. Nici cazul
contrar nu e de preferat deoarece, procesul decurge mai repede, dar de asemenea
cu consecinte calitative nefavorabile.
In cazul observarii tendintei d efermentare
prea inceata se poate realiza o remediere prin amestecarea lotului cu
altul ce contine drojdie pulverulenta, care prezinta o putere
mai mare de fermentare, sau la adausul de crestere de la fermentarea
primara. Acestea trebuie sa aiba un grad de fermentare de 12-15%,
iar doza nu depaseste de obicei 105. Temperatura crestelor
trebuie sa fie aproape de cea a berii supusa fermentarii, fiindca
astfel apar socuri termice cu consecinta aparitie de gust de
drojdie.
Diferenta dintre gradul final de fermnatre si
cel rezultat dupa fermnatere secundara trebuie sa fie, la berea
blonda, de 2-5%. Cu cat aceasta este mai mica, cu atat sensibilitatea
berii este mai buna.
O caracteristica a fermantarii secundare este
cresterea continutului de bioxid de carbon din vere, deoarece
procesul de fermenatre are loc in recipiente inchise, prevazute cu
dispozitive de reglare a presiuni, asa-zisele Spund-aparate. Aceste
regleaza suprapresiunea din recipient, eliminand bioxidul de carbon in
exces.
Continutul de
bioxid de carbon din bere, dupa fermentarea secundara normala,
este de cca 0,4%. El este influentat de temperatuar si de presiunea din
recipient. Cu cat temperatura este mai scazuta, cu atat creste
acest continut. Astfel la o suprapresiune de 0,3 kgf/cm2 si
temperatura de -1oC, continutu de bioxid de carbon ajunge la
4,2 g/l bere. Daca temperatura este de +3oC, in conditiuni
identice, continutul se reduce la 3,45 g/l. In schimb, daca suprapresiunea
este de 0,6 kgf/cm2, atunci la -1oC bere se poate satura
cu 5,2 g
CO2/l.
Legarea bioxidului de carbon din bere are importanta
atat asupra stabilitatii spumei, cat si a gustului prin nuanta
de perlare. Bioxidul de carbon din bere stimuleaza secretia in
traiectul digestiv si excita nervii olfactivi. O bere cu capacitate
slaba de spumare este considerata de calitate inferioara si
are o stabilitate redusa , deoarece bioxidul de carbon elimina aerul din
contact cu berea si inhiba astfel dezvoltarea unor microorganisme
aerobe daunatoare.
Capacitatea de absorbtie fizica a boixidului de
carbon este influentata si de compozitia berii, in special
de distribuirea coloizilor care prezinta o suprafata mare de
contact . In consecinta, capacitatea de legare de natura
fizico-chimica este cu atat mai mare, cu cat berea contine mai multi
coloizi. In afara de efectul de absorbtie intervine si
vascozitatea in capacitatea de retinere a bioxidului de carbon.
Datorita acesteia, bulele de bioxid de carbon intampina o
anumita rezistenta la ridicarea lor din masa de bere si pot
iesi abia dupa ce ajung la o anumita marime. De aceea, sorturile
de bere cu continut ridicat de extract poseda o capacitate mai mare
de legare a bioxidului de carbon.
Exista procedee tehnologice de fermentare
secundara in care se urmareste cresterea artificiala a
continutului de bioxid de carbon printr-o impregnare.
Fermentarea secundara la suprapresiuni prea ridicate
nu este indicata , deoarece, in astfel de cazuri, persistenta
spumei este mai slaba .
In decursul procesului de maturare are loc o limpezire
naturala a berii. Efectul depinde de intensitatea de fermenatare
secundara , de temperatura berii, de natura si marimea particulelor
in suspensie, de inaltimea stratului de bere , cat si de
durata de maturare.
Desfasurarea procesului de fermentare
secundara si maturare se urmareste prin determinare
periodica a gradului de fermentare , atemperaturii berii si continutul
de bioxid de carbon. Spre sfarsitul perioadei de maturare se
verifica, de asemenea, culoarea, limpiditatea, pH-ul si alte insusiri
organoleptice, in vederea unor eventuale corecturi.

6.9 Filtrarea
Inainte de tragerea berii la sticla sau butoi, berea
din tancurile de fermentare secundara si depozitare contine o
serie intreaga de substante in suspensie, ca: aglomerate
proteice, celule de drojdie, rasini de hamei. De aceea, berea trebuie
filtrata. In cele mai multe fabrici berea inca se mai filtreaza prin
filtre cu masa de filtru, formata din fibre de bumbac, la care se
adauga azbest.
Prin filtrare, din bere se inlatura acele
substante care se afla in stare de suspensie si care dau
tulbureala berii. In afara de retinerea mecanica a particulelor
mari in suspensie, prin filtrare se realizeaza si o adsorbtie
a diferitelor substante din bere. Asa, de exemplu, s-a constatat
ca la filtrare, in special prima bere ce trece prin filtru (5-40hl) este influentata
in ceea ce priveste pH-ul, substantele colorante, extractul, substantele
amare.
Deci, la filtrarea berii prin masa filtranta au loc
2 procese distincte: mai intai, filtrul actioneaza ca o simpla
sita de retinere a particulelor, ca celulele de drojdie,
aglomerate de proteine, care nu pot trece prin filtru. Deci, filtrul indeplineste
o functie mecanica si, in acelasi timp, in urma unui proces
fizico-chimic, o serie de substante din bere sunt retinute prin
adsorbtia pe masa de filtru (in special, la prima cantitate de bere care
trece prin masa de filtru).
Dupa fermentarea secundara si maturare,
berea etse mai mult sau mai putin tulbure datorita particulelor fine
de trub formate la depozitare si acelulelor de drijdie care au mai
ramas in suspensie. Bere data in consum trebuie sa prezinte
o limpiditate perfecta, cu luciu. Limpiditatea berii se aoreciaza prin
masurarea turbiditati, exprimata in unitati EBC
de formazina, asa cum se arata in tabelul urmator.
Limpidiatea
berii
|
Unitati EBC de formazina
|
Limpiditatea berii
|
|
<0,2
|
Foarte limpede(cu luciu)
|
|
Limpede
|
|
Voalata
|
|
>4,0
|
Tulbure
|
Limpiditatea
cu luciu se confera berii prin filtrare. La limpezire berea isi
imbunatateste insusirile gustative si de spumare,
dar mai ales stabilitatea coloidala si bilogica. Retinerea
particulelor din suspensie se face pe un starat filtrant si se poate
realiza prin doua mecanisme:
prin cernere (retinere de suprafata0,
in care caz sunt retinute particule cu diametrul mai mare decat diametrul
porilor stratului filtrant. Pe parcursul filtrarii se intensifica
finetea filtrarii, insa scade volumul de bere ce trece prin
strat in unitatea de timp. Sunt retinute atat particulele in suspensie
cat si coloizii cu molecule mari;
prin retinere pe materiale foarte
poroase, cu o suprafata mare de filtarare si cu actiune
absorbanta (filtrare adanca). Cu asemenea materiale filtrante sunt retinute
suspensiile, coloizii macromoleculari, dar si cele dizolvate
molecular in bere. Se imbunatateste, de asemenea, stabilitatea
coloidala a berii, dar se pot influenta negativ plinatatea
gustului si insusirile de spumare.
6.10 Carbonatarea
Operatia de carbonatare se realizeaza in instalatia
de carbonatare avand ca produs initial berea filtrata rezultand bere
carbonatata.
6.11 Linistirea
Operatia de linistire se realizeaza
intr-un tanc de linistire avand ca produs de intrare berea
carbonatata rezultand in urma efectuarii acesteia berea linistita.
7.Analiza
factorilor tehnologici care influenteaza realizarea productiei si
calitatea produsului finit
7.1
Temperatura
Temperatura unui lichid influenteaza direct
solubilizarea oxigenului. Prin cresterea temperaturii cu cate 4oC,
incepand de la 8oc, se reduce durata de fermentare primara
aproximativ la jumatate , respectiv de la 220 h la 8,5oC, la
110 h la 12oC, la 50 h la 16oC si la 33h la 20oC.
De asemenea, pH-ul berii scade la temperaturi ridicate si
culoarea se deschide. Ca un inconvenient al fermentarii la temperatri prea
ridicate apare continutul marit de produse secundare de fermentatie,
in special de alcooli superiori. Continutul de acetaldehida creste
panala un moment dat, scazand apoi la temperaturi mai ridicate.
Cu cat tempertura de fermentare este mai ridicata ,
cu atat concentratia maxima de acetaldehida apare mai devreme.
Dupa constatarile colectivului Miedaner, la temperaturi de pana la 12oC
maximul apare abia in a doua jumatate a procesului de fermentare
primara, fara a depasi pragul de percepere
organoleptica de 15 mg/l. La temperaturi ridicate acetaldehida
formata se descompune la sfarsitul procesului de fermentare,
inregistrandu-se in afara de o reducere a acestui continut,
favorizeaza prin antrenarea cu CO2 si alte pierderi de
substante volatile prin evaporare.
Esterii formati in timpul fermentarii, raman
practic constanti pana la temperatura de 16oC, continutul
variind intre 15 si 30 mh/l. Abia
la 20oC apare o crestere mai importanta a continutului,
in special a acetatului de etil, care reprezinta cca 50% din cantitatea
totala de esteri. In situatia fermentarii primare sub presiune,
generarea formarii de acetat de etil este puternic inhibata. De cele
mai multe ori, insa, nu se ajunge nici la presiunea normala si
la temperaturi pe pana la 20oC la limita de percepere
organoleptica. In schimb, acetatul de izoamil desi prezent in
cantitati mai mici, confera un gust de fructuozitate berii in
cazul depasirii concentratiei de 5 mg/l. Aceasta modificare
a insusirilor organoleptice a berii apare deja la temperaturi de
fermentare primara de 12oC.
Dintre alcoolii alifatici superiori rezultati in
urma metabolismului drojdiei la fermentarea berii, n-propanolul, desi
prezent la temperaturi ridicate de fermentare in cantitati de peste
10 mg/l , nu este perceput organoleptic. In schimb, izobutanolul, produs in
conditii normale in cantitati de 5-9 mg/l, se percepe la marirea
temperaturii de fermentare cu consecinte negative asupra aromei berii. O situatie
asemanatoare se regaseste la alcoolul izoamilic prezent in
cantitati de pana la 65mg/l.
Influenta negatva a fermentarii la
temperatri ridicate si presiune normala asupra aromei berii a fost scoasa in evidenta si in U.R.S.S. prin
cercetarile efectuate de colectivul Gracheva, in special cu privire la continutul
de alcooli superiori.
La temperaturi ridicate de fermentare apare un continut
marit de dicetone vicinale, dar si o viteza crescuta de
descompunere a acestora.
Unele inconveniente calitative ale fermentarii
primare la temperaturi crescute pot fi inlaturate in parte pri efectuarea
procesului sub presiune marita , cand scade viteza de fermentare, de
micsorare a pH-ului si tendinta de formare de alcooli superiori si
esteri. Cu exceptia acetaldehidei, subprodusele de fermentare scad paralel
cu presiunea.
7.2
Aerarea
O aerare puternica la inceputul procesului de
fermentare primara este indispensabila. Crestere numarului
de celule de drojdii in mustul in curs de fermentare este direct legata de
continutul de oxigen din mediu la inceputul operatiei. Acest oxigen
este consumat pentru oxidarea componentilor mustului si a produselor
de fermentare, de adsorbtia prin metabolismul drojdiei, de desotbtie prin
scaderea presiunii si marirea temperaturii. Pe masura
progresarii procesului de fermentare, necesarul de oxigen descreste
treptat. Practic, rezultatele cele mai bune se obtin la un continut initial
in oxigen de minim 5 mg/l, ceea ce corespunde cu un grad de saturatie cu
oxigen de cca 60% al mustului la inceputul fermentarii. Aerarea
stimuleaza si scaderea pH-ului in decursul procesului de
fermentare, ea fiind mai puternica in primele trei zile.
7.3 Potentialul
de oxidoreducere
O influenta similara asupra
desfasurarii procesului de fermentare o are potentialul de
oxidoreducere a mustului. Acesta se reduce in decursul procesului de fermentare
de la valori de 20-26 la 8-12. Cu cat potentialul de oxidoreducere este in
final mai mic, cu atat caliatea berii este mai buna. La valori ridicate
ale acestuia se inchide culoarea berii, se inrautateste
gustul si berea devine mai sensibila fata de tendinta
de tulburare. Substantele puternic oxidante au un potential de
oxidoreducere ridicat, iar cele puternic reducatoare, un potential
scazut, Legat de acst fenomen se recomanda ca aerarea mustului
sa nu se efectueze prea tarziu, respectiv in stadiul formarii
crestelor joase, fiindca in aceste conditii apar defecte de gust si
generare excesiva de diacetil. Cu cat conditiile de fermentare
sunt mai bune , cu atat potentialulde oxidoreducere scade mai bine in
primele zile de fermentare. In acelasi timp, valoarea ITT scade de la cca
250 din must, la cca 70 in berea tanara, ceea ce influenteaza
pozitiv stabilitatea gustului si compozitia chimica a berii.
7.4
pH-ul
Concentratia ionilor de hidrogen creste in
decursul fermentarii primare inferioare normale, de la un pH de 5,2-5,7
pana la 4,35-4,65. Scaderea pH-ului este explicata prin asimilarea
de amoniac din aminoacizi la inmultirea drojdiei, prin formarea de acizi
organici ficsi si volatili, precum si prin deplasarea efectului
tampon al mediului spre zona mai acida, desi in tot decursul acestui
timp pH-ul celulei de drojdie ramane practic constant, cu vaori in jur de
6. Se prefera o scadere inceata , dar permanenta, a
pH-ului, influentandu-se astfel si procesele de floculare.
Scaderea pH-ului poate fi influentata
artificial prin marirea temperaturii, a dozei de drojdie, introducerea de
cantitati sporite de aer, sau prin agitare.
7.5
Substante azotoase
Compusii cu continut de azot din must
sufera in decursul procesului de fermentare modificari datorita
asimilarii de azot micromolecular de catre drojdii pentru
formarea de celule noi, prin depunerea de azot macromolecular, ca urmare a
scaderii pH-ului, prin cedarea de azot in mediu de catre drojdie, cat
si prin modificarea gradului de dispersie a fractiunilor azotoase.
In ansamblu, in decursul fermentarii, se
constata o scadere a continutului total de azot de cca 300mg/l,
cantitatea depinzand de rasa si doza de drojdie folosita, precum si
de procesul tehnologic aplicat in decursul fermentarii.
Concentratia de azot alfa-aminicla un must de 10%
extract trebuie sa fie de 130-180 mg/l, iar la un must de 12%extract, de
220-250 mg/l.
Importanta azotului alfa-aminic la sinteza valinei a
fost scoasa in evidenta la capitolul ce trateaza despre
metabolismul azotului. Cantitati insuficiente de valina duc la
generarea excesiva de diacetil in decursul fermentarii primare.
In cazul scaderii continutului de azot alfa-aminic
cu 10% apare o incetinire importanta a vitezei de fermentare primara.
Deoarece acest continuteste determinat in special de calitatea si
natura materiilor prime, precum si de procedeul de plamadire,
trebuie acordata o importanta deosebita determinarii
cantitatii de azot alfa-aminic din must. Aceasta necesitate
apare in special in situatia folosirii in amestec a unor cereale
nemaltificate si de zahar, care nu contin acest component.
Pentru demonstrarea importantei continutului de
azot alfa-aminic din must, s-au efectuat in R.D.G. experiente pe
scara industriala cu musturi de bere de diverse compozitii. In situatia
folosirii unui must obtinut din 90% malt si 10% zahar,
s-a regasit un continut de 220 mg azot alfa-aminic/l, iar la
musturile din 55% malt, 30%orz si 15% zahar, continutul de
azot alfa-aminic a fost de numai 150mg/l. In primul caz randamentul de drojdie
recoltata in urma fermentarii a crescut cu 30% si durata de
fermentare a putut fi redusa cu doua zile fata de varianta
cu must cu continut redus de azot alfa-aminic. S-a conclus ca in
cazul urmaririi inmultirii cantitatii de drojdie de cel putin
3 ori si a realizarii unei durate scurte de fermentare primara
este necesara folosirea unui must cu un continut de azot alfa-aminic
de minim 160 mg/l.
Plecand de la aceleasi premise , respectiv a
faptului ca musturileobtinute din cereale nemaltificate si
zahar nu contin azot alfa-aminic si pot fi fermentate
fara inmultirea drojdiei, lipsind unii compusi necesari cu
continut de azot, Baker si Kirsop au elaborat un procedeu de
fermentare separata a mustului din malt si din cereale nemaltificate
si apoi amestecarea produselor obtinute dupa fermentare. In
vederea obtinerii unei beri de culoare deschisa dintr-un amestec de
70% malt si 30% cereale nemaltificate, la un continut in
extract al mustului de 13, autorii de mai sus fermenteaza separat un must din
malt de 16% si un must din cereale nemaltificate cu un continut
in extract de 9%. In situatia fermentarii in amestec a mustului din
malt si cereale nemaltificate , continutul de substante
volatile din bere a fost mult mai mare decat in cazul fermentarii separate
si aamestecarii lichidelorfermentate. Astfe, continutul de
izobutanol a fost de 33,6 mg/l fata de 27 mg/l, cel de alcooli
izoamilici de 89,6 mg/l fata de 71,0 mg/l cel de beta-feniletanol de
33,4 mg/l fata de 24,2 mg/l. In afara de avantajele reducerii
continutului de subproduse volatile de fermentare, rezulta si
reduceri de costuri ale procesului de fermentare si cresterea
capacitatii de productie.
Prin autoliza drojdiei generata de temperatri prea
ridicate de fermentare, sau de un contact indelungat cu berea, creste, de
asemenea, continutul de azot in bere. Aceasta din cauza descompunerii
proteinelor din drojdie prin activitatea proteolitica a enzimelor de
autoliza.
Rezultatul este aparitia unui gust neplacut de
drojdie si tendinta de tulburare a berii.
7.6 Influenta
trubului asupra fermentarii
Eliminarea trubului fierbinte din must este indinspensabila
deoarece prezenta lui conduce la conferirea unei consistente
unsuroase s drojdiei, influentand negativ procesul de floculare, cu consecinta
obtinerii unei beri tinere, cu gust de trub, culoare inchisa si
insusiri nesatisfacatoare de spumare.
Rolul trubului la rece, compus in proportie de peste
80% din proteine in desfasurarea procesului de fermentare, este
controversat. Dupa unii autorii (Kleber, Runkel, Weymar, Lippmann,
Juillerat si Moll), trubul la rece poate fi eliminat total, fara
inconveniente, in timp ce altii recomanda doar o reducere partiala
(Windisch, Jakob, Krauss von Cauwenberge, de Clerck) considerand ca
un continut rezidual de 70-100 mg trub rece/l este indinspensibilfavorabil
si insusirile senzoriala ale produsului obtinut.
Cu cresterea continutului de trub la rece din
must se inrautateste filtrabilitatea berii obtinuta.
Pentru procedeele de fermentare rapida se recomanda ca acest continut
sa fie de sub 40 mg/l, iar unii autori, printre care si Wellhoener, indica
eliminarea totala.
7.7
Vascozitatea mustului
Influenta vascozitatii mustului asupra
filtrabilitatii berii obtinute este cunoscuta. Pentru obtinerea
unei beri cu o filtrabilitate buna este necesar ca vascozitatea mustului
sa fie de maxim 1,6 cP. In cazul depasirii unei vascozitati
de 1,78 cP, in afara de greutati la filtrare apar dereglari
in procesul tehnologic si marirea duratei de filtrare apar
dereglari in procesul tehnologic si marirea duratei de
sedimentare a drojdiei cu cateva zile. Pentru prevenirea acestui inconvenient
se recomanda utilizarea in astfel de cazuri a unor preparate enzimatice cu
continut de ß-glucanaza, in special in situatia obtinerii
de musturi cu adausuri de cereale nemaltificate.
7.8
Substante amare si polifenoli
In decursul procesului de fermentare, in urma micsorarii
pH-ului, are loc o schimbare a starii coloidale a substantelor amare si
a polifenolilor(substantelor tanante) de la o stare stabila, intruna
nestabila, in apropierea punctului izoelectric. Aceasta conduce la o
precipitare partiala a lor. In parte, substantele amare sunt
antrenate de bulele de bioxid de carbon si aduse spre suprafata,
fiind retinute de creste, iar o alta parte se adsorb la suprafata
celulelor de drojdie.
Intensitatea de reducere a continutului de
substante amare si a polifenolilor depinde de temperatura de
fermentare si de factori ce pot contribui inca la intensificarea
procesului. In medie se produc pierderi de 20-30%.
La berea de fermenatre superioara, dupa
cecetarile lui Laws, se poate reduce pierderea de substante amare si
de polifenoli printr-o agitare atenta a primului strat de creste. Aceasta
este posibil dupa 18 ore de fermentare, in momentul cand berea prezinta
un continut in alcoolde minim 1%. Plecand de la aceste constatari ,
s-a incercat in R.D.G. reducerea pierderilor prin recircularea mustului. In
astfel de situatii s-a reusit la berea de fermentare inferioara
reducerea pierderilor de substante amare cu cca 15%, chiar si in situatia
aplicariiunor procedee rapide de fermentare in recipiente mari de
capacitati de pana la 5000 hl. S-au obtinut astfel produse
cu continut de izohumulone de cca 22mg/l pentru berea uzuala si
de 25 mg/l la cea de tipul Pilsen.
Zangrando semnaleaza posibilitatea micsorarii
pierderilor de substante amare prin distrugerea partiala a
crestelor cu ajutorul unor antispumanti siliconici care se retin prin
procesul de filtrare. In felul acesta, fara inrautatirea
insusirilor de spumare, se poate mari indicele de utilizare a linurilor
de fermentare cu 10%prin reducerea spatiului gol, care se dimensioneaza
de cele mai multe ori la 30% din volumul linurilor. Se atrage atentia,
insa asupra necesitatii folosirii de produse acceptate
de legislatia alimentara.
7.9 Influenta
drojdiei asupra fermentarii
Caracteristicile , dozele si modul de administrare ale culturilor de drojdii sunt determinante
pentru desfasurarea procesului de fermenatare si pentru
calitatea berii. In capitolul drojdii s-au aratat insusirile
morfologice si biochimice ale speciilor de drojdii utilizate in industria
berii. Comportarea mult diferentiata a tulpinilor izolate, conduce la
necesitatea luarii in consideratie pentru fiecare caz
concret a utilizarii tulpinilor celor mai adecvate, in functie de
dotarea tehnica a fabricii, de sortul de bere urmarit a se obtine
si de alti factori.
Conditiile de baza puse culturilor de drojdii folosite
la fermentarea inferioara sunt: puritatea biologica, respectiv lipsa infectiilor,
puterea corespunzatoare de fermentare prin continut redus de celule
moarte si prezenta de culturi de celule viguroase, precum flocularea
la sfarsitul procesului de fermentare primara.
Cu privire la puritatea culturilor, se cere in special
lipsa termobacteriilor si a drojdiilor salbatice. Termobacteriile
consuma azotul α-aminic din must, reducand continutul de valina
cu consecintea cresterii cantitatii de diacetil din berea
obtinuta. Numarul de celule moarte din culturile de drojdie nu
trebuie sa depasasca 5-10%.
Pentru fermentarea inferioara se prefera
utilizarea de drojdii floculante, desi viteza de fermentare este mai
redusa decat la utilizarea de drojdii pulverulente care asigura
un contact mai intensiv cu mustul supus fermentarii. Prin floculare
se micsoreaza suprafata de contact cu substratul si se
incetineste metabolismul, fenomene favorabile atat pentru continuarea
procesului de fermentare lenta, cat si pentru recuperarea drojdiilor.
Tendintele de floculare conditionate genetic nu sunt constante,
existand situatii de trecere a drojdiilor floculante in pulverulente,
dar nu si invers.
Viteza de fermentare poate creste in cazul
maririi dozei de drojdie. Astfel, in timp ce la o doza de 0,5 l suspensie
groasa de drojdie /hl must, durata normala de fermentare primara
este de 9 zile, la 1 litru/hl ea poate fi redusa la 7 zile, iar la 2l/hl
la 4-5 zile.
Parerile cu privire la scaderea capacitatii
de inmultire a drojdiei in urma
procesului de fermentare primara proportional cu doza de insamantare,
sunt impartite. Dupa unii autori, la o doza de insamantare
de 0,5 l/hl are loc inmultirea cantitatii de drojdie in urma
procesului de fermentare primara inferioara, de cca 4 ori. Daca
doza creste la 2 l/hl, capacitatea de inmultire scade la 1,5 ori.
Dupa alti autori , in special in urma cercerarile efectuate de
Krauss si Sommer, in aceste limite de doze de insamantare,
capacitatea de inmultire a drojdiei este aceeasi, nedepinzand de
concentratia initiala.
Inmultirea drojdiilor depinde in mare
masura de prezenta oxigenului dizolvat. Distributia varstei
celulelor ramane constanta si nu depinde de numarul de generatii
de celule. Intotdeauna intr-o cultura de drojdie 50% din celule nu
poseda nici o cicatrice, 25%vor prezenta una, 12,5% doua si asa
mai departe.
Pericolul de autoliza si de infectie la o
concentratie mare de drojdie, este prezentat de unii autori in mod
exagerat. Aceasta deoarece la o doza mare de drojdie, durata de fermentare
si prin aceasta timpul crearii unui mediu nefavorabil este mult mai
scurt, si in consecinta nu sunt condtii pentru o
autoliza rapida. Prin aceasta se contrazic afirmatiile mai vechi
ale lui Neumeier si Wellhoener, care sustin ca la doze mari
viteza de inmultire este marita, dar randamentulmai mic,
pericolul de infectie mai mare, cantitatea de diacetil generata mult
crescuta si berea prezinta un gust de drojdie. Majoritatea autorilor
sustin ca prin cresterea dozelor de drojdie pana la 2 l/hl
nu se influenteazainsusirile organoleptice ale berii. Astfel,
Wackerbauer lucrand pe scara industriala a obtinut atat la doze
de 0,5 l/hl cat si la 2 l/hl bere cu pH de 4,38, un continut in substante
amare de 30 mg/l, o stabilitate a spumei de 116-119 sec. si un continut
de diacetil de 0,07 mg/l. Prin aceasta crestere a dozei de drojdie,
durata de fermentatre primara s-a redus de la 7 zile la 4 zile, la
temperatura de 10oC, iar organoleptic nu s-au putut constata
deosebiri. De asemenea , prin reutilizarea culturilor de drojdii recoltate din
20 de sarje succesive de fermentare , nu s-au putut constata
deosebiri organoleptice, sau cu privire la capacitatea de fermentare.
Schaus a procedat la fermentari cu doze de drojdii
de pana la 3 l/hl, situatie in care insa, s-au modificat putin
concentratiile de substante volatile rezultate in urma
fermentarii, in special cel de acetat de etil, care a crescut de la 23,7
mg/l la 33,1 mg/l. La procedeele rapide de fermentare continua se
utilizeaza concentratii de drojdii si mai mari, care ajung la
procedeul AVP, la 15% fata de must, iar durata de fermentare este de
4-8 h.
O consecinta a mariri dozei de drojdie de
insamantare este cresterea pierderilor de substante amare
care poate fi pana la 20% in situatia maririi acesteia de 4
ori.
Prin tehnici de insamantare succesive,
respectiv de distribuirea mustului in mai multe linuri si insamantare
partiala cu trecerea multului partial fermentat peste altul
proaspaa, se poate marii viteza de fermentare si cantitatea de
drojdie recoltata.
8.Bilant
de materiale.
Sa se proiecteze o sectie de fermentatie clasica
a unei fabrici de bere ca capacitatea de 200.000 hl/an. Tipul de bere care se
produce:
- bere blonda
- must primitiv 12 oP
Regimul de lucru al sectiei
Din notele de proiectare se considera ca
sectia lucreaza 35% din productia anuala in trimestrul de
varf. Acesta cuprinde lunile: iunie, iulie, august, insumand 12
saptamani. Luand in calcul 7 zile pe saptamana,
numarul zilelor lucratoare an perioada de varf va fi:
z=12 7=84 zile
7=84 zile
Productia anuala este de 200000 hl bere finita.
Productia in perioada de varf se va calcula astfel:
100 hl bere/an 35 hl in perioada
de varf
200000 hl bere/an.Pv
Pv= = 70000 hl
= 70000 hl
Productia zilnica:
P=Productie anuala/Numarul zilelor
lucratoare
P= = 833,33
= 833,33
Numarul de zile in care se realizeaza productia
z1=84 zile
Productia pe sarje:
z1= z1=84
zi
z1=84
zi
Nr de sarje zilnice este 5, cantitatea unei sarje
fiind data de raportul:
A(s)= =
= = 166,66 hl
= 166,66 hl
8.Bilant
de materiale
Pierderile
de la mustul fierbinte la berea livrata sunt de aproximativ 10%.
p= Mof
Mof
Mof=A(s)+p=A(s)+Mof
A(s)=
Mof - Mof
Mof=
 =
=  =
=  = 185,17 hl
= 185,17 hl
p =
pierderile aparute in procesul de fabricatie;
Mof
= cantitatea de must fierbinte supusa fermentatiei;
A(s)
= cantitatea unei sarje de must.
Pentru exprimarea masica a marimilor din
bilant se transforma Mof(hl) in Mof(kg)
utilizand densitatile din tabele, corespunzatoare concentratiei
in extract a mustului.
ρ12  = 1,04837
= 1,04837
ρ12  = 1,04646
= 1,04646
ρ=
 Mf = ρ x Mof
Mf = ρ x Mof
Mf = 1,0464 18517 = 19376,18
kg
8.1 Operatia
de limpezire la cald
| | | |
| |  |
|
|
Must fierbinte
limpezit (Ml)
|
|
Cantitatea de trub separat este Tc=(400 800)mg s.u/l. Se adopta Tc=400mg s.u/l must.
800)mg s.u/l. Se adopta Tc=400mg s.u/l must.
Tc=0,419376,18 = 7,75kg
Pierderile
sunt pc=(0,30,5)% Mf
Se
adopta pc=0,3% Mf
pc =  19376,18=0,003 19376,18 = 58,12
kg
19376,18=0,003 19376,18 = 58,12
kg
Mf = Ml
+ Tc + pc Ml = Mf - Tc - pc
Ml =
19376,18 - 7,75 - 58,12 = 19310, 31
kg
8.2 Operatia
de racire
Pierderile
sunt pr = 0,3% Ml; pr = 30
Ml = Mr + pr
Mr = Ml
- pr = Ml - Ml = Ml (1-)
Mr =
19310,3 (1-) = 19252,36
kg
8.3 Operatia
de insamantare
Cantitatea de aer care ramane in must este
neglijabila.
Mi = Mr
+ Dj = 19252,36 + 99,82 = 19352,18
kg
Cantitatea
de drojdie adaugata este de 0,5l, crema de drojdie de 1hl must.
Dj =
0,5% Mr =  19252,36 Dj = 96,26
l
19252,36 Dj = 96,26
l
primitiv;
ρ=1,04837 kg/l
Aceasta crema contine  13-15% s.u avand densitatea de 1,037 kg/l masa de
drojdie adaugata va fi:
13-15% s.u avand densitatea de 1,037 kg/l masa de
drojdie adaugata va fi:
Dj=96,26 1,037
Dj=99,82kg 5 = 499,1  500kg
500kg
Djts = 5 Dj1s = 96261,8 kg
8.4 Operatia
de prefermentare
Dj x 3
= 99,82 3 = 299, 46
kg
1 sarja
= 19252,36 kg
Extractul
consumat in 12h:
 1s -
1s -  1s =
1s =  19252,36 = 577,5
19252,36 = 577,5
 577,5 = 548,6 , pentru
respiratie
577,5 = 548,6 , pentru
respiratie
 577,5 = 28,8 , pentru
fermentatie
577,5 = 28,8 , pentru
fermentatie
8.5 Operatia
de fermentare primara
Mi = BT
+ Dr + CO2 + pCO2 + psi
BT -
bere tanara
Dr -
drojdie
CO2
- cantitatea de bioxid de carbon degajata
pCO2
- pierderile de alcool si de apa antrenata de CO2
degajat
psi
- pierderi la fermentare primara
BT = Mi
- Dr - CO2 - pCO2 - psi
Cantitatea de CO2 degajata
EFI
= ET 
ET -
extract total din must
ET = Mp

Gfr
- grad de fermentare real
Gfa
- grad de fermentare aparent
Gfr
= 0,81 Gfa
Gfa
= 72%
Gfr
= 0,81 72 = 58,32%
EFI
- extract fermentat la fermentatia primara
ep -
concentratie in extract a mustului primitiv
ep =
12%
ET = Mp
= 19352,18 = 2322,2
kg
EFI
= 2322,2  = 1354,30
kg
= 1354,30
kg
Er -
extract consumat prin fermentatie
Er = Et
= 2322,2 = 69,66 kg
Ef
= EFI - Eracire
Ef
= 1354,30 - 69,66 = 1284,64
kg
CO2 degajat prin respiratie
C12H22O11
+ 12O2  12CO2 + 11H2O
12CO2 + 11H2O
342kg
maltoza12 x 44 kg CO2
548,6kg
maltoza. X kg CO2
X= = 846,96
kg CO2
= 846,96
kg CO2
CO2 degajat prin fermentatie
C12H22O11
22C2H5-OH
+ 2x2CO2 + Q
342kg
maltoza.4x44 kg CO2
28,8 kg
maltoza.. Y kg CO2
Y= = 14,51
kg CO2
= 14,51
kg CO2
Cantitatea de CO2
formata
CO2
= X CO2 + Y CO2 = 846,96 + 14,51 = 861, 47 kg
CO2
= 861,47 kg
CO2r
= 0,002 Mp = 0,002 19352,18 = 38,70
kg
Cantitatea de CO2
degajata
CO2D
= CO2T - CO2r = 861,47 - 38,70 = 822,77 kg
CO2D
= 822,77 kg
Cantitatea de alcool etilic formata
342kg maltoza.4 x 46 kg alcool
28,8kg maltozaA kg alcool
A =  = 15,49
kg CO2
= 15,49
kg CO2
Pierderile de apa si alcool etilic antrenate de
CO2
Se apreciaza ca CO2 antreneaza un
amestec de 70% vapori de apa si 30% vapori de alcool etilic.
Xa = 
Xa - fractia molara a alcoolului
etilic
Ga - continutul in alcool al vaporilor din amestec
Ma - masa moleculara a alcoolului
MA - masa moleculara a apei
Xa = 
Presiunea de saturatie a vaporilor din amestec
Ps = pa Xa + pA (1-Xa)
ps
- presiunea de saturatie a vaporilor din amestec
pa
- presiunea vaporilor din alcool
pA
- presiunea vaporilor de apa
pa = f(t)
pA = f(t)
Fermentarea se realizeaza la temperatura de 8,5 oC,
din tabele se extrag valorile corespunzatoare pentru alcool si
apa a presiunilor partiale obtinandu-se prin interpolare
urmatoarele valori:
Pa = 0,28958 104 N/m2
PA = 0,11098 104 N/m2
ps=paXa+ pA(1-Xa)=0,280,1436 + 0,11098(1-0,1436)=0,04+0,110980,85= 0,1343
Xa=
ps
= 0,135 x 104 N/m2
Mv
- masa moleculara a vaporilor in amestec
Mv
= 0,3Ma + 0,7MA
MV
= 26,4 kg
 - masa moleculara a bioxidului de carbon
- masa moleculara a bioxidului de carbon
p - presiunea
atmosferica
p =
9,81104 N/m2
Xs
=  = 0,0083
= 0,0083
Cantitatea
de alcool antrenata de 1
kg de CO2
Xsa=
0,3 Xs = 0,00249
Cantitatea
totala de alcool antrenata
Ap = XsaCO2D
Ap = 0,95
Cantitatea
de apa antrenata de 1
kg CO2
XSA = 0,7Xs - 0,00581 = 0,70,0083 - 0,00581 = 0
Cantitatea
totala de apa antrenata de CO2
Wp = XSA CO2D
Wp = XSA (CO2 -  )
)
Wp = 3,16
Cantitatea
de drojdie obtinuta in urma fermentatiei primare.
Dr = 2l/hl must supus
fermentatiei
Vbere
tanara =  = 18420,12 = 184,20
hl/l
= 18420,12 = 184,20
hl/l
Densitatea
pastei de drojdie este ρ = 1,037 kg/l
Dr
= 368,401,037 = 382,03
kg drojdie
1hl
..2l dj
184,20hl..x=368,4l
dj
 m=ρ x v
m=ρ x v
Pierderile
in urma fermentatiei:
PSI= = 0,00419352,18 = 77,40
kg
= 0,00419352,18 = 77,40
kg
Cantitatea
de bere tanara rezultata in urma fermentatiei primare:
BT = Ml - Dr - CO2 - pCO2
- psi
BT = 19310,31 - 382,03 - 822,77 -
0,1436 - 77,40
BT = 18027,9 kg
8.6 Operatia
de separare a drojdiei
Drojdie fermentata primara
|
|
p=0,005
 38203,28 = 0,0005 38203,28 = 19,10 Dj F
38203,28 = 0,0005 38203,28 = 19,10 Dj F
8.7 Operatia de conditionare a drojdiei
| | | |
| |
Drojdie fermentata primara
|
|
|
|  |
 368,4 = 313,14 drojdie
conditionata
368,4 = 313,14 drojdie
conditionata
H2O1 = 382,03
H2O2 = 382,03 = solutie 2% H2SO4
1l H2O acida..20,42 g H2SO4
concentrat
382,03 l ..x=7,80 kg H2SO4
concentrat
Pentru 3,03% 31g/l H2SO4
concentrat
1,57% 16g/l H2SO4
concentrat
ρ =1,010
 = 1,83 g/cm3
= 1,83 g/cm3
|
ρ, [g/cm3]
|
c%, (m/m)
|
Cantitate, [g/l]
|
|
|
|
|
|
|
D=0,010
0,01..x= =0,1027
=0,1027
0,1027 43 = 4,42
16 +
4,42 = 20,42 g/l H2SO4 concentrat
8.8 Operatia de fermentare secundara
BT = Bs
+ CO2D + Ds +  - psiI
- psiI
Diferenta
intre gradul de fermentare de la fermentarea primara si gradul final
de fermentare este de maxim 15%. Dar diferenta intre gradul final de
fermentare si gradul de fermentare rezultat dupa fermentarea
secundara este 2-5%, deci diferenta intre gradul de fermentare de la
fermentarea secundara
EFII
=  x ET
x ET
si
de la cea primara este de aproximativ 10%
EFII
=  2322,2
2322,2
EFII=
232,22
EFII
- extract consumat la fermentarea secundara
La fermentarea secundara nu mai are loc respiratie,
ci doar fermentatie.
C12H22O11
4C2H5-OH
+ 4CO2 + Q
342 kg maltoza
..4x44 kg CO2
232,22 kg
maltoza X kg CO2
X= = 119,50
kg CO2
= 119,50
kg CO2
342 kg maltoza ..4x46 kg CO2
232,22 kg
maltoza Y kg CO2
Y= = 124,93
kg CO2
= 124,93
kg CO2
CO2D = CO2T - CO2r
CO2r = 0,004 18027,9 = 72,11
CO2D = 119,50 - 72,11 = 47,39
Pierderile de apa si alcool
etilic antrenate de CO2
Xa = 0,1436 (vezi calculele de la fermentarea primara)
Presiunea de saturatie a vaporilor
de amestec
ps = pa Xa + pA (1-Xa)
Fermentarea secundara are loc la 2 oC
pa = 0,17044 104 N/m2
pA = 0,07054 104 N/m2
ps = 0,0844
Xs =  = 0,0052
= 0,0052
Cantitatea de alcool antrenata de 1 kg CO2
Xsa = 0,001562
kg
Cantitatea totala de alcool
antrenata
Ap = Xsa CO2D
Ap = 0,001562 47,39 = 0,07
kg
XSA =  Xs =
0,000364
Xs =
0,000364
Cantitatea de apa antrenata de
1 kg de
CO2
XSA = 0,00403
kg
Cantitatea totala de apa
antrenata de CO2
Wp = XSA CO2D
Wp = 0,00036447,39 = 0,017
Ds = 
Cantitatea de drojdie depusa in
urma fermentatiei secundare:
Ds =  = 0,004 17435,1 = 69,74
= 0,004 17435,1 = 69,74
Ds = 69,74 1,034 = 72
kg
Pierderile in urma fermentatiei
PSII = 1% BT
PSII =  BT = 18027,9 = 0,01 18027,9 = 180,27
kg
BT = 18027,9 = 0,01 18027,9 = 180,27
kg
Cantitatea de bere rezultata in
urma fermentatiei secundare:
BT = BS + CO2D + Ds + - pSII
BT = 18027,9 + 47,39 + 72 + 0,1436 - 180,27
BT = 17967,16 kg
Operatia
de filtrare
PfI = pierderi la filtrarea I, [%]
PfI = 1%
Bb = BbfI + PfI [kg/sarja]
BbfI = Bb - Bb
BbfI = 17967,16 - 17967,16 =
= 17967,16 - 0,01 17967,16 = 17787,478 [kg/sarja]
BbfI = 17787,478 [kg/sarja]
8.10 Operatia de filtrare
PfII = pierderi la filtrarea II, [%]
PfII = 0,5%
BbfII = BbfII + PfII [kg/sarja]
BbfII = BbfI - BbfI
BbfII = 17787,478 - 17787,478 =
= 17787,478 - 88,937 =
17698,541 [kg/sarja]
BbfII = 17698,541 [kg/sarja]
ρ = 1,01173 kg/l
V =  = 17493,34 l/s
= 17493,34 l/s
8.11 Operatia de carbonatare
| | |
| |
Bere bruta filtrare II
(BbfII)
|
|
|
|  |
Continutul minim de CO2 din
berea blonda este de 12o trebuie sa fie de minim
0,4g/100ml. Se impune un continut de 0,7 g/100ml bere.
0,7 - 0,633 = 0,067 g/100ml ; 0,67 g/l
CO2r = 11720,57g
min 110,81 kg/sarja
11081g/17493,34l = 6,33 g/l = 0,633 g/100ml

 FI CO2 F
FI CO2 F
 FII CO2 F
FII CO2 F
11720,57 1,8 = 21097,02g = 21,097 kg CO2/s
21,097 kg CO2/s ..175hl
X
..1 hl
X =  = 0,120
kg CO2/hl
= 0,120
kg CO2/hl
8.12 Operatia de linistire
P1 - pierderi la operatia de linistire, [%]
P1 = 0,01% Bc
Bc = B1 + P1 [kg/sarja]
Bl = Bc -  Bc
Bc
Bl = 17719,638 - 17719,638 = 17719,638
- 1,771 =
= 17717,867 kg/sarja
9. Bilantul caloric pentru operatia de
fermentare
|
Nr crt
|
Denumire suboperatie
|
pH
|
Nr de sarje
|
Durata
[zile]
|
Concentratie extract ir
|
Concentratie
extract fr
|
|
Prefermentare
|
|
|
|
|
|
|
Fermentare primara
|
|
|
|
|
|
|
Fermentare secundara
|
|
|
|
|
|
Evolutia extractului real pe
parcursul fermentatiei primare:
Ziua I-
umplere tanc
Ziua a-II-a
Gfa2=(ep-e2/ep)100
Gfa2=(12-11,5/12) 100 Gfa2=4,16%
Gfr2=0,81 Gfa2 Gfr2=3,36%
Unde
-Gfa= grad de fermentare aparent,
-Gfa2= grad de fermentare real,
-ep=extract must
primitiv
-eli=extract
aparent al mustului in ziua i oP
-eri=extract real
al mustului in ziua i.
er2=ep(1- Gfr2/100
er2=11,59%
Ziua a-III-a
Gfa3=(12-9,8/12) 100 Gfa3=18,3%
Gfr3=0,8118,3=14,8 Gfr3=14,8%
er3=12(1-14,8/100)=10,22 er3=10,22
%
Ziua a-IV-a
Gfa4=(12-7,3/12) 100 Gfa4
Gfr4= 0,8139,1=31,67 Gfr4=31,67%
er4=
12(1-31,67/100)
er4=8,19%
Ziua a-V-a
Gfa5=(12-6,1/12) 100 Gfa5=49,1%
Gfr5=0,8149,1=39,77 Gfr5=39,77%
er5=12(1-39,77/100) er5=7,22%
Ziua a-VI-a
Gfa6=(12-4,6/12) 100 Gfa6=49,1%
Gfr6=0,8149,1=39,77 Gfr6=39,77%
er6=12(1-49,89/100) er6=6,01%
Ziua a-VII-a
Gfa7=(12-0,4/12) 100 Gfa7=66,6%
Gfr7=0,8166,6=53,94
Gfr7=53,94%
er7=12(1-53,94/100) er7=5,52%
Ziua a-VIII-a
Gfa8=(12-3,6 /12)100 Gfa8=70%
Gfr8=0,81x70=56,7 Gfr8=56,7%
er8=12(1-56,7/100) er8=5,19%
Ziua a-IX-a
Gfa9=(12-3,3 /12)100 Gfa9=72,5%
Gfr9=0,8172,5=57,34 Gfr9=58,72%
er9=12(1- er9=4,95%
Fermentare
secundara
Ziua 0 = ziua 9
Gfa9=72,5%
Gfr9=58,72%
er9=4,95%
Ziua 3
Gfa3=(12-3,0/12) Gfa3=75%
Gfr3=0,81 Gfr3=60,75%
er3=12(1-60,75/100)=4,71 er3=4,71%
Ziua 8
Gfa8= Gfa8=
Gfr8=0,81 76,6= Gfr8=62,04%
er8=
12(1-62,04/100) er8=4,55%
Ziua 13
Gfa13=(12-2,6/12) Gfa13=78,33%
Gfr13=0,8178,33=63,44 Gfr13=63,44%
er13 =12(1-63,44/100) er13=4,38%
Ziua 17
Gfa17=(12-2,3/12) Gfa17=80,8%
Gfr17=0,8180,8=65,44 Gfr17=65,44%
er17 =12(1-65,44/100) er17=4,14%
Ziua 20
Gfa20=(12-2,1/12) 100 Gfa20=82,5%
Gfr20=0,8182,5=66,82 Gfr20=66,82%
er20=12(1-66,82/100) er20=3,98%
Ziua 25
Gfa25=(12-1,9/12) 100 Gfa25=84,15%
Gfr25=0,8184,1=68,12 Gfr25=68,12%
er25=12(1-68,12/100) er25=3,82%
Ziua 28
Gfa28=(12-1,8/12) 100 Gfa28=85%
Gfr28=0,8185=68,85 Gfr28=68,85%
er28=12(1-68,85/100) er28=3,73%
Ziua 39
Gfa39=(12-1,6/12) 100 Gfs39==86,6%
Gfr39=0,8186,6=70,14 Gfr39=70,14%
er39=12(1-70,14/100) er39=3,58%
Extractul
consumat pe un reactor
Ziua I
Ec1=Mp[(ep-er2)/100]
Ec1=19252,36[(12-11,59)/100]=78,93 kg
Mp=cantitatea de
must primitiv
Eci=extractul
consumat in ziua i
Ziua II
Ec2=19252,36 [10,22-11,59)/100]=263,75 kg
Pe zi Ec=19173,43 kg
Ziua III
Ec3=19252,36 [(8,19-10,22) =390,80
kg
Pe zi Ec=19015,61 kg
Ziua IV
Ec4=19252,36[ ]=186,74 kg
Pe zi Ec=18861,54 kg
Ziua V
Ec5=19252,36[ ]=232,95 kg
Pe zi Ec=19065,62 kg
Ziua VI
Ec6=19252,36[ ]=94,33 kg
Pe zi Ec=19019,41 kg
Ziua VII
Ec7=19252,36[ ]=63,53 kg
Pe zi Ec=19158,03 kg
Ziua VIII
Ec8=19252,36[ ]=46,20 kg
Pe zi Ec=19188,83 kg
Ziua IX
Ec9=19252,36[(4,71-4,95)/100]=46,20 kg
Pe zi Ec=19206,16 kg
Ziua 0= ziua 9
Ziua 3
Ec3=19252,36[(4,55-4,71)/100]=30,80 kg
Pe zi Ec=6,16 kg
Ziua 8
Ec8=19252,36[ ]=32,72 kg
Pe zi Ec=6,54 kg
Ziua 13
Ec13=19252,36[ ]=46,20 kg
Pe zi Ec=11,55kg
Ziua 17
Ec17=19252,36[ ]=30,80 kg
Pe zi Ec=10,26 kg
Ziua 20
Ec20=19252,36[ =30,80
kg
Pe zi Ec=6,16 kg
Ziua 25
Ec25=19252,36[ ]=17,32 kg
Pe zi Ec=5,77 kg
Ziua 28
Ec28=19252,36[ =28,87
kg
Pe zi Ec=2,62 kg
Ziua 39
Ec39=19252,36[ =28,87
kg
Pe zi Ec=2,62 kg
Cantitatea de caldura degajata de drojdia dintr-un
tanc in fiecare zi:
-la fermentarea a 1 kg
maltoza se degaja 745 kj
-la degradarea prin respiratie a 1 kg maltoza se degaja 3940 kj
Ziua I
Q1=745Ec1=3940xEr
Ef1= Ec1-ErEf1=78,93-11,59=67,34
Q1=104467,45 kj/sarja
Ziua II
Q2=745Ec2=745263,75Q2=196493,75 kj/sarja
Ziua III
Q3=745Ec3=745390,82Q3=291160,9 kj/sarja
Ziua IV
Q4=745Ec4=745186,74Q4=139121,3 kj/sarja
Ziua V
Q5=745Ec5=745232,95Q5=173547,75 kj/sarja
Ziua VI
Q6=745Ec6=74594,33Q6=70275,85 kj/sarja
Ziua VII
Q7=745Ec7=74563,53Q7=47329,85 kj/sarja
Ziua VIII
Q8=745Ec8=74546,20Q8=34419 kj/sarja
Ziua IX
Q9=745Ec9=74546,2-0Q9=34.419 kj/sarja
Fermentarea secunadra
Ziua 0
Q0= Q9745Ec2=74515,4Q0=11473 kj/sarja
Ziua 3
Q3=745Ec3=7456,16Q3=4589,2 kj/sarja
Ziua 8
Q8=745Ec8=7456,54Q8=4872,3 kj/sarja
Ziua 13
Q13=745Ec13=74511,55Q13=8567,5 kj/sarja
Ziua 17
Q17=745Ec17=74510,26Q17=7643,7 kj/sarja
Ziua 20
Q20=745Ec20=7456,16Q20=4589,2 kj/sarja
Ziua 25
Q25=745Ec25=7455,77Q25=4298,6 kj/sarja
Ziua 28
Q28=745Ec28=7452,62Q28=1951,9 kj/sarja
Ziua 39
Q39=745Ec39=745 2,62Q39=1951,9 kj/sarja
2,62Q39=1951,9 kj/sarja
Cantitatea totala de
caldura degajata pe parcursul fermentatiei unei sarje
QFT= QFT=1036704,7
QFT=1036704,7
|
Nr
crt.
|
Tip
fermentatie
|
Ziua
|
Extract aparent la inceputul zilei oP,%
|
Extract aparent la sfarsitul
zilei [op,%]
|
Extract real, er
|
Gfa
|
Gfr
|
|
Fermentatie
primara
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Fermentatie
secundara
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
10.Calculul de dimensionare al utilajelor
10.1 Dimensionarea
tehnologica a Rotapool-ului
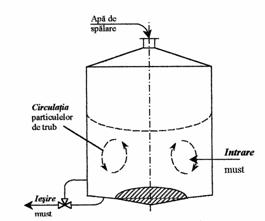
Volumul unei sarje de must supus
limpezirii este de 185,17 hl.
Coeficientul de umplere a Rotapool-ului
este ρ=0,88.
Volumul util al Rotapool-ului este:
Vu=185,17h=18,52 m3
Volumul total al Rotapool-ului este:
Vt= =21,04 m3
=21,04 m3
Vt=V1+V2+V3
unde:
V1-volumul portiunii cilindrice;
V2-volumul portiunii
conice;
V3-volumul portiunii
tronconice.
Vt= R2+r2+Rr)
R2+r2+Rr)
unde:
D-diametrul Rotapool-ului;
H-inaltimea partii cilindrice;
R-raza Rotapool-ului;
hc-inaltimea partii conice;
htc-inaltimea partii tronconice;
r-raza racordului apelor de spalare.
Volumul partii cilindrice
a Rotapool-ului este de 20 m3,
iar inaltimea este de 1,3 ori mai mare decat diametrul.
V1=
H=1,3DV1=
D=2,7
H=1,3D=3,51m
R= =
=
Pentru a favoriza eliminarea trubului, prtea inferioara a utilajului
are o forma conica, generatoarea conului facand un unghi de 12o
cu baza conului
hc=tg 12oR=0,211,35=0,29 m
V2=
V2=0,41m3
Volumul portiunii tronconice este:
V3=Vt-V1-V2=21,04-19,6-0,41=1,03
m3
Baza mare a trunchiului de con este de 10 ori mai mare decat baza
mica.
V3=
htc=
Pentru introducerea mustului in vederea limpezirii, se foloseste un
racord de alimentare situat la 1/3 de baza Rotapool-ului.
Viteza mustului este de 10-16 m/s, iar durata de umplere a rotapool-ului
este de 10-15 min.
D= 0,0185 m3/s
0,0185 m3/s
D=wss=
d= =
= =0,0384 m
=0,0384 m
10.2 Dimensionarea
tehnologica a schimbatorului de caldura cu placi
Este folosit pentru racirea
mustului fierbinete ce vine de la Rotapool. Racitorul
cu placi este format din pachete de placi stantate din
tabla la OL inoxidabil,
cu grosimea de cca 1mm, de forma dreptunghiulara prevazute
cu orificii pentru introducerea si iesirea mustului si a apei de
racire. Pe una din fetele cu placi circula mustul, iar pe
cealalta agentul de racire.
Racitorul de must este impartit
in doua zone:
-in prima zona se face racirea
mustului cu apa de la retea pana la o temperatura de 500C.
-in cea de-a doua zona se raceste
in continuare mustulm pana la o temperatura de insamintare
cu drojdie de 5oC, folosind ca agent de racire apa
racita la temperatura de 1oC.
Raportulintre debitul de must si
cel de apa de racire in prima faza variaza intre 1:1,2 si
1:2, iar in cea de-a doua faza intre 1:2 si 1:3, intrucat pachetul de
placi opune o rezistenta la trecerea mustului in racitor cu
ajutorul unei pompe. Apa calda rezulta din prima zona a
racitorului, poate fi utilizata in sectia de fierbere.
Dupa fiecare fierbere este
necesara curatirea si spalarea aparatului in circuit.
Dimensionarea
racitorului de must
Caracteristicile placilor si
rotatiile folosite
de=610-3 mm de-diametrul
echivalent
h=10-3 m h-inaltimea
placilor
l=25010-3m l-litimea placilor
Lp=1,210-3mm Lp-grosimea
placilor
A1=0,152m2 A1-suprafata
de transfer termic a unei placi
dpl=310-3mm dpl-distanta
dintre placi
S=63610-6m2 S-sectiunea
canalului de scurgere
Lp=17,5w/m2 Lp-coeficient
de conductivitatetermica a placii
Re=wde/v Re-criteriu
de similitudine Reynolds
pr=Cpm/l pr-criteriu
de similitudine Prondls
Nu=0,0645Re0,8pr0,35 w-viteza fluidului
v-coeficient de vascozitate termica
cp-caldura specifica
Bilant caloric de racire
Pentru racire se utilizeaza racitorul cu placi cu 2
zone
-prima zona racita
ci apa de la retea
-a doua zona racita cu apa
racita
Zona I : MxCm(t2-t1)=WCw (twj-twi)+dp
unde:
M-debitul de must kg/h
Cm-caldura masica la intrare in
racitor [oC
t1-temperatura mustului la intrarea din
racitor [oC
t2-temperatura mustului la iesirea din
racitor [oC
W-debitul de apa de la retea [kg/h
Cw-caldura masica specifica a
apei [j/kgh
twi-temperatura apei la intrare in racitor [oC
twj-temperatura apei la iesirea din
racitor [oC
M=19310,31 kg
Cm=Cm(1j-e/100i)
Cw=4190 j/kgh
e=12%
Cm=4190(1-12/100i)
Cm=3687,2[ j/kgh]
W=
W=
W=26645,20
Zona II: MxCm2(t2-t3)=AgCag(tagj-tagi)+dp
unde:
M-debitul de must [kg/h];
Cm2-caldura masica specifica a
mustului [J/kgh
t2-temperatura mustului la intrarea in zona II [oC];
t3-temperatura mustului la iesirea din
racitor [oC];
Ag-debitul de apa racita [kg/h];
Cag-caldura
masica specifica a apei racite J/kgh
tagj-temperatura apei
racite la intrarea in racitor [oC];
tagi-temperatura apei
racite la iesirea din racitor [oC];
M=19310,31 kg
Cm2=Cag(1-e/100)
Cm2=4218(1-12/100)
Cm2=3711,84 J/kgh
Ag=
Ag=
Ag=16.653,2 [kg/h
Calculul de dimensionare
a schimbatorului de caldura cu placi
Zona I
Constantele termofizice pentru must
tmed1=(t1+t2)/2=(98+50)/2=74oC
ρ1=j(tmed1+740C)=1019,24/m3
λ1=56103 w/mxk
η1=9,0510-4 Paxs
C1=3391,3 J/kgk
Constantele termofizice pentru apa de la retea
tmed2=(ta1+ta2)/2=(50+50)/2=50oC
ρ2=j(tmed2=50oC)=988 kg/m3
λ2=64,810-2 w/mxk
V2=0,5510-6 m2/s
C2=4180 J/kgk
Determinarea coeficientului total de transfer de caldura
1.Fluidul care se raceste
mustul de bere
m-numarul de treceri;
M/(3600xρ1)=mxwxs
m=M/(3600ρ1ws)=19310,31(36001019,240,563610-6)
m=2,25
Se alege :
m=3
Se calculeaza cu noua valoare a lui
m viteza reala:
Wr= =
= =
=
Wr=2,75 m/s
Re=
Re=1858,2
Pr=
Pr=5,48
Nu=0,0645(Re)0,8(Pr)0,35
Nu=0,0645(1858,2)0,8(5,48)0,35
Nu=48,13
Nu=
L1=
L1=4492,1 w/m2k
- Fluidul care incalzeste apa
m=
m=11,77
Se alege:
m=12
Se calculeaza viteza reala cu
noua valoare a lui m
Wr=
Wr=0,98 m/s
Re=
Re=3300
Pr=
Pr=6,75
Nu=0,0645(Re)0,8(Pr)o,35
Nu=0,0645(3300)0,8(6,75)0,35
Nu=o,o645652,81,95
Nu=82,10
L2=
L2=8866,8 w/m2k
K=
K=
K=
K=1111,1 w/m2k
Calculul suprafetei de transfer de caldura
Qtransmis=KA tmed
tmed
Qtermic=(M/3600)Cpt
t=t1-t2=98-50=48oC
tmax=98-50=48oC
tmin=45-15=30oC
 (
( oC
oC
Qtermic=(19310,13/3600)339139=709373,71
A=
A=
A=16,37 m2
N=A/A1
in care:
n-numarul de placi;
A1-suprafata de transfer termic (0,152 m2);
N=16,37/0,152=108 placi
i=n/(2m)
i-
numarul de pachete
i=108/(218)=3
i=3
i= pachete
pachete
i= pachete
pachete
m=3- must
m=12- apa
Dimensionarea lungimii zonei I
L1=nL+(n+1)d
N-numarul de
placi;
L-grosimea placii;
L=1-1,5 mm
d-distanta dintre
placi; d=3 mm
Ll=31,5+(3-1)3
Ll=105 mm
Zona II









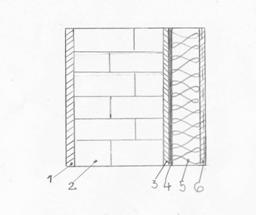


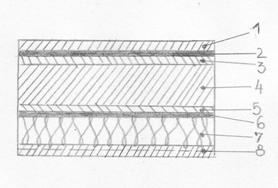

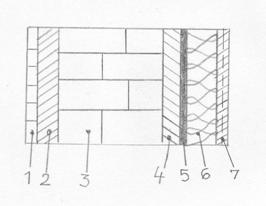

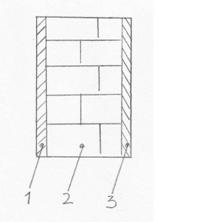

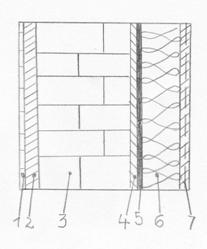

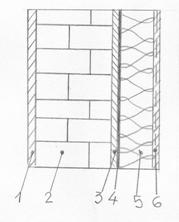


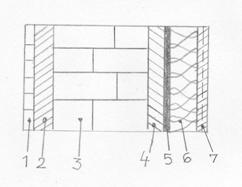

 Kef =
0,35974 W/m2K
Kef =
0,35974 W/m2K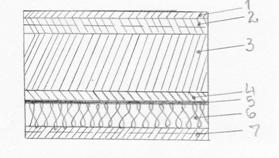

 Kef =
0,53635 W/m2K
Kef =
0,53635 W/m2K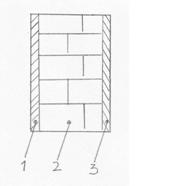

 Kef = 0,531
W/m2K
Kef = 0,531
W/m2K
 C
C