Materiale utilizate pentru lipire in electronica
1. Aliaje pentru lipire
Aliajele pentru lipit se clasifica,
din punct de vedere al temperaturii de topire, astfel:
- moi, sau usor
fuzibile - acelea care au temperatura de topire sub 400-450°C (aliajele pe baza
de staniu, plumb, cadmiu, indium, bismut si de zinc) si greu fuzibile - acelea
care au temperatura de topire peste 450-500°C (aliajele cu baza de cupru,
argint, aur, aluminiu, magneziu si nichel).
Pentru
obtinerea unor imbinari de calitate, metalele si aliajele folosite pentru
lipire trebuie sa aiba urmatoarele caracteristici:
temperaturi de topire interioare
temperaturilor de topire ale metalelor de baza;
 valori mari ale
intinderii si udarii;
valori mari ale
intinderii si udarii;
fluiditati ridicate, necesare
pentru o buna umplere a cusaturii;
rezistente si
plasticitati mari;
rezistente la coroziuni mari;
coeficienti de dilatare liniara
aproape egali cu cei ai metalelor de baza;
conductivitate electrica mare,
necesara pieselor prin care circula curent electric;
preturi de cost scazute.
Aliajele
pentru lipit usor fuzibile sunt formate din metale cu temperaturi joase de
topire, cum sunt: staniul, plumbul, bismutul, cadmiul, zincul, indiul etc.
Lipiturile
executate cu aliaje usor fuzibile se caracterizeaza in afara de temperaturi joase
de topire, prin duritate mica (de unde denumirea de aliaje pentru lipit moi) si
prin proprietati mecanice reduse. Asemenea lipituri se folosesc numai pentru
piesele care vor functiona la temperaturi nu prea ridicate (50-200°C) si la
eforturi mecanice reduse. In procesele tehnologice de realizare a contactarii
prin lipire sunt folosite pe larg aliajele moi, usor fuzibile, realizate pe
baza de staniu. Principalul metal utilizat pentru alierea fost plumbul. Acum
suntem in plin proces de inlocuire a plumbului si utilizare a aliajelor fara
plumb.
1.1. Aliaje pentru lipire, moi, cu plumb
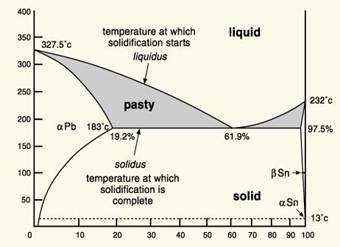
Conform
diagramei binare de faze (Fig. 1.1. a.), aliajele cu proportia Sn/Pb 63/37 in
greutate, prezinta propietatea de a fi eutectice.
 a.
a.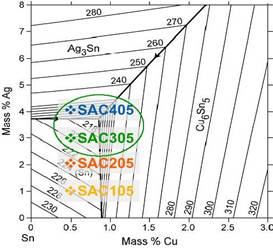 b.
b.
Fig. 1.1. Diagramele de faze pentru aliaj: a. SnPb. b;
Sn/Ag/Cu
Aceste
aliaje prezinta un punct de topire la 183°C (temperatura eutectica Sn/Pb) si
dupa solidificare prezinta o structura granulara uniforma din granule pure de
staniu respectiv plumb fara structura intermetalica. In
jurul acestei proportii au fost create variante practice de aliaje utilizate in
industrie, cele mai cunoscute fiind 60/40 Sn/Pb si 62/36/2 Sn/Pb/Ag. Introducerea
argintului in compozitie a coborat temperatura de topire la 179°C si a
imbunatatit rezistenta mecanica si comportamentul la variatii de temperatura.
Din acest motiv acest tip de aliaj este preferat in aplicatiile profesionale si
cele militare.
1.2. Aliaje pentru lipire, moi, fara plumb
Acest
tip de aliaje pentru lipire au aparut ca o consecinta a promovarii directivelor
europene WEEE si RoHS. Pentru inlocuirea plumbului din aliaje au fost studiate
influentele determinate de diferite metale, in principal:
- Argintul, imbunatateste rezistenta
mecanica, este mai putin ductil decat plumbul, in absenta plumbului creste
rezitenta la la variatii de temperatura;
- Cuprul, scade punctul de topire,
imbunatateste umectarea;
- Bismuth scade punctul de topire,
imbunatateste umectarea;
- Indium, scade punctul de topire,
imbunatateste ductilitatea
- Zinc, scade punctul de topire, si are
pret scazut;
- Antimoniu, creste rezistenta mecanica
fara sa afecteze umectarea.
Cele mai raspandite
aliaje de lipit fara plumb (Lead-Free)
la acest moment sunt SnAgCu, SAC
care asa cum rezulta din diagrama de faze (Fig. 1.1. a.) nu sunt eutectice si
prezinta un domeniu pentru temperatura de topire:
- SnAg0Cu0.5 care
are proportia 3% Ag si 0.5% Cu, temperatura de topire in intervalul 217-220 °C;
- SnAg5Cu0.7 care
are proportia 5% Ag si 0.7% Cu, temperatura de topire in intervalul 217-218 °C;
- SnAg8Cu0.7 are
proportia 8% Ag si 0.7% Cu, temperatura de topire in intervalul 217-218 °C;
- SnAg5Cu0.9 cu
0.9% Cu eutectic la 217°C
2. Paste pentru lipire
Pasta
de lipit este amestec omogen si stabil din pudra de aliaj de lipit, flux si
solvent capabil sa formeze structuri metalurgice in conditii determinate de
lipire utilizata in productia automatizata in scopul realizarii contactarii
prin lipire fiabile si integre.
2.1. Cerinte pentru pastele de lipit
- sa fie suficient
de fluida pentru a putea fi aplicata prin printare sau dispensare (flow);
- sa permita
presarea si deformarea pentru formarea depozitului de pasta (rheology, thixotropy);
- depozit sa se
mentina fara sau imprastiere (slump,
spread);
- sa fie suficient
de aderenta pentru a pastra pe pozitie componentele plantate pe durata
operatiunilor (Tackiness);
- particulele
solide de aliaj din pasta sa fuzioneze intr-o singura masa (metallurgical bond);
- sa posede
suficient flux pentru a asigura umectarea de catre masa de aliaj a suprafetelor
de lipit (Activity);
- sa produca
minimum de reziduri;
- sa pastreze
calitatile un timp suficient pentru manipulare dupa dezambalare la temperatura
ambianta.
2.2. Componenta pastelor pentru lipit
Pasta
pentru lipit contine o parte permanenta, pudra de aliaj pentru lipit care va
forma masa utila a lipiturii si o parte constituita din flux, solventi,
decapanti si alte substante care in urma procesului de lipire se vor
volatiliza, descompune si reactiona chimic formand rezidul. Componenta pastei
poate fi exprimata in volum sau in greutate. Masa metalica de aliaj pudra
reprezinta 90% din masa totala a pastei pentru lipit si ocupa 50% din volum
(Fig. 2.2.).
Pudra este obtinuta
din aliajele de lipit prezentate si pot fi cu sau fara plumb. Pentru pastele cu
plumb s-a generalizat formula Sn62%Pb36%Ag2%. Pentru pastele fara plumb se
folosesc aliajele tip SAC305.
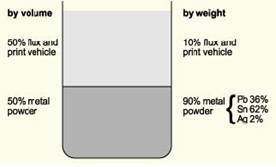
Fig. 2.2.
Componenta pastelor pentru lipit
2.2.1. Pudra de aliaj pentru lipit
Pudra
este obtinuta din aliajele de lipit prezentate si pot fi cu sau fara plumb.
Pentru pastele cu plumb s-a generalizat formula Sn62%Pb36%Ag2%. Pentru pastele
fara plumb se folosesc aliajele tip SAC305.
Pentru
a asigura cerintele impuse pastelor se controleaza urmatorii parametrii ai
pudrei:
- forma
particulelor;
- distributia
dimensiunilor particolelor;
- continutul de
oxizi.
Oxizii se formeaza superficial pe
suprafata particolelor de aliaj din pasta. Deoarece sfera are aria suprafetei
minima raportata la volum, particolele sferice vor furniza cantitatea minima de
oxizi in pasta. O data cu scaderea dimensiunilor capsulelor, care se rasfrange
in scaderea padurilor corespunzatoare amprentei terminalelor componentelor (foot print) si, implicit, in micsorarea
dimensiunilor aperturilor la sitele de depunere a pastei de lipit, sunt
necesare granulatii din ce in ce mai fine pentru pastele de lipire (Tab. 2.1.).
Un aspect important in tehnologia pastelor este inmultirea numarului de
particule duce la cresterea suprafetei totale expuse la oxidare.
|
Tab. 2.1. Dimensiunea particulelor pudrei de aliaj conform ANSI/J-STD-005
|
|
Tip
|
<0.005%,
mai mari de:
|
<1%, mai
mari de
|
>90%,intre:
|
>10%, mai
mici de:
|
|
180µm
|
150µm
|
150-75µm
|
20µm
|
|
90µm
|
75µm
|
75-45µm
|
20µm
|
|
53µm
|
45µm
|
45-25µm
|
20µm
|
|
45µm
|
38µm
|
38-20µm
|
20µm
|
|
32µm
|
25µm
|
25-15µm
|
15µm
|
|
25µm
|
15µm
|
15-5µm
|
5µm
|
Este foarte
dificila si costisitoare obtinerea unei pudre lipsite de oxizi. Oxizii
determina aparitia bilelor de aliaj la lipire si afecteaza solderabilitatea Se
considera satisfacator un continut de oxigen in pudra de 50 - 200 ppm.
2.2.2. Fluxuri pentru lipire
- Rolul
si cerintele tehnologice ale fluxurilor in procesul de lipire
Dupa cum s-a aratat in capitolul 2,
pentru a se obtine conexiuni prin lipire corespunzatoare este necesar cu aliajul
de lipit in stare topita sa ude cat mai bine suprafetele metalelor de baza. Umectarea
este determinata de raportul tensiunilor superficiale la suprafetele de
separatie intre mediile solid (metale de baza) - lichid (aliaj de lipit topit)
- gazos (aer sau mediul inert). Acest raport poate fi modificat in sensul
favorizarii udarii daca in acest sistem se inlocuieste mediul gazos printr-un
mediu lichid corespunzator, care este reprezentat tocmai de fluxul pentru
lipire, denumit uneori fondant sau decapant.
Fluxurile sunt compusi chimici cu o
actiune complexa rolul lor fiind:
- sa curete
suprafetele metalelor ce trebuie lipite de oxizi si de alte impuritati;
- sa le protejeze
de contactul cu aerul inainte de lipire (preintampinand astfel o eventuala
reoxidare);
- sa contribuie la
reducerea tensiunii superficiale a aliajului de lipit topit, favorizand astfel
procesul de umectare.
Fluxurile trebuie sa indeplineasca
urmatoarele cerinte tehnologice:
- sa aiba o
temperatura de topire inferioara celei a aliajului de lipit, astfel incat sa-si
poata indeplini in bune conditiuni functia; la alegerea fluxului trebuie avut
in vedere si faptul ca o temperatura de topire prea joasa a acestuia poate
conduce la "arderea" sa, inainte de inceperea procesului de lipire propriu-zis.
Pentru a se preintampina aceasta, au fost realizate fluxuri care isi
indeplinesc rolul doar incepand de la o anumita temperatura de activare,
datorita activantilor pe care il contin.
- sa posede, la
temperatura de lipire, o fluiditate suficienta, pentru a se intinde uniform pe
suprafetele metalelor de baza, patruzand cu usurinta in iterstitii;
- sa imbunatateasca
conditiile de umectare a suprafetelor metalelor de baza catre aliajul de lipit
in stare topita.
- sa dizolve usor,
complet si la timp (inainte de aplicarea aliajului de lipit topit la locul
imbinarii) peliculele de oxizi de pe suprafetele metalelor de baza; fluxull
trebuie astfel ales incat actiunea sa sa aiba loc la o temperatura cu cateva
grade mai joasa decat temperatura de topire a aliajului de lipit, in caz
contrar existand riscul epuizarii actiunii sale inaintea momentului lipirii
propriu-zise.
- sa fie stabil din
punct de vedere chimic, atat in timpul depozitarii (la temperaturi normale) cat
si in timpul lipirii (la temperatura de lucru); sa nu fie absorbit si sa nu
formeze nici un fel de combinatii cu metale de baza sau aliajul de lipit,
deoarece acestea ar putea conduce la stabilirea rezistentei mecanice si a
stabilitatii la coroziune a lipiturilor.
- sa aiba o
adeziune mai slaba la metalele de baza decat cea a aliajului de lipit, pentru
ca aliajul sa poata acoperi cu un strat continuu suprafata de lipire.
- sa nu produca fum
sau emanatii de gaze nocive pentru operatori sau componentele lipite.
- resturile
fluxului de lipire, ca si produsele sale de descompunere trebuie sa iasa la
suprafata aliajului de lipit dupa ce acesta a facut priza cu metalul de baza,de
unde sa poata fi indepartate usor prin stergere sau spalare usoara.
Pentru conexiunile prin lipire din
aparatura electronica, indepartarea prin spalare a resturilor de flux este
dificila. In acest caz, trebuie sa fie utilizate fluxuri care, in afara
cerintelor amintite anterior indeplinesc si o serie de conditii suplimentare
pentru resturile de flux:
- sa fie bune
izolatoare, prezentand deci o rezistenta electrica ridicata;
- sa fie suficient
de dure, pentru a nu colecta pe suprafata lipiturii praful si alte impuritati,
ceea ce poate duce la pierderi de curent electric;
- sa nu fie
corozive pentru componentele electronice;
- sa nu fie
higroscopice, absorbtia apei - in special pentru aparatura ce functioneaza in
conditii de umiditate marita conduce la acumularea de electrolit pe suprafata
imbinarii si coroziuni sau, la aparitia delaminarilor si a deteriorarilor
mecanice in timpul procesului de lipire.
- Fluxul
utilizat la pastele pentru lipit
Formula
tipica a fluxului utilizat la pastele pentru lipit este: colofoniu/rasina
sintetica + solvent + ameliorator
reologic + activator. Colofoniul este o rasina naturala, find un extract din conifere.
El poate fi modificat chimic pentru a capata caracteristici specifice cum ar fi
rezistenta la oxidare. Colofoniul actioneaza de asemenea ca un izolant, care il
face ideal pentru formula 'no-clean' a pastelor de lipit. Totusi,
colofoniul are fluctuatii semnificative in consistenta in functie de
provenienta.
Rasina
sintetica este similara colofoniului, dar este un produs artificial obtinut in
laborator dupa formule chimice exacte. Are avantajul de a avea variatii foarte
mici de la lot la lot.
Solventul
actioneaza ca un transportator (vehicle)
de particule si asigura sistemul de curgere a pastei. Solventul determina
durata de viata a pastei, timpul de expandare a recristalizarii, tasarea si
profilul de lipire. O presiune scazuta a vaporilor de solvent poate creste
durata de folosire a pastei si reactia la recristalizare, in timp ce un solvent
cu un punct scazut de fierbere poate produce o vaporizare exploziva in timpul
recristalizarii (reflow) si poate determina o excesiva interferenta cu
vecinatatile conductive. In schimb, un solvent cu punct ridicat de fierbere
poate da nastere voidurilor in lipituri. In general se utilizeaza un solvent
care determina o recristalizare uniforma si un timp de utilizare indelungat
care nu necesita o preincalzire puternica si timp de inmuiere.
Amelioratorul
reologic este un aditiv care influenteaza definitia de printare si curgere a
pastei de lipit, precum si caracteristicile de tasare si are un rol important
in prevenirea separatiei straturilor de pasta in timpul stocarii indelungate.
Amelioratorul are proprietati thixotropice si poate afecta vascozitatea si
stabilitatea vascozitatii.
Activatorul
are rolul de a curata oxizii si produsii metalici care contamineaza suprafetele
in timpul recristalizarii. Totodata previne inalta reactivitate a metalului
topit in reactie cu atmosfera in timpul procesului de recristalizare (sunt
tipic acizi).
Pastele
'no-clean' si cele ale caror reziduri pot fi spalate cu apa
utilizeaza activatori avansati. Reziduurile sunt curate, nu necesita spalare si
elimina necesitatea de cosmetizare a circuitelor imprimate dupa echipare, ceea
ce se resfrange intr-un cost de utilizare scazut.

