Masinile
unelte cu comanda numerica si centrele de prelucrare
Utilizarea programelor numerice
permite instalarea unei noi piese. Se realizeaza piesa cu forma
complexa cu preturi de cost reduse.
Partile componente ale
unui centru de prelucrare, o masina unealta, o magazie de scule,
miscarea de translatie, doua mese, sistem de manipulare a
sculelor aschietoare.
Pe fiecare element mobil exista
niste sisteme de axe .
Pentru eficienta acestui sistem
a fost nevoie de introducerea unor elemente suplimentare.
Scule aschietoare care sa
reduca auxiliari.
Masurarea vitezei de
pozitionare se face cu ajutorul lanturilor cinematice reusite.
Reglare sculei aschietoare se
realizeaza cu ajutorul unei scule de prereglare.
Caracteristicile materialului -
scula aschietoare trebuie sa aiba o durabilitate foarte
buna (placute dure - care sunt executate sub forma patrata).
Scule cu eborita (durabilitate
foarte mare) - se foloseste timp indelungat fara a prezenta
uzuri.
D.P.D.V. al constructiilor -
sculele aschietoare sunt montate in asa numitul: port scule.
Codificare se face cu mai multe
cifre care indica locul in care se afla o anumita piesa in
magazia de scule.
In figura de mai
jos se prezinta o masina unealta cu comanda
numerica :
Masinile unelte cu comanda
numerica.
Au
aparut ca o evolutie fireasca in sensul automatizarii
proceselor de productie fiind masinile cele mai produse.
Evolutia
in timp:
- automatul programabil, este un sistem de comanda simpla
care executa pas cu pas fiecare instructiune.
- N.C., comanda numerica, este un sistem electronic de
realizare a cotelor sau deplasarilor avand controlul acestora.
- C.N.C., comanda numerica asistata de calculator, este
sistemul cel mai performant care din punct de vedere al principiului
ataseaza controlul numeric cu calculatorul capabil de o
logica geometrica si tehnologica (fig. 2).
Limbajul comenzii
numerice:
Acest limbaj
foloseste cuvinte, cifre sau litere cheie(Fig. 2, 3, 4, 5).
Cuvintele fac parte
dintr-un cod specific si se clasifica dupa cum urmeaza:
o
N - urmat de un grup de cifre
reprezinta numarul programului.
o
G - este o functie
pregatitoare
o
x, y, z - adrese geometrice pentru
miscarii liniare
o
a, b, c - adrese geometrice pentru miscarii
circulare in jurul axelor x, y,z
o
F, S, T - adrese tehnologice
pentru avans, turatia sau scula
o
M - functii auxiliare
Informatiile
geometrice reprezinta descrierea dimensionala a piesei si cu x,
y si z urmate de grupuri de cifre care reprezinta deplasarea intr-un
anumit sisteme de coordonate pe o anumita directie.
Parti
componente: Turela cu mai multe cutite, papusa mobila
(fig.1) si calculatorul (fig.2 )
Miscarea cutitului
cu precizie ridicata
|
|
Alegerea
turatiei universalului
|
|
Alegere
manuala a rotatiei universalului
|
|
Miscarea
axelor cu precizie ridicata
|
|
Alegerea
manuala a axelor
|
|
Miscarea
cutitului pe axe
|
|
Rotirea
manuala a universarului
|
|
Deschidere -
inchidere a usii de protectie
|
|
| | | | | |
|
Functiile de
baza a strungului
|
| |
Panoul de introducere
a diferitelor functii
|
|
|
| |
|
Centrul
de prelucrare (CP) este o masina unealta care are
posibilitati tehnologice de prelucrare multiple, este echipata
cu comanda numerica, dispune de un dispozitiv de inmagazinare a mai
multor scule aschietoare si efectueaza schimbarea automata
a acestora.
Principalul
avantaj al CP este micsorarea timpului efectiv de prelucrare care este mai
mic cu cca 35% fata de timpul efectiv de prelucrare al unei MU
conventionale, realizat mai ales prin micsorarea timpilor auxiliari
(timpul de schimbare si reglare a sculelor in arborele principal, timpul
de schimbare a pozitiei piesei de prelucrat, timpul de deservire
tehnologic).
Micsorarea
primelor doua componente se realizeaza prin concentrarea
operatiilor ce se pot efectua pe aceeasi MU folosindu-se un
numar mare de scule aferente fazelor de prelucrare si utilizarea de
mese rotative indexate de prelucrari de directii diferite ale piesei.
Micsorarea timpului consumat cu
schimbarea piesei se realizeaza cu mese suplimentare.
Nr. mare de scule de prelucrare
si schimbare automata a acestora la CP este rezolvata prin
magazinul de scule. Automatizare ciclului de schimbare a sculelor din magazin
in arborele principal al CP necesita mecanisme specifice pentru
cautarea sculei, pentru extragerea acesteia din magazin si
alimentarea arborelui principal, iar la alimentarea fazei de prelucrare
extragerea sculei din arborele principal si introducerea si fixare
acesteia in locasul aferent din magazie. Spre deosebire de MU cu CN cu cap
revolver, CP au mecanisme de transfer intre magazin si arborele principal,
iar magazinul de scule nu suporta reactiunile fortelor de
aschiere.
Constructia
modulara generala a unui CP este prezentata in fig. 1.2.
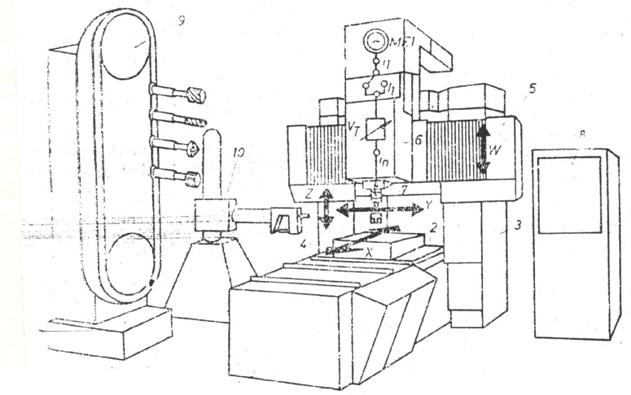
FIG 1.2
CP deriva din MU universale conduse
cu CN si echipate cu mecanisme specifice si se clasifica dupa
mai multe criterii astfel :
a.)
dupa operatia
tehnologica realizata si tipul MU din care provine :
CP prin strunjire
CP prin gaurire
CP prin gaurire frezare
si alezare
CP combinate
b.)
dupa pozitia arborelui
principal :
CP cu arbore principal orizontal
CP cu arbore principal vertical
c.)
dupa forma si tipul
magazinului de scule :
magazin de tip disc (cu axa
orizontala,verticala si inclinata)
magazin de tip transportor cu
lant (dreptunghiular sau oval)
d.)
dupa tipul unitati
de transfere :
CP cu mana mecanica
simpla
CP cu mana mecanica
dubla
CP cu un complex de maini mecanice
simple si duble
CP fara unitate de
transfer
CP cu maini mecanice si
unitate de transfer
e.)
dupa modul de identificare a
sculei :
CP cu codificarea sculei
CP cu codificarea locasului
sculei din magazin
CP sunt foarte variate si de acea
grupare lor este mai putin riguroasa si de aceia acelasi CP
se poate regasi in diferitele grupuri prezentate anterior.
Dispozitive pentru fixarea
pieselor pe masinile unelte cu comanda dupa program.
Se caracterizeaza : - precizie
rigiditate mare pentru a putea
obtine precizia de prelucrare ridicata in cazul folosirii puteri
maxime a masinii unelte
fixare rigida a SF pt. a
inlatura aparitia vibratiilor
La
montarea dispozitivelor pe MU trebuie sa asigure orientarea integrala
a SF in raport cu SA si cu originea sistemelor de coordonate a MU cu
comanda numerica si sa asigure montarea si reglarea
rapida a acestuia pe MU in cazul schimbarii lotului de
fabricatie. Elementele de - bazare
- strunjire - actionare - hidraulica
- mecanica
- pneumatica
pentru a asigura
prinderea SF cat mai scurt.
In
cazul MU de - frezat
alezat
gaurit
cu comanda
numerica se folosesc frecvent dispozitive universale ce constau din
placi de bazare pe care se dispun elemente de strangere si bazare.
Ele prezinta o retea de canale sau gauri foarte precis executate
in diverse variante.
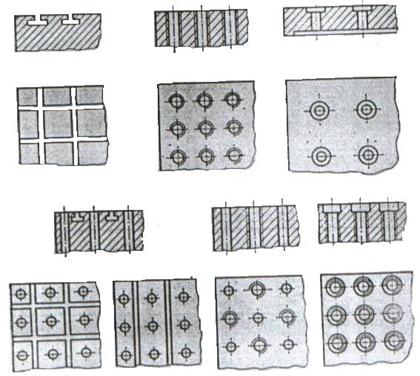
Fig 4.2
Placile
cu canale sunt mai groase decat placile cu gauri pentru asigurarea
rigiditatii.
Placile
cu gauri trebuie ferite de impuritati si de distrugerea
filetelor.
Avantajele
dispozitivelor cu retea de - canale
- orificii
- asigura o
pozitionare rapida si precisa a SF sau elementului de
strangere centru in raport cu sistemul de referinta al MU cu
comanda numerica
 - elaborarea rapida a schemei de pozitionare a dispozitivului
dupa care reglorul va realiza intr-un timp foarte scurt dispozitivul de prindere al piesei.
- elaborarea rapida a schemei de pozitionare a dispozitivului
dupa care reglorul va realiza intr-un timp foarte scurt dispozitivul de prindere al piesei.
Analiza formei si dimensiunii
piesei de prelucrare pe masina unealta cu comanda numerica
a permis crearea unui complet minim de elemente de reglare si fixare care
sa contina un numar de dispozitive unificate.
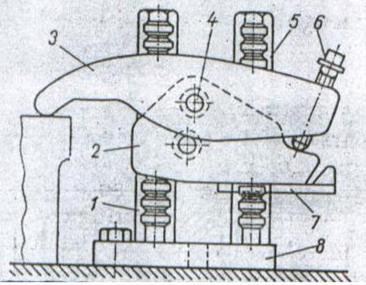
Fig. 4.25.
Pe
placa de baza 8 a dispozitivului se monteaza doi montanti
insurubati 1 si 5 care auj pe ambele laturi canale trapezoidale
frezate transversal. In aceste canale se monteaza consola 2.
In axul 4 al
consolei este fixata brida prin
insurumarea boltului 6 capul sferic al acestuia se reazema pe consola
2 apoi roteste brida 3 si va fixa piesa de prelucrat. Pentru
Forta de strangere boltul 6 se inlocuieste cu un cilindru
hidraulic. Deplasarea rapida a bridei 3 in inaltime se
realizeaza astfel : furca 7 se roteste in primul surub prin intermediul
caruia e fixata pe consola 2. Acesta va putea fi scoasa de pe
montantii 1 si 5 si montata la inaltimea
necesara strangerii. Pentru impiedicarea deplasarii consolei 2 in
raport cu montantii furca 7 se roteste in pozitia
initiala si se fixeaza cu o bila cu arc .
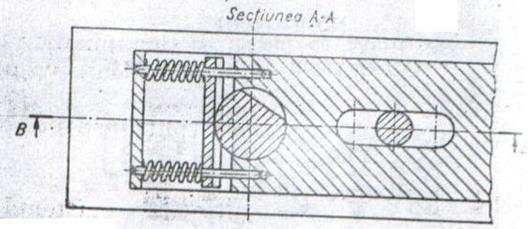
Fig.
4.26.
Brida 1 a dispozitivului are 3
orificii :
1. prin care trece boltul 8
care se insurubeaza in placa de baza de pe MU
2. trece reazemul 5
este orizontal si prin el se introduce
fixatorul 2 cu arcul 3
Reazemul
5 se fixeaza pe col.6 in el fiind introdus fixatorul 2 cu arcul Reazemul 5 se fixeaza pe col 6 sau direct
pe placa 7 prin intermediul bilei cu arc 4. Pe reazem sunt executate doua
siruri de canale segmentate si o tesitura
longitudinala (sectiunea A-A).
La
rotirea reazemului in raport cu coloana, ex. 120 grade fixatorul 2 iese din
canal, se reazema pe tesitura si brida 1 se va ridica sau coboara
in functie de inaltimea SF. Ea se va fixa la cota dorita
dupa rotirea segmentului in pozitia initiala.
Firma
Romheld (RFG) si Premax (FRA)
fabrica seturi de dispozitive pentrut MU cu CN aceste seturi continand placi de baza si
placi de schimb cu retele de canale, elemente de reglare si de strangere
cu actiune manuala sau hidraulica.
Firma
Marsland Engineering (SUA) foloseste la prelucrarea unor loturi de SF in
plus un sistem de dispozitive universale simplificate. Astefel pt. reglarea
si fixarea a 87 de SF de diferite tipodimensiuni sunt necesare doar
menghine universale cu 3 bacuri autocentrate, prisme in forma de V si
coltar. Aceste elemente (cu exceptia universalului) au 2 orifici de
reglare pt orientarea pe placa de baza si orificiu pt fixarea
acestora. Universalul se fixeaza prin intermediul unei placi
intermediare in care sunt prevazute gauri similare. La montarea SF in
dispozitiv nu e necesar o noua orientare a ultimelor doua in raport
cu originea sistemului de referinta al MU. SF plane se dispun direct
pe placa de baza cu ajutorul elementelor de reglare si se
fixeaza cu elementele de strangere cu actionare rapida. Pe placa
de baza pot fi montate cateva menghine sau universale pt prelucrarea
ulterioara a SF, iar schimbarea aceastora se poate realiza in timp ce MU
lucreaza. Pentru schimbarea dispozitivului pe placa de baza se
consuma 1-2 minute.
Pentru
ca majoritatea pieselor ce se prelucreaza pe SN, masina de
frezat, masina de gaurit au dimensiuni mijlocii acestea s-au
impartit in 3 grupe :
cu forma
paralelipipedica (placi, capace, corpuri simple, panouri);
corpuri de rotatie
(flanse, capace cilindrice, bucse, discuri );
cu contur curbiliniu (parghii,
came, piese cu canale curbilinii).
Acestea
au unu sau mai multe orificii executate in clasa 2÷3 de precizie a caror
distante intre axe trebuie sa fie realizate cu o precizie de 0.03 ÷
0.2 mm.
Din
aceste piese:
95% au cel putin 2
suprafete frontale;
98% au canale strapunse sau
orificii;
65% se prelucreaza pe
doua suprafete opuse cu intoarcerea dispozitivului de prindere.
Suprafata
de bazare care raman atat si la intoarcerea in dispozitivul de lucru
- menghine cu falci cu schimbare rapida 3 si reazeme laterale 2
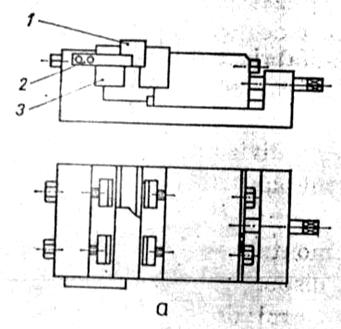
Fig. 4.27.
Pragul
de pe falci asigura orientarea precisa a piesei si
evirtarea lovirii menghinei de catre scula aschietoare la
iesirea din aschiere.
Pe
MU cu CN
frezat
alezat
gaurit
CP
se folosesc mese divizionare cu comanda dupa program
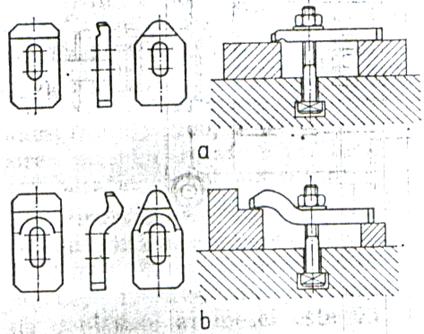
Fig.4.29.
Scule folosite la MU cu
comanda dupa program
-
red. taux
maririi
vitezei de pozitionare
automatizarea LC auxiliare
program CL
reglarea SA in afara
masinilor
prereglarea
Unele
din particularitatile MU cu CN (autonomia CL, schema automata a
SA, componente uzuale a SA, utilizarea
SA prereglate) => crearea unui sistem de SA si dispozitive de prindere
a acestora pe MU cu CN -> MU se face cu un numar minim de elemente
In
afara caracteristicilor :
- an
- geometrice pentru SA cu schimb automat trebuie sa
se prevada modul de codificare si de reglare ( axiala sau radiala) a lor.
Fig.4.1.-
sistem de SA generalizat care reflecta particularitatile SA folosite
pe MU cu CN.
Modalitati
de schimbare a SA
la MU cu CN
|
|
SA
folosite pe MU cu comanda programata trebuie sa indeplineasca urmatoarele
cerinte
a)
rigiditate mare
b)
capacitate de aschiere
ridicata la viteze de aschiere mari
c)
sa asigure eliminarea
usoara a aschiilor
d)
ascutire si control cu
mijloace precise
e)
simplitate constructiva
f)
sa permita
prereglarea pe si in afara MU in timp cat mai scurt
g)
interschimbabilitatea si
posibilitate de schimb rapida
La MU cu CN se pot folosi SA:
- standardizate
- speciale
SA
standardizate trebuie sa indeplineasca
conditii tehnice ridicate (prop. aschiere, precizia dimensiunii
si a formei, rugozitate).
SA.
Ca elemente componente ale STE joaca un rol deosebit de important in
marirea productivitatii si preciziei de prelucrare.
Productivitatea
si economia prelucrarii cresc daca se folosesc
noi mat. de SA
imbunatatirea -
constructiei SA
-
geometria SA
Din
analiza gamei de SA cu placute din aliaje dure sau mineralo-ceramice
fixate mecanic rezulta: cresterea vitezei de aschiere,
micsorarea puterii consumate cu cresterea preciziei de prelucrare
si a calitati suprafetei.
Perfectionarile
aduse au fost:
imbunatatirea
bazarii placutei in corpul SA
fixarii placutei in corpul SA
montarii placutei in corpul SA
optimizarea geometriei
folosirea de noi marci de
materiale SA
imbunatatirea
construirii si maririi rigiditatii corpului SA
La
MU cu CN se recomanda folosirea SA cu placute sch. din:
aliaje dure
mineralo-ceramice, care dupa
uzura nu se mai ascut.
Problemele
care apar la strungurile cu CN - fragmentarea aschiilor.
GL
fiind programata, aschia trebuie sa fie fractionata pe
masura ce este degajata rezulta folosirea
constructiilor speciale de placute sau a sfaramatoarelor
de aschii si a geometriei speciale.
Pentru
ca MU cu CN se caracterizeaza prin reducerea considerabila a
timpului de reglare, lucru care conduce la necesitatea alcatuirii unui set
limitat de SA (de preferat din placute de CM), care sa fie
folosite indiferent de forma suprafetelor si natura materialului de
prelucrat, cu conditia ca aceasta restrangere sa nu afecteze
conditiile de aschiere.
Alcatuirea
setului de SA se face pe baza unor criterii:
selectarea unui numar minim
de SA care sa genereze prin aschiere un numar maxim de
suprafete fara ale mai schimba pe alta MU cu CN.
Adaptarea alegerii functie de
o
Tipul MU cu CN folosit
o
Capacitatea acesteia in ceea ce
priveste numarul de SA care se pot monta simultan.
Exemplu:
Pe SN cu CN analizarea CU cu placute se diferentiaza 3
categorii de SA.
CU cu care se lucreaza
sistematic
CU frecvent utilizate dar a
caror folosire este intermitenta
CU de filetat, canelat etc.
- cutit pentru strunjire
longitudinala si frontala (placuta rombica
cu ungh. varf = 75O).
cutit lateral pentru strunjire
de degrosare a suprafetei
cilindrice
frontale
canale circulare laterale
cutit cu
placuta circulara pentru
degrosare
semifinisarea suprafetelor
complexe
finisare
cutit armat cu
placuta rombica cu ungh. la varf = 55O pt strunjirea
suprafetelor profilate
cutit cu
placuta triunghiulara pt generarea diverselor
suprafete profilate la care nu are acces muchia ascutita a
cutitului armat cu placuta circulara.
SA utilizate intermitent din care
fac parte in general CU pentru prelucrarea suprafetelor cilindrice
interioare.
CU (de canelat, de filetat), este
dificila enumerarea SA uzuale data fiind natura foarte diversa a
suprafetelor pe care le prelucreaza.
Avantajele
folosirii unui set alcatuit dintr-un numar limitat de SA sunt:
micsorarea numarului de
SA din stoc si deci o rationalizare a investitiilor in ceea ce
priveste SA
fabricarea in serie mare a SA care
intra in componenta seturilor, ceea ce face ca pretul lor
sa scada si sa fie usor de achizitionat
crearea unei banci de date
tehnice ceea ce ofera avantaje la programarea asistata de calculator.
Exemplu: Rentabilitate a MU cu CN impune
folosirea SA de mare productivitate din care fac parte si SA din diamant
natural, sintetic sau din bor de forma cubica.
Se
folosesc SA din elementul bor pe SN
copiat
carusel
CR, pe MAF, MF cu CN
Se
folosesc pentru metale neferoase si aliaje ac., SA diamantate cu T>(30-80) *
TSA din aliaje .
SA
cu diamant se folosesc la prelucrarea materialelor dure si extradure
(pistoane din aliaje de Al. cu continut ridicat de Si.,colectoarele de
cupru cu miez de poliamida ,piese din
aliaje de Cu. si Al.,tevile si flansele din sticlo-textolit,
presele din ceramica, carburile metalice, P.si K. sau aliaje dure.
Din
punct de vedere al durabilitati SA pe MU cu CN, datele existente in
literatura sunt relativ putine si departe de cazurile practice.
Tabloul
durabilitatii efective a SA folosite la CP cu magazie de SA si
la MU cu CR (orient).
Ele
se schimba indiferent daca s-au uzat sau nu dupa un timp de TN
minute.
Sunt
rare cazurile in care timpii efectivi de prelucrare a tuturor SA din magazie
sunt egali avand in vedere forma si dimensiunea suprafetelor
prelucrate.
Exista
o gama larga de bare de alezat pentru prelucrarea de degrosare
si de finisare prevazute cu locasuri drepte sau inclinate pentru
reglarea micrometrica a cutitelor.
De
asemenea exista capete de alezat cu placute amovibile din aliaje
dure care permit realizarea la o singura trecere a frezelor de
degrosare si finisare. Daca in timpul aschierii una din placute
se uzeaza sau se faramiteaza
aceasta e rotita sau inlocuita in locasul ei fara
scoaterea capului multi-cutit de pe MU micsorand timpul de
stationare.
Pentru prinderea cutitelor pe
SN cu comanda dupa program sunt folosite port SA cu suprafete
poliedrice
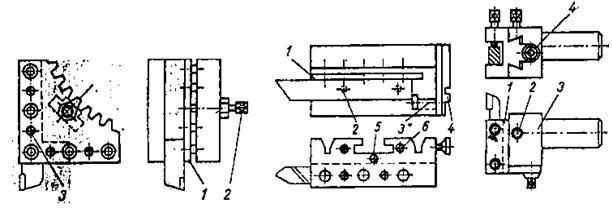
Fig.4.17.- 6 tipuri de portscule
( b -d )- frecvent intrebuintate
la MU cu CN.
a-
pentru - SR cu CN
- MU cu CN pentru fixarea SA de precizie
b-
ghidaj prismatic pentru bazarea in
suportul de prindere de pe strung.
c-
ghidaje "coada de randunica"
- strunguri sovietice RT 70,72F3, SN cu CN
tip VDF, RFG.
d-
SN cu CN cu CR - sovietice 1P71F3
- RDG -DF 200L-NC
-DF 315L-NC
Suprafete de bazare
pentru port SA in CR este o RD care angreneaza cu un sector al port SA.
Fixat cu bolturi si excentric.
e-
SN model ATPr M12 cu MSA si
mecanica pentru schimbarea automata a SA, SN Heineman, Max Muller
( RFG)
Port SA are doua
ghidaje prismatice pentru bazare.
f-
port SA reglabila care are o parte
deplasabila pe ghidaje "coada de randunica"
Pre reglarea SA
- conditia de
baza pentru exploatarea economica a MU cu comanda dupa
program.
- se realizeaza
cu dispozitive adecvate care trebuie sa indeplineasca urmatoarele
cerinte:
a) precizia suprafetei de
bazare pentru fixarea SA fie o clasa de precizie decat suprafata
de bazare corespunzatoare pe MU.
b) Forta de strangere a
SA sa fie constanta.
c) Dispunerea
suprafetelor ce vin in contact cu muchiile si varfurile
aschietoare ale SA de reglare trebuie sa corespunda cu
pozitia dintre suprafata piesei si muchiile aschietoare ale
SA in timpul prelucrarii.
Dispozitivul de pre reglare este definit ca fiind functie de tipul
operatiei de aschiere si functie de metoda de masurare
si de evaluare a preciziei reglarii:
fara scala (rigide)
cu scala
Dispozitive
de pre reglare rigide folosesc diferite sabloane sau opritori, iar
precizia reglarii se apreciaza dupa marimea fantei de
lumina.
asigura o precizie de maxim
0.3 mm
Dispozitive
de pre reglare in lungime a SA asigurand o precizie de 0,15 - 0,2.
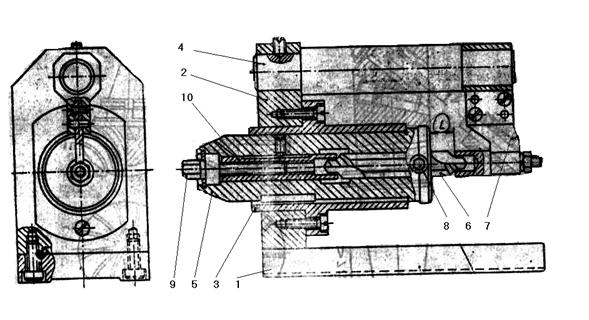
Fig. 4.18 - (DPR) Dispozitivul de pre reglare pentru burghie de
centrare.
1
- placa de baza
2
- placa verticala - bucsa 3
tija 4.
In
bucsa 3 se introduce partea SA 5 in care se gaseste burghiul 6.
Pe
tija 4 se fixeaza opritorul 7 fata de care se regleaza
marimea L. Pt reglare se slabeste surubul 8 de strangere al
burghiului in port SA 5 si se va roti surubul 9. Ceea ce imprima
piesei 10 filetata la interior o deplasare rectilinie, toate acestea avand
ca rezultat deplasarea burghiului 6 pana la opritorul 7. Cand burghiul nu
mai poate fi deplasat se strange surubul 8, cu aceasta operatia de
pre reglare fiind incheiata.
Dispozitivul
de pre reglare cu scala tip rigla, micrometru sau subler se
foloseste pentru reglarea in afara MU a SA cu coada.
Dispozitivul
de pre reglare cu scala masoara cota de reglare cu comparatoare.
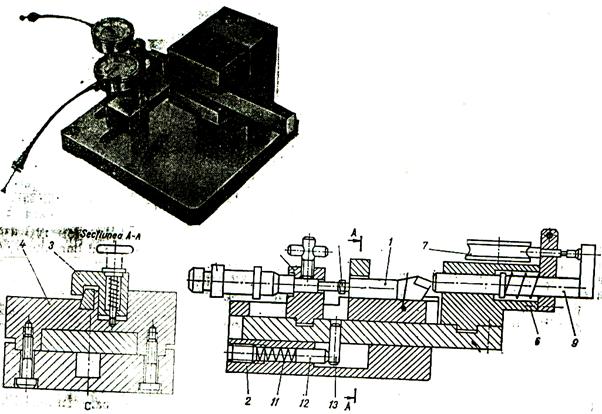
Fig. 4.19 - pentru CU de strunjire
a)
cu 2 comparatoare
b)
cu un comparator si un
surub micrometric.
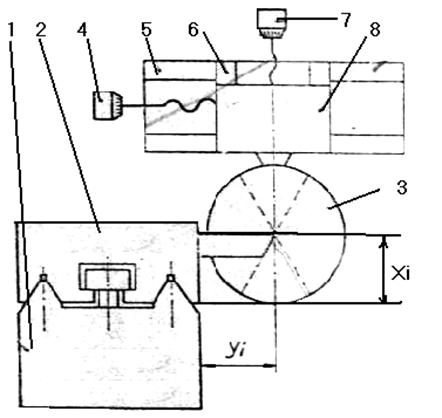
Fig. 4.22 - Dispozitivul de pre reglare citire optica.
Pentru
strungurile cu CN nu au importanta marimile a, b, Xi, Yi (Fig.
4.22) ci eliminarea reciproca a dispunerii SA fata de prima care
intra in aschiere.
x = xi - x
y = yi - y
Aceste
eliminari au drept consecinta extragerea dimensiunilor pieselor
prelucrate a caror eliminare necesita introducerea de corectii in programe.
Marimile
corectiei se determina in urma masurarii dimensiunilor in
timpul prelucrarii piesei de
proba sau dupa prelucrarea acesteia.

