ANALIZA
STRUCTURII LANTULUI CINEMATIC DE AVANS CIRCULAR
Analiza
lantului cinematic
Mesele rotative sunt destinate realizarii
avansului circular sau divizarii unghiulare de mare precizie.
Dimensiunea principala ce le
caracterizeaza este diametrul platoului care este situat in domeniul 154 -
2500 mm.
Precizia de pozitionare
unghiulara a meselor rotative de precizie este situata in domeniul 61"; 630", interval in care se deosebesc mesele:
de
precizie speciala (61"; 63");
de
precizie ridicata (63"; 612");
de
precizie normala (612"; 630").
Constructiv se deosebesc:
mese
rotative cu axa platoului fixa, orizontala sau verticala;
mese
rotative inclinabile.
Pe centrele de prelucrare,
se utilizeaza mai ales mese rotative cu axa platoului fixa , verticala,
platoul fiind intr-un plan orizontal paralel saniei.
Actionarea meselor rotative poate fi:
manuala
hidraulica
pneumatica
electrohidraulica
Masa rotativa poate
fi cu comanda manuala sau cu comanda numerica pe axa de
rotatie a mesei.
Divizarea poate fi continua sau in trepte. Forta activa
de incarcare depinde de diametrul platoului.
Indiferent de modul de actionare, in lantul cinematic
necesar rotirii platoului este prezent un mecanism melc-roata
melcata.
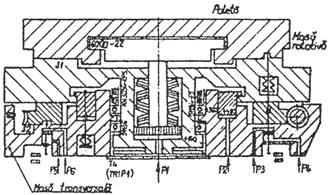
In cazul comenzii numerice, platoul 1 montat deasupra carcasei 2 (fig.
2) este antrenat de motorul pas cu pas Mpp,
prin intermediul lantului cinematic format din angrenajele cilindrice z1/z2,
z5/z6 si angrenajul melcat z3/z4.
Numarul de impulsuri codificat pe banda perforata determina
numarul de pasi unghiulari cu care se roteste motorul, astfel
ca unghiul de rotire al platoului mesei este:
in care a este pasul unghiular al motorului. Roata dintata z6
este prevazuta in partea superioara cu dantura Hirth, care
angreneaza cu dantura conjugata din bucsa 3, constituind un
cuplaj cu dinti frontali 6.
Ciclul de lucru incepe prin
desfacerea acestui cuplaj 6 de catre pistoanele 4 ale unor motoare
hidraulice, si continua cu rotirea platoului cu unghiul :
 ]
] 
in care z este
numarul de dinti ai cuplajului 6.
In final, greutatea proprie a
bucsei 3 si arcurile 5 readuc platoul in pozitia axiala
normala, astfel ca, din punct de vedere a preciziei de
pozitionare, cel mai important element este cuplajul cu dinti
frontali 6.
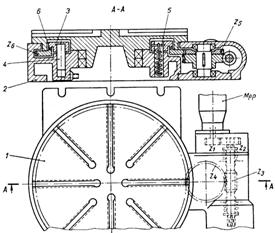
Fig. 2
Deplasarile
rapide ale platoului, necesare in cazul unor prelucrari succesive la
unghiuri mari, pentru pozitionarea grosolana inainte de prima
operatie la o piesa, ca si pentru divizare directa, se
efectueaza prin scoaterea melcului din angrenare cu roata melcata.
In cele mai multe cazuri, mai ales
pentru mese rotative de mici dimensiuni, acest lucru se realizeaza prin
montarea lagarelor melcului intr-o bucsa excentrica, la a
carei rotire, melcul este scos din angrenare cu roata melcata.
Masa rotativa din fig.3
folosita in special pentru comanda numerica, realizeaza o
precizie unghiulara deosebita pentru un numar diferit de
pozitii echidistante (4, 6 sau 12 de exemplu) preferentiale, si
precizia normala pentru alte indexari. In acest scop, axa melcului z1,
se poate in clina cu ajutorul motorului hidraulic MH1 (detaliat in
fig. 4), ceea ce are ca efect scoaterea melcului z1 din angrenare cu
roata melcata z2. Urmeaza rotirea rapida si
indexarea precisa, pe care o efectueaza clichetul 1, montat pe
rulmenti de precizie in axul 2 care, sub actiunea motorului hidraulic
cu piston diferential MH2, patrunde in roata de clichet z3
(fig. 3).
Ambele motoare hidraulice primesc
lichid sub presiune, in conformitate cu ciclul de lucru, de la
sertarasul distribuitor SD, comandat electromagnetic.
Sistemul de citire a pozitiei
unghiulare a platoului poate fi mecanic, optic, fotoelectric.
Precizia de citire a sistemului
mecanic este cuprinsa intre 3" si 12", citirea efectuandu-se cu ajutorul
unui tambur gradat si a vernierului sau.
Principalul dezavantaj al
sistemului de citire mecanic este acela ca pe tamburul gradat, asezat
pe axul melcului, se citeste de fapt pozitia unghiulara a
acestui ax, care poate fi diferita de pozitia unghiulara a platoului, din cauza erorilor angrenajului
melc-roata melcata.
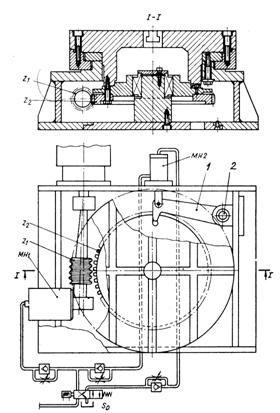
Fig. 3
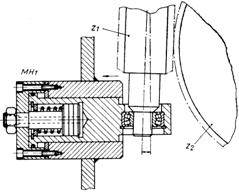
Fig.4
Sistemele de citire optice
asigura precizii cuprinse intre 1" si 3". Principalul lor avantaj
este acela ca se citeste pozitia unghiulara a unui disc
optic sau metalic gradat, montat pe axul platoului, deci se citeste
pozitia unghiulara a platoului. Din acest punct de vedere, al
preciziei de pozitionare, deosebita importanta
prezinta divizarea discului gradat, si nu angrenajul melc roata
melcata. Aceasta explica larga utilizare a sistemului de citire optic
in constructia meselor rotative de precizie.
Principal, se deosebesc sisteme
optice de citire cu compensarea erorilor axei platoului, si fara
compensarea acestor erori. In primul caz sistemul optic este complex (fig.5), deoarece
discul este atins de raza optica in doua puncte diametral opuse.
Fig. 5
Fig. 6
In
principal, sistemul optic contine: sursa 1, condensatorul 2, obiectivul 4,
prismele 3 si 5 anterioare discului gradat 6, a carui scala
gradata se proiecteaza prin prismele 7, 8, 10, 11, obiectivul 9
situat pe partea diametral opusa a discului gradat 6. Mai departe, prin
obiectivele 13, 14, prismele 12, 15, pana 16, 17 in scala 19, diviziunile
discului scalei 19 de sub obiectivul 20 se proiecteaza cu ajutorul
oglinzii 21 pe ecranul 22. Acest ecran are doua ferestre: intr-una se
proiecteaza discul gradat, vizat in cele doua pozitii diametral
opuse si scala 19, iar in cealalta se proiecteaza vernierul.
Sistemul
optic fara compensarea erorilor axei platoului este mai simplu,
discul gradat fiind vizat de o singura parte (fig. 6); in schimb, precizia
de montaj a discului pe axul platoului creste substantial, deoarece
ea influenteaza intr-o masura importanta precizia de
citire. Unul din sistemele de baza cu citire fotoelectrica este
OPTOSIN.
Un numar important de mese
rotative (SIP, OMT) sunt echipate cu sistemul de comanda numerica
EMI, care permite prelucrarea rapida si, precisa a pieselor
cotate in coordonate polare. Programarea cotelor se poate face pe banda
perforata, dar se poate introduce si manual, cu ajutorul unor
butoane, care permit operatorului programarea unghiului dorit in grade, minute
si secunde, cu afisaj optic.
Mesele circulare si cele inelare au o constructie
complexa. Cinematica acestora este prezentata in fig. 8. Mesele
circulare (pozitiile a si b) cu actionare
electromecanica cu cruce de Malta
au un sistem sincron de blocare, indexare si antrenare. Acestea se
construiesc cu diametre cuprinse in intervalul 1000-1500 mm, fiind mese de
dimensiuni medii. Actionarile electromecanice sunt folosite si
in constructia meselor de dimensiuni mici. Daca semifabricatele
impreuna cu dispozitivele de fixare reprezinta minim 50% din
greutatea platoului, inaintea rotirii, platoul este ridicat dupa ghidaje
cu 0,51 mm in scopul evitarii griparii ghidajului. Mecanismul de
ridicare a platoului trebuie sa functioneze sincron cu transmisia de
antrenare si de indexare. Aceste mese executa un numar intreg de
pasi unghiulari, egali intre ei si constanti.
Masa circulara (poz. c) cu
actionare electromecanica realizeaza un numar intreg de
pasi unghiulari, egali intre ei si reglabili (variabili). Ea se
utilizeaza in compunerea agregatelor pentru productia de serie
mica si mijlocie, necesitand reglaje ale numarului si
marimii pasilor unghiulari. Caracteristica constructiva a
acestei mese consta in utilizarea transmisiei diferentiale, cele
doua motoare fiind utilizate pentru realizarea ciclului de miscari
cu inversare pentru pozitionare precisa. Precizia de pozitionare
a acestei mese sete de ordinul a 2030mm. Solutia se adopta pentru mese
de dimensiuni mici, cu diametrul pana la 800 mm. Mesele circulare (poz. d
si e) cu actionare hidromecanica se construiesc cu dimensiuni
mari, diametrele lor ajungand pana la 5 m si realizeaza un
numar intreg de pasi unghiulari, egali intre ei si
constanti. Astfel de mese, in mod obligatoriu necesita ridicarea
platoului de pe ghidaje inaintea rotirii lui, datorita greutatii
mari a platoului care ar gripa ghidajul. Intreaga transmisie de indexare,
blocare, antrenare si ridicare este sincrona. Indexarea poate fi
realizata pe dantura frontala sau cu cep. Masa circulara
(poz.f) este destinata masinilor automate pentru montaj. Ea este o
structura pneumo-mecanica pentru cele de dimensiuni mici si
medii si hidro-mecanica pentru cele de dimensiuni mari. Mesele de
dimensiuni mici, cu diametrul pana la 500-800 mm, pot fi actionate
pneumo-mecanic (poz.g). Tamburii indexabili au aceleasi actionari
ca si mesele circulare. De obicei se construiesc cu dimensiuni mici,
diametrul lor nedepasind 500 mm. Un tambur indexabil cu
actionare electromecanica cu cruce de Malta este prezentat in
pozitia 8. Timpul total de transfer al unitatilor de transfer nu
trebuie sa depaseasca 10 s, obisnuit fiind de 4-6 s.
a) b)
c) d)
e) f)
g h)
Fig. 8
Masa rotativa din figura 9 este
destinata prelucrarii pieselor mari si grele. Ea este
deplasata pe ghidajele saniei 2 de catre surubul conducator
S, a carui piulita este montata in corpul mesei rotative 1.
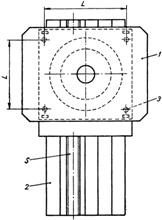
Fig.9
Rotirea platoului mesei se realizeaza cu
angrenajul melc-roata melcata (fig. 10) motorul electric de antrenare
fiind dispus pe arborele melcului.
Ceea ce deosebeste
constructiv aceasta masa de alte tipuri, este faptul ca platoul
ei poate fi pretensionat, prin introducerea a patru puncte de aplicare a unor
forte verticale asupra platoului, de catre mecanismele 3 (fig. 9),
asezate simetric fata de axa mesei la distanta L unul de
altul.
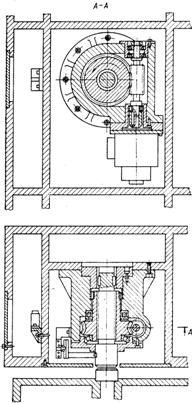
Fig. 10
Pretensionarea platoului 1 (fig. 11) se
realizeaza de catre pastilele de presiune 3, deplasate pe
verticala de catre tijele 2, filetate in partea superioara. In
partea inferioara, aceasta tija este antrenata in
miscare de rotatie de catre arborele 5, pe care este
montata roata dintata z in angrenare cu cremaliera Cr
a tijei pistonului motorului hidraulic MH. Rotatia tijei 2 este
transformata in miscare de translatie verticala de
catre piulita fixa 4.
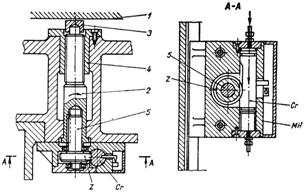
Fig. 11
Cele patru mecanisme de pretensionare a platoului
il deformeaza in sens invers fata de deformatia
provocata asupra lui prin asezarea piesei de prelucrat, astfel
ca se micsoreaza erorile de prelucrare cauzate de
deformatia elastica de incovoiere a platoului.
In figura 12 este prezentat
ansamblul sanie-masa rotativa folosit la masinile Scharmann.
Platoul 1 este lagaruit axial pe sania 2 si radial pe rulmentul
radial cu doua randuri de role cilindrice. Rotirea platoului se realizeaza
prin angrenajul melc z1 - roata melcata z2.
Deplasarea saniei 2 pe ghidajele batiului 3 se realizeaza cu
surubul-melc z3, roata melcata z4, pe al
carui ax se afla pinionul z5, in angrenare cu cremaliera Cr.
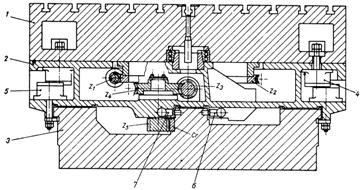
Fig.12
Blocarea
mesei pe ghidajele 3 se realizeaza cu dispozitivele hidraulice 5.
Turatiile
platoului fiind reduse, mai ales la diametre mari, lantul cinematic de
avans circular, antrenat de un motor de curent continuu MCC, contine de
obicei un angrenaj melcat (fig. 13) si un numar de angrenaje cilindrice,
exterioare sau interioare.
Fig.13
In
plan orizontal ghidarea saniei se realizeaza cu tanchetele cu role 6
si 7; blocarea mesei rotative pe sanie se face cu ajutorul unor mecanisme
de blocare 4, iar a saniei pe batiu cu ajutorul unor mecanisme similare 5, la
care blocarea se realizeaza cu arcuri, iar deblocarea se obtine pe
cale hidraulica (fig.13 a). Blocarea (fig. 13 b) se asigura cu
arcurile-disc 2, care mentin in permanenta pistonul 1 deplasat
in jos, astfel ca pe tija 3 si
elementul de strangere 4, se asigura forta de strangere intre
elementele 5 si 6, aflate in miscare relativa unul
fata de celalalt. La introducerea lichidului sub presiune sub
pistonul 1 al motorului hidraulic MH, pistonul se ridica, comprimand arcurile-disc
2; forta de strangere dintre elementele 5 si 6 este anulata ,
astfel a ele se pot deplasa relativ unul fata de celalalt.
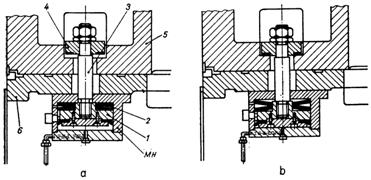
Fig.14
Masa rotativa din figura 14
este antrenata de un motor electric de curent continuu comandat cu
tiristori, care roteste platoul prin intermediul unui angrenaj melcat
si a unui angrenaj cilindric. Ea este construita de firma WOTAN, in
diverse marimi, pentru piese grele, de mari dimensiuni. Precizia de
pozitionare a platoului este de 0,002o.
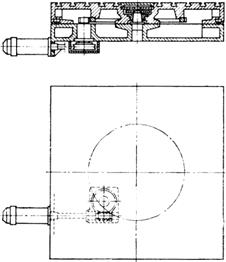
Fig.15
La masa rotativa din figura
16 in in angrenare cu roata melcata
z8 sunt doi melci identici z7, rotiti independent de
cele doua ramuri cinematice.
Fig. 16
Tensionarea acestor ramuri
cinematice se obtine deplasand axial arborele III, cu ajutorul motorului
hidraulic MH, si folosind doua angrenaje z5/z6
si z9/z10, cu danturile inclinate in sensuri
inverse.
In acelasi scop la masa
rotativa PEGARD (fig. 17) se utilizeaza doua roti
dintate z10, in angrenare cu roata interioara z11,
solidara cu platoul mesei.
La intreprinderea
Infratirea Oradea s-a asimilat o familie de mese rotative deplasabile
de mari dimensiuni, pentru masinile de laezat si frezat, cu schema
cinematica din fig. 18.
Rotirea platoului se
realizeaza cu un lant cinematic care se bifurca in dooua
ramuri cinematice identice, care antreneaza doua pinioane identice in
angrenare cu aceeasi roata cu dantura interioara
solidara cu platoul mesei. Se asigura in acest fel eliminarea jocului
mecanic la inversarea sensului de rotatie al platoului.
Deplasarea saniei mesei rotative
se realizeaza cu un al doilea
lant cinematic, actionat de motor electric de curent continuu
acelasi ca si pentru antrenarea platoului. Ambele motoare electrice
cu cuplul nominal de 80 Nm si un domeniu larg de reglare a
turatiilor, turatia maxima a motorului fiind de 3000 rot/min.

Fig. 17
Fig. 18
Mesele
rotative care intra in structura centrelor de prelucrare CPFH 320, 500,
800, proiectate de ICSITMU -
TITAN, realizeaza avans circular sau pozitionari unghiulare (axa
B comandata numeric), executand, cu sania pe care sunt amplasate
miscari pe axele X, Z (la masinile cu montant fix) sau numai pe
axa X (la masinile cu montant delpasabil).
Mesele rotative, paletabile sau
nepaletabile, pot fi cu comanda numerica 360o x 1000
pozitii, cu 360 x 1o pozitii, sau cu 4 x 90o
pozitii unghiulare.
Primele sunt echipate cu traductor
rotativ de tip inductosyn (fig. 19), fiind blocate pe masa cu 6 tije
actionate de arcuri disc, blocarea facandu-se pe suprafata de
contact a rotii melcate, turnata din bronz, si a mesei,
turnata din fonta. Paleta este blocata pe masa prin cuplaj
cu dinti frontali.
Fig. 19
Deblocarea
se realizeaza hidraulic, ca si deblocarea paletei; sistemul de
masurare a pozitiei unghiulare include si doua sesizoare
pentru decelerarea si oprirea in pozitia unghiulara de "zero".
Mesele rotative 360 x 1o
pozitii unghiulare utilizeaza doua cuplaje cu dinti
frontali Hearth (fig.20), unul pentru blocarea paletei pe masa,
celalalt pentru blocarea mesei rotative pe sanie.
Fig.20
Cuplajul frontal al mesei rotative are 360 de dinti, blocarea
facandu-se cu 12 pachete de arcuri disc; deblocarea se face hidraulic.
Sistemul de masurare a pozitiei unghiulare include un traductor
rotativ pe arborele melcului, si doua sesizoare pentru decelerarea
si oprirea in pozitie de "zero".
Mesele rotative 4 x 90 pozitii unghiulare sunt similare (
fig. 21) cu cele 360 x 1 , dar sistemul de masurare a
pozitiei unghiulare contine 5 sesizoare de pozitie pentru
decelerari si opriri; alte doua sesizoare confirma
pozitia blocata sau deblocata a mesei rotative.
Fig.21
Mesele rotative cu palete ISO (fig 22) inlocuiesc blocarea paletei pe
cuplajul cu dinti frontali cu blocarea paletei pe suprafata S1,
cu ajutorul pachetului de arcuri disc dispus central, iar deblocarea se face
hidraulic, prin alimentarea orificiului central p1 cu lichid sub
presiune.
a)
Fig. 22
Masa rotativa se blocheaza pe suprafata S2
fata de sanie cu ajutorul a 6 pachete de arcuri disc, iar deblocarea
prin alimentarea orificiilor p2 cu lichid sub presiune.
Indexarea precisa a paletei se realizeaza prin doua tije
actionate hidraulic de lichid sub presiune in orificiile p3, p4.
Mesele rotative cu palete ISO nu modifica alte subansambluri ale
masinii dar mecanismele de paletare devin liniare, nu rotative.
METODOLOGIA DE CALCUL
Masa rotativa are urmatoarele caracteristici:
wr =1 rad/s; ta=0,2
s; RMr=500 mm; mMr=300 kg; mSf=50 kg; Ri=400
mm;
1. Calculul momentului rezistiv total Mr [Nm]

Mdin -momentul dinamic datorat fortei de
inertie, in N m
Mfr -moment datorat fortei de frecare, in N m
Mst -moment static, in N m
 -masa mesei rotative, in kg;
-masa mesei rotative, in kg;
 -raza mesei rotative, in m;
-raza mesei rotative, in m;
 -masa semifabricatului, in kg;
-masa semifabricatului, in kg;
Ri- pozitia semifabricatului pe masa, in m;
ea acceleratia
unghiulara sau deceleratia mesei rotative, in rad/s2;
 ;
;
wr -viteza
unghiulara, in rad/s;
wr =0,5.1 rad/s;
ta -timpul de accelerare, in s;
ta =0,2.0,4 s;
Mdin = 227,5 [Nm]
 ,
,
unde: m -coeficientul de frecare;
g -acceleratia gravitationala, in m/s2;
g = 9,81 m/s2
Rfr -raza de frecare, in m;
Rfr = 100 mm
m =0,008.0,01;
m =0,1.0,2 ;
Mfr = 3,5 [Nm]
 ,
,
unde msf
- masa semifabricatului in pozitie de neechilibru, in kg;
Rst - distanta dintre axa semifabricatului
si axa mesei, in m;
Mst este valabil doar pentru mese rotative cu axa
orizontala  ;
;
2. Calculul puterii motorului
electric Pa, in KW
 ,
,
unde  -turatia mesei rotative, in rot/min;
-turatia mesei rotative, in rot/min;
 rot/min;
rot/min;
h -randamentul lantului cinematic de
antrenare a mesei rotative;
h
=0,78.0,92 - se alege h=0,8
Pa=0,28 kW;
3. Calculul
cupaljului Herath
Outside diameter has the maximal value normalized up to
outside diameter of the rotary table;
-Verifying the Hearth coupling:
-Calculul
fortei de torsiune;
-Calculul fortei initiale;
-Verification of screws coupling fixing;
-Verification of contact pressure on the teeth;
-Verification
of the base tooth bending
Unghiul de referinta al dintelui (α):
3.1. Calculul fortei de torsiune
Ft =103 Mcp
/ Rm ,
unde Ft este
forta tangentiala conform momentului Mcp,
in N;
Mcp -momentul total in timpul
procesului de aschiere, in N m
Rm -raza medie a cuplajului, in mm;
ft = Ft
/ z ,
unde ft este
forta tangentiala transmisa pe un dinte, in N;
z -numarul de dintia ai cuplajului;
z =24.240 - se alege z = 144
ht=5,16 mm;
a=30
R=280 mm;
r=225 mm;
Mcp=750 N m
Rm=(R+r)/2=252.5
mm;
Ft=2970 N;
ft=20,6 N;
3.2. Calculul fortei axiale;
Fa = (1,5.2) ,
,
unde Fa este
forta initiala axiala, in N;
a -unghiyul de inclinare al
dintelui, in grade;
fa = Fa
/ z ,
unde fa este
forta axiala transmisa pe un dinte, in N;
Fa=2250 N;
n=10 suruburi M10;
fa=15,6 N;
3.3. Verificarea suruburilor cuplajului fix
 ;
;
 ;
;
unde tcs este efortul de
forfecare in surub, in N/mm2;
n -numarul de suruburi;
A1
-suprafata sectiunii unui singur surub, in mm2;
ta -efortul
admisibil, in N/mm2;
n = 8.18;
ta=40.60
N/mm2;
tfs=3,7 N/mm2
<40 N/mm2;
3.4.Verificarea presiunii de contact pe dinte:
 ,
,
unde p -presiunea de
contact, in N/mm2;
R, r -razele exteriara si interioara ale
dintelui, in mm;
ht -inaltimea dintelui, in mm;
cp -puctul real de contact, in %;
pa -presiunea acceptata, in N/mm2;
cp=40.60%;
pa =80.120 N/mm2
Se alege cp=40% si rezulta p=12,6 N/mm2 <80 N/mm2;
3.5.Verificarea incovoierii la baza dintelui:
 ;
;
unde si reprezinta forta de incovoiere, in N/mm2;
sai -forta de incovoiere acceptata,
in N/mm2;
sai = 40.50 N/mm2
pentru otel carbon;
sai =90.140 N/mm2 penrtru
otel;
si=2,7 N/mm2
<40 N/mm2;
4. Calculul sistemului de
fixare luand in considerare STAS 8216-80
Se allege arcul disc B80 cu uratoarele caracteristici:
De=80 mm;
Di=41mm;
s=3,0 mm;
h=2,3 mm;
l0=5,3 mm;
F=10700 N;
Diagrama de incarcare:
-Forta axiala totala admisibila (Fts);
 ,
,
unde ca
-coefficient de siguranta;
ca =1,5.2;
Coeficientul de siguranta se allege , ca=1,75; rezulta
forta Fts= 3937 N;
-Arcul disc are fixata o deformatie
initiala f1 =
(0,3.0,5)·h, unde h este deformatia maxima a
unei singure spire;
→deformatia initiala, f1
= 0,3·h =0,69 mm;
-incarcarea pe o singura spira, aceasta
corespunde unei deformatii f1
este:
 ,
,
E=2,1·105 N/mm2;
μ =0,3;
 N/mm2;
N/mm2;
F1=2430 N
unde E este modulul lui
Young, in N/mm2;
μ -coeficientul lui Poisson;
s -grosimea spirei, in mm;
 unde
unde  ;
;
De -diamerul exterior al spirei, in mm;
Di -diametrul interior al spirei, in mm;
-Numarul de spire dintr-un grup se calculeaza
in functie de relatia na≥Fts /F1, unde na
este prima valoare rotunjita intreaga;
na=2;
-Numarul de spire capabile sa asigure
deplasarea liniara a motorului hidraulic si deschiderea cuplajului:
i = (ht
+hs) / (f - f1),
hs =1.3 mm;
i=7;
unde ht
inaltimea dintilor cuplajului Hearth, in mm;
hs -inaltimea de siguranta pentru
deschiderea cuplajului, in mm;
f -deplasarea spirelor corespunzatoare unei
comprimari de 0,75∙h, in mm;
-Lungimea grupului de spire necomprimat:
 ,
,
L0=5,81 mm
unde l0 este
lungimea unei spire necomprimata, in mm;
-Lungimea grupului de spire comprimate cu 0,75∙h este:
 ;
;
L=46 mm
-Lungimea grupului de spire dupa asamblarea
motorului hidraulic:
 ;
;
L2=53,2 mm
5. Calculul motorului hidraulic
Dimensiuni principale:
sat=110 N/mm2;
-Forta de deschidere a cuplajului Hearth (FH), in N:
 ,
,
unde Ffr este
forta de frecare din motorul hidraulic, in N;
F -forta standardizata a arcului comprimat este
0,75∙h;
Ffr=20 N;
FH=24920
N;
-Diametrul cilindrului hidraulic (D),
in mm:
 ,
,
unde pH este presiunea de lucru recomandata
pentru lantul cinematic auxiliar, in N/mm2.
pH=2,0
N/mm2
D=125 mm
-Grosimea cilindrului hidraulic (δH), in mm:
 ,
,
unde sat solilcitarea admisa pentru forta de
tractiune, in N/mm2;
sat =110.130 N/mm2;
δH=3 mm
-Debitul necesar pentru pompa hidraulica (Qp), in l/min:
 ,
,
unde  este valoarea vitezei motorului hidraulic, in m/min;
=2.4 m/min
este valoarea vitezei motorului hidraulic, in m/min;
=2.4 m/min
Qp=26,9 l/min
-Diametrul conductei (dc), in mm:
 ,
,
unde vo viteza uleiului prin conducte;
vo =120.240 m/min;
dc=6
mm
-Volumul rezervorului,
V=4Qp;
-Puterea motorului electric care antreneaza pompa
(PME), in kW:
 .
.
PME=0,9 kW
6. Verificarea motorului electric care antreneaza
lantul cinematic
i1 = k /
zrm,
zrm -numarul de dinti ai angrenajului
melcat;
i2= z2 / z3, unde z2
si z3 sunt numerele
de dinti ale pinionului respectiv ai rotii dintate
-Verificarea valorilor lantului cinematic:
 ,
,
unde  si
si  sunt turatiile minima si maxima ale
motorului electric;
sunt turatiile minima si maxima ale
motorului electric;
iR -raportul de transfer al lantului cinematic dintre
motorul electric si masa rotativa;
iR=i1 i2=1/30 1/10=1/300
-Verificarea momentului nominal de torsiune ( ), inN m
), inN m
 ;
;
unde ks este
coeficient de siguranta;
ks = 1,1.1,2;
1,06 N m
-Verificarea la torsiune ( , in N m
, in N m

unde  si
si  sunt turatia
si timpul caracteristic accelerarii motorului electric;
sunt turatia
si timpul caracteristic accelerarii motorului electric;
JII -momentul
de inertie pe axul II;
 ;
;
Jz2 -momentul de inertie la pinionul z2,
Jrm -momentul de inertie el rotii melcate,
JII - momentul de inertie pe axul II;
JIII - momentul de inertie pe axul III;
 ;
;
Jz3 - momentul
de inertie la pinionul z3,
Jp -momentul de inertie al mesei rotative,
JSf -momentul de inertie al semifabricatului
considerand punct de referinta axa
III.
J =m R2/ 2,
Unde m este masa si R -
raza exteroara a cilindrului.
4,2 N m
3
Stabilirea sistemului de automatizare
Caracterizarea sistemului
adoptat, comparativ cu masinile similare analizate
Echipari speciale
a.
Masa paletabila
Masa paletabila a centrului de prelucrare se va indexa in patru
pozitii la 900. Aceasta va putea fi comandata prin NC, cu
rotire continua ca axa comandata si oprire in 36000 de
pozitii, sau cu indexare in 72 de pozitii.
Inaltimea suprafetei de asezare a pieselor pe
paleta va fi in concordanta cu sistemele de transport realizate.
Masa paletabila este prevazuta cu un sisteme de
sesizare a prezentei paletei. Suprafata de asezare a paletelor
pe masa si ale mesei va fi spalata cu un jet de aer.
b. Schimbatorul
dublu de palete
Va permite schimbarea de
pe masa masinii (in cazul functionarii independente a acesteia)
sau schimbarea paletelor de pe masa masinii si transmiterea lor la un
rabocar (in cazul introducerii masinii intr-un sistem flexibil).
c. Instalatia
de racire a sculei. Carenaj
Instalatia de
racire a sculei va realiza totodata si spalarea piesei.
Debitul jeturilor de lichid (50-300 l/min.) cat si capacitatea
rezervorului va asigura ambele functionalitati.
Carenajul centrului de prelucrare va asigura etansarea locului in
care se face prelucrarea fata de exterior. El va permite paletarea
automata in ambele sensuri s evacuarea automata a spanului
si a lichidului de racire, dirijarea lor si transportul automat
al aschiilor spre locul de depozitare.
d.
Magazinul de scule
Centrul de prelucrare va fi dotat cu un magazin de scule de tip
lant cu o capacitate de 42 de scule.
Din punct de vedere al constructiei, magazinele de scule vor fi
concepute pentru scule cu coada ISO 50.
Prinderea sculei in arborele principal facandu-se printr-o
penseta, in magazin se va prevede
un sistem corespunzator al fiecarei scule.
Centrul de prelucrare va fi dotat cu un singur magazin, in acest caz,
echipamentul de comanda numerica va permite schimbarea automata
a sculelor in magazin si in timpul aschierii.
Magazinul de scule va avea:
un
punct de schimbare al sculei cu cea din arborele principal;
un
punct de schimbare al sculei cu cea din manipulatorul de scule (in cazul
sistemului flexibil). Acest punct se va afla in partea din spate a centrului de
prelucrare si la o inaltime maxima admisa de magazin.
Un
punct de schimbare manuala a sculei.
Punctul de schimbare manuala a sculei si punctul de
schimbare al sculei cu manipulatorul, vor avea fiecare cate un traducator
de proximitate pentru sesizarea prezentei sculei.
Fata de pozitia punctului de schimbare al sculei cu
ajutorul manipulatorului, nu va fi amplasat nici un element mecanic sau
hidraulic, care ar stanjeni deplasarea manipulatorului prin spatele centrului
de prelucrare.
e.
Accesorii speciale
Se propune ca masina sa fie echipata cu
urmatoarele accesorii:
Capete
de multiplicare a turatiei; capete pentru operatii speciale
solicitate de anumite piese. Aceste accesorii vor fi inmagazinate in magazinul
de scule al masinii;
Instalatie
de racire a sculei cu debit mare de lichid, care sa asigure si
spalarea piesei;
Sistem
de supraveghere automata a uzurii si ruperii sculei, care va
functiona in trei moduri:
pentru scule mici, de tip
burghiu, cu masurarea pozitiei varfului inainte si dupa
aschiere;
pentru scule de tip
bara de alezare, cu sesizarea prin traductoare piezo-electrice;
pentru scule gen freza
de dimensiuni mari (diametre de 100-200 mm), cu masurarea curentului in
circuitul motorului de actionare principala.
Controlul dimensional pe
masina;
Diagnoza
functionarii masinii cu afisarea aparitiei defectului
si a cauzei acestuia.
4.4 Timpul de schimbare a sculei
si timpul de schimbare a paletei
In tabelul de mai jos se
gasesc valorile timpilor de schimbare, a sculei si paletei, extrase
din informatiile avute de la firmele analizate.
De mentionat faptul ca aceste valori nu pot fi considerate decat
informative, neprecizandu-se, in majoritatea cazurilor, daca timpul de
schimbare a sculei sau a paletei se refera la intervalul strict in care se
face operatia de schimbare sau cel considerat "de la span la
span".
Tabel 4.7
|
Marimea
caracteristica a centrului de prelucrare (latura paleta mm)
|
Firma
constructoare
|
Timpul de
schimbare, prevazut pentru [s]
|
|
Scula
|
Paleta
|
Centrul de
prelucrare nou, dat prin tema 95-068
|
|
Scula
|
Paleta
|
400 (H)
|
DECKEL
|
8
|
15
|
8-10
|
20-30
|
|
HITACHI
|
7
|
|
|
STEINEL
|
8
|
22
|
|
RSC
|
13
|
|
|
HITACHI
|
14
|
|
|
MANDELLI
|
14
|
25
|
|
In
tara
|
15
|
30
|
Precizia de
pozitionare si de repetabile
Valorile preciziei de
pozitionare si repetabilitate extrase din analiza facuta la
firmele constructoare mai importante, sunt date in tabelul de mai jos.
In acelasi tabel sunt trecute si valorile ce se pot
obtine la noul centrul de prelucrare 95-068, cu elemente de completare
existente si cu elemente de completare de precizie (nou asimilate sau din
import).
De mentionat faptul ca, fara asimilarea sau
importul unor traductori, microinterpretatori, cuplaje de tip Hirth,
suruburi cu bile si a unei comenzi numerice corespunzatoare, nu
sunt create elemetele de completare necesare realizarii unor masini
de precizie.
De asemenea, realizarea acestei masini este determinata
si de crearea unor conditii corespunzatoare organizatorice de
montaj si prelucrare a unor piese de importanta pentru centru de
prelucrare (incinta termostata).
Tabel 4.8
|
Marimea
caracteristica a centrului de prelucrare (latura paletei mm)
|
Firma
constructoare
|
Precizia in
μm
|
|
Pozitionare
|
Repetabilitate
|
|
Constatnta
|
Propusa
|
Constanta
|
Propusa
|
400 (H)
|
DECKEL
|
15
|
20/10
|
5
|
10/4
|
|
HITACHI
|
15
|
|
|
STEINEL
|
15
|
|
|
MANDELLI
|
10
|
5
|
|
NIIGATA
|
8
|
3
|
|
TOSHIBA
|
10
|
|
|
MITSUI
|
10
|
4
|
|
In tara
|
38
|
15
|
Numaratorul
fractiei reprezinta valoarea propusa in situatia
utilizarii elementelor componente din fabricatia existenta.
Numitorul fractiei reprezinta valoarea propusa in
situatia utilizarii unor elemente componente de precizie (ce se vor
asimila sau importa).
In privinta preciziei de pozitionare si de
repetabilitate a mesei rotative, problema este similara. Actual se
obtine prin comanda numerica a preciziei de pozitionare
mare, de ± 20" si repetabilitate de ±10".
Aceasta precizie trebuie imbunatatita la
minimum de ±15" si ±7". Prin indexare de 360 pozitii pe dantura
cu Hirth, se asigura de firmele straine o precizie de ±3"/±2".
Actual, pentru realizarea acestei precizii, este necesara o restabilire a
preciziei de lucru a masinilor din dotarea I.U.G. Craiova, care
prelucreaza dantura Hirth.
Pentru situatia indexarii la 900 intr-o precizie
simlara la ±3"/±2", este necesara asimilarea unor
microintrerupatori sau sesizari de proximitate de precizie.
Precizia de pozitionare si repetabilitate la rotirea mesei
se gaseste in tabelul urmator:
Tabel 4.9
|
Precizia de
|
|
Pozitioanre
|
Repetabilitate
|
|
Realizata
de firmele straine
|
Realizata
actual in tara
|
Propusa a
fi realizata prin CPFH - 400 - 1
|
Realizata
de firmele straine
|
Realizata
actual in tara
|
Propusa a
fi realizata prin CPFH - 400 - 1
|
|
±20"/±15"
|
±20"
|
1. Prin NC ±15"
|
±10"/±7"
|
±10"
|
±7"
|
|
±3"
|
±10"
|
2. Indexarea ±3"
|
Mecanica ±2"
|
La 900
sau 50 ±5"
|
±2
|
4.5
Descrierea functioanala a ciclului de lucru
Centrul de prelucrare reprezinta o categorie
speciala de masini unelte cu comanda numerica. Aceasta se
obtine din masina orizontala de alezat si frezat, la care
se introduce un sistem special de schimbare automata a sculei.
Marimea numarului de scule, cu care se actioneaza asupra
piesei, pe aceeasi masina, este necesara la prelucrarea
unor piese cu proces tehnologic, ce cuprinde multe operatii, numarul
pieselor prelucrate fiind mic, situatie in care prelucrarea pe o linie
automata nu este rationala.
Schimbarea automata a sculei, la centrul de prelucrare 95-068, se
realizeaza in varianta de schimbare scula cu scula. Se
realizeaza cu ajutorul unei maini mecanice (operator mecanic), care preia
sculele dintr-un magazin de scule si, prin miscari de
rotatie si translatie, le introduce succesiv, in axul principal
al masinii.
Magazinul de scule, in cazul centrului de prelucrare dat prin
tema, este de forma unui lant, pe ale carui zale se prind
locasurile de montare a sculelor. Ca mentiune generala, sculele
se monteaza in locasurile magazinului, deja reglate,
corespunzator operatiilor ce se vor executa.
Sculele utilizate sunt ISO 50.
Mecanismul de transfer scula (mana mecanica) executa
urmatoarele miscarii, in ordinea scrisa:
1. Rabotare cu C = 900; t = 1s;
2. Apucare scula: C = 100 mm; t = 0.5s;
3. Scoatere scula C = 145 mm; t = 1s;
4. Rotire brat: C = 1800; t =
0.75s;
5. Introducere scula: C = 145 mm; t = 1s;
6. Retragere: C = 100 mm; t = 0.5s;
7. Rabatare: C = 900; t = 1s;
8. Scoatere scula: C = 145 mm, t = 1s;
9. Avans: C = 125 mm; t = 0.75s;
10. Introducere scula: C = 145 mm; t = 1s;
11. Retragere: C = 125 mm; t = 0.75s;
12. Rotire magazin
13. Apucare scula: C = 125 mm; t = 0.75s;
14. Scoatere scula: C = 145 mm; t = 1s;
15. Retragere: C = 125 mm; t = 0.75s;
16. Introducere scula: C = 145 mm; t = 1s.
Timpul de schimbare a sculei aschie-aschie, este compus din
timpii de:
|
- retragere masa
...................
|
1.5 s
|
|
- rabatare
mana mecanica ...............
|
1s
|
|
- apucare
scula ....................
|
0.5s
|
|
- scoatere
scula ....................
|
1s
|
|
- rotire
brat ....................
|
0.75s
|
|
- introducere
scula ..................
|
1s
|
|
- retragere
brat ....................
|
0.75s
|
|
- rabatare
mana mecanica ...............
|
1s
|
|
- avans
masa ....................
|
1.5s
|
|
Timp schimbare =
|
9s
|
|
|
|
Pe centrul de prelucrare proiectat se pot executa prelucrari prin
frezare, gaurire, alezare si filetare.
Prin echiparea cu comanda numerica pe trei sau patru axe, se
pot executa conturari prin interplane dupa doua sau trei axe la
alegere, astfel, dintr-o singura prindere a piesei, se pot executa
operatiile mai sus metionate, pe patru sau cinci fete.
Astfel, centrul de
prelucrare, se pot prelucra in special, piese prismatice, tip carcasa,
intr-o productie de unicate, serie mica si mijlocie.
Ca adaptari minime, centrul de prelucrare cu arbore orizontal, cu
ghidajele mesei in plan orizontal, poate fi integrat in celule si sisteme
flexibile.
Centrul de prelucrare proiectat, 95-068, este conceput modular. Masa
se deplaseaza longitudinal si transversal pe niste ghidaje
amplasate in plan orizontal (axa X si axa Y). Pe ghidajele montantului se
deplaseaza capul de frezare (axa Z).
Sistemul de comanda permite actionarea masinii pe baza
unui program inregistrat in memorie, pe banda sau actionarea pe baza
unei comenzi manuale.
Succesiunea de operatii se realizeaza prin schimbarea
automata a sculelor in arborele principal, operatia de transfer fiind
efectuata de mana mecanica. Dotarea centrului de prelucrare cu un
magazin de scule implica utilizarea rationala a sculelor,
functie de operatia ce se executa.
In cazul functionarii dupa program, in functie de
diversele sitatii aparute in prelucrare, se pot introduce manual
corectii de scula (diametru, lungime) avans, turatie sau
cursa.
Centrul de prelucrare este inzestrat si cu un panou de
comanda, de la care se pot comanda pornirea, oprirea, avansurile de lucru,
turatia arborelui principal.
Constructia solida si robusta a batiului,
montantului, mesei este menita sa asigure un mers linistit intregii masini, la diferite regimuri de
lucru a acesteia, inclusiv la mersul in gol, cu avansuri rapide.
Avansurile pe axele X, Y si Z sunt obtinute cu ajutorul unor
motoare de curent continuu si un motor hidraulic, motoarele de curent
continuu antreneaza suruburi cu bile. Motorul care antreneaza
direct surubul cu bile se realizeaza prin intermediul a cate unui
cuplaj elastic, ce permite abateri de la coaxialitate intre axa surului cu
bile si axa motorului, protejand astfel lagaruirile,
fara a avea jocuri unghiulare.
Masurarea
deplasarilor pe axe, se face cu traductori liniari tip inductosyn sau
Heidentrain, iar la varianta cu patru axe comandate prin NC, deplasarile
unghiulare pe axa B se masoara cu traductor circular tip inductosyn
sau Heindenhain.
Paleta pe care se prinde piesa de prelucrat poseda un dispozitiv
de rotire, indexare si blocare pe masa masinii. Indexarea si
blocarea in diversele pozitii unghiulare, se face hidraulic.
Pe panou hidraulic, cu instalatie de termostatare a uleiului de
ungere, asigura atat racirea carcasei rulmentilor care
lagaruiesc arborele principal, cat si lubrefierea angrenajelor
cutiei de viteze a capului de frezare.
Utilizarea instalatiei de termostatare asigura
mentinerea uleiului de ungere intr-un domeniu de temperatura care
sa permita deformatii termice minime.
Centrul de prelucrare este echipat, de asemenea, si cu un
transportor de span si cu instalatie de spalare a piesei
si carenaj. Cu modificari minime, masina poate fi integrata
in celule si sisteme flexibile de prelucrare.
4.6
Actionarea hidraulica
In ultimele decenii actionarile
hidraulice au cunoscut o dezvoltare considerabila, in cele mai variate domenii al tehnicii,
datorita unor avantaje considerabile pe care aceste actionari le
au in comparatie cu cele mecanice si chiar cu cele electrice, in
unele privinte. Astfel, actionarile hidraulice au in prezent o
larga utilizare in constructia de avioane, rachetelor, a tehnicii
militare, a masinilor unelte, a pieselor, la laminoare, la masinile
de transport si ridicat, la excavatoare si late utilaje de
constructie.
Unul dintre avantajele fundamentale ale sistemelor de actionare
hidraulica in constituie gabaritul si greutatea redusa pe
unitatea de putere.
Alte avantaje ale sistemelor de actionare hidraulica sunt:
posibilitati
largi de realizare a unor cicluri de functionare automatizate si
schimbarea usoara a caracteristicilor acestor cicluri.
Posibilitatea
de reglare continua a vitezelor organului de lucru in limite largi si
dupa orice lege dorita;
Mentinerea
constanta a vitezei de lucru;
Posibilitatea
obtinerii unor forte si puteri considerabile si
usurinta comenzilor acestor instalatii uriase;
Obtinerea
unor miscari silentioase si stabile, uzuri minime ale
elementelor active, durata mare de functionare (10.000 ore
sarcina pentru pompe si motoare hidraulice), protectia
usoara si sigura impotriva suprasolicitarilor,
controlul permanent asupra sarcinii, toate acestea fiind o urmare a folosirii
modului hidraulic ca agent motor;
Caracteristica
mecanica rigida;
Spre
deosebire de curentul electric, fluxul de lichid transporta
caldura degajata ca rezultat al pierderilor de energie din locul
in care se degaja ceea ce permite micsorarea dimensionala a
elementelor pentru o anumita putere, sau marimea puterii raportate la
unitatea de volum;
Evacuarea
caldurii se face usor, folosind schimbatoare de
caldura amplasate in locuri comode;
Larga
posibilitate de unificare, tipizare, normalizare a elementelor componente al
sistemelor hidraulice, ceea ce a facilitat realizarea unor sisteme modulare
miniaturizate si circuite integrate.
Printre dezavantajele mai importante se pot cita:
poluarea
si pierderile volumice de lichid de lucru, ceea ce favorizeaza
aparitia de obliteratie si variatie a vitezei organului de
lucru;
pericol
de explozie si incendiu, legate in special de tendintele actuale de
crestere permanenta a presiunilor de lucru deoarece
spalarile de lichid prin fante mici sub presiuni ridicate duc la
forme de ceata de ulei, care se inflameaza foarte usor;
pierderile liniare
si locale

