PRODUSE, PROCESE SI SISTEME
CUPRINS
- DATE INITIALE
GENERALE
- ANALIZA CONSTRUCTIVA
FUNCTIONAL-TEHNOLOGICA
Schite constructive
ale reperului . . . . . . . . . . . . .
2.2 Caracteristici constructive prescrise
reperului..
2.3 Functiile produsului, reperului si
suprafetelor..
2.4 Tehnologicitate
- SEMIFABRICARE
SI PRELUCRARI
Semifabricare.
3.2 Prelucrari.
- STRUCTURA
PROCESELOR SI SISTEMELOR TEHNOLOGICE
4.1 Structura
simplificata..
4.2 Structura detaliata.
4.2.1 Nomenclatorul, fazele si
schemele de orientare-fixare asociate operatiilor
4.2.2 Utilajele si SDV-urile,
metodele si procedeele de reglare la dimensiune
4.2.3 Adaosurile de prelucrare
si dimensiunile intermediare
4.2.4 Regimurile de prelucrare
4.2.5 Normele de timp
- PROIECTARE
ECHIPAMENT TEHNOLOGIC
5.1 Date initiale specifice..
5.2 Evidentierea unor caracteristici constructiv-functionale
5.3 Proiectarea
echipamentului..
5.4 Documentatia tehnico-constructiva
grafica a echipamentului
ANALIZA ECONOMICA
Tema
Studiu
tehnico-economic privind constructia produsului P, procesul tehnologic de
fabricare a reperului R si proiectarea echipamentului tehnologic E,
P: mecanism de
tractiune..
R:
roata.
E:
- Date initiale generale
- Programa
de productie: 2000 buc/an
- Unitatea
de productie: SC PRELUCRARI MECANICE S.A
- Obiectiv
principal: introducerea unei tehnologii.
- Fond
real de timp: 255*1*8=2040 ore/an
- Cerinta
economica: cost minim de fabricatie.
- Analiza constructiva functional-tehnologica
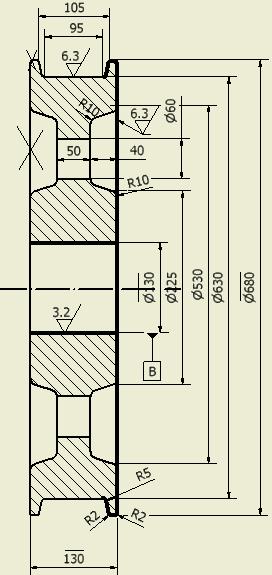
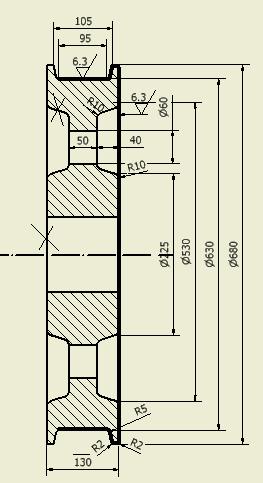
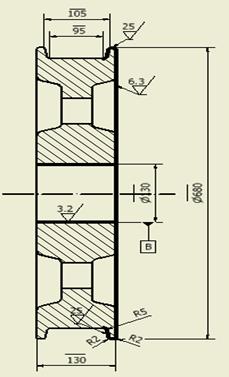
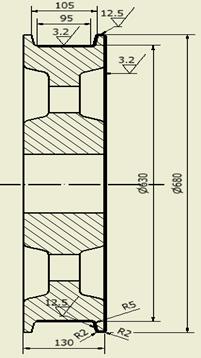
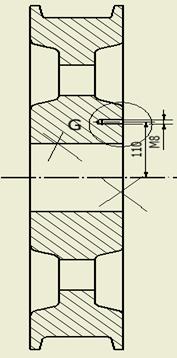
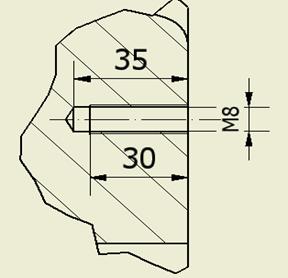
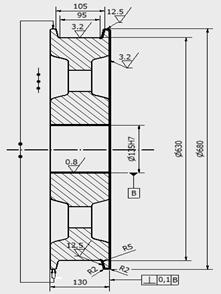
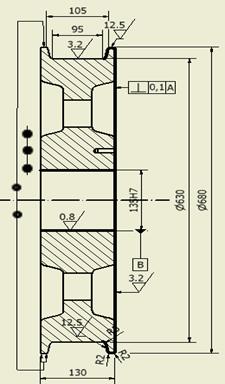
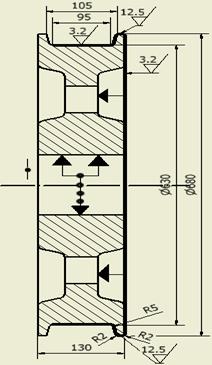
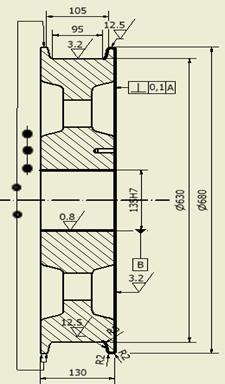
2.1 Schite constructive ale
produsului si reperului
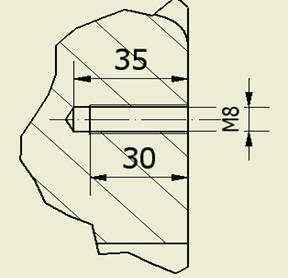
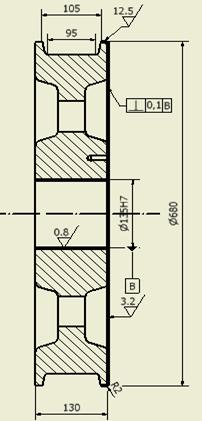
In acest subcapitol vor fi prezentate schita
produsului din care face parte reperul ce va fi analizat in acest proiect,
precum, si schita reperului cu suprafetele aferente acestuia.
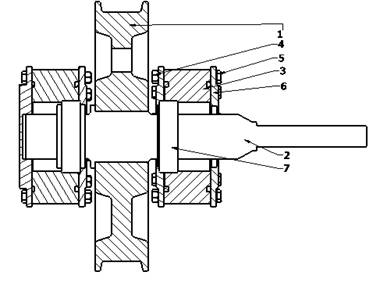
Fig.
2.1 Schita partii
produsului din care face parte reperul
|
Pozitie
|
Denumire
|
Cantitate
|
Material
|
Masa
|
Obs.
|
|
ROATA
|
|
OLC 45
|
220 kg
|
|
|
ARBORE
|
|
OLC 45
|
80 kg
|
|
|
CARCASA
|
|
OLC 45
|
55 kg
|
|
|
SURUB M16-150
|
|
OLC 45
|
1,238 kg
|
|
|
PIULITA M24
|
|
OLC45
|
0,351 kg
|
|
|
CAPAC
|
|
OLC 45
|
16 kg
|
|
|
RULMENT SFERIC
|
|
RUL 1
|
1,431 kg
|
|
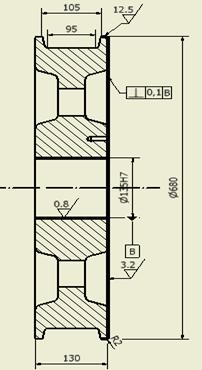
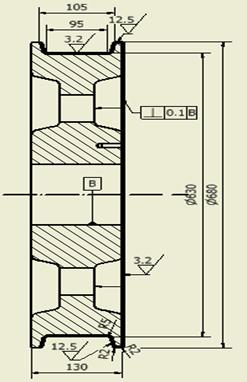
Caracteristici
constructive prescrise reperului
a) Caracteristicile
suprafetelor
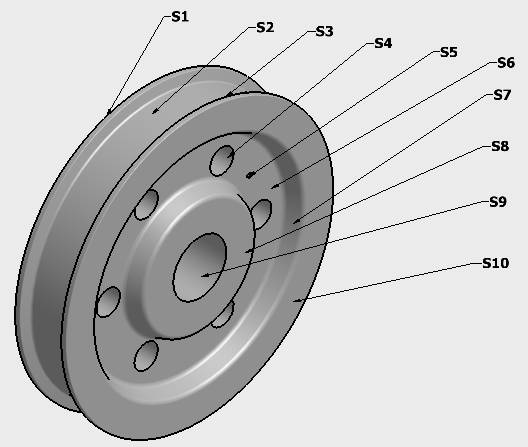
Caracteristicile principale ale suprafetelor Sk se prezinta
in tabelul 2.1:
|
Sk
|
forma
|
dimensiuni
|
rugozitate
Ra
|
tolerante
de forma
|
|
S1,S3
|
Inelara
|
Ø680x130x105x95
|
|
|
|
S2
|
Cilindrica
|
Ø630x95
|
|
|
|
S4
|
Cilindrica
|
Ø60x50x40
|
|
|
|
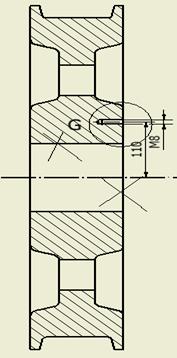
S5
|
Cilindrica
|
M8
|
|
|
|
S6
|
Inelara
|
Ø630x95
|
|
|
|
S7
|
Inelara
|
Ø630x105
|
|
|
|
S8
|
Cilindrica
|
Ø530xØ225x40
|
|
|
|
S9
|
Cilindrica
|
Ø137x130
|
|
|
|
S10
|
Cilindrica
|
Ø680x130
|
|
|
b) Caracteristici
de material prescrise
Se
prezinta compozitia chimica,structura
metalografica,proprietațile fizico-mecanice si tratamentele termice
prescrise.
Materialul prescris este: EN-GJL-250
Semnificatie: Fonta cenusie cu grafit lamellar
cu rezistenta minima la tractiune 250N/mm conform STAS SR EN 1561.
EN-GJL-250 se utilizeaza la obtinerea unor
piese de mare importanta, piese turnate cu capacitate si rezistenta la uzura
ridicate; piese turnate cu tehnicitate ridicata.
Elementele chimice principale [%] sunt
prezentate in tab.2.3
Tabelul 2.3
|
Material
|
Compozitie chimica
[%]
|
|
EN-GJL-250
|
C
|
Si
|
Mn
|
P
|
S
|
|
|
|
|
|
Proprietati fizico-mecanice principale sunt prezentate
in tab.2.4 si tab.2.5
Caracteristici mecanice standardizate ale
fontelor cenusii cu grafit lamellar (STAS 568-67)
Tabelul 2.4
|
Marca fontei
|
Diametrul probei
turnate [mm]
|
Rezistenta la
tractiune min [daN/mm2]
|
Rezistenta la
incovoiere min [daN/mm2]
|
Sageata la
incovoiere min [mm]
|
Duritate Brinell
[daN/mm2]
|
|
EN-GJL-250
|
|
|
|
|
|
Caracteristici mecanice nestandardizate ale
fontelor cenusii cu grafit lamelar:
Tabelul.2.5
|
Marca
fontei
|
Rezistenta
la compresiune [daN/mm2]
|
Rezistenta
la forfecare
|
Modulul
de elasticitate [daN/mm2]
|
Oboseala
|
Capacitatea
de amortizare exprimata prin decrementul logaritmic
|
|
Rezistenta
la oboseala [daN/mm2]
|
Coeficientul
de concentrare [K]
|
|
EN-GJL-250
|
|
|
|
|
|
|
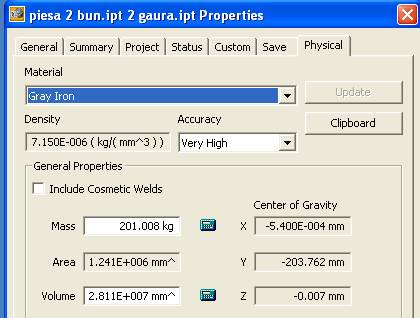
c) Masa
reperului
Determinarea masei reperului se poate face si automat din mediul
FILE / iPROPERTIES / PHYSICAL al programului AUTODESK INVENTOR PROFESSIONAL:
d) Clasa
de piese
Avand in vedere forma de
gabarit, forma si pozitia suprafetelor componente, se apreciaza ca reperul face
parte din clasa "Discuri".
Functiile produsului, reperului si
suprafetelor
a) Functiile
produsului
Functiile produsului sunt, in principal,
urmatoarele:
Pune in miscare un vehicul
Impiedica deplasarea
axiala nedorita
Transmite miscarea
catre vehicul
b) Functiile
reperului
Functiile reperului sunt , in
principal , urmatoarele:
Sprijin pe sol al
vehiculului
Transmitere catre
sol a fortelor pe directie longitudinala necesare propulsarii si franarii
Transmitere catre
sol a fortelor pe directie transversala pentru virare
protectie a
rulmentilor;
pozitionare si
fixare a ansamblului fata de un element fix;
c) Functiile
suprafetelor
Functiile suprafetelor sunt
prezentate in tabelul 2.4:
Tabelul 2.4
|
sK
|
functia
|
|
S1,S3
|
Asezare si
sprijinire pe sol
|
|
S2
|
Fixare pe sina
|
|
S4
|
Usurare a piesei
|
|
S5
|
Mentinere
eticheta
|
|
S6
|
Marginire
|
|
S7,S8
|
Marginire
|
|
S9
|
Contact cu axul
|
|
S10
|
Marginire
|
Tehnologicitatea constructiei
reperului
- Gradul de unificare a
elementelot constructive

Tehnologicitatea unui produs este insusirea
care exprima influenta caracteristicilor constructive asupra
tehnologiei de fabricare si/sau tehnologiei de exploatare.
Pentru a determina tehnologicitatea unui produs
se utilizeaza o serie de indici (indici de tehnologicitate) si se
verifica daca se indeplinesc anumite conditii (conditii de
tehnologicitate).
Indicii de tehnologicitate pot fi:
-indici de tehnologicitate absoluti -
definiti pe baza unor caracteristici constructive si/sau a unor
caracteristici economice;
-indici de tehnologicitate relativi -
definiti pe baza unor indici de tehnologicitate absoluti si a
unor caracteristici functionale.
Conditiile de tehnologicitate sunt
conditii tehnice care se prescriu constructiei produselor pentru a
satisface unele cerinte ale proceselor de fabricare si/sau
exploatare, respectiv, pentru a realiza indicii de tehnologicitate la valori
apropiate de cele optime.
Calculul indicilor de tehnologicitate:
Masa produsului:
m = kg
Gradul de unificare a elementele constructive:
Gradul de unificare a elementelor constructive ( e) se
calculeaza conform
urmatoarei relatii:
λe = ed/ et ,
unde:
ed - numarul dimensiunilor/variantelor diferite;
et - numarul total al
elementelor.
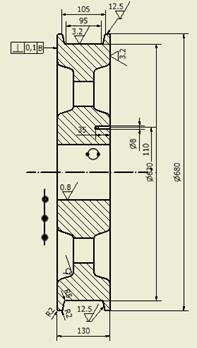
In cazul reperului "Roata " avem urmatoarele
tipuri de elemente constructive:
- gauri cilindrice :
6g  60, 1g 135 si 1g M8
60, 1g 135 si 1g M8 
- 1 tesituri 3x450; 
- raze de racordare: 8xR2; 4xR5; 16xR10 
Gradul mediu de unificare
constructiva este: 
- Concordanta dintre
caracteristicile constructive prescrise si cele impuse de rolul
functional/tehnologic
Gradul de concordanta dintre caracteristicile
constructive (CC) si cele impuse de rolul functional/tehnologic  ,
este:
,
este:
=1
- Conditii de tehnologicitate
impuse de unificarea constructiva
Din punct de vedere al
conditiei principale impuse de unificarea constructiva, respectiv numar minim
posibil al dimensiunilor elementelor constructive se apreciaza ca aceasta este
acceptabila.
- Conditii de tehnologicitate
impuse de procedeele tehnologice
Conditiile de tehnologicitate impuse de
procedeele tehnologice de fabricare sunt prezentate in tabelul 2.5
Tabelul 2.5
|
Nr. crt.
|
Conditii
de tehnologicitate
|
Grad de
indeplinire
|
|
C1
|
Forma de
gabarit sa prezinte axe sau plane de simetrie care, dupa caz,
sa fie utile pentru definirea planului (planelor) de separatie a
semiformelor (semimatritelor)
|
Da
|
|
C2
|
Anumite elemente
constructive (inclinari, racordari, grosimi de pereti), de
dimensiune l sa
indeplineasca conditia l lmin, sau/si l lmax, in care lmin si lmax
sunt valori limita impuse de procedeul tehnologic.
|
Da
|
|
C3
|
Forma sau
pozitia unor suprafete sa fie astfel incat sa
prezinte "inclinari" in raport cu
planul ( planele) de separatie a semiformelor / semimatritelor (pentru a permite extragerea usoara a
modelelor din semiforme / semifabricatului din semimatrite)
|
Da
|
|
C4
|
Alezajele
sa fie "patrunse" (pentru a permite rezemarea miezurilor la ambele
extremitati)
|
Da
|
|
C5
|
Elementele
de rezistenta sa fie "pline", nu "tubulare"
|
|
|
C6
|
Sa se
evite deteriorarea suprafetelor in timpul manevrarii
semifabricatului
|
|
- Semifabricare si prelucrari
3.1 Semifabricare
Alegerea corecta, rationala a
metodei si a procedeului de eleborare a metodei si a procedeului de
elaborare a semifabricatului este una dintre conditiile principale care
determina eficienta procesului tehnologic in ansamblu.
Fabricarea oricarei piese necesita
un semifabricat ce se poate obtine, in general, prin mai multe metode
si procedee diferite ca volum de munca si cost.
Cum costul semifabricatului intra in
componenta costului pieselor , se impune o analiza atenta
si o alegere rationala a metodei si a procedeului de
elaborare.
In general, costul
prelucrarii mecanice a unei piese este mai ridicat decat costului
realizarii semifabricatului. Un semifabricat ieftin (cu forme si
dimensiuni foarte diferite de cele ale piesei) duce la un cost ridicat al
prelucrarilor mecanice, iar un semifabricat mai scump (cu forme si
dimensiuni asemanatoare piesei) duce la reducerea semnificativa
a costului prelucrarilor mecanice.
Metodele de
elaborare a semifabricatelor sunt:
turnarea;
deformarea la cald
(forjare libera sau matritare);
deformarea la rece;
laminarea;
sudarea.
Datorita formei
complexe a reperului ROATA, materialului ( fonta cenusie Fc 250), seriei de
productie, se va adopta ca metoda de semifabricare TURNAREA.
Tipurile de procedee de turnare sunt
prezentate in tabelul 3.1
Tabelul 3.1
|
Procedee
de turnare
|
Dimensiuni
si
masa
|
Caracterul
productiei
|
Clasa de
precizie
|
Rugozitate
Ra
[μm]
|
Materialul
piesei
|
|
maxim
|
Minim
|
|
Turnare
in nisip cu formare manuala
|
nelimitat
|
Pereti
3-5mm
|
individuala
serie mica
|
IV - V
|
|
Fonte,
oteluri,
metale
neferoase si aliajele lor
|
|
Turnare
in nisip cu formare mecanizata model metalic
|
pana la
250 kg
|
Pereti
3-5mm
|
serie mica
serie mare
|
II - III
|
|
Fonte,
oteluri,
metale
neferoase si aliajele lor
|
|
Turnare
in nisip cu formare mecanizata dupa sablon
|
nelimitat
|
Pereti
3-5mm
|
individuala
serie mica
|
IV - V
|
|
Fonte,
oteluri,
metale
neferoase si aliajele lor
|
|
Turnare
in forme de tip coji
|
kg
|
Pereti
1-3mm
|
serie mica
serie mare
|
I - II
|
|
Fonte,
oteluri,
metale
neferoase si aliajele lor
|
|
Turnare
centrifugala
|
pana la
100 kg
|
Pereti
3-5mm
|
serie mare
si masa
|
II - III
|
|
Fonte,
oteluri,
metale
neferoase si aliajele lor
|
|
Turnare
in forme permanente (cochile)
|
kg
|
Pereti
3-5mm
|
serie mare
si masa
|
Abateri
0,1-0,5 mm
|
|
Fonte,
oteluri,
metale
neferoase si aliajele lor
|
|
Turnare
cu modele usor fuzibile
|
kg
|
Pana
la
0,15mm
|
serie mare
si masa
|
I - II
|
|
Materiale
cu prelucrabilitate mica prin aschiere
|
|
Turnare
sub presiune
|
kg
|
Pereti
1-2mm
|
serie mare
si masa
|
Abateri
0,02-0,1 mm
|
|
Aliaje
de zinc aluminiu,
magneziu,
cupru, staniu si plumb
|
Dupa greutatea pe bucata si dimensiuni,
piesele turnate pot fi clasificate conventional in:
- piese mici (sub 100 kg /buc);
- piese mijlocii (100 - 1000 kg/buc);
- piese mari (1000 - 5000 kg/buc);
- piese foarte mari (peste 5000 kg/buc).
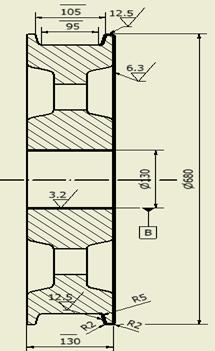
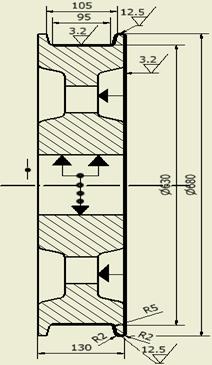
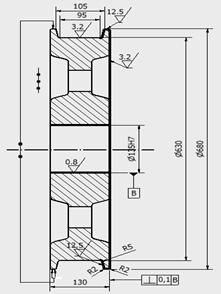
Avand in vedere considerentele de mai sus, se adopta doua variante
tehnic-acceptabile de semifabricare, care se prezinta in tabelul 3.2
Tabelul 3.2
|
Var
|
Semifabricat
|
Metoda de
semifabricare
|
Procedeul de
semifabricare
|
|
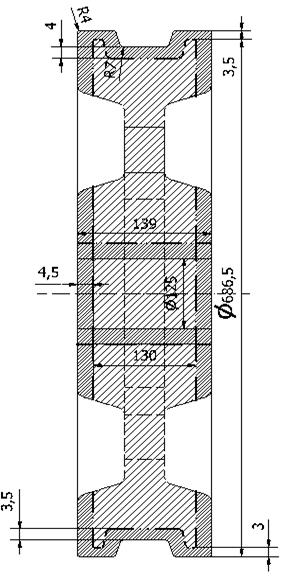
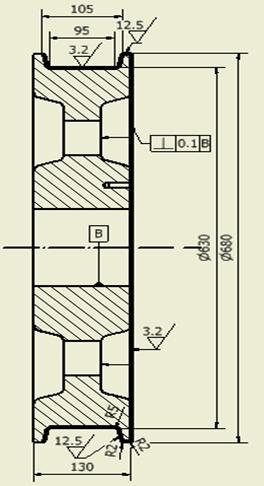
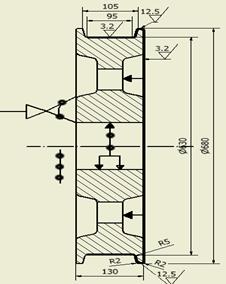
I
|
Semifabricat cu adaosuri de prelucrare
relativ "mici" SF1:fig 3.1
|
Turnare
|
turnare in nisip cu
formare mecanizata (model metalic);
|
|
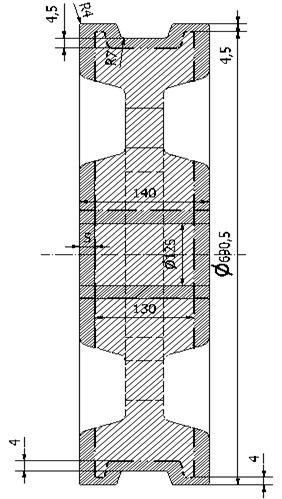
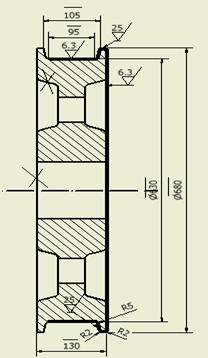
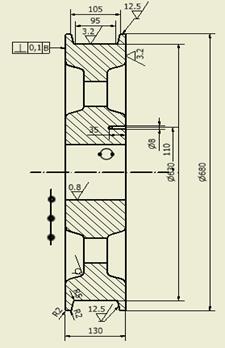
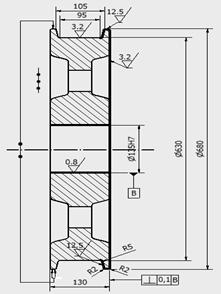
II
|
Semifabricat cu adaosuri de prelucrare
relativ "mari" SF1:fig 3.2
|
Turnare
|
turnare in nisip cu
formare mecanizata (model metalic);
|
Varianta I
Turnarea in nisip cu formare
mecanizata
Se foloseste pentru piese care prezinta
urmatoarele caracteristici:
- masa pana la 250 kg,
- grosimea minima a
peretilor 35 mm,
- complexitatea formei
ridicata,
- precizie dimensionala:
clasa II - III,
- rugozitate Ra =
2550 μm
- materiale:fonte,oteluri,neferoase
si aliajele lor
-productie de serie si masa.
Astfel, se adopta clasa a II-a de precizie.
Caracteristicile specifice turnarii in nisip cu formare mecanizata si
caracteristicile prescrise
semifabricatului sunt prezentate in tabelul 3.3, fig 3.1 si respectiv, desenul
semifabricatului.
Tabelul 3.3
|
Clasa
de precizie
|
Adaos de prelucrare
|
Procedeul de semifabricare
|
Abateri limita prescrise
mm
|
|
II
|
47
|
Turnarea in nisip cu
formare mecanizata
|
|
Varianta II
Turnarea in nisip cu formare
mecanizata
Se foloseste pentru piese care prezinta
urmatoarele caracteristici:
- masa pana la 250 kg,
- grosimea minima a
peretilor 35 mm,
- complexitatea formei
ridicata,
- precizie dimensionala:
clasa II - III,
- rugozitate Ra =
2550 μm
- materiale:fonte,oteluri,neferoase
si aliajele lor
-productie de serie si masa.
Astfel, se adopta clasa a III-a de precizie.
Caracteristicile specifice turnarii in nisip cu formare mecanizata si
caracteristicile prescrise
semifabricatului sunt prezentate in tabelul 3.4, fig 3.2 si respectiv, desenul
semifabricatului.
Tabelul3.4
|
Clasa de precizie
|
Adaos total
de prelucrare mm
|
Procedeul
de semifabricare
|
Abateri
limita prescrise mm
|
|
III
|
51
|
Turnarea in nisip cu formare mecanizata
|
|
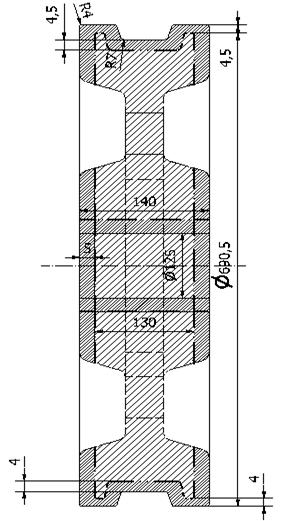
Fig 3.2 Semifabricatul cu
adaosuri de prelucrar
3.1 Prelucrari
In urmatorul tabel sunt evidentiate
diferite variante tehnic - acceptabile privind prelucrarile necesare
pentru obtinerea fiecarei suprafete a piesei.
Tabelul 3.5
|

|
Ra
|
Var.
| |
|
S1,S2,S3, S6, S10
|
|
I
|
Strunjire degrosare
|
Strunjire
finisare
|
|
II
|
Strunjire
degrosare
|
Strunjire
finisare
|
|
S5
|
|
I
|
Gaurire
|
Filetare
|
|
II
|
Gaurire
|
Filetare
|
|
S7
|
12.5
|
I
|
Strunjire
degrosare
|
Strunjire Finisare
|
|
II
|
Frezare degrosare
|
Frezare de
finisare
|
- Structura
proceselor si sistemelor tehnologice
4.1 Structura
simplificata
Se grupeaza prelucrarile si alte activitati
tehnologice in operatii principale
si se determina
structura simplificata a proceselor si sistemelor tehnologice de fabricare in
cel putin doua variante, PT1,PT2,, dupa cum urmeaza.
PT1
|
Nr. de ordine si
denumirea operatiei
|
Schita simplificata a
operatiei
|
Utilaj si S.D.V.-uri
|
00.Turnare
|
|
Turnare
in
nisip cu formare mecanizata
U:Presa
D-S:Turnare
V:Subler
|
10.
Strunjire I
|
|
U: Strung CNC
D: Universal
S: Cutit
V: Subler, Calibru
|
|
20.Control
|
|
|
30.Strunjire II
|
|
U: Strung CNC
D: Universal
S: Cutit
V: Subler, Calibru
|
|
40.Control
|
|
|
50. Gaurire-Filetare
|
|
Utilaj:Masina
de gaurit ;
Scule:
Burghiu armat cu placute metalice;
DPSc-
Burghiu
Verificator- Subler
|
60. Rectificare I
|
|
U: Masina de rectificat
D: Universal
S: Disc abraziv
V: Subler, calibru, etalon rugozitate
|
|
70. Control
|
|
|
|
80. Rectificare II
|
|
U: Masina de rectificat
D: Universal
S: Disc abraziv
V: Subler, calibru, etalon rugozitate
|
|
90.Spalare
|
|
Baie de solventi
|
|
100. Inspectie finala
|
|
Utilaj Masa de control in
coordonat;
Verificator Subler
|
PT2
|
Nr. de ordine si
denumirea operatiei
|
Schita simplificata a
operatiei
|
Utilaj si S.D.V.-uri
|
00.Turnare
|
|
Turnare
in
nisip cu formare mecanizata
U:Presa
D-S:Turnare
V:Subler
|
10.
Strunjire degrosare I
|
|
U: strung
D: universal
S: cutit
V:subler, calibru
|
|
20.
Strunjire
finisare I
|
|
U: strung
D: universal
S: cutit
V:subler, calibru
|
|
30.Control
|
|
|
40. Strunjire
degrosare II
|
|
U: strung
D: universal
S: cutit
V:subler, calibru
|
50.Strunjire
Finisare II
|
|
U: strung
D: universal
S: cutit
V:subler, calibru
|
|
60.Control
|
|
|
70. Gaurire-filetare
|
|
Utilaj:Masina
de gaurit ;
Scule:
Burghiu armat cu placute metalice;
DPSc-
Burghiu
Verificator- Subler
|
|
80.Rectificare I
|
|
U: Masina de rectificat
D: Universal
S: Disc abraziv
V: Subler, calibru, etalon rugozitate
|
|
90.Rectificare II
|
|
U: Masina de rectificat
D: Universal
S: Disc abraziv
V: Subler, calibru, etalon rugozitate
|
100.Control
|
|
|
110.Spalare
|
|
Baie de solventi
|
120..Inspectie
finala
|
|
Utilaj Masa de control in
coordonat;
Verificator Subler
|
4.2 Structura
detaliata
Structura detaliata
a fiecarei variante de proces si sistem tehnologic de fabricare se
determina prin dezvoltarea elementelor structurale preliminare si
prin includerea celorlalte elemente definitorii.
4.2.1 Nomenclatorul,
fazele si schemele de orintare-fixare asociate operatiilor
- Nomenclatorul
operatiilor. La fiecare varianta de proces
tehnologic, PT1, PT2, s-au stabilit operatiile complementare si,
corespunzator, nomenclatorul
operatiilor, care se prezinta in tabelul 4.2.1.
Tabelul
4.2.1
|
PT1
|
PT2
|
|
00.
Turnare
10.
Strunjire I
20.
Control
30.
Strunjire II
40.
Control
50.
Gaurire-filetare
60.
Rectificare I
70.
Control
80.
Rectificare II
90.
Spalare
100.
Inspectie finala
|
00.
Turnare
10.
Strunjire degrosare I
20.
Strunjire degrosare II
30.Control
40.
Strunjire finisare I
50.
Strunjire finisare II
60.
Control
70.
Gaurire- Filetare
80.
Rectificare I
90.
Rectificare II
100.
Control
110.
Spalare
120.Inspectie
finala
|
- Fazele
si schemele de orintare-fixare. La fiecare varianta de
proces tehnologic, PT1, PT2, prin aplicarea metodologiilor specifice,
s-au determinat fazele si schemele de orientare-fixare, fiecare dintre
acestea intr-o singura varianta- cu exceptia determinarii schemei de
orientare-fixare optime la operatia.
PT1
Operatia
|
|
Schita operatiei
|
Utilaj si SDV-uri
|
|
00.Turnare
|
|
|
|
10.Strunjire I
|
10.1 Prindere semifabricat
10.2 Strunjire degrosare la
95,105,130,Ø680
10.3 Strunjire finisare la
95,105,130,Ø680
10.4 Desprindere si depunere piesa
|
|
U: strung
D: universal
S: cutit
V:subler, calibru
|
|
20.Control
|
|
|
|
30.Strunjire II
|
30.1
Prindere semifabricat
30.2 Strunjire degrosare la
Ø680
R2,R5
30.3 Strunjire degrosare la Ø
135
30.4 Strunjire finisare Ø680
R2,R5
30.5 Strunjire finisare Ø 135
30.4 Desprindere si
depunere
piesa
|
|
U: strung
D: universal
S: cutit
V:subler, calibru
|
|
40.Control
|
|
|
|
50.Gaurire-Filetare
|
50.1 Prindere semifabricat
50.2 Gaurire 1g Ø8
50.3 Desprindere si depunere piesa
|
|
Utilaj:Masina
de gaurit ;
Scule:
Burghiu armat cu placute metalice;
DPSc-
Burghiu
Verificator- Subler
|
60.Rectificare
I
|
60.1 Prindere semifabricat
60.2 Rectificare la Ø680,R2,R5,95
105
60.3 Desprindere si depunere piesa
|
|
U: Masina de rectificat
D: Universal
S: Disc abraziv
V: Subler, calibru, etalon rugozitate
|
|
70.Control
|
|
|
|
80.Rectificare
II
|
80.1 Prindere semifabricat
80.2 Rectificare la Ø680,R2,R5
80.3 Desprindere si depunere piesa
|
|
U: Masina de rectificat
D: Universal
S: Disc abraziv
V: Subler, calibru, etalon rugozitate
|
|
90.Spalare
|
|
|
|
|
100.Inspectie
finala
|
|
|
|
PT2
Operatia
|
|
Schita operatiei
|
Utilaj si SDV-uri
|
|
00.Turnare
|
|
|
|
10.Strunjire degrosareI
|
10.1
Prindere semifabricat
10.2 Strunjire
degrosare la
 ,R5,R2,R2,Ø680 ,R5,R2,R2,Ø680
10.3
Desprindere si depunere
piesa
|
|
U: strung
D:
universal
S:
cutit
V:subler, calibru
|
20.Strunjire
degrosare II
|
20.1 Prindere semifabricat
20.2
Strunjire degrosare la Ø680
R2,R5
20.3
Strunjire degrosare la Ø 135
20.4
Desprindere si depunere
piesa
|
|
U: strung
D:
universal
S:
cutit
V:subler, calibru
|
|
30.Control
|
|
|
|
40.Strunjire finisare I
|
40.1
Prindere semifabricat
40.2
Strunjire finisare ,
R5,R2,R2,Ø680
40.3
Desprindere si depunere piesa
|
|
U: strung
D:
universal
S:
cutit
V:subler, calibru
|
50.Strunjire finisare II
|
50.1 Prindere semifabricat
50.2
Strunjire finisare Ø680
R2,R5
50.3
Strunjire finisare Ø 135
50.4
Desprindere si depunere
piesa
|
|
U: strung
D:
universal
S:
cutit
V:subler, calibru
|
60.Control
70.Gaurire-Filetare
|
70.1 Prindere semifabricat
70.2 Gaurire 1g Ø8
70.3 Desprindere si depunere piesa
|
|
|
80.Rectificare
I
|
80.1
Prindere semifabricat
80.2
Rectificare la
,R5,R2,R2,Ø680
80.3
Desprindere si depunere
piesa
|
|
U: Masina
de rectificat
D:
Universal
S: Disc
abraziv
V:
Subler, calibru, etalon rugozitate
|
|
90.Control
|
|
|
|
100.Rectificare
II
|
100.1 Prindere semifabricat
100.2
rectificare la Ø680
R2,R5
100.3
Rectificare la Ø 135
100.4
Desprindere si depunere
piesa
|
|
U: Masina
de rectificat
D:
Universal
S: Disc
abraziv
V:
Subler, calibru, etalon rugozitate
|
|
110.Spalare
|
|
|
|
|
120.Inspectie
finala
|
|
|
|
Utilajele
si SDV-urile, metodele si procedeele de reglare la dimensiune
Dupa caz, pe grupe de operatii sau faze,
se stabilesc utilajele si SDV-urile, metodele si procedeele de reglare la
dimensiune, prezenandu-se caracteristicile principale. Astfel, la fiecare
utilaj, dupa caz, se prezinta: tipul, marca, gamele de turatii
si avansuri, puterea motorului electric principal, forma si dimensiunile
elementelor de legatura cu diferitele dispozitive sau scule;la fiecare
dispozitiv: tipul,gradul de universalitate, modul de actionare etc; la
fiecare scula: tipul, gradul de universalitate, materialul si
parametrii geometrici ai partii active etc; la fiecare verificator: tipul,
valoarea diviziunii etc.
a.Utilajele
Avand in vedere continutul
operatiei si dimensiunile de gabarit ale semifabricatului, se stabilesc
utilajele pentru fiecare varianta de proces tehnologic, P1, PT2, conform
Tab.4.2.3
Tab. 4.2.3 Utilaje
PT
|
Operatia
|
Utilajul
|
|
Tipul
|
Marca
|
Caracteristici
|
PT1
|
10.Strunjire
I
|
Strung CNC
|
D 2500
SN-YES 2 cu comanda numerica Siemens Sinumerik 530CE
|
-Greutate max a
piesei de prelucrat: 300T
-Diametrul max de
prelucrat Ø2500mm
-Putere motorului
principal de antrenat 250 CP
-Trepte de tur
1:4
-Viteze de avans:
0,01÷4000mm/min
0,00001÷200mm/rot
-Viteza de avans rapid 5000mm/min
-Diametrul max de
rotire peste ghidajele batiului [mm] 800
-Inaltimea
varfului fata de ghidajele longitudinale [mm] 392
-Distanta intre
varfuri [mm] 1000-1500-2000-3000-4000-5000
-Diametrul max de
prelucrat deasupra saniei:
Varianta co o
sanie 500 [mm]
Varianta cu doua
sanii 580 [mm]
-Diametrul max de
prelucrat din bara-prin arborele principal [mm] 80 sau 102
-Diametrul max de
prelucrat cu luneta mobila 200 (300)
-Diametrul max de
prelucrare luneta fixa [mm] 240 (400)
-Diametrul de
prelucrare prin punte [mm] 1060
-Lungime piesei ce poate fi prelucrata in punte [mm] 300
|
PT1
|
30.
Strunjire II
|
PT1
|
50.Gaurire-Filetare
|
Masina
de gaurit universala
|
Gru-32
|
-Diametrul de
gaurit in fonta- 40mm.
-Gama de
turatii:20;28;40;56;80;112;
160;224;315;450;630;900;1250;1800;2500
[rot/min].
-Gama de avansuri
[mm/rot] 0,08;0,16;0,32;0,63.
-Puterea
motorului principal - 2,2/2,8Kw
-Dimensiunii de
gabarit:
-lungime: 1000mm;
-latime: 700mm
-inaltime: 2500mm
-Conul arborelui
principal, Morse 4
-Suprafata de
lucru a mesei 700x800mm
-Distanta dintre
masa de lucru si arborele principal -min 250mm; -max 950mm
|
|
PT2
|
70.
Gaurire Filetare
|
PT1
|
60.
Rectificare I
80.
Rectificare II
|
Masina
de rectificat plana
|
RPV 320
|
-Latimea maxima
de rectificare, 320mm
-Lungimea maxima
de rectificare, 1000mm
-Inaltimea maxima
de rectificare, 400mm
-Turatia -
1500rot/min
-Domeniul
avansului vertical (micrometric automat) mm/cd 0,001-0,02
-Diametrul de
rectificat 350mm
-Puterea
motorului cap rectificat, kw 18,5.
-Masa masinii, 4000kg
|
PT 2
|
80.
Rectificare I
100 Rectificare II
|
PT2
|
10.
Strunjire degrosare I
20.
Strunjire degrosare II
40.
Strunjire finisare I
50.
Strunjire finisare II
|
Strung
normal
|
SNA 680
|
-diametrul
max. de prelucrare deasupra patului [ mm] - Ø 680
-distanta
intre varfuri - 1000, 1500, 2000, 3000 [mm]
-diametrul
maxim de prelucrat deasupra saniei [mm] - Ø 65
-diamentrul
alezajului arborelui principal [mm] -
65
-conul
alezajului arborelui principal - Morse 5
-sectiunea maxima a cutitului : 32 x 25
-gama de
turatii [rot/min] :var. cu cuplaj mec. 16; 20; 25; 31,5; 40; 50; 63; 80;
100; 125; 160; 200; 250; 315; 400; 500; 630; 800; 1000; 1250; 1600.
Var.cu
cuplaj e.m : 20; 25; 31,5; 40; 50; 63; 80; 100; 125; 160; 200; 250; 315; 400;
500; 630; 800; 1000; 1250; 1600;
-gama de
avansuri longitudinal S1[mm/rot]
avansul
transversal ¼ din S1 pentru S; 0.028; 0,040; 0,046; 0,050; 0,055; 0,063;
0,071; 0,080; 0,10; 0,112; 0,125; 0,140; 0,16; 0,18; 0,2; 0,224; 0,25; 0,28;
0,315; 0,04; 0,045; 0,50; 0,56; 0,63; 0,71; 0,8; 0,9; 1; 1,12; 1,25; 1,8;
-conul
alezajului din pinola papusii mobile - Morse 5
-puterea
motorului electric principal [ kw] - 7,5
|

