STUDII EXPERIMENTALE - PIGMENTI
Consideratii
generale
Obtinerea
pigmentilor termorezistenti pentru colorarea glazurilor si
emailurilor presupune utilizarea unor retele cristaline care sa
reziste la actiunea combinata a temperaturii si
agresivitatii chimice a topiturii generatoare de glazura sau
email. Silicatul de zirconiu (ZrSiO4), prezinta o retea
cristalina cu o buna comportare in calitate de retea gazda
pentru diversi ioni cromofori, permitand obtinerea unei game
relativ largi de pigmenti:
Zr1-xV SiO4 - bleu, Zr1-xPrSiO4 - galben, Zr1-2xFe
SiO4 - bleu, Zr1-xPrSiO4 - galben, Zr1-2xFe SiO4 - rosu caramiziu [18, 81]. Pe
langa aceste culori, in literatura, mai sunt semnalati si
alti pigmenti cu structura de zircon, cum sunt: (Zr, Mn)SiO4
- roz si (Zr, Cr)SiO4 - verde, Zr1-3xCo
SiO4 - rosu caramiziu [18, 81]. Pe
langa aceste culori, in literatura, mai sunt semnalati si
alti pigmenti cu structura de zircon, cum sunt: (Zr, Mn)SiO4
- roz si (Zr, Cr)SiO4 - verde, Zr1-3xCo SiO4 - roz.
SiO4 - roz.
Pigmentii
termorezistenti cu structura de zircon sunt dintre cei mai
studiati; problemele legate de factorii care influenteaza
obtinerea acestor pigmenti de culori intense, reproductibile si
cu o buna stabilitate fata de agesivitatea topiturilor nu sunt
insa pe deplin elucidate. In special in cazul pigmentilor cu
continut de vanadiu, intervin probleme derivate din capacitatea acestuia
de a realiza cifre de oxidare diferite si in mod implicit culori diferite
in functie de conditiile de lucru. In general compusii cu V5+
prezinta culoare galbena, cei cu V4+ culoare
albastra, iar cei cu V3+ culoare verde. Obtinerea
pigmentilor bleu cu structura de zircon presupune creerea acelor
conditii de sinteza care sa conduca la includerea V4+
in reteaua cristalina a zirconului. Daca are loc legarea
vanadiului sub forma de V5+ in reteaua cristalina a
baddeleyitului (Zr1-2xY V
V O2 sau Zr1-2xV
O2 sau Zr1-2xV O2), se dezvolta culoarea galben respectiv
galben - verzui [82]. Din pacate pigmentii galbeni cu structura
de baddeleyit prezinta o slaba rezistenta fata de
agresivitatea topiturilor.
O2), se dezvolta culoarea galben respectiv
galben - verzui [82]. Din pacate pigmentii galbeni cu structura
de baddeleyit prezinta o slaba rezistenta fata de
agresivitatea topiturilor.
Scopul determinarilor experimentale
consta in urmarirea
efectului pe care il au conditiile
de lucru (temperatura, prezenta unor adaosuri mineralizatoare) asupra
culorii pigmentilor bleu cu
structura de zircon.
2. Mod de lucru
Materiile
prime utilizate au fost: ZrO2 (baddeleyit), SiO2
(cuart macinat - MINDO Dorohoi),
V2O5 (Fluka), NaCl, LiF, KCl.
Omogenizarea
amestecurilor s-a facut pe cale umeda in moara cu bile (Pulverisette)
timp de 30 minute, urmata de uscare in etuva, mojarare si apoi
calcinare la diverse temperaturi.
Compozitia
amestecurilor studiate in vederea obtinerii pigmentilor bleu cu
structura de zircon este prezentata in tabelul 1.
Dupa
ardere la temperaturile precizate in tabelul 1, asupra pigmentilor s-au
facut observatii vizuale si apoi au fost supusi
macinarii si spalar Dupa uscarea pigmentilor
s-a determinat compozitia fazala a acestora prin difractie RX
(utilizand un difractometru DRON 3, radiatia CuKa); caracterizarea culorii
pigmentilor s-a facut prin spectrofotometrie de reflexie difuza.Testarea
unora dintre pigmentii obtinuti s-a facut in colorarea unei
glazuri de tip vitrus cu temperatura de ardere 1180 - 1200 C, in conditii industriale la S.C.
CRINUL S.A. Timisoara.
3. Rezultate
si discutii
Datele prezentate in tabelul
1 permit urmatoarele observatii:
In probele 1a si 1b cu raport molar  si acelasi
adaos de NaCl 10% (precum si 2% Bi2O3) exista o
diferenta clara la toate temperaturile de calcinare;
aceasta diferenta consta in aparitia culorii galben
sau galben-verzui in cazul probei calcinate neacoperit, in special la
suprafata amestecului. In profunzimea incarcaturii culoarea
probelor este bleu, similara cu cea din creuzetele acoperite. Culoarea
galben sau galben-verzui reflecta prezenta V5+.
si acelasi
adaos de NaCl 10% (precum si 2% Bi2O3) exista o
diferenta clara la toate temperaturile de calcinare;
aceasta diferenta consta in aparitia culorii galben
sau galben-verzui in cazul probei calcinate neacoperit, in special la
suprafata amestecului. In profunzimea incarcaturii culoarea
probelor este bleu, similara cu cea din creuzetele acoperite. Culoarea
galben sau galben-verzui reflecta prezenta V5+.
In cazul probelor 2a si 2b cu raport molar si cu acelasi adaos de NaCl si Bi2O3,
ca si in probele 1a si 1b se constata o culoare foarte
apropiata de cea a probelor similare din seria 1. Tinand seama de
raportul molar ZrO2/SiO2 supraunitar ne-am fi putut
astepta ca pe langa (Zr1-xVSiO4-bleu) sa se formeze si Zr1-2xV
si cu acelasi adaos de NaCl si Bi2O3,
ca si in probele 1a si 1b se constata o culoare foarte
apropiata de cea a probelor similare din seria 1. Tinand seama de
raportul molar ZrO2/SiO2 supraunitar ne-am fi putut
astepta ca pe langa (Zr1-xVSiO4-bleu) sa se formeze si Zr1-2xV O2 (galben) si ca urmare culoarea probelor
din seria 2 sa fie sensibil mai galbena decat a celor din seria 1.
Intrucat aceasta presupunere nu se verifica este clar ca
prezenta vanadiului sub forma 4+, este determinata in special de
atmosfera favorabila (practic neutra) asigurata de prezenta
NaCl. Mai mult, din punct de vedere practic nu se justifica utilizarea
unor amestecuri cu raport molar ZrO2/SiO2>1. Stratul
superficial de culoare galbena al probelor calcinate sugereaza un
continut insuficient de NaCl in aceasta zona; peste 800 C o parte din NaCl din stratul superficial se
pierde prin volatilizare, iar topitura de NaCl se scurge partial spre
partea inferioara a incarcatur
O2 (galben) si ca urmare culoarea probelor
din seria 2 sa fie sensibil mai galbena decat a celor din seria 1.
Intrucat aceasta presupunere nu se verifica este clar ca
prezenta vanadiului sub forma 4+, este determinata in special de
atmosfera favorabila (practic neutra) asigurata de prezenta
NaCl. Mai mult, din punct de vedere practic nu se justifica utilizarea
unor amestecuri cu raport molar ZrO2/SiO2>1. Stratul
superficial de culoare galbena al probelor calcinate sugereaza un
continut insuficient de NaCl in aceasta zona; peste 800 C o parte din NaCl din stratul superficial se
pierde prin volatilizare, iar topitura de NaCl se scurge partial spre
partea inferioara a incarcatur
In seriile 3 si 4 de
probe s-a marit proportia de substitutie Zr4+ cu V4+
si proportia de NaCl. In seria 3, Bi2O3
lipseste, iar in seria 4 este prezent si Bi2O3.
Prima remarca este ca de aceasta data probele acoperite
si neacoperite arata practic la fel in intreaga
incarcatura culoarea probelor este bleu intens. Punem
aceasta situatie favorabila pe seama unei cantitati
suficiente de NaCl pentru a asigura atmosfera favorabila includerii
vanadiului sub forma 4+ in reteaua zirconiului.
Intre probele din seria 3
si cele din seria 4 nu exista o diferenta sensibila de
culoare, ceea ce inseamna ca nu se manifesta un rol sensibil
pozitiv al Bi2O3 si prin urmare nu se justifica
utilizarea lui. Tinand cont de continutul de NaCl ridicat necesar
pentru obtinerea unor pigmenti de culoare intensa si
omogena in volumul probei consideram ca rolul de mineralizator
atribuit in multe lucrari clorurii de sodiu este nepotrivit. In realitate
rolul NaCl este acela de a asigura o topitura si o atmosfera
neutra care sa favorizeze includerea V4+ in reteaua
cristalina a ZrSiO4. Rolul de flux (topitura de
temperatura ridicata) atribuit clorurii de sodiu in unele
lucrari din literatura consideram ca este cel adecvat.
Aceasta constatare este sustinuta inclusiv de comportarea cu
totul particulara a V2O5 si anume temperatura
de topire foarte scazuta (675 C) care sugereaza ca utilizarea mineralizatorilor specifici
pentru reactii in stare solida nu este neaparat necesara.
In probele 5 si 6 s-a
urmarit efectul unui adaos de 15% amestecuri de saruri NaCl si
KCl, respectiv NaCl si LiF in rapoarte molare corespunzatoare
compozitiilor eutectice din sistemele respective [4]. Rezultatele obtinute sunt sensibil mai slabe decat pentru probele din
seria 3 si 4.
In ce priveste temperatura optima de sinteza a acestor
pigmenti putem considera ca aceasta este 1000 C;
chiar daca culoarea probelor la 1000 C este practic la fel cu cea a probelor calcinate la 900 C este
de asteptat ca pigmentul obtinut la 1000 C cu
palier 2 ore va avea o comportare mai
buna in contact cu topiturile generatoare de glazuri.
Pentru pigmentul 3b obtinut la 1000 C cu
palier 2 ore spectrul de difractie RX este prezentat in figura 2. Se
observa ca ZrSiO4 este practic faza unica.
Spectrul de reflexie difuza al pigmentului 3b este
prezentat in figura 1.
Fig. 1. Spectrul de reflexie difuza al pigmentului
Zr1-xVSiO4 obtinut la
1000°C.
Se remarca cele trei benzi de
absorbtie la aproximativ 780 nm, 630 nm si sub 300 nm (in domeniul
UV). Aceste trei benzi sunt atribuite in literatura pentru V4+
[83,84]
Pentru verificarea experimentala a pigmentului
obtinut: bleu (proba 3b) acesta a fost testat in colorarea unei glazuri de
tip vitrus, cu temperatura de ardere 1180 - 1200 C.
Pigmentul a fost introdus in proportie de 6%.
Glazura obtinuta arata ca acest pigment
prezinta o comportare buna in aceste conditii dure de utilizare.
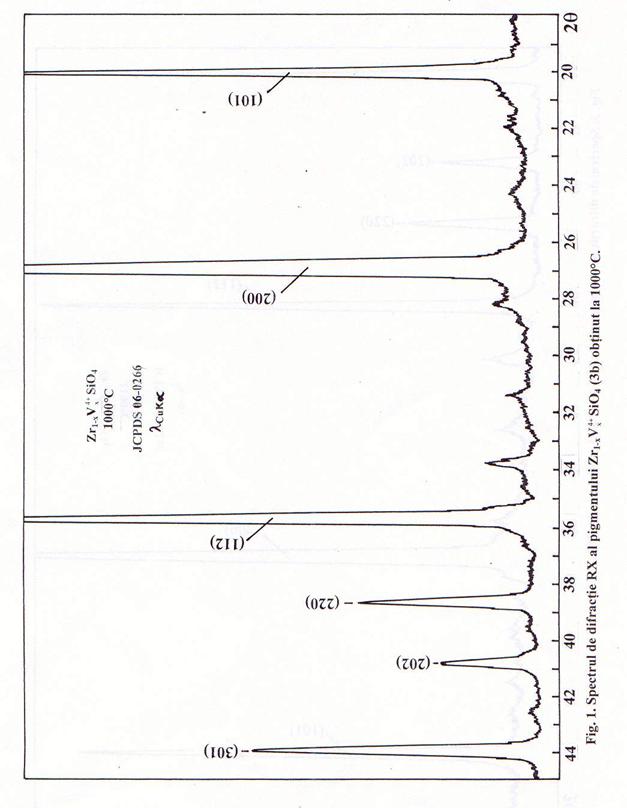
Fig.2. Spectrul de difractie
RX al pigmentului Zr1-xVSiO4 (3b) obtinut
la 1000°C.
Concluzii:
o Conditiile optime de
sinteza pentru pigmentul bleu cu structura de zircon constau in
temperatura de calcinare 1000 C cu palier de o ora, o
atmosfera neutra asigurata de topitura de NaCl in proportie de aproximativ 15% si
o compozitie chimica apropiata de stoechiometria Zr1-xVSiO4.
PROIECTARE TEHNOLOGICA
I1.Descrierea tehnologiei alese
In aceasta parte a lucrarii se urmareste proiectarea
si calculul unei tehnologii de obtinere a unui pigment din sistemul
ZrO2-SiO2, in care cromofor este V4+.
Pentru obtinerea acestui pigment se foloseste procedeul de
fabricatie a pigmentilor pe cale umeda.
Pentru ca pigmentul sa corespunda cerintelor de calitate
cerute, acesta se macina pana la trecerea totala prin sita de
10000 ochiuri/cm2.
Se urmareste sinteza unui astfel de pigment deoarece este
rezistent la temperaturi inalte si are o mare putere de colorare.
Pentru
arderea pigmentului se foloseste un cuptor tunel cu tuburi radiante.
Productivitatea liniei
tehnologice care se proiecteaza este de 30 kg /ora.
I2.Fluxul
tehnologic de obtinere a pigmentului
SiO2 ZrO2 V2O5
I3.Principalele
faze ale procesului tehnologic
Pregatirea materiilor prime ca
prima faza a fabricatiei, are un rol hotarator asupra
calitatii produselor. Impuritatile, mai ales metalele si
sulfurile si duritatea apei utilizate influenteaza vizibil
nuanta pigmentilor obtinuti. O cerinta importanta
pentru obtinerea pigmentilor cu calitati constante, este
constanta materiilor prime si absenta impuritatilor.
I3.1.Dozarea
materiilor prime
Dozarea se face cu un alimentator cu
banda, tinand seama de reactivitatea reactantilor, capacitatea
morii si de pierderile tehnologice. Dozarea materiilor prime trebuie
facuta cu mare atentie si precizie pentru a putea
obtine culori reproductibile.
I3.2. Omogenizarea amestecului de materii prime
Omogenizarea amestecului de materii
prime este o etapa esentiala in vederea asigurarii unui cat mai bun contact
intre reactantii aflati in stare solida. Omogenitatea este una
din conditiile de baza care determina calitatea pigmentului obtinut.Aceasta se poate analiza
umeda, cand este necesara si o omogenizare avansata si
pe cale uscata, cand reactiile de sinteza au loc mult mai
usor si sunt inlesnite de aportul mineralizatorilor.
Procedeul umed
asigura o omogenitate mai buna, insa necesita o uscare
ulterioara.
Omogenizarea umeda
Omogenizarea
umeda se practica atunci cand se impune o omogenizare avansata a
amestecului de materii prime. Dozarea are loc in mod normal, tinand seama
de corectiile de umiditate a amesteculului de materii prime pe cantare
automate, balante tehnice.
Componentele
retetei de fabricatie se introduc in ordinea cantaririi in moara
cu bile. Se adauga cantitatea optima de apa conform
prescriptiei fisei tehnologice (50-60% fata de totalul de
material solid).Raportul material : bile este de preferinta 1:1
pana la 1:1,3. Daca una din materiile prime nu este pulverulenta
omogenizarea se prelungeste pana la macinarea acestuia.
Uscarea are loc in
uscator la temperatura de 150-1800C . Masa omogena
uscata se marunteste in dezintegrator. Pudra omogena
obtinuta se incarca in capsule de material refractar si se
supune tratamentului termic de sinteza pigmentului.
Omogenizarea
uscata
Omogenizarea
uscata se face in recipienti ceramici cilindrici in rotatie sau
in mori cu bile cu diferite capacitati in functie de cantitatea
de material luat in lucru. Omogenizatoarele in "V", care se rotesc in jurul axei orizontale minim o jumatate de
ora pentru fiecare sarja, duc la obtinerea unor amestecuri
corespunzatoare. Daca unul dintre constituenti are tendinta
de aglomerare sub forma de bulgari, amestecul descarcat din
omogenizatoare trebuie sitat printr-o sita de 25-100 ochi/cm2.
Controlul omogenitatii se face prin tasarea amesteculului uscat
si intinderea lui in strat subtire pe o coala alba de
hartie.
Daca urma pe hartie are
culoarea omogena , omogenizarea este corecta.
Controlul se mai
poate realiza prin sitarea a 200g amestec prin sita cu 1000 ochi/cm2.
Daca reziduul nu prezinta granule ale unui singur component,
omogenizarea se considera corespunzatoare.
I3.3. Uscarea pigmentului
Uscarea pigmentului se poate realiza
prin trecerea suspensiei prin atomizor, filtru-presa sau incarcarea in tavi si evaporarea
mediului de spalare in uscatoare tambur la 100-1500C.
Uscarea se face
diferentiat pentru fiecare pigment in parte.
Controlul
uscarii se face prin determinarea continutului de umiditate al
produsului supus uscar
I3.4. Calcinarea - sinteza pigmentului
Cei mai importanti parametrii ai
acestei faze sunt : temperatura maxima de ardere, durata arderii si
atmosfera din cuptor.Acesti parametrii se stabilesc experimental si
trebuie respectati pentru a se obtine o culoare reproductibila.
Sinteza propriu-zisa a
pigmentului are loc in timpul arderii in urma reactiilor in faza
solida, unde are loc degajarea unor substante volatile. Produsul
final al reactiei, pigmentul, suporta fara
transformari incalzirea ulterioara la temperaturi inalte.
Cuptoarele de calcinare pot fi
electrice sau cu gaz , cu functionare periodica, pentru a avea
posibilitatea schimbarii usoare a diagramei de ardere.
Pentru productia de serie se pot
utiliza si cuptoare tunel. Timpul si temperatura de ardere depind de
natura pigmentului si de compozitia procentuala a componentilor.
Pigmentul calcinat se prezinta
sub forma de praf sau de masa compacta.
I3.5. Macinarea pigmentului
Macinarea pigmentului se face
in mori cu bile, captuseala si bilele pot fi din materiale
superaluminoase, rezistente la uzura. Mediul de macinare cel mai
frecvent folosit este apa, dar se pot folosi uneori si medii cu densitate
mai mica, obtinand astfel fineti mai avansate. Finetea de
macinare este un factor determinant al puterii de colorare a
pigmentilor.
Timpul optim de macinare se
determina in cadrul fiecarui pigment in parte pentru pentru atingerea
finetii impuse. El se determina experimental prin verificarea
restului pe sita.In general durata macinarii in cazul morilor de
50-100 litri pentru raport (molar) material : bile: apa de 1:1,5:0,5 este,
pana la trecerea integrala prin sita de 0063, de 30-40 ore.
I3.6. Sitarea pigmentilor
Se realizeaza cu scopul de a
obtine o anumita granulatie a pigmentului impusa de la
inceputul procesului tehnologic.
Se folosesc site vibratoare cu un
singur arbore. In mod conventional, se imparte domeniul de finete al
granulatiei cercetate pe site, in :
granulatii grosiere :
4-100mm
granulatii mijloci :
0,2-4mm
granulatii fine: 0,4m-0,2mm
I3.7. Spalarea pigmentului
Suspensia de pigment
rezultata la macinare se separa cantitativ de bile si se
trece in vasul de spalare.
Spalarea pigmentului se face
cu apa calda sau acizi in
solutii diluate, conform fisei tehnologice intocmite pentru fiecare
pigment in parte.
Spalarea are loc in bazine
emailate, din otel-inox sau din material plastic, prin decantare.
Pigmentul se spala de obicei
cu 8-10 ape de spalare pana rezulta o apa incolora
si pH neutru.
I3.8. Ambalarea , marcarea si depozitarea pigmentului
Ambalarea trebuie sa
asigure neimpurificarea pigmentului atat la ambalare cat si la transport.
Pulberile de pigment se
ambaleaza in cutii de material plastic cu capacitate de 8-10 kg sau pungi de hartie de 20-25 kg
si se depozitaeza in spatii uscate, ferite de intemperii si
mediul poluant de gaze.
Fiecare ambalaj va fi marcat cu
o eticheta care contine urmatoarele date : unitatea furnizoare,
simbolul produsului, culoare similara, numarul si data
fabricatiei lotului.
Pigmentii ceramici se
depoziteaza in incaperi uscate si acoperite.
I3.9. Transportul pigmentilor
Transportul pigmentilor se
face cu transportoarele cu banda. Acestea servesc pentru transportul
materiilor prime pulverulente sau a sacilor, butoaielor.
I4.Incadrarea fluxului tehnologic cu utilaje
Hala de materii
prime
Calculul necesarului de materii
prime se face astfel incat sa se asigure un stoc de materii prime necesare
productiei fabricii la capacitate normala, pe trei luni de zile. Hala
de materii prime este impartita in mai multe compartimente, in
care se depoziteaza materii prime necesare. Tinand cont ca
materia prima folosita in fabrica este in stare afinata, se
aleg dimensiunile boxei de 20 [m] lungime, 3 [m] latime si 2 [m]
inaltine. Din boxa, materiile prime sunt transportate cu vagonul
la banda de transport.
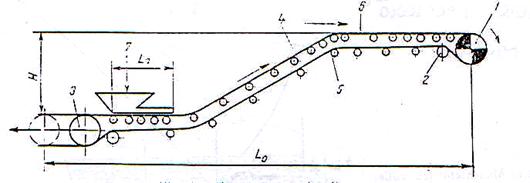
Transportoare cu
banda
- viteza : 1 m/s ;
- numarul insertiilor = 2
;
Servesc pentru
transportul orizontal sau in panta ascendenta sau in descendenta
a materiilor prime pulverulente sau a bucatilor, rocilor, butoaielor.
Benzile folosite difera prin
lungime. Banda este o fasie de material textil impregnata cu
insertie de bumbac, material plastic, impletitura de sarma,
otel, etc. Banda este intinsa pe doi tamburi, unul de antrenare,
celalalt de intindere si este mentinuta de role.
Alimentarea benzii se face printr-o
palnie cu dispozitiv de repartizare uniforma. Caracteristicile benzii
folosite sunt :
latimea benzii : 300
mm ;
panta maxima : 100
;
diametrul rolei
sustinatoare = 100 mm ;
distanta intre rolele de
transport = 1800 mm .
Cantarul
automat cu recipient
Intrucat in cazul realizarii
pigmentilor se cere o precizie de lucru avansata, iar dozatoarele
gravimetrice cu functie continua, nu sunt suficient de
satisfacatoare din acest punct de vedere, se foloseste un
dozator cu functie intermitenta si anume cantarul automat cu
recipient.
De mentionat ca precizia
dozarii la cantarul automat cu recipient se realizeaza la o umiditate
constanta a materiilor prime.
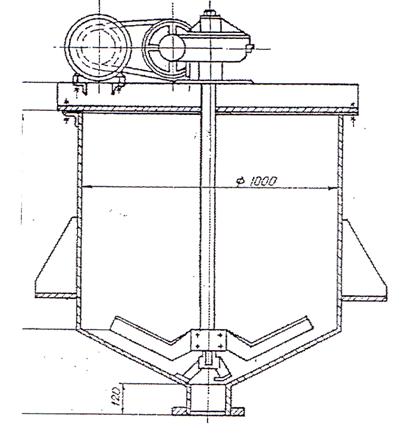
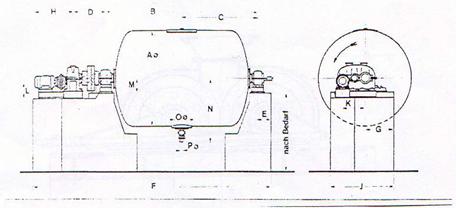
Vas de
dizolvare cu agitator
Vasul de dizolvare cu agitator este
alcatuit dintr-un rezervor de tabla sau otel cu fundul inclinat spre
centru. In centrul rezervorului se roteste un ax vertical prevazut cu
mai multe brate pe care sunt amplasate palete, care au rolul de a antrena
materialul solid depus catre partea centrala. Solutia este
evacuata prin jgheab.Vasul este folosit pentru spalarea pigmentului
obtinut in urma macinar
Caracteristicile tehnice sunt
redate in tabelul de mai jos :
Marimea caracteristica U.M. Valoare
Diametrul m 1,2
Inaltimea m 2,5
Volumul m3 2,8
Viteza periferica m/s 0,05
a bratelor
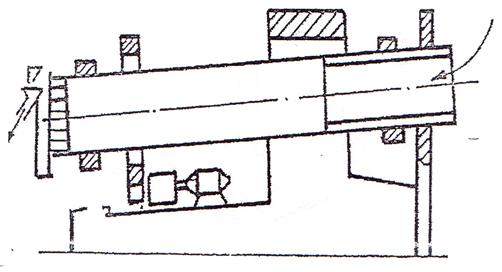
Uscator tambur
Se foloseste pentru uscarea pigmentului
spalat si pentru uscarea amestecului de materii prime.
Uscatorul tambur se compune
dintr-un tambur cilindric gol sau cu sicane interioare inclinat cu 4-6%
fata de orizontala si se invarte pe rola de sprijin.
Materialul circula in contracurent cu gazele de ardere. Antrenarea
tamburului se face printr-o coroana dintata si angrenaj cu
roti conice de la un motor electric.
Caracteristicile tehnice sunt
redate in tabelul urmator :
Marimea caracteristica U.M. Valoare
Timp de uscare min 30
Grad de umplere % 12
Diametrul m 0,85
Lungime M 4
Unghi de inclinatie grade 5
Temp.de uscare 0C 600
Viteza de uscarea m/s 2
a gazelor
Dezintegratorul
Se foloseste pentru macinarea
unor materiale minerale relativ moi.
Materialul introdus in palnia de
alimentare ajunge pe ciocane, de unde este proiectat dupa directia
rezultantei intre forta centrifuga si forta de soc
dirijata tangential. Particulele de material ajung astfel la randul
urmator de ciocane al celuilalt rotor.
Materialul sfaramat se
aduna in partea de jos a dezintegratorului, de unde este evacuat.
Finetea de macinare este
proportionala cu numarul randurilor de ciocane.
Caracteristicile sunt redate mai jos :
Marimea caracteristica U.M. Valoare
Turatia rot/min 1000
Putere necesara kw 2,9
Masa kg 650
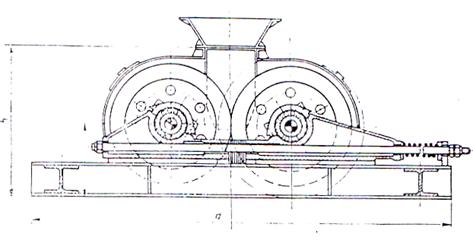
Concasor cu valturi
Se compune in majoritatea cazurilor
din daua valturi dispuse paralel, care se rotesc in sensuri opuse in
jurul axelor lor orizontale; bucata de material de maruntit este prinsa
de valturi in spatiul dintre ele si supusa
maruntirii prin zdrobire si partial prin frecare.
Moara cu bile
Se foloseste la omogenizarea
si maruntirea materialelor prin efectul combinat de lovire si
frecare a unor corpuri de macinare libera.
Ea se compune dintr-un tambur
cilindric, care se roteste in jurul axului sau orizontal si
prezinta doua capace.
Capacele sunt turnate dintr-o
singura bucata sau asamblate prin presare, rezemate pe cuzinetii
asezati de obicei in lagare cu corp sferic.Tamburul mai este
prevazut cu o coroana dintata si o gura de
evacuare. Moara mai are o gura de alimentare, o transmisie de actionare
si o palnie.Tamburul este captusit in interior cu placi de
blindaj de grosime variabila (15-16 mm) din otel turnat sau forjat,
silex sau portelan; corpurile de macinare sunt executate tot din
otel sau silex sau portelan.
Caracteristicile tehnice sunt
redate in tabelul urmator :
Marimea caracteristica U.M. Valoarea
Lungimea tamburului mm 430
Diametrul tamburului mm 500
Volumul l 40
Turatia rot/min 60
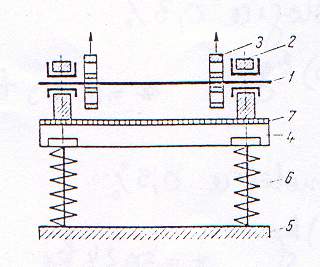
Sita vibratoare cu un
singur arbore
Se foloseste in scopul
efectuarii controlului maruntirii materialului, pentru a ajuta
deplasarea materialului pe sita si implicit pentru marirea
productivitatii, inclinarea sitei este de 240.
Frecventa vibratiilor este de 1000/min.si amplitudinea de 1,5
mm.
Arborele drept rezemat pe
lagare, fixat pe cadrul sitei este prevazut cu doua discuri de
masa excentrica.
Cadrul se sprijina pe un
batiu prin intermediul arcurilor.
Vibratiile libere sunt generate de forte centrifuge generate de
masele excentrice.
Marimea caracteristica U.M. Valoare
Nr.tesuturilor de sarma mm-2 0,0602 Latura interioara a
ochiului mm 0,065
Nr de ochiuri cm-2 10000
Toleranta maxima admisa
la dimensiunea
nominala
% 50
Valoarea maxima a
laturii mm 0,037
Toleranta medie
admisa a
laturii % ±6
Nr. maxim de ochiuri cu
valoare maxima % 6
Diametrul sarmei mm 0,025
Suprafata activa de
cernere % 25
Silozul-Buncarul
Silozul este un recipient in care se
depoziteaza materialele pentru scurta durata, pe parcursul
procesului tehnologic intre diferite faze ale fabricatiei. In fluxul
tehnologic se foloseste pentru depozitarea in diferite faze ale procesului
de fabricatie inainte de impachetare.
Forma buncarelelor este de
obicei conica cu fund plat sau cilindrica cu fund conic.
Cuptor
tunel cu role
Este un agregat de productie
proprie , care a fost proiectat special pentru productivitatea
preconizata.
I5.Bilantul de
materiale
Pentru fiecare operatie din
fluxul tehnologic se fixeaza pierderile si in functie de
productia ce trebuie realizata se intocmeste bilantul de
materiale. Calculul bilantului de materiale duce in final la aflarea
cantitatilor de materii prime necesare pentru a realiza o
productie planificata.
Consideram productivitatea
instalatiei in produs final de 30kg/ora.
Ambalarea - pierderi
tehnologice 0,3%
100kg . . . . . . . . (100 - 0,3) kg
x = 30,09kg
x . . . . . . . . . . .30kg
Dezaglomerare - pierderi
tehnologice 0,5%
100kg . . . . . . . . .(100 - 0,5) kg
x = 30,24kg
x . . . . . . . . . . ..30,09kg
Uscare - pierderi tehnologice
0,5% , umiditate initiala 20%
100kg . . . . . . . . .(100 - 0,5) kg
x = 30,39kg
x . . . . . . . . . . .30,24kg
Cantitatea de pigmenti intrata la
uscare :
100kg . . . . . . . . .80kg
x
= 37,98 kg pigment umed
x . . . . . . . . . ..30.39kg
Cantitatea de apa
eliberata din pigment intr-o ora
37,98 - 30,39 =
7,59kg/ora ; umiditate finala 0,5%
Spalare - pierderi
tehnologice 1%
Spalarea se face cu 100m3
apa la tona de pigment
100kg . . . . . . . ..(100-1) kg
x = 30,64kg
x . . . . . . . . ..30.39kg
Pentru spalare se foloseste
:
1000 m3 apa . . . . . . 1000kg
pigment
x = 3,069m3 apa
x . . . . . . . . . . 30,69 kg
De la spalare rezulta
: 3069 - 7,59 = 3061 kg apa
Sortare - pierderi tehnologice
0,5%
100kg . . . . . . . . .(100 - 0,5) kg
x = 30,84kg
x . . . . . . . . . . . 30,69kg
Macinare - pierderi
tehnologice 1,5%
100kg . . . . . . . . . . ..(100 - 1,5) kg
x = 31,31kg
x . . . . . . . . . . . . .30,84kg
Concasare - pierderi
tehnologice 1,6%
100kg . . . . . . . . . . . .(100 - 1,6) kg
x = 31,82 kg
x . . . . . . . . . . . . . 31,31kg
Transport - pierderi
tehnologice 0,01%
100 kg . . . . . . . . . . ..(100 -
0,01) kg
x = 31,82 kg
x . . . . . . . . . . . . . .31,82 kg
Calcinare - pierderi
tehnologice 4%
100 kg . . . . . . . . . . .(100 - 4)
kg
x = 33,14 kg
x . . . . . . . . . . . . .31,82 kg
Incarcare
in cuptor - pierderi tehnologice 0,01%
100 kg . . . . . . . . . . .(100 -
0,01) kg
x = 33,14 kg
x . . . . . . . . . . . . 33,14 kg
Transport : - pierderi
tehnologice 0,01%
100 kg . . . . . . . . . . (100 -
0,01) kg
x = 33,14
x . . . . . . . . . . . .. . 33,14 kg
Descarcare in cuptor -
pierderi tehnologice 0,01%
100 kg . . . . . . . . . . .(100 -
0.01) kg
x = 33,14kg
x . . . . . . . . . . . . . 33,14 kg
Dezaglomerare - pierderi
tehnologice 0,25%
100 kg . . . . . . . . . . (100 -
0,25) kg
x = 33,22
x . . . . . . . . . . . . .33,14 kg
Uscare - pierderi tehnologice 0,25%
100 kg . . . . . . . . . . (100 -
0,25)kg
x = 33,30kg
x . . . . . . . . . . . . ..33,22kg
Unidiatate initiala 25% , umiditate finala 0,1%
100 kg . . . . . . . . . . . ..75
kg
x = 44,40kg
x . . . . . . . . . . . . ..33,30 kg
Cantitatea de apa eliminata
prin uscare :
44,4 - 33,3 = 11,1 kg
apa
Macinare - omogenizare -
pierderi tehnologice 0,2%
100 kg . . . . . . . . . . ..(100 -
0,2 kg)
x
= 44,49 kg amestec
x . . . . . . . . . . . . . .44,40
kg
0,8 ZrO2 .
0,1 V2O5 . 1 SiO2
M = 0,8 60 = 176,6 kg compus oxidic
176,6 kg . . . .98,4 kg ZrO2 . . . ..18,2
kg V2O5 . . . .60 kg SiO2
33,3 kg . . . . . x . . . . . . . . .y . . . . . . . . ..z
x =18,55 kg ZrO2
y = 3,43 kg V2O5
z = 11,31 kg SiO2
Total pierderi = 10,64%
Apa intrata = 3087,69 kg
Apa iesita = ,69 kg
Schema bilantului de materiale:
Legenda :
ZrO2 Pigment 

 SiO2 Pierderi
SiO2 Pierderi

 V2O5
V2O5
H2O

I6. NOTIUNI GENERALE ASUPRA
CUPTORULUI
Industria silicatilor si a compusilor oxidici se
ocupa de fabricarea liantilor minerali, a sticlei si a
produselor ceramice. Toate procesele tehnologice ale acestor produse, cuprind
una sau mai multe operatii termice, cum sunt : uscarea, arderea,
topirea, recoacerea sau racirea,
care se efectueaza in instalatii speciale, care poarta denumirea
generala de cuptor industrial.
Cuptorul este o instalatie termica in care au loc prin
incalzire transformari fizice, chimice, sau fizico - chimice ale unor
materiale cu structuri si compozitii diferite.
Caldura necesara ansamblului de
transformari ale materialului din cuptor este obtinuta, in cele
mai multe cazuri, prin arderea unui combustibil solid, lichid sau gazos, se mai
foloseste incalzirea electrica sau uneori combinand cele doua
metode.
Fiecare cuptor este destinat
realizarii unui proces
termo - tehnologic bine
determinat, el trebuie sa fie conceput si construit in asa fel,
incat sa satisfaca toate particularitatile si
cerintele speciale ale acestui proces cu maxim de eficienta.
In acest scop, prin proiectare
se vor urmari :
regimul termic prescris sa
fie usor de realizat si de mentinut ;
consumul specific de
caldura sa fie cat mai redus;
productia sa fie
obtinuta cu un minim de cheltuieli de investitie si de
exploatare.
Dezvoltarea noilor
generatii de cuptoare a avut ca idee principala , reducerea
consumului energetic, in special cele legate de arderea si cresterea
productivitatii cuptorului, a gradului de automatizare si
mecanizare.
Geometria spatiului
de lucru a cuptorului, influentand durata de ardere si consumurile
implicate, a suferit modificari fata de cuptoarele clasice, in
sensul ca s-a redus inaltimea si s-a marit
latimea, deoarece temperatura are in mod uniform o distributie
neuniforma pe verticala, ca urmare a tendintei ascensionale a
gazelor fierbinti. Latimea sectiunii transversale a
cuptorului este legata de posibilitatea ca jeturile de gaze sa
penetreze pe aceasta distanta. Pentru a facilita penetrarea
jetului de gaze in stiva, contribuie pozitiv si noul design al
auxiliarilor de ardere si noua dispunere a productilor in stiva.
Tuburile radiante sunt plasate transversal favorizand contactul gazelor cu produsele si transferul termic.
Boltile in arc
au fost inlocuite cu bolti plane pentru impiedicarea stratificarii
din cauza circulatiei gazelor fierbinti.
Pentru
constructia unor astfel de cuptoare s-au folosit materiale usoare
si ultra usoare, cu caracter puternic izolator, care au permis
si noua conceptie de
captusire. In ansamblu, s-a redus greutatea totala a captusel
Carcasa nu este
fixata pe sol, ci simpu sprijinita pe picioare, indirect pe
fundatie pentru realizarea unei alinieri perfecte in lungime si
realizarea unei cote constante a sectiunii cuptorului. Picioarele au un
sistem de fixare a inaltimii cu surub. Asamblarea se face cu
ajutorul unor flanse cu suruburi.
Sistemul de transport
cu role diminueaza consumul de caldura. Patul cu role
reprezinta o vatra, care lucreaza in mod continuu. Aceasta
vatra este o alternanta de spatiu opturat cu fante. Plasand
tuburile radiante tangential, unele sub nivelul rolelor si altele
deasupra, se obtine cel mai bun transfer de caldura si cea
mai buna expunere a produsilor la radiatia gazelor.
Acest tip de cuptor
are printre cele mai reduse consumuri specifice.
Toate rolele aflate
pe un modul de cuptor sunt antrenate simultan si sincron de un
acelasi grup de antrenare.Grupurile functioneaza sincron.
Rolele pot fi : -
metalice, utilizate pana la t = 10000C
-
ceramice, care pot fi :
a) oxidice, mulitice, mulit - corindonice, Tmax
= 12000C
b) neoxidice, din :
carbura de Si, Tmax = 13000C
SiC necristalizata, Tmax =
16000C
Capetele rolelor sunt
bucse metalice, care se fixeaza fata de rola ceramica
cu bolturi. Rola si bucsa au niste gauri ovale. Constructia
rolelor cu bucse la capat, detasabile este necesara,
deoarece rolele se uzeaza si se distrug relativ repede. Pentru
obiectele grele la care principala solicitare a rolelor este incovoierea la
cald, au fost concepute role din SiC infiltrata cu Si.
Materialele de
captusire pot fi : caramizi termoizolatoare, betoane
refractare termoizolatoare si termorezistente, fibre ceramice si
minerale.
I6.1. Calcule preliminarii privind compozitia
produsului pentru care se face arderea
Reteta :
Caolin 52%
Feldspat potasic 23%
Cuart 25%
M caolin = 258
;
M feldspat k
=556 ;
MSiO2 = 60 ;
258 p.g. caolin . . 102g Al2O3 . . 2 60 gSiO2 . . 2 18 g H2O
52 p.g . . . . . . ..x . . . . . . .y . . . . . . ..z
x = 20,56 g Al2O3
y= 24,18 g SiO2
z = 7,25 g H2O
556 p.g. feldspat K . . 94 g K2O . . 102 g Al2O3 . . 6
60 g SiO2
23 p.g.
. . . . . . . . x . . . . . ..y . . . . . . z
x = 3,88 g K2O;
y = 4,22 g Al2O3;
z =
14,89 g SiO2;
Total oxizi:
64,07g SiO2
24,78g Al2O3
3,88g K2O
92,73g amestec
92,73g . . 64,07g SiO2 . . 24,78g
Al2O3 . . 3,88g K2O
100 . . . . . .x . . . . . . .y . . . . . . ..z
x = 69,09 % SiO2
y = 26,72 % Al2O3
z
= 4,18 % K2O
|
Al2O3
|
SiO2
|
K2O
|
|
Caolin
|
20,56
|
24,18
|
|
|
Feldspat
K
|
4,22
|
14,89
|
3,88
|
|
Cuart
|
|
25
|
|
100 26,72 69,09 4,18
I6.2. Predimensionarea cuptorului
Produsele arse in cuptor: farfurii adanci, care
prezinta urmatoarele
caracteristici:
H = 26 [mm]
D = 230 [mm]
G = 360 [g/buc]
Pentru
determinarea densitatii de asezare se alege :
- Latimea cuptorului B = 1,250 [m]
- Inaltimea cuptorului H = 0,162 [m]
- Lungimea L = 1,00 [m liniar]
Volumul util al cuptorului se calculeaza cu formula :

P - productivitatea anuala a cuptorului [t/an]
t- durata ciclului de ardere [h]
G - densitatea de asezare a
incarcaturii [t/m3]
ta -
indice extensiv de functionare a cuptorului [h/an]
m -
cantitatea de rebuturi in timpul arderii [%]
Conform datelor de proiectare initiale :
P =
4000[t/an]; t = 1,5[h]; ta = 5760[ore/an]; m = 1% ;
Modul de
aranjare al farfuriilor :
trei farfurii pe lungime
partu farfurii pe latime
patru farfurii suprapuse pe inaltime
m = 0,36 4) = 17,28 [kg]
V= H B L = 0,162 1 = 0,2[m3]
Densitatea de
asezare a incarcaturii:
Volumul util al cuptorului :
Se adopta :
Lc = 60[m]
I6.3.Calculul combustiei
Compozitia gazului folosit :
CH4 = 99% ; O2 = 0,6% ; N2 = 0,4%
Reactia : CH4 + O2 CO2 + 2H2
a) Cantitatea teoretica de aer
uscat :
a = exces de aer = 1,6
Va = 1,6 m3N
kg
b)
Cantitatea de gaze de ardere :

c) Cantitatea totala de gaze de ardere
Temperatura
calometrica de ardere:
Hi - puterea calorifica inferioara a combustibilului in [Kj/Kg] sau
[Kj/Nm3];
qfiz -
caldura sensibila a combustibilului si aerului preincalzit
in [Kj/Kg] sau [Kj/m3N];
Vg -
volumul de gaze de ardere rezultat [m3N/kg comb.];
qcomb - temperatura combustibilului [0C]
qa - temperatura
aerului carburant [0C]

CpCO2 = 2,3435 [kj/Nm3]
1450 0C CpH2O = 1,876 [kj/Nm3]
CpN2 =
1,448 [kj/Nm3]
CpO2
= 1,533 [kj/Nm3]
I6.4.Bilantul termic al cuptorului
Bilantul termic serveste ca baza pentru calculul consumului de
caldura si determina distributia caldurii in
diferite parti ale cuptorului.
Stabilirea pozitiilor de activ
a) Caldura chimica a combustibilului :
b) Caldura fizica a combustibilului :
c) Caldura fizica a aerului :
d) Caldura fizica a
materialului :
Stabilirea pozitiilor de pasiv
a)
Caldura consumata pentru incalzirea
materialului
b) Caldura evacuata cu gazele la cos
c)Caldura
pierduta prin pereti , bolta , vatra
Materialele folosite pentru peretii
laterali , bolta si vatra cuptorului tunel cu role sunt urmatoarele :
caramida
termoizolatoare (JM 26)
caramida
termoizolatoare (JM 23)
caramida
termoizolatoare (JM 20)
placa de silicat de Ca
(1000)
Caracteristici :
JM 26
temperatura maxima de
utilizare 14300C
densitate 0,78 kg dm3
rezistenta la
incovoiere 14 kg cm2
rezistenta la compresiune 17 kg cm2
conductivitate
termica l = 0,27 W m k ; l = 0,29 W m k ;
l = 0,31 W m k ;
JM 20
temperatura maxima de
utilizare 11000C
rezistenta la incovoiere
7,5 kg cm2
rezistenta la compresiune
8,0 kg cm2
densitatea 0,45 kg dm3
conductivitate termica : l = 0,13 W m k ; l = 0,15 W m k ;
l = 0,17 W m k ;
Cal. Sil. 1000
conductivitate termica : l = 0,054 W m k ;
l = 0,058 W m k ;
l = 0,063 W m k ;
l = 0,068 W m k ;
l = 0,074 W m k ;
l = 0,082 W m k ;
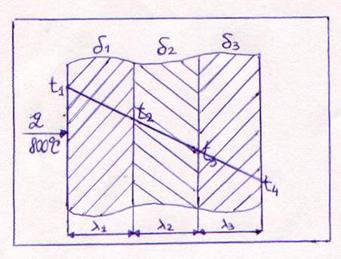
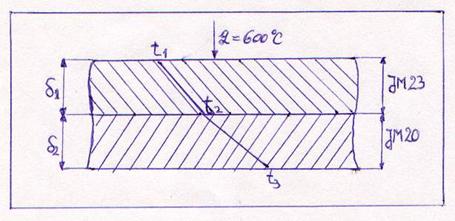
Calculul
pierderilor prin peretii laterali
1. Zona de temperatura 600
- 800 - 6000C , cu pereti :
JM 26 (230mm) ; JM 20
(114mm) ; Cal. Sil. 1000 (150mm);
Estimez qe =550C
a 55 = 10,23[W m2 K]
q = k (qi - qe) = 0,244(800 - 55) =181,78[W m2]
Q = k×A(θi-θe)
2.Zona
de temperatura 20 - 6000C , cu peretii :
JM 23 (114mm) ; JM 20 (230mm)
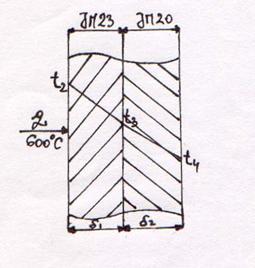
Estimez qe = 300C
a 30 =8,81[W m2 k]
Calculul pierderilor prin vatra
1.Zona de temperatura 600 - 800-6000C , cu JM 26
(230mm) ; JM 20 (230mm);
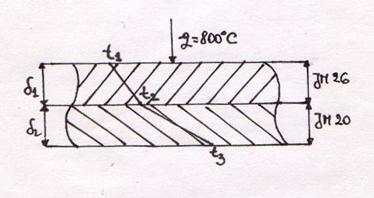
Estimez qe = 450C
a 45 = 9,66[W m2 k]
2.Zona de temperatura 20-6000C
; JM 23(230mm) ; JM 20(230mm)
Estimez: qe =300C
a 30 = 8,81[w m2]
Calculul pierderilor prin
bolta
1.Zona de temperatura 600 - 800 - 6000C , cu
pereti :
JM 26 (0,144mm) ; JM 23
(0,144mm) ; JM 20 (0,230mm);
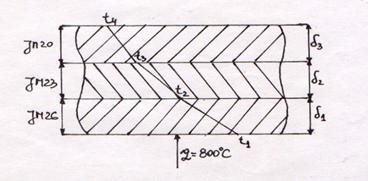
Estimez q =550C
a 55 =12,53 [w m2]
2.Zona de temperatura 20-8000C , cu pereti : JM 26 (0,114mm) ; JM 23 (0,114mm) ; JM 20 (0,230mm);
Estimez qe = 300C
a 30 =11,11 [w m2 k]
Deducerea necesarului de
combustibil pentru 1 kg produs finit
Se face prin egalizarea pozitilor de
activ, respectiv pasiv pentru zonele de preincalzire si ardere.
Qactiv = Q1+Q2+Q3+Q4
Qactiv = 35474 x +39,72 x +391,7 x +15,48
Qactiv = 35905,42 x +15,48[Kj]
Qpasiv =Qmat+Qgaze+Qelem.constr
Pentru calculul
caldurii pierduta prin elementele constructive, se iau in considerare
;
- 24,4 m din zona de
preincalzire, care reprezinta 59,65% din 40,9 m
-19,11 m din zona de
ardere.
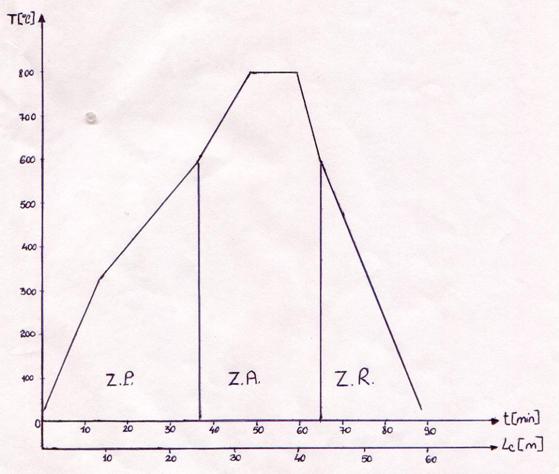
Qtotal ZP = Qpereti
+ Qbolta + Qvatra =2,79+9,66+8,41=20,86
[kw]
Qtotal
ZA = Qpereti+Qbolta+Qvatra =
1,098+5,86+7,26 = 14,21[kw]
26,65[ kw] = 140,263 [kj kg]
Qactiv = Qpasiv
35905,42 x +15,48 =3267,5 x +992,40
x = 0,03 [Nm3/kg
p.f.]
Deducerea
necesarului de aer de racire
Rezulta din bilantul
zonei de racire care are 16,5m si reprezinta 40,34% din 40,9m;
Activ :
Pasiv:
a) Caldura pierduta prin elementele
constructive
b) Caldura pierduta
cu materialul la iesirea din cuptor
c) Caldura
pierduta la evacuarea aerului
Activ = Pasiv
867,2 + 25,94 x = 44,26 + 81,3 + 379,64 x
x = 2,09 [Nm3aer/kj p.f.]
I7. AUTOMATIZAREA CUPTORULUI TUNEL
Prin automatizarea regimului de
functionare a cuptoarelor incalzite cu combustibil, se
urmareste reglarea regimului termic, reglarea procesului de ardere a
combustibilului, precum si a presiunilor, si a diferentelor de
presiune. La instalatiile de uscare din industria ceramica, se mai
adauga uneori masurarea umiditati.
In multe cazuri, marimea reglata
nu este mentinuta la o valoare prescrisa constanta, ci la
una variabila. Astfel, se poate folosi reglarea cu program, reglarea in
cascada si reglarea cu urmarire. La multe procese tehnologice, mai
ales la cuptoare de ardere a maselor ceramice, se folosesc regulatoare cu
program. Reglarea in cascada se aplica la reglari precise de
temperatura ale elementelor automatizate cu inertie mare, supuse unor
perturbatii frecvente.
Reglarea automata a procesului tehnologic in cuptor,
cu ajutorul mai multor bucle de
reglare.
Reglarea automata a proceselor
tehnologice in cuptoarele industriale, se realizeaza in mod uzual,
folosind mai multe bucle de reglare a parametrilor, unele putand fi
interconectate. Schema de reglare a procesului de tehnologic este
prevazuta cu patru bucle de reglare:
bucla a"
mentine constant debitul de combustibil (regulatorul Re, marimea
reglata Qc)
bucla "b" regleaza
raportul debitelor cos combustibil (regulatorul de raport Rr, marimea reglata
Qa Qc)
bucla "c" regleaza
temperatura in cuptor (regulator RT, marimea reglata -
temperatura ) si este conectata in cascada cu bucla "a", care
stabilizeaza debitul de combustibil Qc la valoarea impusa de
regulatorul RT.
In acest mod, prin buclele
a,b,c, se realizeaza regimul termic prescris in cuptor prin
mentinerea la valori prescrise ale tuturor parametrilor care il
determina Qc, Qa/Qc si T, se
pot folosi urmatoarele variante:
la reglarea cu program in timp,
regulatorul RT primeste
variatia To=f(t)de la un dispozitiv
de programare ; interdependenta buclelor a,b si c, ramane
aceeasi.
la cuptoarele cu mai multe zone
(precum sunt cuptoarele tunel) se folosesc bucle a,b si c separat in
fiecare zona, determinand regimurile termice distincte si
independente ale acestora.
la cuptoarele cu camere mari la
care masurarea temperaturii intr-un singur punct care este edificatoare,
se regleaza o functie corelata a valorilor masurate in
diferite puncte, se foloseste in mod uzual o medie autentica a acestora,
realizata cu un dispozitiv de calcul plasat inaintea regulatorului de
temperatura RT.
La buclele principale a,b
si c se adauga de la caz la caz, corectiile mentionate
anterior. Reglarea presiunii in cuptor se face cu bucla independenta "d"
(Regulatorul RP) marimea reglata: presiunea in canalul de
evacuare a gazelor de ardere.
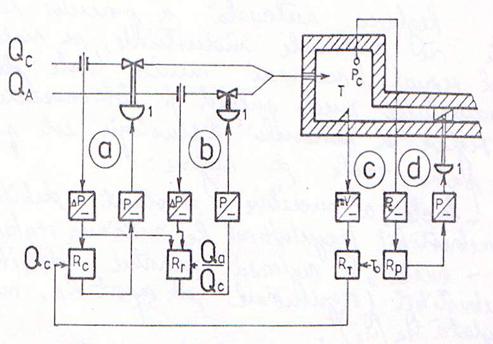
Semnificatiile notatilor sunt:
1 - organ de executie actionat
pneumatic

- traductor de presiune

- indicator de
presiune
- regulator debit de combustibil
- regulator raport
Qa/Qc
-
traductor temperatura
- tensiune
- indicator presiune cuptor Pc
- regulator de temperatura
- regulator de presiune
2 - clapeta de reglare
I8.ASPECTE TEHNICO-ECONOMICE
A. ELEMENTE DE MANAGEMENT
I. Indicatori
tehnico-economici de eficienta a productiei
I.1.Pretul
productiei industriale
Pretul productiei
industriale este indicatorul care reflecta toate cheltuielile efectuate cu
ocazia realizarii productiei la care se adauga cheltuielile de
desfacere si profitul brut.
Se calculeaza cu relatia :
Pp=Mp+(-Mr)+S+CAS+CIFU+CGS+CGI+CD+Pr
In care : Pp=pret
de productie
Mp=costul materiilor prime
si materialelor
Mr=costul materiilor recuperabile
S=salarii
CAS=contributii asupra
salariului
CIFU=cheltuieli cu intretinerea
si functionarea utilajelor
CGS=cheltuieli generale
sectiei
CGI=cheltuieli generale de
intreprindere
CD=cheltuieli de desfacere
Pr=profitul brut
CAS- in aceasta categorie
intra ajutorul de somaj , pensii, sanatate
CIFU- fac parte din cheltuielile fixe,
necesare mentinerii capacitatii de functionare
(reparatii curente , capitale , intretinere obiecte de inventar ,
combustibil si energie , cota parte din amortizari ).
CGS-cheltuieli fixe ,care nu se
modifica cu volumul productiei pentru un interval de timp dat:
slarile personalului indirect productiv din birourile sectiilor, ale
personalului de intretinere, iluminat, incalzit, cota parte din
amortismente, etc.
CGI-de acelasi gen ca si cele
ale sectiilor, dar la nivel de unitate
CD-cheltuieli ocazionale de
pregatire a livrarii produselor
Pr - profitul reprezinta surplusul
obtinut de o societate comerciala atunci cand venitul total
obtinut depaseste cheltuielile necesare fabricarii
produsului
Profitul este cota parte din pretul de
productie ce asigura fondurile necesare pentru dezvoltarea
productiei, pentru stimularea activitatii salariatilor.
Cresterea profitului se poate realiza prin cresterea volumului
productiei industriale, reducerea costurilor sau modificarea preturilor
de livrare. In pretul de productie intra profitul brut.
Profitul impozabil se obtine
scazand din profitul brut cheltuieli de protocol,reclama si
publicitate si cheltuieli pentru scopuri umanitare :
Pr imp = Prbrut - (Cprp+Csu)
Impozitul pe profit ( Ip ) se calculeaza ca fiind
38% din profitul impozabil :
Ip=0,38xPr imp
Profitul net se calculeaza ca diferenta dintre
profitul impozabil si impozitul pe profit :
PN = Primp - Ip
Impozitul pe dividente este 10% din profitul net :
ID = 0,1 x PN
Dividentele firmei se calculeaza ca diferenta
dintre priofitul net si impozitul pe dividente :
D = PN - ID
I.2.Taxa pe valoarea
adaugata(TVA)
TVA este un impozit sau taxa
generala de 19% asupra valorii bunurilor sau a prestariilor de servic
In fiecare etapa a productiei,
a prestatiei sau distributiei, cand se desfasoara
livrari sau transaporturi de bunuri mobile si se efectueaza
prestari de servicii, se aplica taxa asupra valorii adaugate,
adica asupra diferentei dintre valorea bunurilor care fac obiectul
operatiunii de vanzare, fata de stadiul de cumparare in
etapa actuala fata de cea anterioara .
Consumatorul, in pretul platit, preia si
taxa pe valorea adagata de 19% in total taxa care s-a cumulat in
pret din valorile adaugate in fazele din circuitul economic al
bunului respectiv :
TVA1 = 19% x Mp
TVA = 19% x Pp - TVA1
I.3.Pretul de livrare ( Pl
)
Se obtine
adaugand TVA-ul la pretul de productie:
Pl = Pp+TVA
I.4.Cifra de
afaceri ( CA )
Se obtine
inmultind pretul de livrare cu cantitatea de productie
obtinuta pe an ( Q ):
CA = Pl x Q
I.5.Rentabilitatea
( R )
R
Cost complet ( pret de cost ) =
Mp+(-Mr)+S+CAS+CIFU+CES+CGI+CD
I.6.Productivitatea
muncii ( W )
Este un indicator sintetic, care exprima volumul de
munca cu care se realizeaza bunurile materiale, deci un indicator de
eficienta a munc Serveste la compararea in diferite perioade a
efortului uman investit in realizarea bunurilor materiale in general .
In mod uzual se exprima in 2 forme :
a)
productivitatea fizica
Wf =
Unde :
Pf = productia fizica
Nmp = numarul mediu personal
b)
Productivitatea valorica
WVPI = 
Unde:
VPI = valoarea productiei industriale ( sau cifra de afaceri CA )
Indicatori de
eficienta a investitiei
1.Investitia
specifica ( i )
Se exprima sub forma unui raport intre efortul
si efectul economic rezultat de pe urma acestui efort :
i = 
unde : I = valoarea totala a
investitiei
VPI = valoarea productiei industriale
2.Durata de recuperare a
investitiei ( t )
Durata de recuperare ( t ) se calculeaza
raportand valoarea totala a investitiei (I) la dividentele firmei ( D
) :
t = 
3.Eficienta fondurilor fixe ( EFf )
a . eficienta folosirii fondurilor fixe
fata de VPI:
EFf
=  ; Ff = fonduri fixe (
teren , cladiri )
; Ff = fonduri fixe (
teren , cladiri )
b . Eficienta folosirii
fondurilor fixe raportat la profitul lor :
EFf = 
IAnaliza rentabilitatii pe baza punctului critic
Legatura dintre suma cheltuielilor de
productie si cantitatea de produs ce trebuie realizata, pentru
ca prin vanzarea sa, sa se acopere toate cheltuielile, se
evidentiaza cu ajutorul punctului critic, numit prag de rentabilitate
.
B. ELEMENTE DE MARKETING
1.Prezentarea generala a firmei
- Volumul afacerilor si structura
productiei ( obiect de activitate )
-Punctele tari ale firmei ( de
exemplu seriozitatea si profesionalismul angajatilor, produse de
calitate superioara, materii prime de buna calitate, pret
corespunzator, etc)
Punctele
slabe ale firmei ( de exemplu capacitatea de productie mica, care nu
satisface integral cererea pietei ).
2.Piata de
desfacere
Definirea si delimitarea segmentelor de piata presupune
cunoasterea pietei, aceasta facandu-se cu ajutorul unor
indicatori globali cum sunt: capacitatea pietei, potentialul ei
si consumul aparent.
Capacitatea
pietei (Cp) reprezinta posibilitatea pietei de a absorbi un
produs, lucrare sau serviciu, fara a tine cont de pretul
acestora :
Cp = Nc x i
Unde : Nc = numarul de
consumatori
i = intensitatea medie de consum
Potentialul pietei
(Ppt) reprezinta volumul maxim al vanzarilor ce poate fi
obtinut de toate firmele dintr-o industrie, de-a lungul unei perioade de
timp.
La un
anumit nivel al efortului de marketing si in anumite conditii de
mediu :
Ppt = Nc x i x
Pcp
Unde : Pcp
= puterea medie de cunparare la pretul dorit de producator.
Volumul pietei include totalitatea
bunurilor sau serviciilor achizitonate la un moment dat pe o anumita
piata, respectiv a ofertelor acceptate la un pret determinat .
Vp = q x p
Unde : Vp = volumul pietei
Q = totalitatea marfurilor de
un anumit tip vandut pe piata
p = pretul marfurilor vandute
Gradul de saturatie al
pietei (Gs)
Evidentiaza raportul dintre cererea si oferta manifestate pe piata si se
calculeaza ca raport intre volumul pietei si potentialul
acesteia :
GS
I9.PROBLEME DE PROTECTIA MEDIULUI
Procesele moderne de productie
si necesitatile sporite ale societatilor de tip industrial
au determinat, fara indoiala, o solicitare considerabila a
mediului inconjurator.
Cresterea populatiei si
intensificarea industrializarii, cu o concomitenta marire a
productiei industriale, aduce aparitia unor cantitati tot
mai mari de reziduuri.
Consecintele neplacute ale
eliminarii defectuoase a deseurilor asupra mediului ambiant afecteaza
in egala masura apa, aerul si solul.
Activitatile de reciclare
si recuperare sunt concentrate pe prevenirea poluarii mediului de catre
poluantii periculosi, economisirea de energie si materii prime.
Este inportanta micsorarea cantitatii de deseuri in
toate etapele existentei produsului: extragerea materiei prime,
producerea, utilizarea, evacuarea dupa utilizare. Intregul "continut
ecologic" al unui produs trebuie optimizat.
Minimizarea deseurilor nu este
numai o problema de tehnologie, ea implica planificarea si
organizarea, o atitudine noua, inovatoaare, o buna gospodarire -
cu alte cuvinte, practici manageriale ecologice.
Politica manageriala trebuie
sa faca din reducerea poluarii o prioritate si o parte
integranta a operatiunilor de afaceri.
Protectia mediului este una din
problemele majore cu care se confrunta omenirea.
Obiectivele majore ale politicii de
mediu sunt: protectia sanatatii oamenilor,
mentinerea diversitatii biologice, gospodarirea resurselor
naturale pentru a asigura o folosinta pe termen lung a acestora. Sunt
obiectivele unei viitoare dezvoltari durabile, care presupun asumarea unor
sarcini privind mediul la nivel local, regional si global.
Multe substante chimice specifice,
utilizate pe scara larga, sunt periculoase, din cauza
reactivitatii chimice, pericolului de incendii, toxicitatii
si a altor proprietati. Exista numeroase tipuri de
substante periculoase, constand din amestecuri de chimicale specifice,
care includ: substante explozive: dinamita, gaze comprimate: H2,
SO2, lichide inflamabile: benzina, solide inflamabile: CaCl2,
materiale oxidante, materiale otravitoare: HCN, anilina, agenti
etiologici, materiale radioactive: plutoniu, 60Co, hexafluoura
de uraniu.
Numarul substantelor chimice
este imens. Chimical Abstract`s Service Registry consemneaza peste 5
milioane de substante. Se estimeaza ca 1000 de noi
substante intra in circuitul comercial anual. De aici si
numarul extrem de mare al poluantilor chimici, care contamineaza
mediul, numar care este in continua crestere.
USEPA a identificat 65 clase de
substante toxice, dintre care 129 de compusi organici, 13 metale
grele, cianuri si azbest. O parte din acesti compusi ajung
direct in mediu, punand probleme deosebit de dificile, atat la decelarea lor,
cat si la elaborarea unor tehnologii adecvate de tratare si epurare
[32].
Rezidurile periculoase sunt
deseuri sau combinatii de deseuri care prezinta un pericol
important actual sau potential, pentru sanatatea si viata
oamenilor sau a altor organisme vii, din cauza ca sunt
nebiodegradabile si persistente in natura, efectul lor pote fi
amplificat biologic, pot fi letale, pot cauza efecte nocive cumulative.
Proprietatile luate in
considerare pentru a defini un deseu periculos sunt: inflamabilitatea,
corozivitatea, reactivitatea, toxicitatea, carcimogeneza. Rezidurile medicale
si cele radioactive de nivel scazut din amestecurile de reziduri
mixte sunt considerate deseuri periculoase speciale.
Deseurile periculoase au un impact
foarte grav asupra calitatii mediului, influentand in sens
negativ sanatatea umana.
In ce priveste sursele
propriu-zise de reziduri periculoase cea mai importanta sursa o
reprezinta industria chimica, petrochimica si cocso - chimica,
industria metalurgica.
Virtual, toate rezidurile periculoase
sunt otravitoare intr-o masura mai mica sau mai mare.
Toxicitatea unui deseu este o functie de multi factori: natura
chimica, matricea in care sunt continute, consistentele expunerii
la efectele lor, specia expusa, modul de expunere, gradul de expunere
si timpul de expunere.
Multe reziduri periculoase sunt
corozive asupra naturii, uzual din cauza extremelor pH-ului sau a
continutului de saruri dizolvate. Rezidurile oxidante pot cauza
arderea necontrolata a unor substante combustibile. Deseurile
periculoase cu reactivitate ridicata pot expolda, cauzand distrugerea
materialelor si a structurilor. Contaminarea cu pesticide toxice a
cerealelor duce la produse necorespunzatoare pentru utilizare.
In plus la efectele lor toxice in
biosfera, deseurile periculoase pot afecta aerul,apa si solul.
Rezidurile periculoase care intra in aer deterioreaza calitatea
acestuia, atat direct, sau prin formarea poluantilor secundari.Constituentii
rezidurilor periculoase dizolvanti in apa, in suspensie si sub
forma de film la suprafata apei pot sa o faca
necorespunzatoare pentru utilizare sau pentru viata acvatica.
Solul expus la reziduri periculoase in
atmosfera poate fi serios distrus prin alterarea proprietatilor fizice si chimice si a
capacitatii de a sustine plantele.
Persistenta substantelor
periculoase in atmosfera este adeseori determinata de reactii
fotochimice. Astfel de substante pot fi convertite in materie nevolatila,
insolubila, si precipitate din atmosfera pe sol sau plante.
Posibilele efecte asupra
sanatatii omului si mediului sunt de un spectru larg.
Circulatia aproape nelimitata, activitatea si reactivitatea
substantelor chimice periculoase in atmosfera sunt bine stabilite,
iar migrarea dintr-un mediu in altul este evidenta.
Rezidurile periculoase pot intra in
corp prin: ingestie, inhlare, prin piele sau prin rani,
intepaturi.
Efectele negative asupra omului sunt
intr-un domeniu larg, de la iritatii fizice minore si temporare,
dureri de cap si greata pana la disfunctii pe termen
lung, cancer sau moarte.
Este necesar un plan de protectia
muncii cu scopul stabilirii procedurilor de siguranta a muncitoriolr
si a personalului care se ocupa cu activitati de manipulare
zilnica si purificare a rezidurilor.
Pentru elaborarea planurilor de
gestionare a deseurilor, trebuie luate in considerare:
asigurarea informatiilor
referitoare la tipurile, cantitatile deseurilor care urmeaza sa fie
valorificate sau eliminate.
masurile specifice pe
categorii de deseuri.
zonele si
instalatiile de valorificare, sau de eliminare a deseurilor.
date despre persoanele fizice
autorizate sa desfasoare activitati independente
sau persoanele juridice, imputernicite cu gestionarea deseurilor.
BIBLIOGRAFIE
1. ***"Encyclopedia
of Science and Technology", McGrow-Hill, NewYork, 7thEd.,vol.13,1992,
p.538.
2. H. Kittel, "Pigmente. Herstellung, Eigenshaften,
Anwendung", Wissenschaftliche Verlagsgesellschaft MBH, Stuttgart,1960.
3. C. Kiefer si
A.Allibert, L'ind.
Ceram., 607, (1968), p.213.
4. R.A.Eppler, Am.Ceram.Soc.Bull. vol.56, nr.
2, (1977),213.
5. W.A.Weyl, "Coloured Glasses", Dawson of Pall Mall, London,
1959.
6. W.A.Weyl, "Coloured Glasses", Published by Society of glass Technology
"Thhornton", Sheffield,
1986.
7. C.Savii, Teza de doctorat, Inst. Politehnic
Timisoara,1989.
S.A.Seabright, "Ceramic Pigments", U.S. Pat. Nr.1, 441, 447,Mai 11, 1948.
9.
N.Orban,"Pigmenti anorganici pentru lacuri, vopsele si
cerneluri",
Ed.Tehnica, Bucuresti,1974.
10. *** 14 Congresso Internazionale dello Smalto, Barcelona, 1986.
11. W.D.J.Evans, Trans. Brit. Ceram. Soc., sept.1968, p. 397.
12. Du Pont,
U.S.Pat. 2,924, 540,(1960).
13. P.A.Levin, Steklo Keram., 1, (1966), p.26.
14. N.F.Gerasimovici, Steklo Keram., 3, (1968),p.44.
15. P.A.Levin, Steklo Keram., 3, (1968), p.36.
16. S.G.Tumanov, V.P.Komarov si A.S.Bistrikov,
Steklo Keram., 8, (1971), p.35.
17. A.J.Eroles, and A.L.Friedberg,
J.Am.Ceram.Soc., 48(5), (1965), P.233.
18. R.A.Eppler, "Ullman's Encyclopedia of
Industrial Chemistry", VCH Verlagsgesellschaft MBH, D-6940, Weinheim,vol.A5, 1986, p.545.
19. D.Speer, Dissertation "Synthese neuer
glasur-stabiler anorganischer farbkörper", Universität Hannover, 1987.
20. J.Alarcon, P.Escribano and J.J.Gargallo,
Br.Ceram. Trans. J., 83, (1984), p.81.
21. J.Carda, G.Monros, P.Escribano and J.Alarcon, J.Am.Ceram. Soc., 72(1),
(1989),p.160.
22. S.
Eric-Antoniç, Lj.Kostiç-Gvozdenoviç, L.Filipoviç-Petroviç and R.Dimi-trijeviç,
Adv.Sci.Techol., 3A, (1995), p.21.
23. K.K.Kvyatkouskaya, A.G.Zazhigin si E.S.Kosorukova, Steklo Keram., 4, (1987),p.21.
24. J.Alarcon, P.Escribano and R.M.Marin,
Br.Ceram.Trans.J., 84(5), (1985), p.170.
25. P.Escribano,C.Guillem and J.Alarcon, Ceram. International, 10(4), (1984),p.153.
C.A.Seabright and H.C. Draker,
Am.Ceram.Soc.Bull., 40, (1961), p.1.
27. R.A.Eppler,
J.Am.Ceram.Soc., 62, 1-2,(1979), p.47.
28. R.A.Eppler, J.Am.Ceram.Soc., 53, (1970),
p.457.
29. L.Gagea, Teza de doctorat, Inst.Politehnic
"T.Vuia",Timisoara
30. I.Lazau,
I.Fejer si R.M.Jurca, Zilele Academice Timisene, 25-27 mai, 1995,
p.295.
31. Perju
D.,Todinca T., Automatizarea utilajului tehnologic in industria
chimica, I.P.Timisoara, 1986, vol.I si
32. Viorica Dalea,
D.Cocheci, E.Brinzei, M.Gheju, F.Manea, L.Duda, Tratarea si depozitarea
deseurilor toxice si radio active,Ed.Politehnica, Timisoara,
2002.
33. G.M.Kakabadze, E.A.Borzhoyan si R.D.Khachidze, Pat.USSR,
Nr.1,337,355,Sept.15, 1987
34. Cao Shuliang,
Eur.Pat.Nr.201 179, Dec.17, 1986.
35. Zh.I.Zellenko, V.L.Petrusev si Can Dien Sik, Pat.USSR, Nr.1, 289,
835, Feb.15, 1987.
36. M.S.Bibilashvili si N.S.Belostotskaya, Pat. USSR, Nr1, 299, 991,May
30, 1987.
37. A.I.Shushanashvili, N.G.Rukhadze, L.K.Alaverdova si I.G.Abuladze,
Pat.USSR, Nr.1, 318, 559, Jun.23, 1987.
38. I.V.Pishch,
T.L.Rotman, Z.A.Romanenko, L.A.Golubovskaya si V.G.Ivanov, Pat.USSR, Nr.1,
268, 521, Nov.07, 1986.
39. G.N.Kukushkina,
A.M.Demidovskaya, O.T.Irklievskaya, V.M.Mokhort, T.L.Kurlovich, L.N.Stepanova
si V.L.Petrusev, Pat.USSR, Nr. 1, 281, 534, Ian.07,1987.
40. I.V.Pishch,
T.L.Rotman, Z.A.Romanenko si L.A.Golubovskaya, Pat.USSR, Nr.1, 281, 535,
Ian.07, 1987.
41. Takakamo
Masanori si Nishio Akira, Pat. Jpn., Nr.08, 27, 393, Ian.30, 1996.
42. A.Y.Gruzdev
si A.D.Gerasimov, Pat.USSR, Nr.2, 034.880, May 10, 1995.
43. D.Becherescu,
V.Cristea, F.Marx, I. Menessy, F.Winter, "Chimia Starii Solide", vol.1,
Ed.Stiintifica si Enciclopedica, Bucuresti, 1983.
44. D.W.Richerson, "Modern Ceramic Engineering", Sec.ed.,Marcel Dekker,
Inc.New York, 1992.
45. Gh.Mastacan
si I.Mastacan, "Mineralogie", vol.2, Ed.Tehnica, Bucuresti,1976.
46. R.Apostolescu, "Cristalografie.Mineralogie", Ed.Didacticasi Pedagogica,
Bucuresti, 1982.
47. Gh.Mastacan si I.Mastacan, "Mineralogie",
vol.1, Ed.Tehnica, Bucuresti,1975.
48. A.Michel, "Phénomenes magnétiques et structure", Masson, Paris, 1966.
49. S.Cedighian, "Ferite", Ed.Tehnica, Bucuresti,1966.
50. Gh.Nedelcu,
Teza de doctorat, Inst.Politehnic Bucuresti, 1980.
51. R.A.Eppler,
J.Am.Ceram.Soc.,vol.66, nr.11, (1983), p.794.
52. R.J.Rennard si W.L.Kehl, J.Catal., 21,
(1971), p.282.
53. O.Bolgin, "Cristalografie", Ed.Tehnica, Bucuresti,1974.
54. L.G.Sillén,
Arkiv Kemi, Min.Geol., 12A(18), (1973), p.1.
55. B.Aurivillius
and L.G.Sillén, Nature, 155, (1945), p.305.
56. E.M.Levin,
C.R.Robins, H.F.McMurdie, "Phase Diagrams for Ceramists", The American Ceramic
Society, Ohio,1964.
57. S.C.Abrahams, P.B.Jamieson and
J.L.Bernstein, J.Chem.Phys., 47(11), 1967, p.4034.
58. Yu.F.Kargin, Izv.Akad.Nauk SSSR, 18(10), (1982),p.1605.
59 . Yu.F.Kargin, Izv.Akad.Nauk SSSR, 19(20), (1983),p.278.
60. G.Gottow siH.Fricke,
Z.Anorg.Allgem.Chem., 324, (1963), p.287.
61. E.M.Levin and
C.L.McDaniel, J.Am.Ceram.Soc., 45(8), (1962),p.355.
62. W.Abriel,
Z.Cryst., 176, (1986), p.113.
63. S.E.Kesson
and T.J.White, J.Sol.State Chem., 63, (1986),p.122.
64. H.P.Weber
si H.Schulze, J.Chem. Phys., 85(1), (1986), p.475.
65. O.Schmitz -Du
Mont, Z.anorg.Allgem. Chem., 330, (1964), p.259.
66. V.M.Pogrebenko, M.B.Sedelnicova, V.I.Vereshchagin, Steklo Keram.,
(1-2),(1996),p.30.
67. E.V.Sobolev,
A.S.Bystrikov si N.N.Kozakova, Steklo Keram., 9(1987), p.19.
68. C.Guillem and
A Navarro, Br.Ceram.Trans.J., 85(2), (1986),p.58.
69. C.Guillem
and A Navarro, Br.Ceram.Trans.J., 85(1), (1986),p.23.
70. E.Rosselo,
A.Barrio and C.Guillem, Br.Ceram.Trans.J., 84(5), (1985),p.175.
71. P.Escribano,C.Guillem
and J.Alarcon,Am.Ceram.Soc.Bull., 63(12), (1984),p.1492.
72. A Tena, G. Monros, J.Carda, P.Escribano and
J.Alarcon, Bol.Soc.Ceram.Vidr., 29, 3(1990),p.177.
73. V.P.Pyrkov, L.J.Cherepanina si
A.M.Denisov, Steklo Keram.,5(1981),p.22.
74. C.Gh.Macarovici si D.Macarovici, "Chimia oxizilor dubli si
utilizarile lor", Ed.Academiei, Bucuresti, 1975.
75. M.Brezeanu,L.Patron si M.Andruh,
"Combinatii complexe polinucleare si aplicatiile lor", Ed.Academiei,
Bucuresti, 1986.
76. W.Geffcken and E.Berger, Germ.Pat.Nr.736411,
May 1939.
77. H.Rehner,
I.Teoreanu, M.Thaler, D.Radu, Calcule de operatii,
utilaje si instalatii termotehnologice din industria
silicatilor.
78. E.Beilich, D.Becherescu, Cuptoare
si utilaje in industria silicatilor", Ed.did.si ped.Bucuresti, 1973.
79. L.Tcheichvili and W.A.Weil, Glass Ind.,apr.,
1963, p.208.
80. C.Pacurariu, D.Cor, I.Lazau,
R.I.Lazau -CIMTEC 2002, 10th International Ceramic Congress,
Advantaces in Science and Technology, vol.34, p. 69.
81. T.Demiray, D.K.Nath and F.A.Hummel,
J.Amer.Ceram.Soc., vol.53, 1970, nr.1, p.1.
82. A.B.P.Lever - Inorganic electronic
Spectroscopy, elsevier, Amsterdam,1984.