DESCRIEREA FLUXULUI TEHNOLOGIC AL
REPERELOR DIN PANOURI
Tehnologia
debitarii semifabricatelor superioare:
Debitarea (croirea) semifabricatelor superioare sub forma de placi (PAL,
PFL, PLACAJ, PAF) se face prin prelucrarea placilor de format standardizat, in
placi de dimensiuni si forme necesare produselor de mobila. Panourile pot fi debitate la dimensiuni nete sau
sunt prevazute cu adaosuri de prelucrare, in vederea prelucrarilor in fluxul
tehnologic.
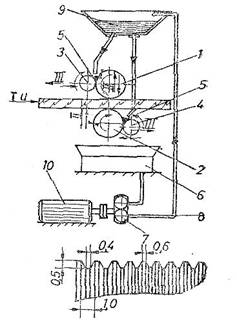
a) Debitarea la ferastraul
circular de formatizat cu masa mobila
Ferastraul circular de formatizat este prevazut cu
doua discuri taietoare, discul principal si incizorul care taie suprafata
inferioara a panoului in scopul evitarii smulgerii fibrelor. Adaosul de
prelucrare la debitare este cuprins intre 10 - 20 mm.
Pentru debitarea panourilor de dimensiuni mari se
foloseste masa mobila prevazuta cu o rigla de ghidaj gradata iar pentru
debitarea pieselor de dimensiuni mai mici, se foloseste masa fixa din partea
dreapta, prevazuta si ea cu o rigla de ghidaj mobila.
Ferastraul circular de
formatizat cu masa mobila - vedere

b) Debitarea
la agregate.
Pentru debitarea panourilor in ateliere centralizate,
prin cooperare, se folosesc agregate cu productivitate ridicata si cu
posibilitatea de debitare la diferite formate si dimensiuni. Agregatul
debiteaza panourile in pachete cu grosimea de 75 mm. Prelucrarea se face cu 2 .
3 discuri circulare, 2 pentru taierea longitudinala si cu un singur disc 3
pentru taiere transversala. Toate taierile
longitudinale se fac la miscarea de avans, cursa inainte, si taierile
transversale la cursa de retragere.


c)
Debitarea
in linii de debitare.
In tehnologia moderna a debitarii semifabricatelor prin
cooperare, se folosesc si linii de debitare semiautomate si automate, in care
se folosesc agregate de debitat panouri.
La
ferastraiele circulare e obligatorie montarea unui cutit divizor in spatele discului circular, atat la
ferastraiele cu o panza, cat si la cele cu mai multe panze, la o distanta de 5
. 10 mm fata de aceasta, pentru a impiedica frecarea dintre suprafata discului
si suprafetele taiate ale piesei. Fiecare disc va fi protejat cu capote de
protectie pentru a impiedica patrunderea mainilor in zona de taiere. La
prelucrarea pieselor scurte (spintecare) se vor folosi impingatoare din lemn
(pentru piese mai scurte de 400 mm).
Discurile
de circular vor avea dantura si constructia adecvata speciei materialului
prelucrat.
Este
interzisa folosirea discurilor fisurate, crapate sau cu mai mult de trei dinti
lipsa, sau cu doi dinti consecutivi rupti. Deschiderea usilor batiului in
timpul functionarii este interzisa. Este interzis ca muncitorul, sa stea in
planul de taiere al discului circular; el va sta in pozitie laterala.
Pregatirea
suprafetelor panourilor pentru furniruire
Panourile pentru furniruire pot fi din: PAL, PAF,
panel, placi celulare, placaj sau PFL. Panourile din lemn
masiv furniruite au o utilizare mult prea restransa, acestea fiind tot mai mult
inlocuite cu panouri din semifabricate superioare.
Pregatirea panourilor din semifabricate are drept
scop eliminarea abaterilor de planeitate, a abaterilor
de paralelism, uniformizarea grosimii panourilor si inasprirea suprafetelor in
vederea furniruirii. Pregatirea panourilor se face prin operatii de calibrare
la grosime.
Calibrarea este operatia
de prelucrare prin aschiere cu materiale abrazive, in vederea obtinerii unor
piese cu suprafete plane si echidistante. Operatia de calibrare are o deosebita importanta pentru furniruirea,
slefuirea si finisarea suprafetelor.
Panourile
din PAL se produc cu abateri la grosime de ± 0,3 mm, adica o toleranta de 0,6
mm. Prin calibrare (slefuire) se urmareste reducerea acestor abateri in
limitele ± 0,1 mm, adica o toleranta la grosime de 0,2
mm. Asigurarea acestei precizii este obligatorie pentu a exista o furniruire
fara defecte.
Pentru
panourile cu borduri din lemn masiv, calibrarea panourilor urmareste si
uniformizarea grosimii placii cu bordura. In cazul in care cele doua suprafete,
placa-bordura, nu sunt de aceeasi grosime, suprafetele furniruite vor fi
denivelate.
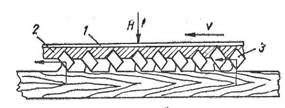
Calibrarea
se face la masini de slefuit cu cilindri si la masini de slefuit cu banda lata,
cu contact de sus sau de jos. Ca masini de slefuit cu cilindri se folosesc cele
cu 2 si 3 cilindri. Se folosesc abrazivi pe suport din hartie, cu granulatie 36
. 40.
Zimtuirea
este operatia de marire a gradului de rugozitate a suprafetelor in vederea
furniruirii. Aceasta operatie se executa prin calibrare pentru panourile de
PAL, placaj PFL, sau ca o operatie
separata pentru panourile subfurniruite. Operatia de zimtuire se executa prin
slefuire la masinile de slefuit cu cilindri sau cu banda lata. Pentru zimtuirea
panourilor subfurniruite se foloseste hartie abraziva cu granulatie 60.
Pentru
zimtuire si calibrare masinile de slefuit vor fi dotate cu perii
Masina cu trei cilindri tip MSC-3 - schema
cinematica
Masina de calibrat si slefuit cu banda lata cu
contact de sus
-schema cinematica -vedere

Pentru
calibrarea panourilor cu o inalta productivitate se folosesc linii de calibrare,
cu masini de slefuit cu cilindri sau masini de slefuit cu banda lata cu contact
de sus si de jos.
Pregatirea
furnirelor pentru furniruire
Pregatirea
furnirelor pentru furniruire cuprinde operatiile: sortarea si insemnarea,
retezarea la lungime, indreptarea canturilor, imbinarea foilor de furnir si
dimensionarea la formate a foilor imbinate.
Sortarea
furnirelor urmareste si controlul calitatilor foilor de furnir, eliminarea
celor cu defecte si selectionarea pentru ca prin innadire sa se obtina desenul
dorit.
Selectionarea
furnirelor se va face pe piese de mobila si garnituri, pentru a asigura
unitatea desenului si texturii. Partile frontale ca: usi, fete sertar, vor avea
aceeasi textura si culoare, iar restul panourilor vor avea texturi asemanatoare.
Selectionarea
furnirelor se face dupa doua criterii:
furnire
cu desen si textura accentuata
furnire cu desen si textura pala
Indreptarea canturilor furnirelor se face in
pachete cu foarfeca ghilotina.
Foarfeca
ghilotina - schema delucru

Foarfeca ghilotina - vedere
Operatia de innadire a furnirelor se poate face
cu hartie gumata sau cu fir fuzibil.
-Imbinarea cu
hartie gumata.
Aceasta
imbinare se face cu o banda de hartie plina sau perforata, care pe una din
parti are aplicat adeziv calogenic. Prin umezirea benzii, banda se aplica pe
cele doua fasii de furnir, presate pe cant. Banda se preseaza pe furnir cu o
rola manual sau mecanic la masina de innadit cu banda gumata.
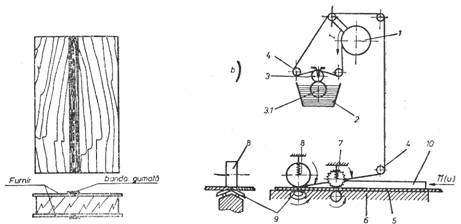 Masina de innadit cu banda gumata - schema
de lucru
Masina de innadit cu banda gumata - schema
de lucru
-Imbinarea cu fir fuzibil.
Firul se aplica in
zigzag pe dosul foilor de furnir (in contact cu placa de baza), astfel ca dupa
furniruire nu este necesara operatia de slefuire pentru eliminarea materialului
de imbinare. Firul fuzibil este din fibra de sticla, imbracat in adeziv
termoplastic, care este adus in contact cu cele doua suprafete de imbinare la
temperatura de topire, cu ajutorul unor rezistente electrice care asigura
topirea firului si intarirea rapida la temperatura mediului ambiant.
Masina de innadit cu fir fuzibil - vedere

Aplicarea
adezivului
Aplicarea
adezivului se face la masini de aplicat cu valturi, pe ambele fete ale panoului
la o trecere. Pentru o furniruire de calitate, aplicarea adezivului are o
deosebita importanta. In cazul aplicarii unei cantitati prea reduse, se obtine
o incleiere saraca, iar ca urmare furnirele se pot desprinde de pe suprafata.
In cazul aplicarii unei cantitati prea mari (mai mari de 300g/m2),
adezivul fiind in exces poate strapunge prin furnir. La aplicare se va urmari
formarea unei pelicule uniforme pe toata suprafata prin reglarea pozitiei
valturilor de aplicare in functie de grosimea placii, reglare care se face prin
ridicarea sau coborarea valtului superior.
Pentru
furniruire se folosesc adezivi ureoformaldehidici pentru priza la cald (urelit
C), cu intaritor IC, cu adaos de faina de grau sau secara pentru diluare si
plastifiere, si adaos de uree tehnica. Vascozitatea adezivului se corecteaza cu
adaos de apa si trebuie mentinuta intre 190 - 200 s.
Se pot
aplica adezivi necolorati, sau adezivi colorati, in culoarea unor specii de
furnir, pentru a anula efectul de strapungere a cleiului prin furnir, la
presare.
Masina de aplicat adeziv
- schema de
lucru -vedere

Incleierea
furnirelor (presarea)
Incleierea furnirelor se face prin presare la temperaturi
cuprinse intre 110 . 140°C si presiune de (6 . 8)∙105 Pa. Cele
mai indicate utilaje pentru furniruirea suprafetelor sunt presele hidraulice cu
platane incalzite in care presarea se face concomitent cu uscarea.
Presarea se poate face la
prese multietajate sau la prese monoetajate.
Presa hidraulica cu 6 etaje
(PH6), este un utilaj care astazi este mai rar folosit, presand concomitent cu
toate cele 6 etaje, avand insa o durata mare a ciclui de presare.
Cele mai folosite prese
sunt cele monoetajate, ele pretandu-se foarte bine la automatizarea incarcarii
si descarcarii panourilor
Presa monoetajata - vedere

Conditionarea
panourilor furniruite
Dupa
furniruirea panourilor se face conditionarea, care are ca scop: racirea,
uniformizarea umiditatii in sectiunea panoului, reducerea tensiunilor interne
ce apar la presare (tensiuni de compresiune si tractiune in sectiunea panoului)
si definitivarea procesului de polimerizare a rasinii ureoformaldehidice.
Dupa
furniruire, umiditatea suprafetelor creste la 14 . 16%, datorita absortiei apei
din solutia adeziv. Reducerea acestei umiditati pana la 8 . 10%, se face prin
conditionare in incaperi in care se asigura parametrii aerului pentru aceasta
umiditate, adica o temperatura de 20 . 22°C si umiditatea relativa a aerului de
45 . 65%.
Conditionarea se face in doua etape distincte:
-racirea panourilor scoase din presa, prin depozitare in
stive, asezind deasupra o placa de PAL si o greutate, pentru a evita deformarea
panourilor superioare. Durata de racire este minimum 24 ore;
-conditionarea propriu-zisa, prin depozitare pe sipci
rasinoase cu grosime de 20 . 25 mm, perioada in care se uniformizeaza
umiditatea si se anuleaza tensiunile interne. Durata acestei perioade este de 48 ore.
Formatizarea
Formatizarea este operatia de prelucrare prin aschiere la
format, cu dimensiuni finale. Operatiile de formatizare pot fi:
-formatizare simpla a cantitatilor drepte sau curbe, fara
profilare, operatii ce se pot executa prin taiere cu discuri circulare sau prin
frezare;
-formatizare-profilare, prin care se executa formatizarea
si profilarea canturilor. Aceasta operatie se poate executa prin taiere la un
ferastrau circular, dupa care se executa profilarea prin frezare, sau cele doua
operatii se executa concomitent la o masina de frezat cu ax vertical, cu masa
carusel sau masina de frezat radiala, folosind dispozitive de prelucrare cu
inel de copiere.
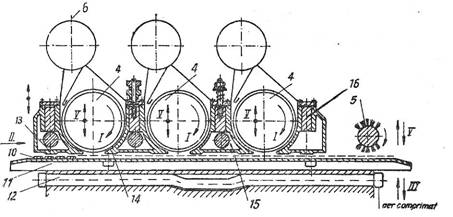
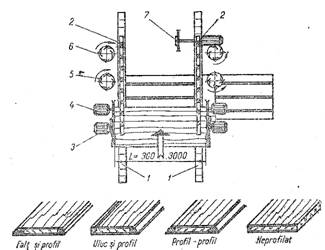
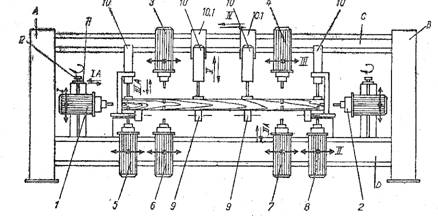
Formatizarea panourilor cu canturi paralele se poate face
cu bune rezultate la ferastraul circular dublu.

Masina
este prevazuta cu dispozitive de protectie 15, pentru fiecare disc circular si
cutit divizor 16, care vor fi puse in stare de functionare si corect montate. Nu
se vor folosi discurile circulare cu fisuri sau dinti lipsa.
Formatizarea si profilarea panourilor cu canturi curbe,
cum sunt panourile pentru fund, tavan, placile de mese si masute, se poate face
la masina de frezat verticala, la masina de frezat cu ax radial, sau masina
de frezat cu masa carusel.
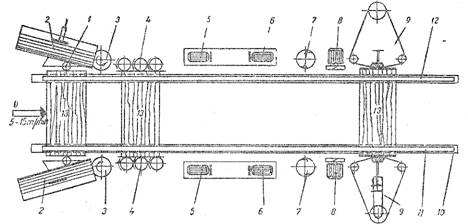
Agregatul
pentru prelucrarea panourilor de tip CPC 25 poate executa majoritatea operatiilor de
prelucrare a canturilor, operatiile principale fiind cele de
formatizare-profilare. Prelucrarea se face pe doua canturi paralele, cu
deschidere reglabila intre 30 . 2400 mm. Avansul este reglabil intre 4 . 33
m/min cu ajutorul a doua perechi de transportoare in care unul inferior cu
senile si pinteni pentru pozitionarea panoului, si cel superior de presare cu
eclise metalice cauciucate. Operatiile de
prelucrare se fac in urmatoare succesiune:
-pretaiere cu disc circular, a suprafetei inferioare a
panourilor.
-taierea de formatizare cu discul circular de spintecat,
care se gaseste in acelasi plan cu discul de pretaiere.
-frezare si taiere cu ajutorul unei freze
-frezare-profilare cu ajutorul unei freze
Agregatul CPC 25
-schema de lucru
Agregatulde
formatizat - vedere

8.Agregatul pentru furniruit si prelucrat canturi
Agregatul
pentru furniruit si prelucrat canturi este folosit in fabricile de mobila
pentru aplicarea si prelucrarea bordurilor din furnire, folii inlocuitoare de
furnir, sau borduri din lemn masiv.
La
agregatul pentru aplicat si prelucrat furnire pe canturi, succesiunea
operatiilor este urmatoarea:
aplicarea adezivului pe canturile panourilor
inmagazinarea si aplicarea furnirului
retezarea bordurii la lungime
frezarea furnirelor
frezarea canturilor
slefuirea canturilor
rotunjirea si tesirea canturilor
Agregatul de furniruit si
prelucrat canturi - schema de lucru

Agregatul de furniruit si
prelucrat canturi - vedere
9. Burghierea
Se executa la masinile de burghiat multiplu cu 25
axe de lucru. Toate tipurile de masini de burghiat au distanta intre axe de 32
mm. Se pot executa gauri pe
fete si canturi, suportul burghielor fiind rabatabil cu 90° si deplasabil pe
verticala.
Masina
de gaurit multiplu (MGM)
 -schema
cinematica -vedere
-schema
cinematica -vedere
Agregatul
de burghiat pe fete si canturi executa operatii de gaurire pe una sau doua fete
si pe doua canturi (cele transversale) cu ajutorul capetelor de burghiat
multiplu, fiecare cap de lucru avand 20 de mandrine portscula, cu distanta
intre axe de 32 mm.
Agregatul de burghiat pe fete si canturi - schema
de lucru
Agregatul de burghiat pe fete si canturi - vedere

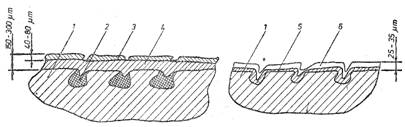
10. Slefuirea panourilor:
-schema de lucru:
Slefuirea
reprezinta operatia de prelucrare prin aschiere, cu granule abrazive, si care
se executa pe fete si canturi pentru eliminarea asperitatilor de la operatiile
anterioare.
Daca
la celelalte operatii de prelucrare prin aschiere se urmareste modificarea
formei si dimensiunilor, la slefuire se urmareste imbunatatirea calitatii
suprafetelor, adica reducerea rugozitatii, in limitele valorilor cerute la
finisare.
Rugozitatea
suprafetelor slefuite este data de marimea urmelor lasate de granulele
abrazive, care patrund in lemn pentru detasarea aschiilor.
Cu cat
granulele sunt mai mari, cu atat si rugozitatea este mai mare. In cazul
slefuirii, rugozitatea este exprimata de valoarea medie a neregularitatilor,
urmele granulelor abrazivului de pe suprafata prelucrata.
La
slefuirea cu granulatii dure (40-60) rugozitatea este mare, fiind cuprinsa intre 40-80 µm, la slefuirea cu
granulatii mai fine (100) rugozitatea scade la 10-20 µm, iar la granulatii de
finisare (120-150) rugozitatea obtinuta este sub 10µm.
Asigurarea
rugozitatii la slefuire reprezinta principala conditie care poate fi
satisfacuta prin operatia de slefuire care se imparte in: slefuirea grosiera si
slefuirea de finisare:
slefuirea
grosiera, la care se
urmareste eliminarea neregularitatilor de la operatiile anterioare, prin
eliminarea unui strat de grosime variabila cuprins intre 0,2 . 1 mm, in functie
de granulatia folosita, suprafata prelucrata si numarul de treceri. La
slefuirea grosiera nu se urmareste rugozitatea suprafetei, aceasta urmand sa
fie data de slefuirea de finisare. La slefuirea lemnului masiv,
slefuirea grosiera se face cu granulatii 60 si 80, iar pentru furnire cu
granulatie 80 si 100.
slefuirea de
finisare. Prin slefuirea de finisare se asigura rugozitatea ceruta de
tehnologia de finisare. Aceasta prelucrare este ultima operatie de prelucrare
prin aschiere, astfel ca trebuie sa se asigure o data cu rugozitatea si
calitatea suprafetei, fara defecte ca: scamosari, slefuire penetranta, urme de
hartie gumata etc., pentru eliminarea carora nu sunt alte operatii de
prelucrare.Slefuirea lemnului masiv cu granulatii de finisare se face cu: 100,
120 si in unele cazuri cu 150, in una sau maximum doua treceri, pe o adancime
redusa 0 . 0,2 mm.
Slefuirea
suprafetelor plane
Slefuirea panourilor se poate
face la masina de slefuit cu canda orizontala ingusta cu sabot sau bara de presare, masinile de slefuit cu banda lata cu
contact de sus sau de jos si masinile de slefuit canturi.
Masina de slefuit cu banda orizontala ingusta si
sabot de presare tip SBO
-schema cinematica 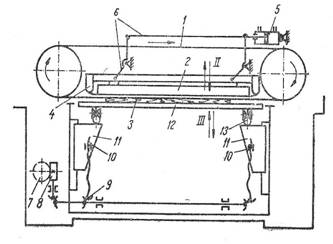 -vedere
-vedere

Inainte
de inceperea lucrului se verifica tensionarea si centrarea benzii, functionarea
la mersul in gol si montarea corecta a dispozitivelor de protectie.
Masina
de slefuit cu banda lata si contact de sus
-schema de lucru -
vedere

 Slefuirea canturilor drepte se face cu masina de slefuit canturi
avand si posibilitatea de a prelucra si canturi inclinate
Slefuirea canturilor drepte se face cu masina de slefuit canturi
avand si posibilitatea de a prelucra si canturi inclinate
Slefuirea canturilor curbe concave sau a canturilor interioare se face la
masinile de slefuit cu cilindru vertical iar slefuirea canturilor curbe
convexe, la masinile de slefuit canturi curbe

Slefuirea suprafetelor
profilate
In
procesul de fabricare a mobilei, o atentie deosebita trebuie acordata si
slefuirii suprafetelor profilate.
Piesele
cu canturi profilate se pot slefui manual sau cu masina slefuit canturi
profilate.
La slefuirea lemnului, aschiile detasate de granule se
elimina sub forma de praf. Masurile de protectie a muncii trebuie sa fie
orientate in special pentru eliminarea prafului prin instalatii de exhaustare,
ca si prin instalatii de filtrare si retinere a prafului din sistemul de
ventilatie.
Inhalarea
aerului in amestec cu praf, peste o anumita limita, poate provoca muncitorilor
boli profesionale. La slefuirea lemnului, unele specii pot provoca si boli de
piele (dermatoze), datorita unor substante toxice pe care le contin. Din
aceasta grupa fac parte unele specii exotice ca: mansonia, guareea, specii de
mahon si makore. La slefuirea acestor specii, este necesar ca muncitorii sa
poarte masti de protectie, iar cei sensibili la alergii sa nu lucreze cu aceste
specii.
Mecanismele
in miscare, transmisiile, motoarele electrice vor fi prevazute cu
aparatori.
Pornirea
masinilor se va face numai dupa inchiderea capacelor de protectie a cilindrilor
sau saibelor de conducere a benzilor.
La
masinile de slefuit cu banda, la inceputul lucrului se va verifica tensionarea
benzii, astfel incat aceasta sa permita o arcuire suficienta, banda sa se
deplaseze fara bataie. Tamponul de presare se va ridica inainte de inceputul
lucrului, suprafata de contact trebuind sa fie perfect neteda. Tija de ghidare
a tamponului se va pastra in permanenta curata. La masinile cu bara de
presiune, inainte de inceperea lucrului, se va regla presiunea barei,
corespunzator slefuirii si grosimii panoului.
Instalatiile
de exhaustare, ca si cele de ventilatie din sectia de slefuire treubie sa
asigure eliminarea prafului mentinand in hala o concentratie a prafului sub
limita admisa. Concentratia maxima admisa este de 15 mg praf la m3.
La
toate utilajele pentru slefuire se va asigura legarea la pamant si functionarea
corecta a instalatiilor electrice de comanda si actionare.

- Instalatie individuala de exhaustare
11. Finisarea:
Procesul
de finisare cuprinde grupul de operatii prin care suprafetele sunt innobilate
cu pelicule de lacuri sau vopsele, ori sunt acoperite cu folii de materiale
plastice. Prin finisare, suprafetele devin rezistente la actiunea agentilor
fizico-chimici si la degradari mecanice, aspectul si valoarea estetica a
acestora imbunatatindu-se.
Dupa
natura materialelor folosite si tehnologia aplicata, mobila poate fi finisata
transparent sau opac.
Finisarea
transparenta formeaza pelicule care evidentiaza desenul, textura si culoarea
naturala (sau modificata) a lemnului.
Fiecare procedeu de finisare se defineste in
raport cu gradul de luciu al peliculei de lac, care poate fi cu luciu inalt
(luciu oglinda), matasos, mat, semimat, si mat adanc.
In
cazul finisarii transparente, se urmareste punerea in valoare a proprietatilor
decorative a lemnului masiv si ale suprafetelor furniruite.
Finisarea
opaca formeaza pelicule prin care structura, desenul si culoarea lemnului sunt
acoperite cu substante peliculogene pigmentate.
Aplicarea lacurilor prin
pulverizare:
Acest
procedeu este folosit pentru aplicarea lacurilor si emailurilor pe suprafete
reduse cum sunt: canturile drepte sau profilate, repere din lemn masiv pentru
scaune, fotolii, rame etc.
Aplicarea
peliculelor prin pulverizare se poate face prin pulverizare pneumatica, care
consta in transformarea lacului in particule, sub actiunea de destindere a
aerului comprimat; pulverizare hidraulica, care consta in aplicarea lacului sub
presiune; pulverizare in camp electrostatic, la care particulele de lac sunt
dirijate spre piesa, sub actiunea unui camp electric.
Pulverizarea
pneumatica reprezinta procedeul cel mai raspandit si se face cu aparatul de
pulverizat (pulverizator), care are rolul de a transforma pelicula in particule
de lac.
Pentru a obtine pelicule
de calitate, se vor respecta urmatoarele conditii:
vascozitatea de aplicare a lacului va fi de 20 . 25 s
(cupa STAS Φ 4 mm), pentru primul strat se recomanda viscozitatea la
limita inferioara;
se regleaza presiunea aerului (2,5 . 3)∙105
Pa si se fixeaza forma jetului in functie de suprafata de pulverizat;
se vor
folosi duze cu diametrul de 0,5 . 1,8 mm pentru suprafete mici si 1,8 . 2,5
mm pentru suprafete mari (panouri);
primul strat se va aplica paralel cu axa piesei, iar
urmatorul perpendicular fata de primul (pentru panouri);
la
terminarea lucrului, pulverizatorul se va spala cu diluant, iar la intreruperea
temporara a lucrului, capul pulverizatorului (duza) se va pastra intr-un vas cu
diluant).
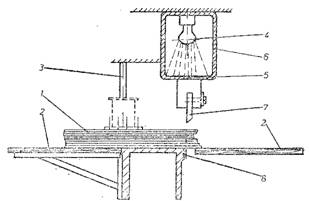
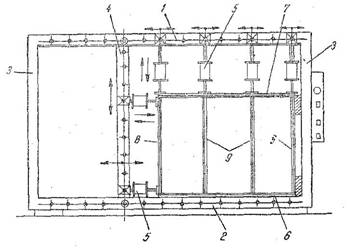
Cabina
de pulverizare-schema:
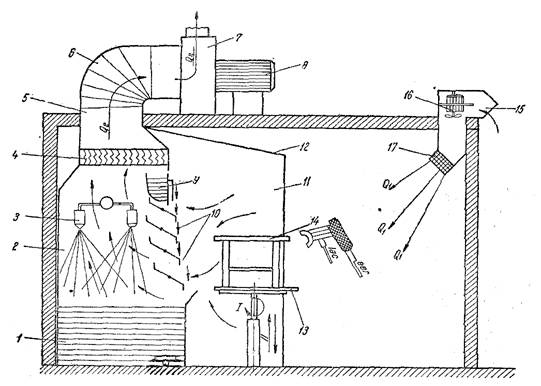
Cabina de pulverizare - vedere
-pistol de pulverizat

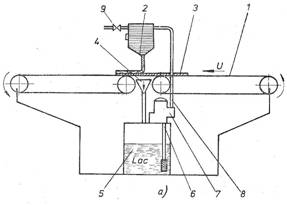
Aplicarea lacurilor prin
turnare:
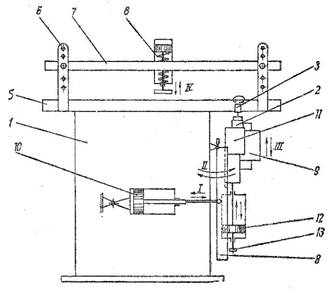
Aplicarea
peliculelor de finisare prin turnare se realizeaza cu ajutorul masinilor de
turnat lac. Tehnica turnarii prezinta avantaje importante fata de pulverizare,
ca: aplicarea de lacuri cu vascozitate marita, astfel numarul de straturi se reduce
la doua, trei; executa operatiile prin trecere , cu viteze de avans sporite si
grad avansat de mecanizare; asigura pierderi de lac mai reduse (maximum 10%);
asigura obtinerea unor pelicule de calitate superioara (grosime, uniformitate,
fara defecte, consum reglabil de lac etc.).
Aplicarea
lacului se poate face prin trei procedee:
prin
caderea libera a lacului;
prin presiune;
cu vacuum;
Masina de turnat lac
-schema de lucru
-vedere

Pentru prepararea lacurilor si a vopselelor se intrebuinteaza solventi care
se aprind cu usurinta. Acesti solventi dau nastere la vapori combustibili,
indata ce temperatura lor trece de punctul de inflamabilitate. In amestec cu
aerul, vaporii de solventi, in limitele de concentratie (limita de explozie),
formeaza un amestec exploziv. La prepararea lacurilor este deci posibil sa ia
nastere nu numai un incendiu, ci chiar o explozie.
Pentru
a evita astfel de pericole, se vor lua masuri de protectie. Astfel instalatiile
de exhaustare vor functiona fara intrerupere si la parametrii proiectati.
O atentie deosebita se va
acorda la folosirea si intretinerea instalatiilor pentru finisare,
repsectandu-se urmatoarele reguli:
vopsirea
prin pulverizare se poate face numai in
camere de pulverizare care trebuie sa fie dimensionate astfel, incat sa se
asigure evacuarea produselor, ca si circulatia comoda a muncitorului
in
camerele de pulverizare, aerul amestecat cu pulbere de vopsea va fi captat de
perdele de apa, iar cabinele vor fi utilate cu hidrofiltre sau cu alte
dispozitive de filtrare a aerului, inainte de eliminarea in atmosfera;
uscarea
se va face numai in camere si tunele utilizate corespunzator, cu o buna izolare
termica a peretilor, astfel ca temperatura exterioara a peretilor sa nu
depaseasca 30°C.
locurile de munca pentru slefuire uscata trebuie sa
posede ventilatie si expiratie care sa asigure evacuarea pulberii de lac;
locurile de munca pentru slefuirea umeda trebuie sa fie
prevazute cu instalatii pentru indepartarea lichidului folosit;
toate
masinile vor fi legate la pamant;
Pentru
stingerea incendiilor, toate fabricile de mobila trebuie sa dispuna de mijloace
de stingere, ca: galeti, butoaie cu apa, furtunuri, hidranti cu chei,
stingatoare manuale, pompe etc.
12. Montarea mobilei
Prin
montare se intelege succesiunea operatiilor de grupare (asamblare) a partilor
componente - repere, complexe si subansambluri - in produse. Operatiile de
montare se executa cu ajutorul masinilor si al dispozitivelor speciale de
asamblat si prelucrat, urmarind fixarea reperelor, a complexelor si a
subansamblurilor in pozitia, la distanta si la precizia prescrisa, prin
operatii specifice, ca:incleiare, fixare cu suruburi si cuie, montare de
accesorii, ajustare si strangere etc., produsul obtinut intrunind conditiile de
functionalitate prescrise. Operatiile pregatitoare in vederea montajului sunt
operatiile de asamblare care se executa pe parcursul fluxului tehnologic, si
anume: operatiile de asamblare prin incheiere, formarea ramelor simple sau cu
tablie, a panourilor furniruite, asamblarea sertarelor, a reperelor in cadre de
sustinere, asamblarea soclurilor etc. In acest mod, montajul general este
usurat si se poate realiza cu un randament sporit.
Asamblarile
incleiate se realizeaza in prese pentru incleiat corpuri, prevazute cu
dispozitive de strangere pneumatice sau hidraulice.
Presa pentru incleiat corpuri
Operatiile
de montaj se pot executa: dupa slefuire si inainte de finisare sau dupa
finisarea partilor componente.
Montarea
dupa slefuire se practica
pentru acele produse de mobila, care se finiseaza montate, asa cum sunt:
scaunele tamplaresti si curbate, fotoliile, taburetele, piesele de mic
mobilier.
Montarea
dupa finisare reprezinta
procedeul cel mai larg folosit in industria mobilei. In acest caz,
montarea se executa dupa finisarea reperelor si a complexelor:
Dupa sistemul de executie montarea poate fi:
-montarea cu asamblari fixe, care se
realizeaza prin asamblari incleiate; se foloseste pentru piese de mobila care
trebuie sa asigure o rigiditate si rezistenta sporite la solicitari mecanice,
cum sunt: scaunele tamplaresti, scaune tip "colonial", taburete, precum si alte
piese de mic mobilier;
-montarea cu asamblari
demontabile, care se realizeaza cu suruburi pentru lemn si accesorii de
asamblare; se foloseste pentru mobila cu gabarit relativ mare (dulapuri de
haine, biblioteci, mobila din panouri modulate etc.). Tendinta este de a
dezvolta acest tip de montare pentru a transporta mobilierul in stare
demontata, sporind volumul de transport pe unitatea de suprafata, reducand
costul ambalajului si costurile de transport;
-montarea
la beneficiar;
13. Ambalarea
Ambalarea mobilei se face in vederea protejarii
impotriva degradarii mecanice prin manipulare si transport, protejarii
impotriva actiunii factorilor atmosferici (precipitatii, umiditate, actiunea
directa a razelor solare etc.). Se
poate spune ca ambalarea are drept scop conservarea calitatii mobilei, de la
producator la beneficiar.
Ambalarea
mobilei finisate se face numai dupa uscarea stratului de finisare si dupa
verificarea calitatii mobilei. Inainte de ambalare, mobilierul trebuie sa fie sters de praf sau de alte
impuritati. Partile mobile
ale mobilierului (usi, sertare, rafturi etc.) vor fi blocate, pentru a ramane imobilizate pe
perioada de transport si manipulare. Partile componente demontabile cum sunt:
picioarele, soclurile, rafturile vor fi demontate si fixate in ambalaj. Pentru
mobilierul care are picioarele inalte sau soclul nu este demontabil, acestea
vor fi consolidate prin piese de legatura bine fixate, pentru a evita slabirea
imbinarilor. Pentru piesele de mobila care se ambaleaza cu placi suprapuse, cum
este cazul meselor, se vor pune intre placi cel putin doua straturi de hartie
de matase, hartie de ambalaj sau straturi de carton ondulat. Hartia de matase
si hartia de ambalaj se vor aseza cu partea lucioasa, respectiv cea mai
satinata, spre suprafata mobilierului, iar cartonul ondulat se asaza cu fata
neteda spre suprafetele finisate.
Pentru
imobilizarea mobilei in ambalaj se vor folosi tampoane din sipci, fasii de
placaj sau PFL acoperite cu pasla, flanela, carton ondulat si invelite cu
hartie de matase sau folie de polietilena.

