Parametrii
regimului de sudare in puncte
1 Intensitatea
curentului de sudare
Intensitatea
curentului de sudare este parametrul principal care produce formarea punctului de sudura. Datorita
efectului Joule - Lenz, cantitatea de caldura dezvoltata local prin
trecerea curentului de sudare este proportionala cu:
W=Is2
∙ R ∙ t ; (J), [28]
unde: R - complex de rezistente, R = 2Rp +
2R΄c + Rc ;
Is - intensitatea curentului de
sudare (A);
T - timpul
de trecere a curentului de sudare (sec.).
Timpul "t" si
intensitatea curentului de sudare "ls" se interactioneaza
reciproc, respectiv, la o intensitate de curent data corespunde un timp
determinat, existand o multime de posibilitati de
combinatii care dau aceiasi valoare produsului R∙I2∙t
si anume:
 [29]
[29]
insa
valoarea curentului "I" nu se poate micsora prea mult deoarece ar
creste mult valoarea timpului "t".
Intensitatea
de curent minima este aceea la care cantitatea de caldura produsa in zona de contact si in
vecinatate sa fie superioara pierderilor de caldura prin conductie si
radiatie prin componente, electrozi si in aer.
Pentru
fiecare caz de sudare prin puncte se poate trasa o diagrama de sudabilitate (fig. 19), dand relatia intre
intensitatea curentului de sudare (ls) si timpul de sudare (t).
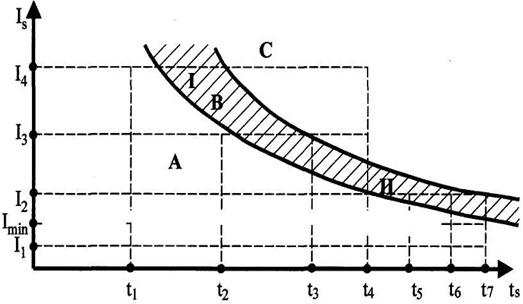
Fig. 19 Diagrama de sudabilitate la sudarea prin
puncte.
Diagrama are trei zone
caracteristice :
A - zona
sudarii imposibile
B - zona
de sudabilitate
C - zona de supraincalzire si de
improscare de metal topit intre electrozi si componentele de
sudat.
Pentru un curent /1 inferior
curentului lmin sudarea nu poate avea loc, oricat ar creste timpul t.
Pentru
curentul I2>I1, la timpii t1,
t2 nu ia nastere o topire in locul de imbinare.
Dupa
timpul t3, temperatura creste si punctul se formeaza,
odata cu cresterea timpului de la t3 la t5.
Curentul
de sudare poate sa varieze in diverse moduri in decursul formarii unui punct de sudura.
Cele mai des utilizate
cicluri de variatie a intensitatii curentului de sudare sunt aratate in
figura 20 .
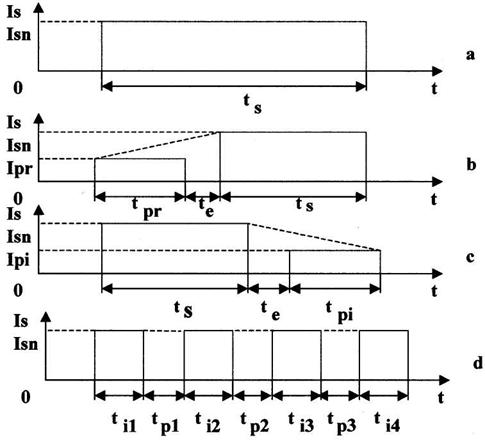
Fig. 20 Cicluri de variatie a
intensitatii curentului de sudare, la
sudarea prin puncte
In figura 20.a s-a
reprezentat ciclul de sudare pentru sudarea cu intensitate constanta; in figura
20.b este un ciclu pentru sudarea cu preincalzire; in figura 2O.c avem sudare cu incalzire
ulterioara (cu postancalzire); in figura 20.d avem o sudare cu impulsuri de
curent.
Relatiile
de calcul pentru curentul de sudare sunt date in tabelul 2.
2 Timpul de sudare
Timpul de sudare este
un parametru care contribuie direct la procesul de formare a punctului de sudare, alaturi de intensitatea curentului
de sudare (/s).
Atingerea
diametrului dorit a punctului de sudura se poate face intr-un timp mai scurt sau mai lung, in functie de
valoarea nominala a curentului de sudare, asa cum reiese din diagrama
ilustrata in figura 21 .
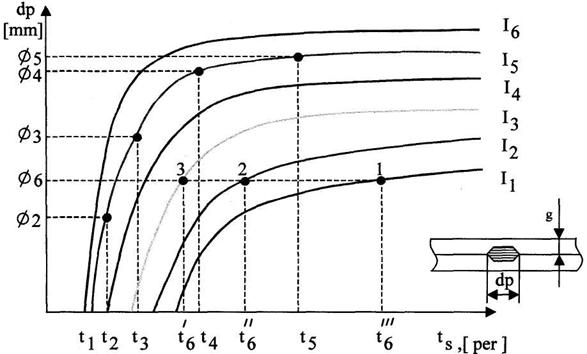
Fig. 21 Cresterea diametrului punctului de
sudare pentru diverse valori
ale curentului de sudare: I6>
ls> U> h> h> U ', 9 = constant.
O
reglare mai buna a timpului, corespunde punctelor aflate in zona de schimbare a curburii. Se
evita timpii pe partea ascendenta a curbelor, unde o mica
variatie a valorii timpului de sudare produce o variatie destul de
mare a diametrului punctului de sudare.
Relatiile pentru calculul timpului de sudare sunt date in tabelul 2.
3 Forta de apasare
Forta de
apasare (de strangere ) a componentelor intre electrozii de contact joaca un rol bine definit in trei faze ale
procesului de sudare : in timpul ce precede trecerea curentului de sudare (prinderea , acostarea componentelor); in
timpul sudarii propriu-zise
si in timpul racirii punctului de sudura, imediat dupa
oprirea trecerii curentului de
sudare.
Forta de strangere se opune
tendintei metalului topit sa iasa din creuzetul format, prin proiectarea (scantei) in exterior.
In cazul sudarii a doua table
din otel carbon de 1 mm grosime (ls= 9000 A ; t =  ; raza de sfericitate a electrodului = 75 mm) se constata ca diametrul punctului de sudura scade cu cresterea
fortei de strangere, asa dupa cum se vede in figura 22.
; raza de sfericitate a electrodului = 75 mm) se constata ca diametrul punctului de sudura scade cu cresterea
fortei de strangere, asa dupa cum se vede in figura 22.
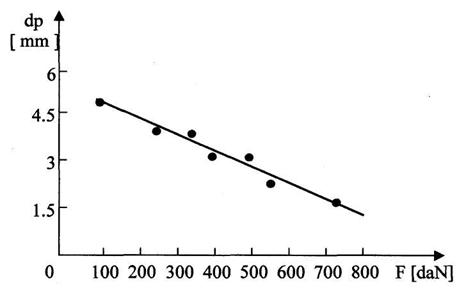
Fig.
22 Variatia diametrului punctului
de sudura cu cresterea fortei de strangere
Pentru a evita
improscarile de metal topit, presiunea aplicata electrozilor de
contact trebuie sa creasca odata cu densitatea de curent
electric .in figura 23 este ridicata curba
de variatie a presiunii la sudare in functie de densitatea
curentului, in cazul sudarii unor
table din otel moale. Aceasta curba delimiteaza domeniile
cu si fara improscari de metal (g = 1 mm; t= )
)
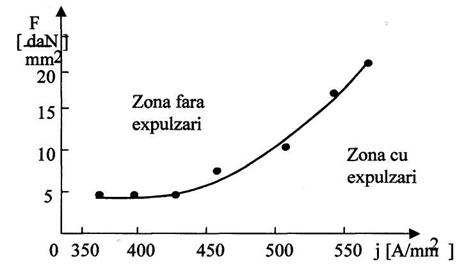
Fig.23. Variatia
densitatii de curent in functie de presiunea aplicata
electrozilor
In
practica sudarii prin puncte, forta de apasare poate fi
constanta pe toata perioada formarii punctului de sudura (fig.24)
sau poate sa varieze dupa anumite cicluri impuse (fig.25)
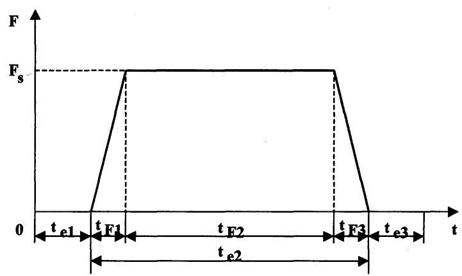
Fig.24. Ciclul de variatie a fortei de
strangere la sudarea prin puncte,
sudare cu forte de strangere constante
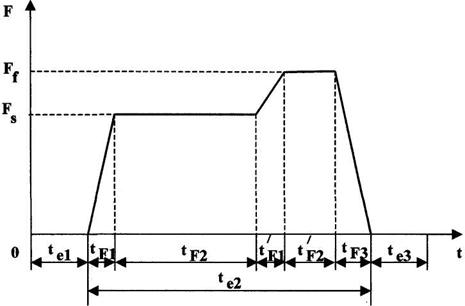
Fig.25. Sudarea cu variatia in timp a
fortei de strangere
Sudarea
cu forte de apasare constanta este cea mai des utilizata.
Sudarea cu variatia fortei de apasare se caracterizeaza
prin cresterea rapida a fortei de apasare la sfarsitul
procesului de formare a punctului, inaintea intreruperii curentului de sudare sau
chiar in momentul intreruperii. Aceasta forta suplimentara se numeste
forta de forjare si valoarea ei este mai mare decat valoarea
fortei de apasare
la sudare:
Pf=(1,5.2)Psud
Sudarea
cu variatia fortei de apasare se utilizeaza la sudarea in
puncte a tablelor groase si la sudarea aluminiului.
Relatiile
de calcul pentru forta de apasare sunt date in tabelul 2.
4 Diametrul electrozilor
de contact
Diametrul
varfului electrozilor de contact influenteaza rezistenta
punctului sudat prin aceea ca el determina densitatea de curent prin
componente in locul sudarii, presiunea transmisa de la electrozi
la componente si conditiile de racire ale pieselor care se
sudeaza.
Pentru
componentele cu grosimi mai mici de 3mm, valoarea orientativa pentru calculul
diametrului varfului electrozilor se poate determina cu relatia:
de = 2s + 3 ; [mm ];
iar pentru componentele cu s >3 mm se utilizeaza
relatia;
 ; [mm]
; [mm]
Relatiile
de mai sus sunt valabile pentru compresiuni specifice p < 12 daN/mm2.
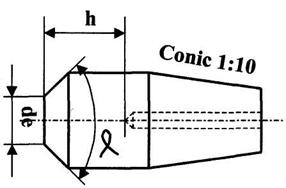
Fig.26. Elementele
geometrice ale electrodului de contact
Alegerea diametrului
varfului electrodului 'de' in functie de grosimea 's' a
componentelor de sudat este conform tabelului 2.
Tabel 2
Raza de sfericitate a varfului' R ' este, in cazul suprafetei active sferice
de
50-150 mm (se recomanda aproximativ R = 10
de).
Unghiul la varf al electrodului ' ,
in general are valoarea 120° (putandu-se modifica pana la 90°) si
influenteaza asupra uzurii electrodului.
Distanta ' h ' de la suprafata
activa pana la orificiul de racire este cuprinsa intre 6 17 mm si se
poate calcula cu relatia:
h = (23)de
O racire buna cu apa
micsoreaza temperatura de incalzire a electrodului cu
Conicitatea partii de fixare este in mod obisnuit

