I.M.S.P
PRODUSE,
PROCESE, SISTEME
CUPRINS
Tema
1.Date
initiale generale
2.Analiza
constructiva functional tehnologica
2.1.Schite
constructive ale produsului si reperului
2.2.Schite
constructive prescrise reperului
2.3.Functiile
produsului ,reperului si suprafetelor
2.4.Tehnologicitatea
3.Semifabricare
si prelucrari
Borderou de planse
Tema
Studiul tehnico-economic, privind
constructia produsului P, procesul
tehnologic de fabricare a reperului R, si proiectarea echipamentului tehnologic
E
P..
R..
E..
1.Date initiale generale
- Programa de productie: buc / an
- Unitatea de productie:
- Obiectivul
principal:introducerea unei noi tehnologii
- Fond real de timp: 255*1*8= 2040
ore / an
- Cerinta economica:cost minim de
fabricatie
2.Analiza constructiva functional-tehnologica
2.1. Schite constructive ale produsului si
reperului
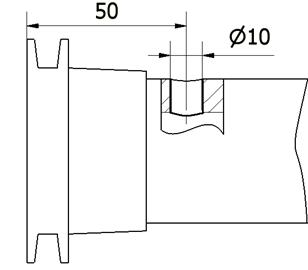
O schita a produsului "Lagar
Gazostatic" se prezinta in fig. 2.1, in care reperul considerat are pozitzia 5
Fig 2.1
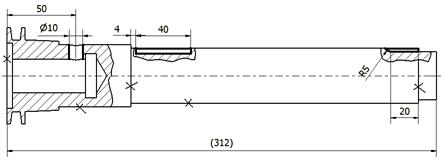
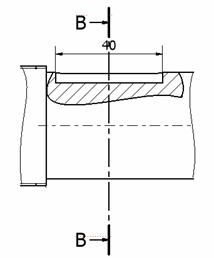
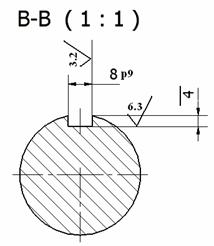
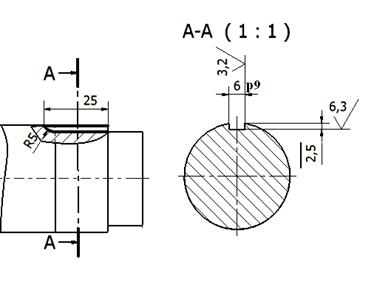
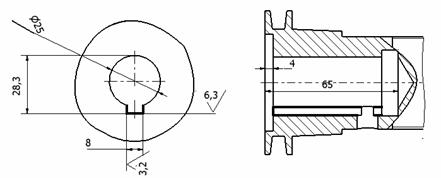
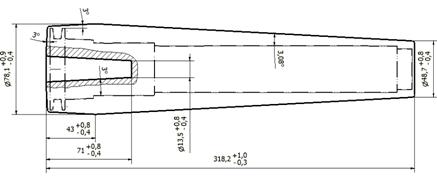
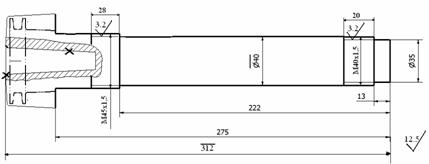
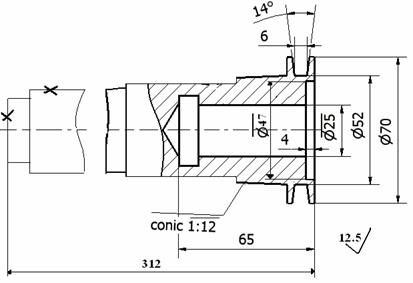
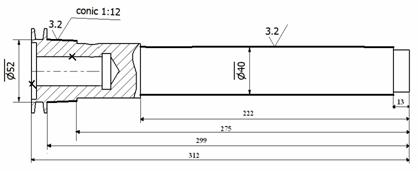
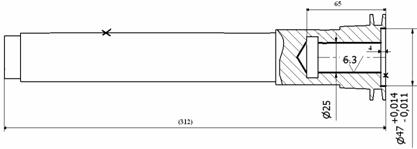
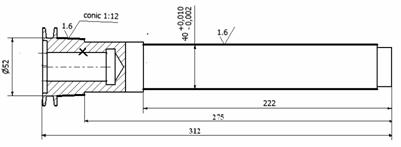
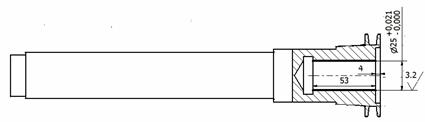
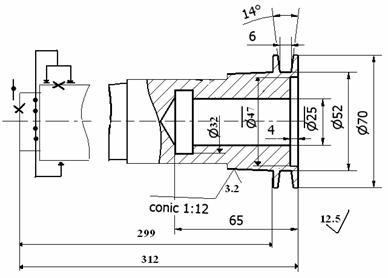
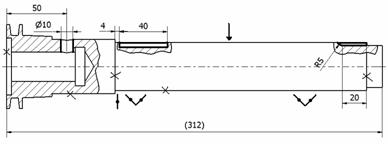
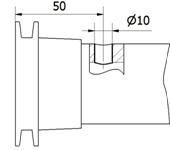
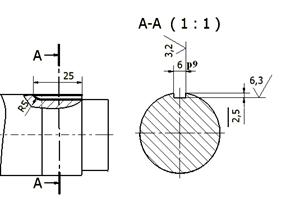
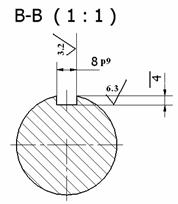
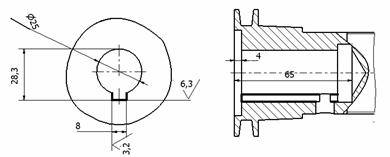
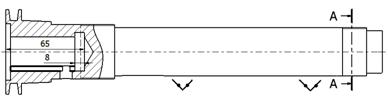
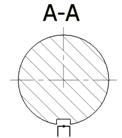
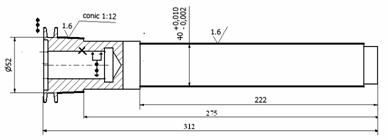
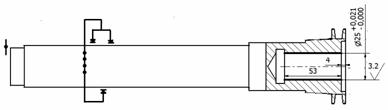
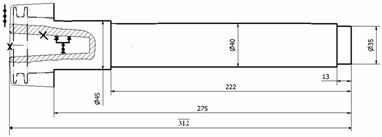
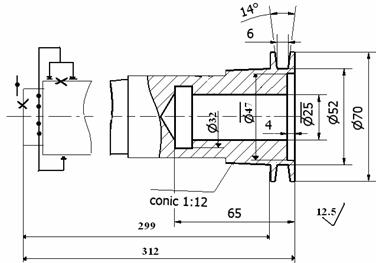
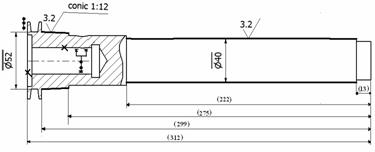
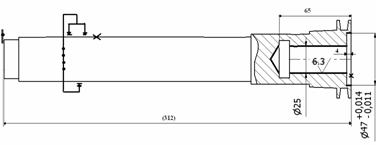
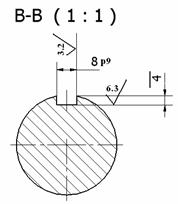
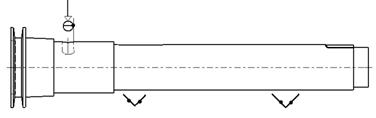
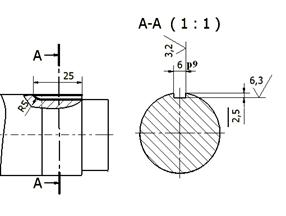
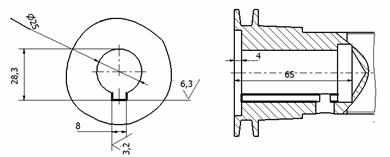
O schita a reperului
"Ax" se prezinta in fig 2.2 unde Sk ,k=1, 2 sunt suprafete definitorii
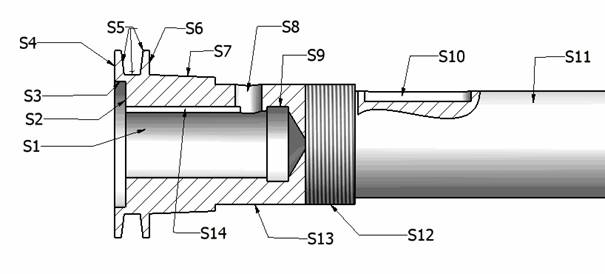
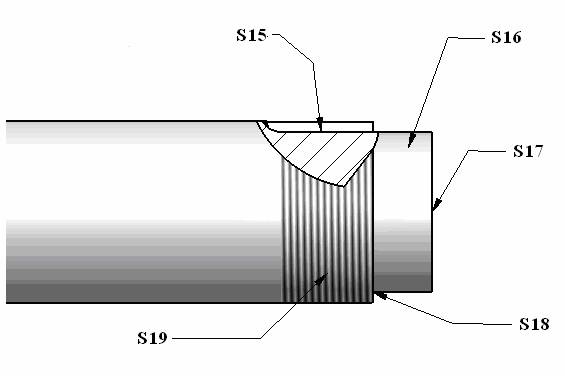
Fig 2.2
2.2 Caracteristici constructive prescrise
reperului.
a) Caracteristicile suprafetelor
Caracteristicile
principale ale suprafetelor Sk se prezinza in tabelul 2.1.
Tabelul 2.1
|
Sk
|
Forma
|
Dimensiuni
|
Rugozitatea Ra
|
Tolerante de forma
|
Pozitia reciproca
|
Alte conditii
|
|
S1
|
Cilindrica
|
 25 x 65 25 x 65
|
|
|
|
|
|
S2
|
Plana
|
47 / 25
|
|
|
|
|
|
S3
|
Cilindrica
|
47 x 4
|
|
|
|
|
|
S4
|
Plana
|
70 / 47
|
|
|
|
|
|
S5
|
Plan-Conica
|
|
|
|
|
|
|
S6
|
Plana
|
70 / 47
|
|
|
|
|
|
S7
|
Conica 1:12
|
52
|
|
|
|
|
|
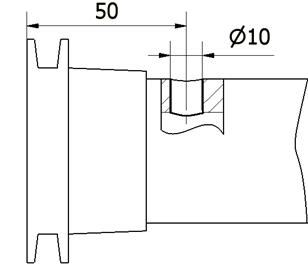
S8
|
Cilindrica
|
 10 x 10 10 x 10
|
|
|
|
|
|
S9
|
Plan-cilind
|
28 x 8
|
|
|
|
|
|
S10
|
Plan-cilind (canal de
pana)
|
40 x 8
|
|
|
|
|
|
S11
|
Cilindrica
|
40 x 209
|
|
|
|
|
|
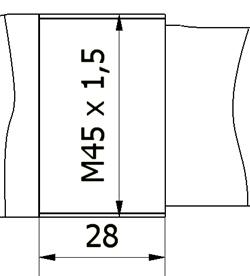
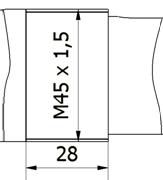
S12
|
Elicoidala
|
M45 x1,5 x 28
|
|
|
|
|
|
S13
|
Cilindrica
|
45 x 24,5
|
|
|
|
|
|
S14
|
Cilindrica
|
52 x 6
|
|
|
|
|
|
S15
|
Plana (canal)
|
6 x 20
|
|
|
|
|
|
S16
|
Cilindrica
|
35 x 13
|
|
|
|
|
|
S17
|
Plana
|
35
|
|
|
|
|
|
S18
|
Plana
|
40 / 35
|
|
|
|
|
|
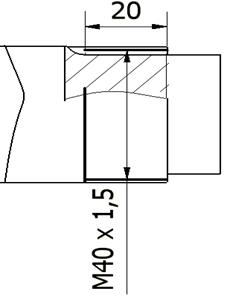
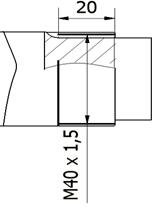
S19
|
Elicoidala
|
M40x1,5 x 20
|
|
|
|
|
b. Caracteristici de material prescrise
Materialul
prescris este OLC 45
Elemente
chimice principale [%] sunte prezentate in tabelul 2.3
Tabelul 2.3
|
Compozitie chimica[%]
|
|
C
|
Si
|
Mn
|
P
|
S
|
|
|
|
|
|
Structura
metalografica- se prezinta tabelar :
Propietatiile
fizico-mecanice principale sunt
prezentate in tabelul 2.4.
Tabelul 2.4
|
Propietati
Mecanice
|
Propietati
fizice
|
Propietati
tehnologice
|
Propietati
economice
| |
|
|
|
Rezilstenta
la coroziune [mm]
|
E*10^6
daN/cm^2
|
Rezilstenta
la rupere [daN/cm]
|
Duritarea
[HB]
|
Densitatea
kg/dc^3
|
Cond
Termic
|
Uzinabilitate
|
Calibilitate
|
Pret[lei/kg]
| |
|
|
|
|
|
|
|
|
|
FB
|
FB
|
| |
|
|
Tratamente
termice prescrise: se fac in functie de destinatia semifabricatului
c. Masa reperului
Pentru aflarea mase s-a
utilizat programul AUTODESK INVENTOR folosind comanda "Phisical" (File à
iProperties ), in care s-a introdus densitatea materialului ales (OlC 45) egala cu 7,85 kg / dm^3.
Astfel,
masa reperului ,m, este
m= 3,174 Kg
d. Clasa de piese
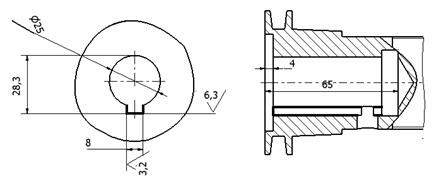
Avand in vedere forma de gabarit si
pozitia suprafetelor componente, se apreciaza ca repereul face parte din clasa arborilor.
2.3 Funtiile produsului, reperului si
suprafetelor
a. Functiile produsului
b. Funtiile reperului
-rol de a transmite miscarea.
c. Functiile suprafetelor
Functiile
suprafetelor sunt prezentate in tabelul 2.5
Tabelul 2.5
|
Sk
|
Functia(-ile)
|
|
S1
|
Suprafata
de asamblare cu reperul 6 (AX)
|
|
S2
|
Suprafata
de sprijin pentru reperul 2 (rulment)
|
|
S3
|
Suprafata
de sprijin pentru reperul 2 (rulment)
|
|
S4
|
Suprafata
de delimitare
|
|
S5
|
Suprafata
de conctact,locas pentru reperul 4 (curea)
|
|
S6
|
Suprafata
de delimitare
|
|
S7
|
Suprafat
asamblare reper 3 (rulment conic)
|
|
S8
|
|
|
S9
|
Suprafatza
tehnologica,necesara prelucrarii suprafetei S14
|
|
S10
|
Suprafata de asamblare cu pana
|
|
S11
|
Suprafata
de contact
|
|
S12
|
Suprafata
de asablare filetar cu reperul 5
|
|
S13
|
Suprafata
de asamblare cu repereul 4 (bucsa)
|
|
S14
|
Suprafata
de asamblare cu pana
|
|
S15
|
Suprafata
de contact curea
|
|
S16
|
Suprafata
tehnologica
|
|
S17
|
Suprafata
de asamblare cu pana
|
|
S18
|
|
|
S19
|
Suprafata
de asamblare filetata
|
|
|
2.4 Tehnologicitatea constructiei reperului
a. Gradul de unificare a elementelor
constructive ( λe
unde: ed
este numarul dimensiunilor diferite,iar et numarul total al elementelor.
Se
analizeaza trei grupe principale de caracteristigi geometrice dupa cum urmeaza:
- gauri cilindrice:1 x Ø25
; 1 x Ø10
λe1=2 /2 =1
- adancituri: 1 x Ø47
; 1 x Ø32
λe1=2 /2 =1
Gradul mediu de unificare constructiva este :
λe
λe
b.Concordanta dintre
caracteristicile contructive prescrise si cele impuse de rorlul functional,
tehnologic
Gradul de concordanta dintre caracteristicele constructive (CC)
prescrise si cele impuse de rolul functional / tehnologic λc, este:
λc=Cc / Ct
unde: Cc est numarul CC prescrise care sunt in concordanta cu cele impuse de cerintele functional
tehnologice,iar Ct- numarul total de CC prescrise
λc
c.Conditii de
tehnologicitate impuse de unificarea
constructiva
Din punct de vedere al contittiei
principale impuse de unificarea constructiva, respectiv numar minim posibil al
dimensiunilor elementelor constructive, se apreciaza ca aceasta este
acceptabila.
d.Conditii de
tehnologicitate impuse de procedeele tehnologice
Conditiile de tehnologicitate impuse de procedeele tehnologice de
fabricare sunt prezentate in tabelul 2.6
Tabelul 2.6
|
Nr crt.
|
Conditie
|
Grad de satisfacere
|
|
Forma de gabarit sa
prezinte axe sau plane de simetrie care, dupa caz, sa fie utile pentru
definirea planului(-elor) de separare a semimatritelor
|
DA
|
|
Elementele
constructive de tip inclinare, racordare, grosime de perete, de dimesniune l,
sa indeplineasca conditia > sau = min sau/si < sau =max, in care lmin
si lmax sunt valori limita impuse de procdeul tehnologic
|
DA
|
|
Forma sau pozitia
unor suprafete sa fie astfel incat sa prezinte inclinari in raport cu planul
de separatie a semiformelor/semimatritelor
|
DA
|
|
Alezajele sa fie patrunse
|
DA
|
|
Elementele constructive de rezistenta sa fie
"pline"/ nu "tubulare"
|
DA
|
|
Trecerile dintre suprafete sa fie astfel
incat sa se evite deteriorarea acestora in timpul manevrarii semifabricatulu
|
DA
|
3. Semifabricare si
prelucrari
Se cunosc:
- Materialul prescris OLC 45,forma
si dimensiunile prescrise (v. desen reper),programa de productie
Avand in vedere considerentele de mai sus, se
adopta doua variante tehnic-acceptabile de semifabricare,care se prezinta in
tabelul 3.1
Tabelul 3.1
|
Var.
|
Semifabricat
|
Metoda de semifabricare
|
Procedeul de semifabricare
|
|
Semifabricat cu adaosuri de
prelucrare relativ mari SF1:Fig 3.1
|
Deformare plastica la cald
|
Matritare la cald pe masina
verticala
|
|
Semifabricat cu adaosuri de
prelucrare relativ mici SF1:Fig 3.2
|
Deformare plastica la cald
|
Matritare la cald pe masina
verticala
|
Varianta 1
Se adopta clasa a II-a de precizie
Caracteristicile
specifice si caracteristicile prescrise semifabricatului sunt prezentate in
tabelul 3.2, fig 3.1 si respectiv ,desenul semifabricatului
Tabelul 3.2
|
Clasa de precizie
|
Dimensiunea piesei
mm
|
Adosul de prelucrare mm
|
Dimensiunea semifabricatului mm
|
Abareri limita prescrise
mm
|
|
II
|
|
|
|
|
|
II
|
|
|
|
|
|
II
|
|
|
|
|
|
II
|
|
|
|
|
|
II
|
|
|
|
|
|
II
|
|
|
|
|
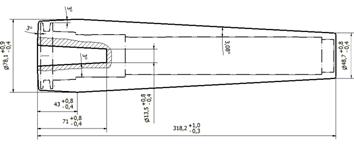
Fig 3.1
Varianta 2
Tabelul 3.3
|
Clasa de precizie
|
Dimensiunea piesei
mm
|
Adosul de prelucrare mm
|
Dimensiunea semifabricatului mm
|
Abareri limita prescrise
mm
|
|
II
|
|
|
|
|
|
II
|
|
|
|
|
|
II
|
|
|
|
|
|
II
|
|
|
|
|
|
II
|
|
|
|
|
|
II
|
|
|
|
|
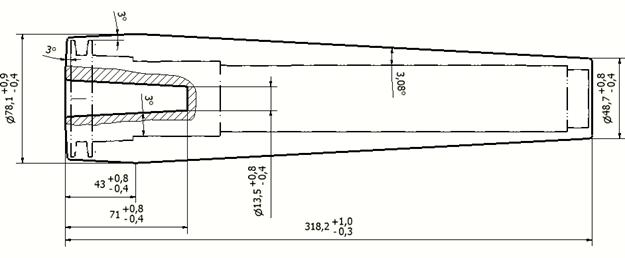
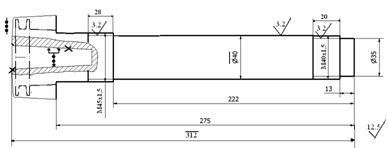
Fig 3.2
3.2 Prelucrari
Se cunosc:
- Caracteristicile geometrice prescrise
suprafetelor,materialul prescris OLC45, programa de productie
- Caracteristiciele diferitelor
procedee de prelucrare
Avand in vedere considerentele de mai sus,
pentru fiecare suprafata sau grup de
suprafete similare, s-au determinat
variantele tehnic-acceptabile privind succesiunea de prelucrari necesare, care se prezinta in
tabelul 3.4
Tabelul 3.4
|
Sk
|
Var
|
Prelucrari
|
|
S1
|
I
|
Strunjire degrosare
|
Strunjire finisare
|
Rectificare
|
|
|
S2
|
I
|
Strunjire
|
|
|
|
|
S3
|
I
|
Strunjire degrosare
|
Strunjire finisare
|
|
|
|
S4
|
I
|
Strunjire
|
|
|
|
|
S5
|
I
|
Strunjire
|
|
|
|
|
`S6
|
I
|
Strunjire
|
|
|
|
|
S7
|
I
|
Strunjire degrosare
|
Strunjire finisare
|
Rectificare
|
|
|
S8
|
I
|
Gaurire cu burghiul
|
|
|
|
|
S9
|
I
|
Strunjire
|
|
|
|
|
II
|
Alezare
|
|
|
|
|
S10
|
I
|
Frezare
|
|
|
|
|
S11
|
I
|
Strunjire degrosare
|
Strunjire semifinisare
|
Strunjire finisare
|
Rectificare
|
|
S12
|
I
|
Strunjire filetare
|
|
|
|
|
S13
|
I
|
Strunjire degrosare
|
|
|
|
|
S14
|
I
|
Rabotare
|
|
|
|
|
S15
|
I
|
Frezare
|
|
|
|
|
S16
|
I
|
Strunjire
|
|
|
|
|
S17
|
I
|
Stunjire
|
|
|
|
|
S18
|
I
|
Strunjire
|
|
|
|
|
S19
|
I
|
Filetare exterioara
|
|
|
|
4. Structura
preliminara a procesului si sistemului de fabricare
Se cunosc:
Caracteristicile
semifabricatelor SF1 si SF2
Prelucrarile
necesare
Principiile
si restrictiile privind determinarea structurii proceselor tehnologice
Elementele
definitorii ale structurii preliminare
Avand in vedere considerentele de mai sus,
s-a efectuat gruparea prelucrarilor necesare si a altor activitati necesare, in
operatii principale si, respectiv, operatii complementare, in doua variante,
s-au determinat si celelalte elemente de definire a procesului tehnologic de
fabricare si, corespunzator, se prezinta mai jos cele doua variante de proces
tehnologic de fabricare in strunctura preliminara PT1 (tab 4.1) si PT2 (tab
4.2).
PT1
Tabelul
4.1
|
Nr. de ordine si denumirea operatiei
|
Schita simplificata a operatiei
|
Utilajul si S.D.V.-urile
|
00.Matritare
|
|
U: Presa verticala
D-S: Matrita
V:Subler
|
|
10. Strunjire I
|
|
U:Strung CNC
D:Universal
S:Cutit
V:Subler, calibru
|
|
20. Strunjire 2
|
|
U:Strung CNC
D:Univesal
S:cutit, largitor V:Subler,mmicrometru
|
|
30. Frezare -Gaurire
|
|
U:Centru CNC
D:Special
S:Freza deget, freza cilindrica, burghiu
V:Subler,micrometru
|
|
|
|
|
|
|
|
|
40.Rabotare
|
|
U:Masina de rabotat
D:Special
S:Cutit
V: Micrometru
|
|
50.Tratament terimic
|
|
|
60. Rectificare I
|
|
U:Masina de rectificat
D:Universal
S:Disc abraziv
V:Subler.Micrometru
|
|
70. Rectificare II
|
|
U:Masina de rectificat
D:Universal
S:Disc abraziv
V:Subler.Micrometru
|
|
80. Control final
|
|
|
90. Conservare si depozitare
|
|
| | | |
PT2
Tabelul 4.2
|
Nr. de ordine si denumirea operatiei
|
Schita simplificata a operatiei
|
Utilajul si S.D.V.-urile
|
00.Matritare
|
|
U: Presa vericala
D-S: Matrita
V:Subler
|
|
10. Strunjire degrosare I
|
|
U:Strung normal
D:Universal
S:cutit
V:Subler
|
|
20. Strunjire degrosare II
|
|
U:Strung normal
D:Univesal
S:cutit, burghiu,cuti profilat
V:Subler,mmicrometru
|
|
30. Strunjire semifinisare finisare
|
|
U:Strung normal
D:Univesal
S:cutit V:Subler,mmicrometru
|
|
40. Strunjire finisare
|
|
U:Strung normal
D:Univesal
S:cutit, largitor
V:Subler,mmicrometru
|
|
50. Filetare
|
|
U:Strung normal
D:Univesal
S:cutit,
V:Calibru
|
|
50. Gaurire
|
|
U:Masina de gaurit
D:Special
V:Burghiu
V:Subler
|
|
60. Frezare I
|
|
U:Masina de frezat
D:Special
S:Freza
V:Subler
|
|
70. Frezare II
|
|
|
U:Masina de frezat
D:Special
S:Freza deget
V:Subler
|
90. Rabotare
|
|
U:Masina de rabotat
D:Special
S:Cutit
V:Micrometru
|
|
110. Rectificare I
|
|
U:Masina de rectificat
D:Universal
S:Piata abraziva
V:Micrometru
|
|
120. Rectificare II
|
|
U:Masina de rectificat
D:Universal
S:Piata abraziva
V:Subler
|
| | | |
4.2. Stuctura detaliata
4.2.1 Nomenclatorul,
fazele si schemele de orientare-fixare asociate operatiilor
a. Nomenclatorul
operatiilor.
Tabelul 4.2.1
|
PT 1
|
PT 2
|
|
00.
Matritare
10.
Strunjire I
20.
Strunjire II
25.
Control
30. Prelucrare
complexa
35.Control
40.Rabotare
45.Control
50.
Tratament termic
60.
Rectificare I
70.
Rectificare II
80.
Control final
90.
Consevare-depozitare
|
00.
Matritare
10.
Strunjire degrosare I
20.
Strunjire degrosare II
25.
Control
30.
Strunjire semifinisare finisare
40.
Strunjire finisare
45.
Control
50.
Strunjire filetare
55.
Control
60.
Gaurire
70.
Frezare I
80.
Frezare II
85.
Control
90.
Rabotare
95.
Control
100.
Tratament termic
110.
Rectificare I
120.
Rectificare II
130.
Control final
140.
Consevare-depozitare
|
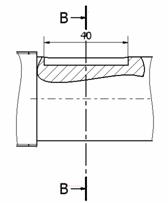
b. Fazele si schemele
de orientare-fixare
Tabelul 4.2.2
|
Operatia
|
Fazele operatiei
|
Schita operatiei
(SOF)
|
Utilaj si
S.D.V-uri (tip)
|
|
00. Matritare
|
|
|
U: Presa verticala
D-S: Matrita
V:Subler
|
|
10. Strunjire I
|
10.a Prindere semifabricat
10.1 Strunjire degrosare la
312, Ǿ35, 13, Ǿ40, 222, Ǿ45, 275
10.2 Strunjire filetare de degrosare M40x1,5
10.3 Strunjire filetare de degrosare M45x1,5
10.4 Strunjire semifinisare la Ǿ 
 10.5 Strunjire
finisare la Ǿ40 10.5 Strunjire
finisare la Ǿ40
10.b Desprindere si depunere piesa
|
|
U: Strung CNC
D:Universal
S: Cutit
V: Subler, micrometru
|
|
20. Strunjire I
|
20.a Prindere semifabricat
20.1 Strunjire degrosare la Ǿ
20.2 Strujire degrosare la 312,Ǿ ,4 Ǿ32 ,4 Ǿ32
20.3 Strunjire degrosare la conic 1:12, 299, Ǿ70
20.5 Strunjire degrosare la Ǿ52 x6
20.6 Stunjire finisare la Ǿ47, Ǿ
20.b Desprindere si depunere piesa
|
|
U: Strung CNC
D:Universal
S: Cutit
V: Subler, micrometru
|
|
25 Control
|
|
|
|
30. Frezare - Gaurire
|
30.a Prindere semifabricat
30.1 Gaurire 1g Ǿ10
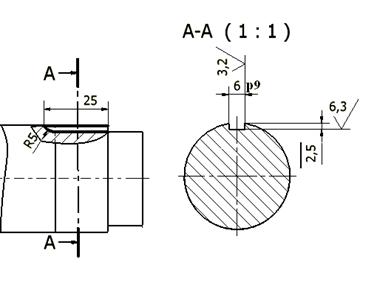
30.2 Frezare canal pana 8x40x
30.3 Frezare canal pana 6x25x
30.b Desprindere si depunere piesa
|
|
U:Centru CNC
D:Special
S:Burghiu,freza deget, freza cilindrica
V:Subler
|
|
|
|
35.Control
|
|
|
|
|
40. Rabotare
|
40.a Prindere semifabricat
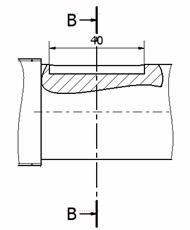
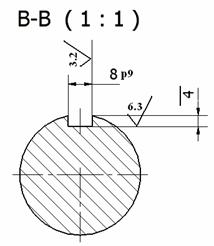
40.1 Rabotare canal pana 8x65x
40.b Desprindere si depunere piesa
|
|
U:Masina de rabotat
D:Special
S: Cutit de rabotat
V:Micrometru
|
|
45 Control
|
|
|
|
50 Tratament termic
|
|
|
|
60 Rectifi-care I
|
60.a Prindere semifabricat
Rectificare la Ǿ40
60.2 Rectificare conic 1:12
60.b Desprindere si depunere piesa
|
|
U:Masina de rectificat
D:Universal
S:Piatra abraziva
V:Subler
|
|
70 Recrtifi-care
|
60.a Prindere semifabricat
Rectificare la Ǿ
60.b Desprindere si depunere piesa
|
|
U:Masina de rectificat
D:Universal
S:Piatra abraziva
V:Mircrometru
|
|
80. Control final
|
|
|
|
90. Conservare si depozitare
|
|
|
PT2
Tabelul 4.2.2
|
Operatia
|
Fazele operatiei
|
Schita operatiei
(SOF)
|
Utilaj si
S.D.V-uri (tip)
|
|
00. Matritare
|
|
|
U: Presa verticala
D-S: Matrita
V:Subler
|
|
10. Strunji-re degro-sare I
|
10.a Prindere semifabricat
10.1 Strunjire degrosare la 
10.2 Strunjire degrosare la Ǿ45x275
10.3 Strunjire degrosare la Ǿx222
10.4 Strunjire degrosare la Ǿ35x13
10.bDesprindere si depunere piesa
|
|
U: Strung normal
D:Universal
S: Cutit
V: Subler, micrometru
|
|
20. Strunjire degrosare II
|
20.a Prindere semifabricat
20.1 Stunjire degrosare conic 1:12 x 299
20.2 Strujire degrosare la 312
20.3 Stunjire degrosare la
Ǿ70
20.4 Strunjire degrosare la Ǿ
20.5 Strunjire degrosare la Ǿx 4
20.6 Strunjire degrosare la Ǿ
20.7 Strunjire degrosare la Ǿ52x6
20.b Desprindere si depunere piesa
|
|
U: Strung normal
D:Universal
S: Cutit, largitor
V: Subler, micrometru
|
|
25.Control
|
|
|
Strunjire seimfinisare
finisare
|
30.a Prindere
semifabricat
30.1 Strunjire semifinisare la Ǿ
30.2. Strunjire finisare la Ǿ
30.3 Strunjire finisare la (Ǿ52) conic 1:12
30.b Desprindere si depunere piesa
|
|
U: Strung
normal
D:Universal
S: Cutit
V: Subler
|
|
40. Strunjire finisare
|
40.a Prindere semifabricat
40.1 Strunjire finisare la Ǿ47
40.2 Stunjire finisare la Ǿ
40.b Desprindere si depunere piesa
|
|
U: Strung normal
D:Universal
S: Cutit
V: Micrometru
|
|
45. Control
|
|
|
|
50. Strunjire filetare
|
50.a Prindere semifabricat
50.1 Strunjire filetare M40x 1,5
50.2 Stunjire filetare M45x 1,5
50.b Desprindere si depunere piesa
|
|
U: Strung normal
D:Universal
S: Cutit
V: Calibru
|
|
|
|
60. Gaurire
|
60.a Prindere semifabricat
60.1 Gaurire 1g Ǿ10
60.b Desprindere si depunere piesa
|
|
U:Masina de gaurit
D:Special
S:Burghiu
V:Micrometru
|
|
70. Frezare I
|
70.a Prindere semifabricat
70.2 Frezare canal pana 8x40x
70.bDesprindere si depunere piesa
|
|
U:Masina de frezat
D:Special
S:Freza deget
V:Subler
|
|
|
Frezare I
|
80.1 Prindere semifabricat
80.2 Frezare canal pana 6x25x
80.3 Desprindere si depunere piesa
|
|
U:Masina de frezat
D:Special
S:Freza deget
V:Subler
|
|
90. Rabotare
|
40.a Prindere semifabricat
40.1 Rabotare canal pana 8x65x
40.b Desprindere si depunere piesa
|
|
U:Masina de rabotat
D:Special
S: Cutit de rabotat
V:Micrometru
|
|
95.Control
|
|
|
|
|
100 Tratament termic
|
|
|
|
110 Rectifi-care I
|
110.a Prindere semifabricat
Rectificare la Ǿ40
110.2 Rectificare conic 1:12
110.b Desprindere si depunere piesa
|
|
U:Masina de rectificat
D:Universal
S:Piatra abraziva
V:Subler
|
|
120 Recrtifi-care II
|
120.a Prindere semifabricat
Rectificare la Ǿ
120.b Desprindere si depunere piesa
|
|
U:Masina de rectificat
D:Universal
S:Piatra abraziva
V:Mircrometru
|
|
130. Control final
|
|
|
|
140. Conservare si depozitare
|
|
|
| | | | | |
|
Operatia
|
Masina -Unealta
|
Caracteristici
|
|
00.Matritare
|
Presa verticala
|
|
|
10.
Strunjire I:
20.
Strunjire II
|
Strung
paralel SP125 CNC
|
-diametrul
maxim de prelucrat: 125mm
-lungimea
maxima de strunjire(cu privire la papusa mobila): 500 mm
-gama
turatiilor (variatie continua) 50-5000 rot/min
-gama
avansurilor ( variatie continua) 10-5000 mm/min
-numarul
posturilor capului revolver:6
-puterea
motorului principal: 11 Kw
-gabarit
LxBxH: 3800x1800x1065
-masa:
3200 Kg
-echipament
NC: CNC 645
|
|
30.Prelucrare
complexa
|
Centru de
prelucrare vertical Sigma
VC 1000PNC
|
-cursa
(mm) pe axele X,Y,Z:1000/520/550
-alezajul
arborelui principal: ISO 40
-gama de
turatii:4000-35000 rot/min
-gama de
avansuri:10-9000 mm/min
-puterea
motorului electric: 26 Kw
|
|
40 Rabotare
|
Masina de
rabotat 425B
|
-cursa
maxima de lucru:425 mm
-cursa
maxima a saniei portcutit: 140mm
-cure duble
pe minut:14; 29; 38; 53; 75; 105
-cursa
mesei:
-orizontal:480 mm
-vertical: 400 mm
-gama de
avansuri :0.25; 0.50; 0.75; 1.00 mm/cd
-suprafata
mesei :425x310 mm
-puterea
motorului electric principal: 22.2 Kw
|
|
60.Rectificare
I
|
Masina de
rectificat exterior RE-RU 100 Ax500
|
-dimensiunile
maxime ale suprafetei de prelucrat: Ǿ100x500
distanta
intre varfuri: 500 mm
-inaltimea
varfurilor: 135 mm
-gama de
turatii ale pietrei abrazive:1480-1840 rot/min
-gama de
turatii ale semifabricatului: 63-800 rot/min
-gama
vitezelor de avans: 0,05-8 m/min
-puterea
motorului principal: 3 Kw
|
|
70.Rectificare
II
|
Masina de
rectificat interior cu cap de prindere 3250
|
-dimensiunile
maxime ale suprafetei de prelucrat: Ǿ(40-200)x500 mm
-gama de
turatii ale pietrei abrazive:8000;12000;15000 rot/min
-gama de
turatii ale semifabricatului: 190; 265;375; 5090 rot/min
-gama
vitezelor de avans: 250 mm/min
-puterea
motorului principal: 4.2 Kw
|
Tab. 4.7 Utilaje folosite in PT2
|
Operatia (-iile)
|
Utilajul
|
|
Marca
|
Caracteristici
|
|
10.Strunjire
degraosare I
20.Strunjire
degrosare II
30.
Strunjire semifinisare finisare
40.
Strunjire finisare
50.
Strunjire filetare
|
Strung normal SNA 320
|
-diametrul
maxim de prelucrat deasupra patului: 320mm
-distanta
intre varfuri:750;1000 mm
-diametrul
maxim de prelucrat deasupra saniei: 158 mm
-diametrul
alezajului arborelui principal:52
-conul
alezajului arborelui principal: Morse 6
-sectiunea
maxima a cutitului 20x20 mm
-gama de
turatii
-var cu cuplaj mec: 31.5; 40; 50; 63;
80; 100; 125; 160; 200; 250; 315; 400; 500; 630; 800; 630; 800; 1000; 1250;
1600; 2000.
-var cu cuplaj e.m: 31.5; 50; 65; 80;
100; 125; 160; 250; 315; 400; 500; 630; 800; 1000; 1250; 1600; 2500
|
|
60.Gaurire
|
Masina de
gaurit G16
|
`-diametrul
maxim de garuit in otel:16 mm
-adancimea
maxima de garuirie: 160mm
-cursa
maxima a capului de gaurire pe coloana: 225 mm
-conul
arborelui principal:Morse 3
-distanta
dintre axul principal si coloana: 280 mm
-distanta
maxima dintre capul arborelui principal si suprafata mesei: 630mm
-suprafata
utila a mesei: 300 x 400 mm
-canalele
T ale mesei: 3T14 STAS 1386
-gama de
turatii:150; 212; 300; 425; 600; 850; 1180;1700; 2360 rot/min
-gama de
avansuri:0.10;0.16;0.25;0.40 mm/rot
-puterea
motorului principal: 1,5 Kw
|
|
70.Frezare
I
80.Frezare
II
|
Masina de
frezat verticala cu consola FV32x132
|
-suprafata
de lucru a mesei:325x1325mm
-cursele
de lucru
-longitudinala:700 mm
-transversala: 250mm
-verticala : 370 mm
-gama de
turatii:30; 37.5; 48.5; 60; 75; 95; 118; 150; 190; 235; 300; 375; 475; 600;
750; 950; 1180; 1900 rot /min
-gama de
avansuri:
-longitudinale si transversale [mm/min]:
19; 23.5; 30; 37.5; 48.5; 60; 75; 95; 118; 150; 190; 235; 300; 375; 475; 600;
750; 950 mm/min
-verticale : ¼ d avansul
longitudinal
-numarul canalelor
T si dimensiunile acestora:T18
-conul
alezajului arborelui principal: ISO
50
-puterea
motorului electric principal: 7.5Kw
|
|
90.Rabotare
|
Masina de
rabotat 425B
|
-cursa
maxima de lucru:425 mm
-cursa
maxima a saniei portcutit: 140mm
-cure
duble pe minut:14; 29; 38; 53; 75; 105
-cursa
mesei:
-orizontal:480 mm
-vertical: 400 mm
-gama de
avansuri :0.25; 0.50; 0.75; 1.00 mm/cd
-suprafata
mesei :425x310 mm
-puterea
motorului electric principal: 22.2 Kw
|
|
110.Rectificare
I
|
Masina de
rectificat exterior RE-RU 100 Ax500
|
-dimensiunile
maxime ale suprafetei de prelucrat: Ǿ100x500
distanta
intre varfuri: 500 mm
-inaltimea
varfurilor: 135 mm
-gama de
turatii ale pietrei abrazive:1480-1840 rot/min
-gama de
turatii ale semifabricatului: 63-800 rot/min
-gama
vitezelor de avans: 0,05-8 m/min
-puterea
motorului principal: 3 Kw
|
|
120.Rectificare
II
|
Masina de
rectificat interior cu cap de prindere 3250
|
-dimensiunile
maxime ale suprafetei de prelucrat: Ǿ(40-200)x500 mm
-gama de
turatii ale pietrei abrazive:8000;12000;15000 rot/min
-gama de
turatii ale semifabricatului: 190; 265;375; 5090 rot/min
-gama
vitezelor de avans: 250 mm/min
-puterea
motorului principal: 4.2 Kw
|
b)Dispozitivele
port-piesa
Avand in vedere schemele de orientare-fixare si
caracteristicile utilajelor, se vor
stabili dispozitivele de prindere a piesei conform Tab.
Tab. 4.8 Dispozitie de prindere a piesei in PT1
|
Operatia (-iile)
|
DPP
|
|
10.Strunjire I
20.Strunjire II
|
Universal cu 3 bacuri 270-4010/4050
|
|
30.Prelucrare complexa
|
Special
|
|
40.Rabotare
|
Special
|
|
60.Rectificare I
70.Rectificare II
|
Universal cu 3 bacuri 270-4010/4050
|
Tab. 4.9 Dispozitie de prindere a piesei in PT1
|
Operatia (-iile)
|
DPP
|
|
10.Strunjire dergrosare I
20.Strunjire degrosare II
30 Strunjire semifinisar-finisare
40.Strunjire finisare
50.Strunjire filetare
|
Universal cu 3 bacuri 270-4010/4050
|
|
60.Gaurire
70.Frezare I
80. Frezare II
|
|
|
80.Rabotare
|
Special
|
|
110.Rectificare I
120.Rectificare II
|
Universal cu 3 bacuri 270-4010/4050
|
c) Scule de prelucrare
(S) si dispozitivele port-scula (DPSc)
PT1
Operatia 10. Strunjire
I
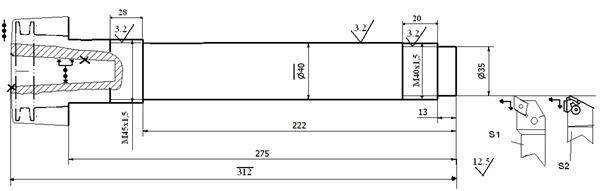
Fig. 4.1 Strunjire I repezentare scule
Tab. 4.10
|
Faza
|
Scula
|
DPSc
|
|
Simb
|
Corp Cod
|
Placuta aschietore Cod
|
|
10.1 Strunjire degrosare la
312, Ǿ35, 13, Ǿ40, 222, Ǿ45, 275
10.2 Strunjire semifinisare la Ǿ
 10.5 Strunjire
finisare la Ǿ40 10.5 Strunjire
finisare la Ǿ40
|
S1
|
PCLNL4040S19
|
CNMM1906
|
Suport port cutit SPC-02
|
|
10.2 Strunjire filetare de degrosare M40x1,5
10.3 Strunjire filetare de degrosare M45x1,5
|
S2
|
|
|
Suport port cutit SPC-02
|
Operatia 20 . Strunjire II
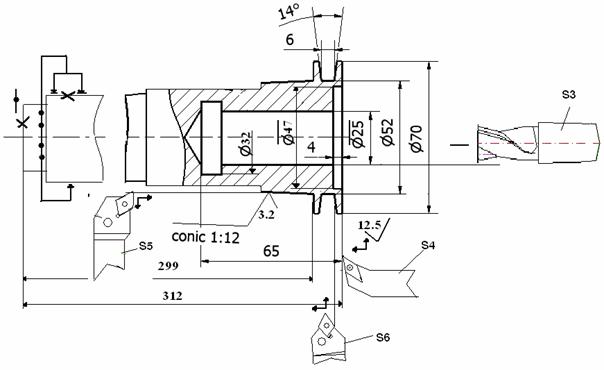
Fig. 4.2 Strunjire II repezentare scule
20.1 Strunjire
degrosare la Ǿ - S3 Largitor elicoidal cu coada conica STAS
8054/5-91
Tab. 4.11
|
Faza
|
Scula
|
DPSc
|
|
Simb
|
Corp Cod
|
Placuta aschietore Cod
|
|
20.2 Strujire degrosare la 312,Ǿ,4 Ǿ32
20.6 Stunjire finisare la Ǿ47, Ǿ
|
S4
|
S10K-SDQCR/L07F3
|
DCMT 07 02 02-53
|
Suport port cutit SPC-02
|
|
20.3 Strunjire degrosare la conic 1:12, 299, Ǿ70
|
S5
|
PCLNR2020K12
|
CNMM1204
|
Suport port cutit SPC-02
|
|
20.5 Strunjire degrosare la Ǿ52 x6
|
S6
|
PDNNR/ L4025L15
|
DNMM1506
|
Suport port cutit SPC-02
|
Operatia 30:Prelucrare complexa
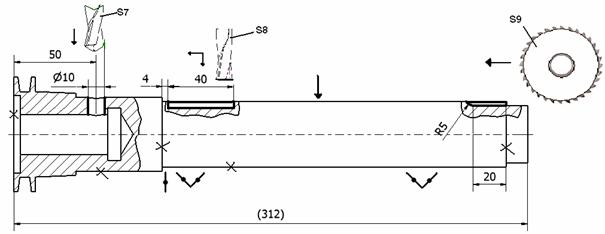
Fig. 4.3 Strunjire II repezentare scule
Tab. 4.12
|
Faza
|
Scula
|
DPSc
|
|
Simb
|
Notare STAS
|
Parametri geometrici ai sculei
|
|
d
|
L
|
l
|
|
30.1 Gaurire 1g
|
S10
|
Burghiu elicoidal cu coada cilindrica STAS 4566-80
|
10
|
|
|
Reductie 3/1 STAS252-80
|
|
30.2 Frezare canal pana 8x40x
|
S8-Freza deget din
carbura metalica S 700 58 DIN 6535-HB (codificare MAK080R19J03B08
|
|
30.3 Frezare canal pana 6x25x
|
S9-Freza disc cu trei
taisuri cu dinti drepti STAS 2215/2-86
|
| | | | | | | |
Operatia 40.Rabotare
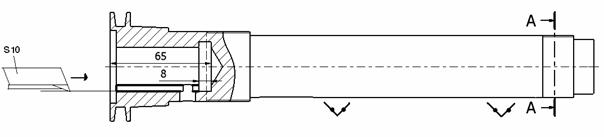
Fig 4.4 Rabotare-reprezentare scule
Tab. 4.13
|
Faza
|
Simbol
|
Scula
|
|
40.1 Rabotare canal pana 8x65x
|
S10
|
Cutit pentru canale de pana STAS 360-67
|
Operatia 60. Rectificare I
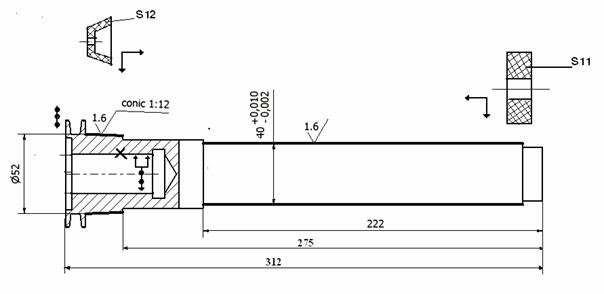
Fig 4.5 Rectificare-reprezentare scule
Operatia 70. Rectificare II
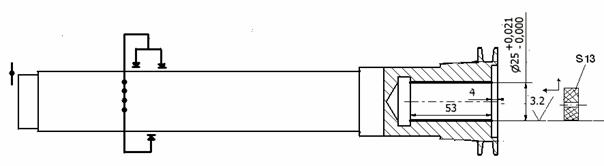
Fig 4.6 Rectificare-reprezentare scule
PT2
Operatia 10: Strunjire degrosare I
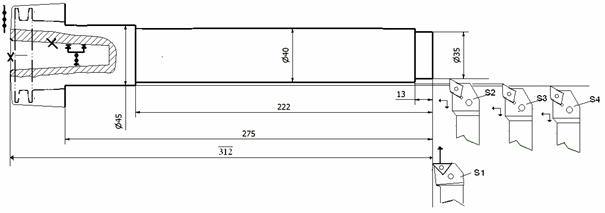
Fig 4.7 Strunjire degrosar I -reprezentare
scule
Tab. 4.14
|
Faza
|
Scula
|
DPSc
|
|
Simb
|
Corp Cod
|
Placuta aschietore Cod
|
|
10.1 Strunjire degrosare la
|
S1
|
PTFNR/ L2525M22Q
|
TCMT 16T304-53
|
Suport port cutit SPC-02
|
|
10.2 Strunjire degrosare la Ǿ35x13
|
S2
|
PCLNR2020K12
|
CNMM1204
|
Suport port cutit SPC-02
|
|
10.3 Strunjire degrosare la Ǿx222
|
S3
|
|
10.4Strunjire degrosare la Ǿ45x275
|
S4
|
Operatia 20. Strunjire degrosare II
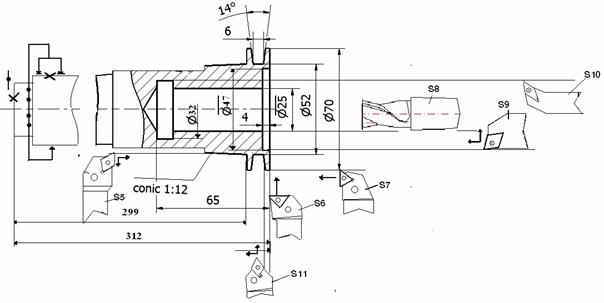
Fig 4.8 Strunjire degrosar II -reprezentare
scule
Tab. 4.15
|
Faza
|
Scula
|
DPSc
|
|
Simb
|
Corp Cod
|
Placuta aschietore Cod
|
|
20.1 Stunjire degrosare conic 1:12 x 299
|
S5
|
PCLNR2020K12
|
CNMM1204
|
Suport port cutit SPC-02
|
|
20.2 Strujire degrosare la 312
|
S6
|
PTFNR/ L2525M22Q
|
TNNM2204
|
Suport port cutit SPC-02
|
|
20.3 Stunjire degrosare la
Ǿ70
|
S7
|
PTGNL2020K16
|
TNMM1603
|
Suport port cutit SPC-02
|
|
20.4 Strunjire degrosare la Ǿ
|
S8
|
Largitor elicoidal cu coada conica STAS
8054/5-91
|
|
|
20.5 Strunjire degrosare la Ǿx 4
|
S9
|
S08F-SCLC R/L 06-5
|
CCMW 06 02 04
|
Suport port cutit SPC-02
|
|
20.6 Strunjire degrosare la Ǿ
|
S10
|
S10K-SDQCR/L07F3
|
DCMT 07 02 02-53
|
Suport port cutit SPC-02
|
|
20.7 Strunjire degrosare la Ǿ52x6
|
S11
|
PDNNR/ L4025L15
|
DNMM1506
|
Suport port cutit SPC-02
|
Operatia 30. Strunjire semifinisare-finisare
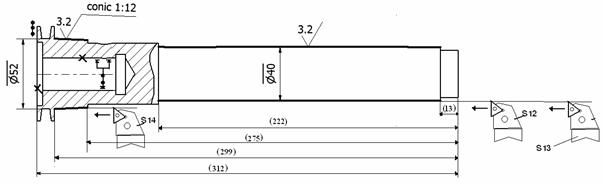
Fig 4.9 Stunjire semifinsare finisare -reprezentare scule
Tab. 4.16
|
Faza
|
Scula
|
DPSc
|
|
Simb
|
Corp Cod
|
Placuta aschietore Cod
|
|
30.1 Strunjire semifinisare la Ǿ
|
S12
|
PTGNL2020K16
|
TNMM1603
|
Suport port
cutit SPC-02
|
|
30.2. Strunjire finisare la Ǿ
30.3 Strunjire
|
S13
|
|
finisare la (Ǿ52) conic 1:12
|
S14
|
Operatia 40:Stunjire finisare
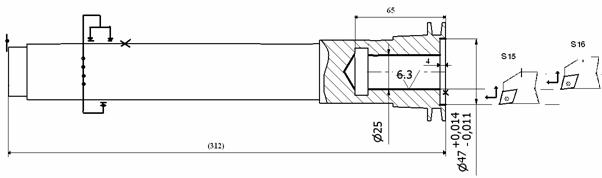
Fig 4.10 Stunjire finisare -reprezentare scule
Tab. 4.17
|
Faza
|
Scula
|
DPSc
|
|
Simb
|
Corp Cod
|
Placuta aschietore Cod
|
|
40.1 Strunjire finisare la Ǿ47
|
S15
|
PTGNL2020K16
|
TNMM1603
|
Suport port
cutit SPC-02
|
|
40.2 Stunjire finisare la Ǿ
|
S16
|
Operatia 50:Strunjire filetare
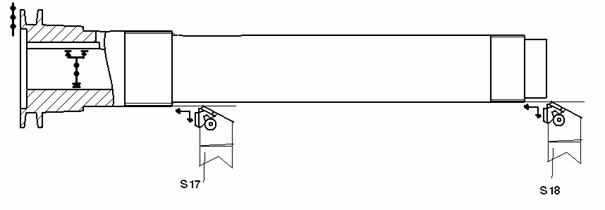
Fig 4.11 Stunjire filetare -reprezentare scule
Tab. 4.18
|
Faza
|
Scula
|
DPSc
|
|
Simb
|
Corp Cod
|
Placuta aschietore Cod
|
|
50.1 Strunjire filetare M40x 1,5
|
S18
|
|
|
Suport port
cutit SPC-02
|
|
50.2 Stunjire filetare M45x 1,5
|
S17
|
Operatia 60:Gaurire
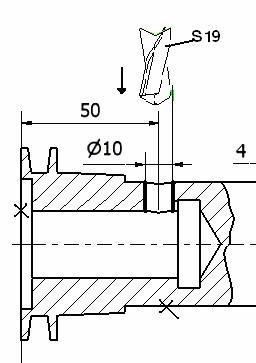
Fig 4.12 Gaurire-reprezentare scule
Tab. 4.19
|
Faza
|
Scula
|
DPSc
|
|
Simb
|
Notare STAS
|
Parametri geometrici ai sculei
|
|
d
|
L
|
l
|
|
60.1 Gaurire 1g
|
S10
|
Burghiu elicoidal cu coada cilindrica STAS 4566-80
|
10
|
|
|
Reductie 3/1 STAS252-80
|
Operatia 70:Frezare I
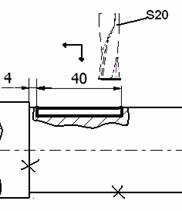
Fig 4.13 Frezare I-reprezentare scule
Tab. 4.20
|
Faza
|
Scula
|
|
70.1 Frezare canal pana 8x40x
|
S8-Freza deget din
carbura metalica S 700 58 DIN 6535-HB (codificare MAK080R19J03B08
|
Operatia 80:Frezare II
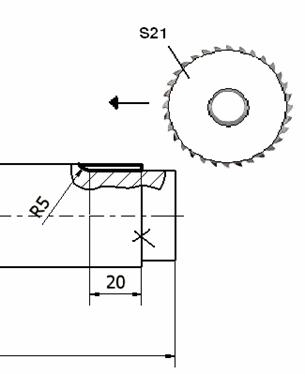
Fig 4.14 Frezare II-reprezentare scule
Tab. 4.21
|
Faza
|
Scula
|
|
80.1 Frezare canal pana 6x25x
|
S9-Freza disc cu trei
taisuri cu dinti drepti STAS 2215/2-86
|
Operatia 90:Rabotare
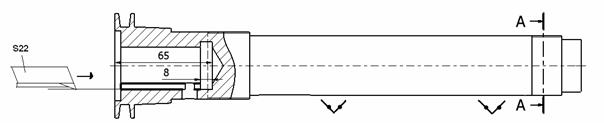
Fig 4.15 Rabotare-reprezentare scule
Tab. 4.22
|
Faza
|
Simbol
|
Scula
|
|
40.1 Rabotare canal pana 8x65x
|
S22
|
Cutit pentru canale de pana STAS 360-67
|
Operatia 110.
Rectificare I
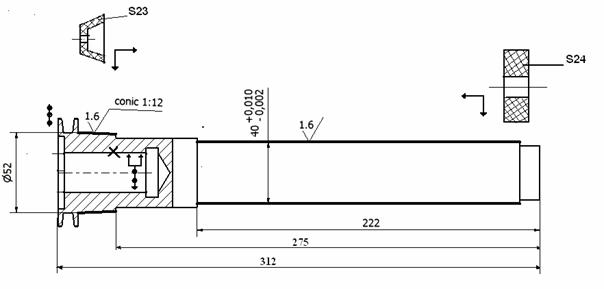
Fig 4.16 Rectificare-reprezentare scule
Operatia 120. Rectificare II
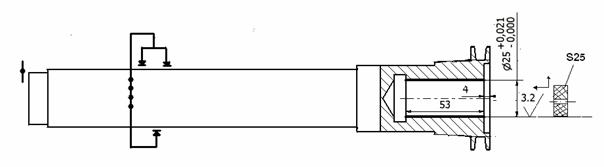
Fig 4.17 Rectificare-reprezentare scule

