CERCETARI PRIVIND AMESTECURILE DE GAZE PROTECTOARE
Otelurile
inoxidabile austenitice pot fi sudate prin toate procedeele cu conditia
incalzirii minime a componentelor. In cazul sudarii in mediu de gaze
protectoare se pot utiliza doua feluri de gaze:
-gaze de protectie
inerte (orgon, heliu)
-gaze de protectie
active: H2, O2, CO2 si amestecuri ale acestora cu Ar sau He.
Folosirea lor
confera arcului electric proprietati avantajoase in functie
de metalul ce se sudeaza.
In fig. 11 se arata
conductibilitatea termica pentru cateva gaze mai uzuale.
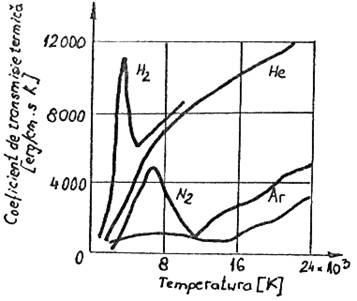
Fig. 11. Coeficientul de transmisie termica al unor
gaze folosite la sudare, in functie
de temperatura
Heliul si hidrogenul
sunt cele mai bune conducatoare de caldura (arc cald) pe cand
argonul e un gaz al carui potential de ionizare e mai slab (arc
stabil) azotul avand proprietati intermediare.
Caracteristicile fizice
specifice ale gazelor utilizate la sudare sunt prezentate in tabelul 2.
Tabel 2
Nr.
crt
|
Gazul
|
Masa atomica
sau masa moleculara
|
Densitatea
kg/m3
|
Temperaura de lichefiere
C
|
Temperatura de fierbere evaporare
C
|
Energie de ionizare
|
Litri
de
gaz
|
kg de
lichid
|
|
Oxigen
|
|
|
|
|
|
|
|
Azot
|
|
|
|
|
|
|
|
Hidrogen
|
|
|
|
|
|
|
|
Heliu
|
|
|
- 272,2/26 bar
|
|
|
|
|
Argon
|
|
|
|
|
|
|
|
Bioxid de carbon
|
|
|
- 56,6/25 bar
|
- 78,5 subl.
|
|
|
Tabel 2: Principalele caracteristici ale gazelor
de protectie utilizate la sudare
Avantajele sudarii
in medii de gaze protectoare sunt:
- spatiul arcului electric este in
intregime protejat de gazele inerte, deci comparatia chimica a
metalului topit se pastreza la nivelul initial.
- arcul electric este vizibil, deci
procesul de sudare se poate conduce cu exactitate fara
dificultati.
- protectia gazelor active sau inerte
si lipsa zgurii sau a oxizilor pe suprafata baii, permite
sudarea straturilor suprapuse fara curatarea
superficiala a cusaturii.
- procedeul poate fi automat sau
semiautomat, deci prezinta productivitate ridicata.
- echipamentul pentru sudare este relativ
simplu, deci nu necesita o investitie prea mare.
In cadrul sudarii MAG se
utilizeaza o serie de amestecuri de gaze printre care pentru sudarea
otelurilor inoxidabile austenitice se poate folosi ca gaz protector CO2
+ N2.
Prin introducerea N2 in amestec
(N2 este austenitogen) se mareste stabilitatea austenitei.
Azotul micsoreza si procentul de oxigen din arc produs prin
descompunerea CO2-ului, ceea ce diminueaza oxidarile
si maresc plasticitatea.
In tabelul 3 se da
puritatea ce se impune gazelor de protectie utilizate la sudare,
recomandate in literatura de specialitate.
Tabel 3
|
Gazul de sudura
|
Puritate %
|
Argon
|
>
|
|
Argon purificat
|
>
|
|
Heliu
|
>
|
|
Bioxid de carbon
|
>
|
|
Azot
|
>
|
|
Hidrogen
|
>
|
|
Hidrogen repurificat
|
>
|
|
Oxigen
|
>
|
Tabel 3: Gradul de puritate al gazelor
de protectie utilizate la sudare
Puritatea gazului de
protectie este un factor important la sudarea in mediu de gaze
protectoare. Puritatea mare (≥ 99,9%) face posibila sudarea cu
viteze pana la 240 cm/min fara a se produce pori. La o puritate
de 99,3% limita vitezei de sudare scade la 150cm/min. Deci cu cat puritatea
scade cu atat viteza de sudare se reduce. Puritatea influenteaza
si calitatea (estetica) imbinarii si caracteristicile mecanice
ale sudurii.
Observatii generale
asupra gazelor si amestecurilor de gaze utilizate la sudare:
Argonul: fiind un gaz monoatomic nu necesita
energie suplimentara pentru disocierea, deci energia este absorbita
direct pentru ionizare. Astfel se explica stabilitatea arcului la sudarea
cu Ar si patrunderea mica in M.B. din punct de vedere termic. Ar
nu se dizolva in metalele topite si deci nu produce pori, fiind inert
nu favorizeaza reactiile de oxidare sau de reducere in spatiul
arcului.
Se utilizeaza la:
darea WIG
a aluminiului si a aliajelor sale
area WIG a cuprului si a
otelurilor inoxidabile.
darea MIG a aliajelor de aluminiu, Ti,
oteluri speciale.
Heliul: fiind gaz biatomic (He2)
necesita energie sporita pentru a disocia si apoi pentru a se
ioniza, ceea ce face ca arcul electric in heliu sa detina mult
mai multa caldura decat arcul in Ar. Din aceasta cauza
patrunderea cusaturii este mai mare si este posibila
sudarea componentelor greu fuzibile, cu conductibilitate termica mare
si a componentelor de grosime mare.
Azotul: In stare pura este utilizat la sudarea MIG
a cuprului dezoxidat sau a aliajelor lui, a otelului inoxidabil
austenitic. Cusaturile otelurilor austenitice inoxidabile este mai
dura decat componentele (avand cca 200 HB) datorita efectului de
aliere al azotului. In cazul sudarii altor oteluri, datorita
solubilitatii azotului, rezulta pori in cusatura,
chiar daca azotul participa in cantitati reduse in
amestecul protector. In figura 12 este prezentat gradul de disociere in
functie de temperatura a unor gaze.
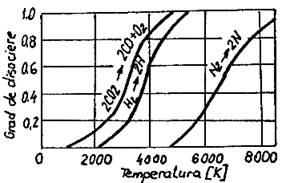
Figura 12
In prezent pe plan mondial se
utilizeaza un numar mare de amestecuri de gaze, in scopul
ameliorarii rezultatelor ce se pot obtine cu gaze pure.
In tabelul 4 se prezinta centralizat
cele mai uzuale amestecuri de gaze utilizate la sudare.
Se observa ca
traditional amestecurile de argon si azot sunt utilizate pentru
taierea metalelor.
In cazul otelurilor inoxidabile se
poate utiliza N2 in amestec cu argonul pana la o proportie
de 80%.
Azotul se introduce in gazul protector in
scopul saturarii baii metalice cu acest element. Azotul se
dizolva suficient de bine in ferita cu un procent ridicat de crom,
formeaza usor nituri care se separa in zona de aglomerare a
atomilor impuritatilor si poseda o mobilitate la difuzie
suficient de mare.
Tabel 4
|
Gazul
|
Compozitie %
|
Domeniul de utilizare
|
Amestecuri
Ar + O2
|
Ar + 1 O2
|
Sudare MIG a otelurilor inox.
|
|
Ar + 3 O2
|
Sudare MIG a otelurilor aliate
|
|
Ar + 5 O2
|
Sudare MIG a otelurilor slab aliate si aliate feritice
|
Amestecuri
Ar + CO2
|
95 Ar + 5 CO2
85 Ar + 15 CO2
82 Ar + 18 CO2
80 Ar + 20 CO2
75 Ar + 25 CO2
70 Ar + 30 CO2
60 Ar + 40 CO2
|
Sudarea otelurilor carbon si slab aliate (MIG-MAG)
|
Amestecuri
Ar + CO2 + O2
|
93 Ar + 5 CO2
+ 2 O2
89 Ar + 5 CO2
+ 6 O2
85 Ar + 10 CO2
+ 5 O2
84 Ar + 13 CO2
+ 3 O2
78 Ar + 20 CO2
+ 2 O2
75 Ar + 20 CO2
+ 5 O2
|
Sudarea otelurilor carbon si slab aliate (MAG)
|
Amestecuri
Ar + H2
|
95 Ar + 5 H2
|
Sudarea WIG a otelurilor
inoxidabile a nichelului si aliajelor sale
|
|
85 Ar + 15 H2
|
Sudarea cu plasma
|
|
65 Ar + 35 H2
|
Taierea metalelor
|
Amestecuri
Ar + N2
|
99,8 Ar + 0,2 N2
|
Sudarea aluminiului
|
|
97 Ar + 3 N2
95 Ar + 5 N2
|
Sudarea nichelului si
incarcari semidure
|
|
85 Ar + 15 N2
|
Sudarea WIG sau MAG a cuprului si
aliajelor sale
|
|
80 Ar + 20 N2
|
Incarcari semidure max. 400 HB
|
|
50 Ar + 50 N2
|
Taierea metalelor
|
|
Amestecuri
Ar + H2 + N2
|
35 Ar + 35 H2
+ 30 N2
|
Taierea metalelor
|
Tabel 4. Amestecuri de gaze folosite la sudare
Aceste amestecuri se
obtin fie prin combinarea la locul utilizarii a gazelor din tuburi
separate, in functie de specificul lucrarilor ce se executa, fie
gata amestecate in proportii stabilite, livrate ca atare in butelii de la
furnizor.
Transportul si stocarea gazelor de
protectie.
Gazele de protectie se
transporta si se stocheaza dupa cum urmeaza:
a) in
faza gazoasa, la temperatura ambianta si presiune ridicata
(150 ÷ 200 daN/cm2)
b) in
faza lichida, la temperatura ambianta (CO2) si
presiune ridicata
c) in
faza lichida, la temperaturi foarte scazute (0 - 196˚C) de
exemplu pentru azot si la presiuni de 1,5 ÷ 22 daN/cm2.
Transportarea si stocarea in faza gazoasa in butelii sub presiune
are avantajul unei mari manevrabilitati, facilitand utilizarea lor la
posturile de sudura mobile si dispersate.
Se recomanda a se evita golirea completa a buteliilor sau a
bateriilor de butelii pentru a impiedica patrunderea aerului in interior
fapt ce poate provoca degradarea gazului la umplerea urmatoare. Cand
consumul este foarte important, este mai avantajos din punct de vedere economic
ca gazul sa se utilizeze in stare lichida. In acest caz livrarea
si stocarea se face in rezervoare izolate termic, la presiune
scazuta. Rezervoarele de stocare sunt legate prin intermediul unor
evaporatoare la reteaua de distributie ce deserveste un atelier
sau o sectie.
Transportul se efectueaza cu camioane cisterna special amenajate.
In figura 13 se prezinta schema instalatiilor de stocare pentru
gaze utilizate la sudare.
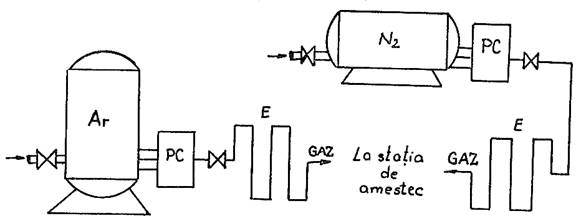
Figura 13. Schema
unei statii de stocare in stare lichida
PC - panou de
comanda E -
evaporator
Amestecul gazelor pentru sudare se realizeaza in diferite
amestecatoare de gaz.

