Asamblari
prin presare - laborator
Definitie:
Asamblarea
prin presare se obtine prin presarea a doua piese )de
tip arbore alezaj) , astfel incat sa se obtina blocarea miscarii uneia fata de
cealalta,prin aparitia unor forte de stranger intre ele.
Clasificarea
metodelor de obtinere a asamblarilor nedemontabile
Presarea
transversal:
-prin
incalzirea piesei exterioare;
-prin
racirea piesei interioare;
-prin
deformare.
Asamblarile
realizate prin deplasarea radiala a suprafetelor de contact ca rezultat al
dilatatiei piesei cuprinzatoare incalzite in prealabil sau al contractiei
piesei cuprinse racite in prealabil se numesc asamblari fretate.
Presare
longitudinal:
-prin
introducerea fortata a piesei interioare in piesa exterioara
Asamblarile
obtinute prin presare longitudinal,la rece , a piesei
cuprinse(tip arbore) in cea cuprinzatoare (tip alezaj) sau invers se mai numesc
asamblari presate.
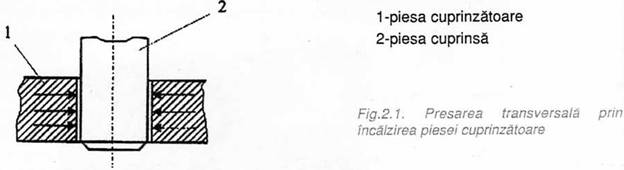
1.Asamblarea prin incalzirea piesei
cuprinzatoare
Se realizeaza prin
deplasarea radiala a suprafetelor de contact, ca rezultat al contractiei piesei
cuprinzatoare incalzite in prealabil. Aceasta operatie este denumita si fretare.
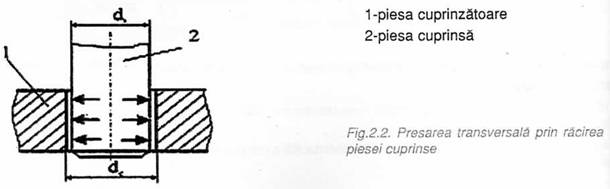
2.Asamblarea prin racirea piesei
cuprinse
Se realizeaza similar cazului precedent, cu
deosebirea ca se va raci piesa cuprinsa (mai
voluminoasa), pentru a I se micsaora diametrul exterior prin contractie.
Montarea
pieselor prin folosirea actiunii caldurii sau frigului nu produce deteriorarea
asperitatilor sufrafetelor conjugate, fenomen ce se produce la asamblarile prin
presarea longitudinal la rece.De aceea, rezistenta acestor imbinari este mai
mare.
Montajul
pieselor prin racirea piesei cuprinse are o serie de avantaje fata de montajul
cu incalzirea piesei cuprinzatoare,printer care:
-prin
racire nu se modifica structura initiala si calitatile fizico-mecanice ale
metanului;
-viteza si
timpul de racier a pieselor cuprinse sunt mai mici decat viteza si timpul de
incalzire a pieselor cuprinzatoare;
-asamblarea
bucselor si a camasilor cilindrice prin frig poate
indeparta aproape deplin deformarea lor.
3.Asamblarea prin deformare plastic
Se
realizeaza prin deformarea plastica locala si remanenta a uneia dintre cele
doua piese astfel incat sa patrunda strans una cu
cealalta.
In aceasta
categorie intra : asamblarea prin urechi, prin mandrinare,
prin rasfrangere, prin faltuire, prin nervurare.
Prin
aceasta operatie se monteaza, spre exemplu: tevi, benzi,piese
tubular, arcuri, table, funduri la recipient.
Fisa de
evaluare
Tema:Asamblari prin presare
I.Incercuiti
raspunsul corect:
1)
Asamblarile prin presare saunt asamblari:
a)demontabilitate
b)nedemontabilitate
2)Asamblarile prin presare sunt
asamblari:
a)fara organ de asamblare
b)cu organ de asamblare
II.Alegeti
corespondentele corecte intre elementele celor doua coloane:
A. B.
1.presare longitudinala
a)prin incalzirea piesei exterioare
2.presare transversala
b)prin introducerea fortata a piesei interioare in
piesa exterioara
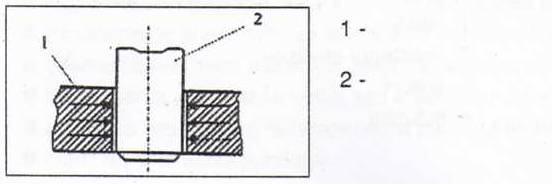
III.Recunoasteti
metoda de asamblare prin presare si identificati reperele din figura:
INSTRUIRE PRACTICA
Tema:Asamblari prin presare
1.Asamblarea prin incalzirea piesei
cuprinzatoare
Diametrul interioar al piesei-alezaj creste
datorita dilatarii,piesele asamblandu-se cu usurinta. Dupa raciere , prin
contractie, piesa exterioara se strange pe piesa interioara, realizandu-se un
ajustaj cu stranger.
Temperatura
la care este incalzita piesa cuprinzatoare este data
de relatia:
T=

 (grade C)
(grade C)
unde
- temperatura necesara dilatarii alezajului;
- mediului in care se lucreaza
- temperature de siguranta prin
care se tine seama ca piesa se raceste in timpul transportului de la locul de
incalzire la locul de asamblare (=20 grade C)
Prin aceasta operatie,numita
fretare,se monteaza, spre exemplu, butucul pe arbore, bandajul rotilor la
vagoanele de cale ferata.
Metoda de incalzire a pieselor
Pentru incalzirea pieselor se
folosesc instalatii de incalzire cu bai (ulei mineral sau ulei de ricin) sau cu
rezistente electrice. (fig.2.3).
Baia este prevazuta cu o plasa de
sarma pentru ca piesele sa nu intre in contact cu fundul baii sau cu elementele
de incalzire.

a)
b)
si c)
1-baie 1-piesa
2-plasa de protectie 2-rezistente electrice
3-suport piesa 3- suport
4-piesa 4-
inductor
5-termometru
Montajul cu ajutorul caldurii se poate realize prin
incalzirea generala (totala) sau locala a butucului. Incalzirea
generala se foloseste in asamblarea pieselor de dimensiuni mici si mijlocii.
Pentru piesele de gabarit mare se foloseste incalzirea locala a zonei de
material alaurata gaurii in care trebuie sa intre
arboreal.
Incalzirea se face cu ajutorul arzatoarelor de gaz, cu
rezistente electrice, cu indicatoare electrice etc. Piesele
mici si mijlocii se incalzesc in bai sau in cuptoare de gaz sau electrice.
La incalzire trebuie sa se evite arderile
de suprafata care dauneaza asamblarile ce vor necesita demontari ulterioare.
2.Asamblarea prin racirea piesei cuprinse
Asamblarea consta in micsorarea
diametrului piesei interioare prin racirea acesteia sub temperatura mediului
ambient (fenomenul de contractie), in instalatii special.
Metoda se aplica atunci cand piesa cuprinzatoare este voluminoasa sau are o configuratie complexa.
Racirea pieselor,sub temperature mediului ambient, se
realizeaza cu instalatii de racire acesteia special, cu amestec gheata-clorura
de sodium (pana la -10 grade Celsius),cu zapada
carbonica ( -70 grade C),cu oxigen
si azot lichid ( -180 . -190 grade C).
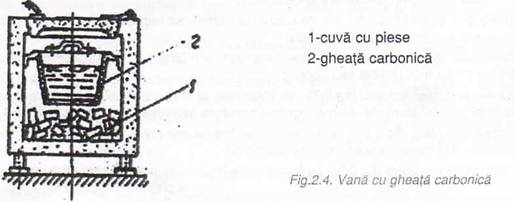
Asamblarea cu folosirea ghetii
carbonice necesita instalatii simple sub forme de vane (fig.2.4) cu peretii
bine izolati termic. Racirea in vane este comoda si se preteaza la productia de serie mica.
Pentru racirea cu azot lichid se folosesc recipient metalici
cu pereti dublii,cu izolatie termica. Peretii interioari ai acestor recipient se fac in cupru, aliaje de
cupru sau oteluri inalt aliate, pentru a se evita fenomenul de fragilitate la
temperature scazute. Peretii exterior se fac din otel
carbon.
Pentru calculul temperaturii de racire se foloseste aceeasi relatie cala incalzirea
pieselor.
Asamblarea prin fretare are, in principiu, urmatoarele
etape:
-incalzirea piesei cuprinzatoare (butuc) sau racirea piesei
cuprinse ( arbore);
-transportarea piesei supuse la actiunea temperaturii la
locul de asamblare;
-orientarea reciproca a pieselor pentru a se asigura
coaxialitatea lor;
-introducerea arborelui in butuc sau a butucului pe arbore;
-aducerea ansamblului la temperature mediului ambient;
-controlul asamblarii rezultate.
Piesele din otel carbon si oteluri slab aliate devin fragile prin racire la temperature joase. De aceea, la
imbinarea arborelui cu alezajul trebuie sa se evite
lovirea pieselor, mai ales in prezenta peretilor subtiri si a decuparilor in
sectiunea pieselor.
Masurile de protective a muncii la aceasta metoda de
asamblare necesita atentie deosebita:
-piesele vor fi atent curatate de ulei
-manevrarea se va face cu mare
atentie (pericol de asrusi)
-manevrarea si transportul buteliilor de azot si oxygen se vor
face cu mare grija (pericol de explozie);
-personalul trebuie sa poarte
manusi, ochelari, sorturi si alte mijloace de protective individuala;
-piesele incalzite sau racite trebuiesc manipulate cu clesti
cu manere lungi sau cu alte dispositive, pentru a se evita arsuri sau
degeraturi.
-trebuie sa se evite contactul
dintre uleiuri, unsori si alte material usor oxidabile si oxigenul deoarece se
pot produce explozii.
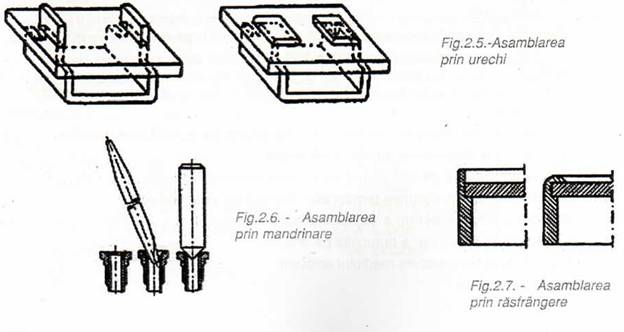
3.Asamblarea prin deformare plastic
Metodele de
asamblare prin deformare folosite sunt:
-asamblarea prin urechi (fig.2.5)-
se utilieaza la imbinarea capetelor de benzi, a pieselor tubular cu fundurile
acestora, fixarea arcurilor;
-asamblarea prin mandrinare
(fig.2.6)- se realizeaza prin largirea radiala a tevilor cu peretii subtiri sau
din material moi (alama sau cupru);
-asamblarea prin rasfrangere
(fig.2.7) - se foloseste la imbinarea pieselor executate din material moi (
otel moale,aluminiu,alama); se numeste asamblare pe contur inchis;
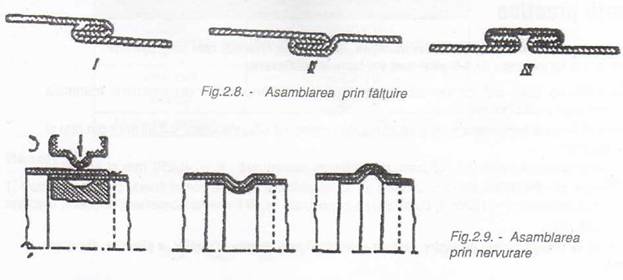
-asamblarea prin falt (fig.2.8.)- se foloseste la imbinarea
materialelor din tabla pentru recipient
cilindrice si la asamblarea fundurilor acestora;
-asamblarea prin nervurare
(fig2.9)- se foloseste la imbinarea pieselor tubular cu bare sau a pieselor
tubular intre ele.
Presarea longitudinala
Se realizeaza prin introducerea
fortata a piesei interioare in piesa exterioara.
Asamblarea prin presare longitudinal
constituie una dintre cele mai simple metode de asamblare.
Principalele avantaje ale acestei metode de asamblare
constau in executia rapida a asamblarii si simplitatea
utilajului folosit.
Pentru realizarea unei stranger suficiente, piesa care se
preseaza se prelucreaza, in prealabil,la dimensiuni
prevazute cu tolerante rezultate din alegerea ajustantelor cu stranger.
Presarea se poate realize prin lovire: cu lovituri de ciocan
( in cazul asamblarii stifturilor mici, penelor,
dopurilor,capacelor etc. ) sau strangere -prin folosirea unei prese: manual (cu
surub sau cu parghie), hidraulice, pneumatic, etc.
Pentru usurarea asamblarii se
recomanda ungerea suprafetelor ajustajului.
Calitatea asamblarilor realizate
prin presare se controleaza prin masurarea fortelor de presare.
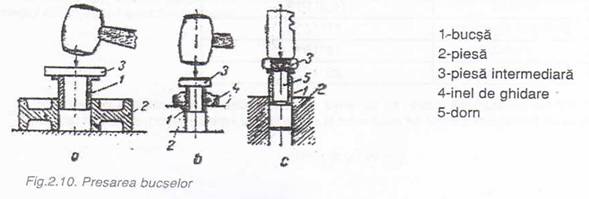
In fig.2.10 se exemplifica presarea bucselor:
-cea mai simpla metoda este cea
care foloseste o piesa intermediara si ciocanul (fig.2.10a)
-pentru a preveni dezaxarea bucsei
presate fata de corpul piesei se pot folosi inele de ghidare (fig.2.10b) sau
domuri de ghidare (fig.2.10c).
Aplicatii practice
Folosind datele din urmatoarea fisa de documentare,
incercati sa rezolvati cele doua aplicatii.
Indicatie: se vor forma grupe de 4-5 elevi care vor lucre in
colaborare.
1.Asamblarea unei roti cu un arbore se face prin stranger la dimensiunea
nominala N= 150mm, prin incalzirea
rotii.
Sa se stabileasca temperature de incalzire a rotii, stiind ca
piesele ansamblului sunt din otel si au dimensiunile:
-diametrul alezajului rotii D=150mm, cu abaterea superioara
as= -0,050 mm si abaterea infeioara al= -0,090 mm.
-diametrul arborelui d=150mm, cu abaterea supeioara as=0mm si abaterea inferioara al= -0,025 mm.
2.Sa se aleaga mediul de racire necesar asamblarii prin racirea
arborelui, a pieselor, din cazul precedent.
FISA DE DOCUMENTARE
Temperatura la care este incalzita
piesa cuprinzatoare este data de relatia:
T=td+ta+ts(grade C)
Unde:
td temperature
necesara dilatarii alezajului;
ta- temperature mediului in care se lucreaza;
ts- temperature de siguranta prin care se tine seama ca piesa se
raceste in timpul transportului de la locul de incalzire la locul de asamblare
(ts=20 grade C).
td=S/(αl dl)(grade C)
unde S este strangerea ,in mm.
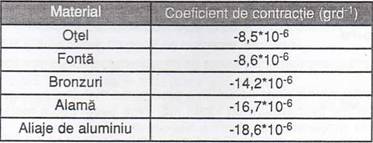
Pentru coeficientul de dilatare termica αl se recomanda urmatoarele valori:
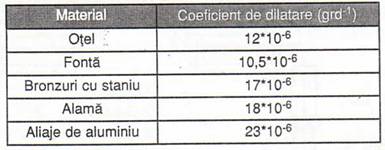
Pentru calculul temperaturii de racire se folosesc aceleasi
relatii ca la incalzirea pieselor, cu deosebirea ca se va
folosi coeficientul la racire αr, cu valorile recomandate in tabelul urmaor:
tc= S/(αl dl)(grade C),
REZOLVARE:
1.Incalzirea trebuie facuta in asa fel incat asamblarea sa fie posibila
si in cel mai dificil caz, cel al realizarii strangerii maxime. Aceasta va fi:
Smax=dmax-Dmin= 150,000 - 149,910= 0,090 mm
Temperatura necesara dilatarii rotii cu o valoare egala cu
cea a strangerii maxime se va calcula cu formula:
Td=Smax l dl
0,090/[12*(-10*-10*-10*-10*-10*-10)*150]=50 grade C
Pentru siguranta si tinand cont de temperature mediului
ambient, piesa se va incalzi la temperatura:
Tl=td+ta+ts= 50+20+20= 90 grade C
2.Temperatura necesara contractiei prin racirea arborelui va fi:
Tc=Smax r dl)=
0,090/[-8,5**(-10*-10*-10*-10*-10*-10)*150]=-70,5 grade C
Tr=td+ta -20=-90,5 grade C
Realizarea acestei temperature este
posibila daca se folosesc aerul lichid sau oxigenul lichid. Dintre acesta, mai
ieftin este aerul lichid.
Formula a fost folosita partial deoarece se considera ca pe
timpul racirii, izolarea piesei fata de mediul inconjurator este
foarte buna.

