ICIS
Examinarea US a
componentei Grinda G6
Cuprins
:
1. Introducere
2. Inspectia si controlul
3. Necesitatea examinarii nedistructive
4. Examinare cu Ultrasunete
5. Examinarea cu ultrasunete pentru tabla 1ox1oox200
6. Domeniu examinarii cu Ultrasunete a pieselor turnate OL 37.2k cu
grosime de 10 mm
7. Personalul operator
8. Pregatirea pieselor in vederea examinarii
9. Conditii de mediu
10. Modul de lucru
11. Concluzii
Introducere
Obiectul il
constituie examinarea nedistructiva a piesei "Grinda G6 ".
Se va dezvolta examinarea cu US pentru o portiune a "Grindei
G6" , tabla 1ox1oox2oo.
"Grinda
G6" reprezinta o structura sudata obtinuta prin procedeul MAG - Metal Active
Gas.
Aceasta
grinda trebuie sa indeplineasca conditiile cerute de beneficiar :
Lungimea : 10900 mm
Latimea : 660 mm
Greutate maxima : 1090,88 kg
Rezistenta ridicata la caldura si
frig , vara , iarna
Sa reziste la greutatea : zapezii ,
viscol etc
Inspectia
si controlul
Documentatia tehnica de control si inspectie
trebuie sa cuprinda documente care sa asigure si sa demonstreze efectuarea
corecta si in intregime a tuturor operatiilor prevazute in planul de examinari
precum si inregistrarea rezultatelor inspectiilor si examinarilor.
Necesitatea
examinarii nedistructive
"Grinda G6" este compusa din urmatoarele componente :
- Guseu
gros 1o (2 componente)
- Guseu
gros 1o ( 2 componente)
- Tabla
10x100x2oo (2 componente)
- Tabla
gros 1o ( 2 componente)
- Tabla
1ox200x424 ( 2 componente)
- Flansa
gros 25 ( 2 componente )
- Rigidizare
gros 10 ( 4 componente)
- IPE
500-10850 ( 1 bucata)
"Grinda
G6" fiindca este o structura sudata , si din cauza solicitarilor la care este
supusa , necesita o examinare cu ultrasunete in conditiile in care nu se admit
defecte.

Examinare
cu Ultrasunete
Examinarea cu ultrasunete se
aplica pentru tabla 10x1oox200 din material OL 37.2k.
Aceasta examinare ajuta
la evidentierea defectelor de tip fisuri, pori, goluri.
Examinarea
cu ultrasunete
pentru
zona de imbinare guseu-tabla
Examinarea are loc pe
tabla de grosime 1ox1oox200 reprezentand o o componenta din ansamblul "Grinda
G6".
Tabla 1ox1oox2oo se va
verfica 1oo% pe ambele suprafete plan paralele.
Domeniu
examinarii cu Ultrasunete
a
pieselor turnate din OL 37.2k
cu
grosime de 10 mm
Materialul de baza este
OL 37.2k.Acest material este utilizat la structuri si constructii realizate din
otel.
Compozitia chimica :
- C -
max 0,18%
- Mn-
max 0,80 %
- P -
max 0,050 %
- S -
max 0,050 %
Otel laminat, OL37.2k are o
rezistenta mecanica de 37 daN/mm2.
OL 37.2k este
un otel ce face parte din clasa otelurilor nealiate avand un continut scazut de
carbon , C< 0,20 %.
Examinarea cu ultrasunete se
efectueaza cu defectoscopul USM 35 avand un palpator normal.

Tehnica folosita la examinare este cu ecouri repetate
Calibrarea si
verificarea aparaturii se face pe blocul de referinta 1. Calibrarea in scara de
masura a distantelor se face cu blocul de referinta 2.
Personalul
operator
Personalul operator
trebuie sa fie calificat si autorizat nivel III conform SR EN 473:2001.
Pregatirea
pieselor in
vederea
examinarii
- Se va
verifica componentele optico visual si dimensional
- Tabla
1ox1oox2oo se examineaza cu ultrasunete.
- Componentele
utilizate la imbinarea sudata vor fi examinate cu lichide penetrante.
Conditii
de mediu
Mediul in care se fac
masuratoriile trebuie bine iluminat.
Lipsit de umezeala si
zgomot ridicat.
Temperatura de lucru
este cea a mediului ambiant
Modul
de lucru
Se regleaza aparatul la viteza de aproximativ
6000 m/s, viteza corespunzatoare ultrasunetelor prin otelul OL 37.2k.
Pentru etalonarea si
verificarea aparatului se foloseste un bloc de referinta cu doua gauri cu fund
plat si o gaura cu fund conic din otel,bloc de referinta existent in laborator
Se vor alege blocurile de calibrare A1,
A2 si blocul de etalonare conform piesei de examinat.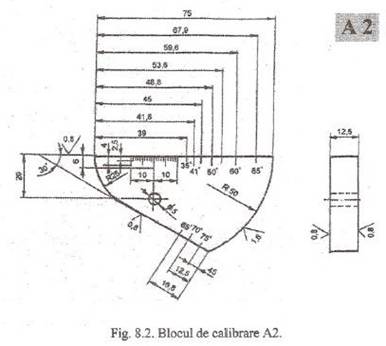
Un bloc de calibrare
din otel ol37.2k este obtinut prin laminare la fel ca si tabla 10x100x200 si
are un defect artificial de tip crestatura.
Se va folosi un bloc
de calibrare de grosime 1o mm material OL37.2k la care vom folosi un palpator
normal.
Dimensiunile
acestui bloc de referinta sunt urmatoarele: grosime 10 mm, latime 75mm, lungime
75 mm; cu un defect artificial de tip crestatura de 0,5 mm.
Din cauza ca etalonarea
echipamentului s-a facut pe un bloc de 75 mm iar grosimea piesei este de 10 mm
vor aparea ecouri repetate cel putin 7 ecouri pentru cazul in care nu avem nici
un defect.
Se face a 2-a etalonare pe blocul de referinta 2 cu urmatoarele
reglaje: domeniu (0-30) mm, viteza prin otelul OL 37.2k este de 6000 m/s.
Concluzii
In urma examinarii cu ultrasunete se pot intalni urmatoarele situatii:
Tabla 1ox1oox2oo nu are defecte si in
ceasta situatie este un produs admis , fiind un produs conform cu cerintele din
desenul de executie.
Tabla 1ox1oox2oo prezinta variatii ale grosii cuprinse intre
10-12 mm, aceste variatii fac parte din defectele dimenionale care se pot
rectifica.In aceasta situatie produsul va fi respins deoarece nu respecta
criteriile unui produs neconform recuperabil care se poate rectifica.
Tabla 1ox1oox2oo in urma examinarii
prezinta defecte de tip fisura , gelori , pori , acestea nu se admit prin
criteriul emis si intregul produs se respinge ca produs neconform
nerecuperabil.
Produsul
finit "Grinda G6" se obtine prin ansamblarea tuturor componentelor .
Dupa
ansamblare se recomanda examinarea finala cu radiatii penetrante pentru
imbinarile sudate.
Examinarea cu radiatii
penetrante se face folosind surse de radiatii X (parametrii tubului de raze X:
U=150KV, I=5mA ); geometrie inclinata.

