Cantitatea de azot utilizata este dependenta de tipul de
cuptor folosit. In cazul unui cuptor tip deschis consumul de azot este foarte
mare ( 30-40 m3 /h). In cazul INTRAROM SA cuptoarele sunt de tip
inchis, la care accesul este pemis numai cand placa de cablaj imprimat este
introdusa in interior. Consumul estimat de azot la punerea in functiune a
instalatiei de catre producator (Messer) era de 34 m3/h (18 m3/h
la retopire, 16 m3/h la val). Cu timpul, procesele au fost
optimizate si s-a ajuns la o medie de 24 m3/h (14, la retopire,
respectiv 10 la val). Pentru optimizarea costurilor trebuie facuta o apreciere
a consumului de azot, a costurilor determinate de utilizarea azotului si a veniturilor
rezultate din proces. Pentru aprecierea consumului de azot se considera doua
linii smt si una de val, cazul unei luni de incarcare medie, lucru in 2
schimburi, 22 de zile lucratoare. Consumul de azot total la procesele de lipire
din INTRAROM este:
2x14x2x8x22
+ 1x10x2x8x22 = 13376 m3 (1)
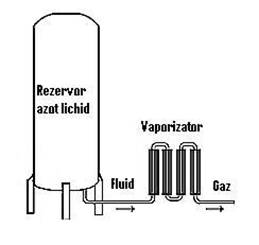
Mentenanta
instalatiei de azot este destul de critica ea trebuind sa fie efectuata zilnic.
Pe de o parte, se verifica starea de
curatenie a rezervorului, a vaporizatoarelor, a conductelor de gaz lichefiat si
a armaturilor; se inlatura excesul de gheata si se verifica aparitia
eventualelor zone de condens pe corpul rezervorului criogenic. De asemenea, se
verifica aparitia de neetaiensietati vizibile cu ochiul liber la toate punctele
supuse la tensiuni mecanice (flanse, imbinari filetate, presetupe,ventile,
etc.). Daca este nevoie se schimba vaporizatorul in functiune. Pe de alta
parte, se verifica parametrii instalatiei: presiunea de lucru in rezervor (11
bar), indicatorul de volum. Volumul minim absolut pentru mentinerea
temperaturii scazute este de 450 m3.
Veniturile rezultate din utilizarea sunt determinate de cresterea calitatii
produselor si optimizarea proceselor de lipire.
2. Utilizarea azotului in procesul de lipire prin
retopire (reflow / double reflow soldering)
Rezultatele
studiilor efectuate pe plan international privind utilizarea azotului au
evidentiat ca o pasta cu rezultate slabe in cazul atmosferei cu oxigen da
rezultate mai bune prin folosirea azotului si pot imbunatati performantele
celei mai bune paste intr-o gama larga de conditii. Utilizarea azotului drept
mediu de transport al caldurii a fost impusa de folosirea pastelor de lipit cu
granulatii din ce in ce mai mici ale pulberilor solide si ingloband fluxuri
fara spalare.
Azotul
reduce oxigenul din incinta pentru a diminua reactia de oxidare atat a
particulelor din aliaj, cat si a terminalelor componentelor si padurilor de pe
cablajul imprimat.
La
lipirea prin retopire folosirea azotului are un dublu scop: eliminarea
fluxurilor acide si procesarea capsulelor cu terminale foarte apropiate,
consecinta a scaderii dimensiunilor granulelor metalice din pasta. In
literatura de specialitate au aparut informatii referitoare la influenta pe
care o are azotul aupra reducerii defectelor, in special celor datorate
umezirii proaste, in procesul de lipire prin retopire in cazul tehnologiei fara
plumb.
Necesitatea
implementarii unei tehnologii ecologice la procesele de lipire a obligat luarea
in considerare tuturor implicatiilor noii tehnologii fara plumb: calitate,
fiabilitate, cost.
2.1. Rezultate experimentale privind utilizarea
tehnologiei de lipire prin retopire in mediu de azot
- Experimente
privitoare la calitatea lipiturilor
In
cadrul INTRAROM SA au facut efectuate mai multe experimentari legate de
alegerea pastei de lipit optime [5]. Cu aceasta ocazie s-a experimentat si
influenta azotului asupra calitatii lipiturii, in special din punctul de vedere
al defectelor (dezaliniere, tombstoning) datorate udarii (wetting). Experimentul s-a efectuat asupra a 20 de placi de test
(NCAB) avand patru tipuri de acoperiri ale padurilor: Electroless Nickel
Immersion Gold :(Chemical Ni/Au), Hot Air Surface Leveling - SnCuNi (Leadfree
HASL), Organic Solderability Preservative (OSP), Immersion Tin (Chemical Tin).
S-au utilizat cinci tipuri de paste de la cinci producatori (trei tipuri SAC305
si doua tipuri SAC387, de mentionat ca una din paste era expirata). Aliajele
SAC305 (Sn95 Ag3.0 Cu0.5) respectiv SAC387 (Sn95.5 Ag3.8 Cu0.7) au aproximativ
aceleasi cerinte pentru profilul de temperatura:
-
temperatura de topire a aliajului: 217-221 ˚C;
-
panta <2.5 ˚C/sec;
-
130-160 ˚C : 20-50 sec;
-
160-217 ˚C : 30-60 sec;
-
TAL (217˚C) 60-80sec, (221˚C) 50-70sec ;
-
DeltaT<10 ˚C ;
-
Peak 235-240˚C ;
-
panta la racire 24 ˚C/sec.
S-a folosit acelasi
profil la toate tipurile de pasta.
Au
fost plantate pe toate placile cateva rezistente fara plumb, capsula 1206, cu
un offset de rotatie de 15˚ (Fig. 2.1. a.) constatandu-se la iesirea din
cuptor ca au capatat un offset foarte mic (Fig. 2.1. b.). Intr-o alta zona au fost plantate capsule SOIC8 cu un
offset pe axa X de 0.3 mm (Fig. 2.1. c.). Si
la acestea s-a constatat alinierea (Fig. 2.1. d.). Rezultatele au fost bune indiferent de pasta folosita si finisarea
padurilor. Desi se recunoaste ca tehnologia fara plumb implica o umectare
mai redusa, s-a constatat ca utilizarea azotului e favorabila alinierii
componentelor. S-a dovedit astfel ca procesul de lipire prin retopire in
atmosfera de azot este mai putin sensibil la unii factori caum ar fi paste mai
slabe, finisarea padurilor.
 a.
a.  b.
b. 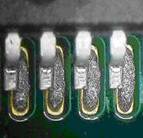 c.
c.  d.
d.
Fig. 2.1. Alinierea
componentelor
S-a
observat la cele mai mici componente (0805, 0603) ca nu a aparut fenomenul de
tombstoning, care apare mai frecvent la componentele mici in procesele de
topire in atmosfera de azot si in faza de vapori [3]. Tombstoning-ul este tot o
defectiune datorata udarii, si anume diferentei de umectare intre cele doua
lipituri (joints) care determina
tensiuni superficiale diferite. Un alt factor determinant este masa termala a
celor doua lipituri, care e la randul ei determinata tolerantele dimensiunilor
padurilor, al metalizarii componentelor,al volumului pastei de lipit depuse.
Azotul, prin actiunea sa antioxidanta, contribuie la micsorarea timpului
initial de umectare si, in consecinta, suprafetele curate de oxizi se vor uda
mai repede. Lipsa defectelor de acest tip e o consecinta cumulata a utilizarii
azotului, a alegerii unui profil termic al procesului de lipire care asigura un
∆T minim, cat si a alegerii volumului de pasta depus.
- Experimente
privitoare la lipirea BGA-urilor
A
fost analizata influenta azotului in cazul lipirii prin retopire asupra
capsulelor tip BGA.
Capsula
BGA (Ball Grid Array) (Fig. 2.2.) este un patrulater (dreptunghi, patrat) cu o
inaltime de 1.0, 1.27 sau 1.5 mm si avand o arie de bile metalice (ball) pe
partea de dedesubt. Partea principala a capsulei are un cablaj metalizat
aplicat pe un material dielectric. Pe aceasta structura cipul semiconductor
este aplicat fie pe fata superioara, fie pe cea inferioara. Pentru a fi
protejat materialul semiconductor poate fi incapsulat prin diverse tehnici
(acoperiri ceramice, plastic). Pe partea inferioara a dielectricului exista o
arie de bile metalizate care constituie conexiunea mecanica si electrica intre
corpul acestei structuri si suprafata de contact a cablajului imprimat.
Matricea de balluri poate fi completa sau pot fi omise. In prezent se produc
sapte familii majore de capsule BGA.
|
Nr.
|
Simbol
|
Denumire
|
Geometrie
|
|
CBGA
|
Ceramic Ball Grid
Array
|
Patrat,
dreptunghi
|
|
CCGA
|
Ceramic Column
Grid Array
|
Patrat,
dreptunghi
|
|
PBGA
|
Plastic Ball Grid
Array
|
Patrat,
dreptunghi
|
|
TBGA
|
Tape Ball Grid
Array
|
Patrat
|
|
LBGA
|
Low-Profile
Ball-Grid-Array
|
Patrat, dreptunghi
|
|
TBGA
|
Thin-Profile
Ball-Grid-Array
|
Patrat,
dreptunghi
|
|
VBGA
|
Very-Thin-Profile
Ball-Grid-Array
|
Patrat,
dreptunghi
|
Tab. 2.1. Denumire BGA
Lipirea
acestui tip de capsula este foarte dificila. Pot exista diferente intre
inaltimile ballurilor (standardele dau valorile maxime admisibile).
Autoalinierea datorata fortelor de coeziune dintre balluri si paduri este
esentiala, dar verificarea corectitudinii lipiturilor nu se mai poate face
vizual, ci doar prin inspectie cu raze X. De aceea este foarte important sa se
cunoasca compozitia metalurgica a ballurilor. Din acest punct de vedere exista
balluri din materiale de lipit cu temperatura joasa de topire, care la 230
˚C devin lichide si balluri cu materiale cu temperatura inalta de topire,
care la 230 ˚C nu trec in starea lichida. De asemenea, exista BGA-uri
realizate in tehnologia cu plumb si BGA-uri fara plumb.
|
Nr
|
Nume
|
Denumire
|
Tip
|
Nr. Buc.
|
|
U113
|
XC2S300E-6
|
BGA-256
|
|
|
UFP1/3
|
XC2S150E-6
|
FPBGA-256
|
|
|
U1A
|
MPC860
|
PBGA-357
|
|
|
URM1/4
|
IDT82V2108
|
PBGA-144
|
|
|
UL1U1/2
|
82v2048
|
BGA-160
|
|
|
U114
|
IXF1104
|
CBGA
|
|
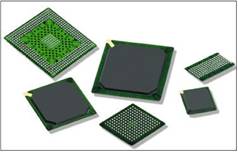
Fig. 2.2. Capsule BGA Tab. 2.2. Denumirea circuitelor BGA
lipite pe placa
Studiul
s-a efectuat asupra unui tip de cablaj (Fig. 2.3.) aflat in productia curenta a
companiei. Cablajul cuprinde 12 capsule BGA de cinci tipuri diferite si are
padurile finiate NiAu. Denumirea circuitelor si tipul capsulelor sunt
prezentate in tabelul 2.2.
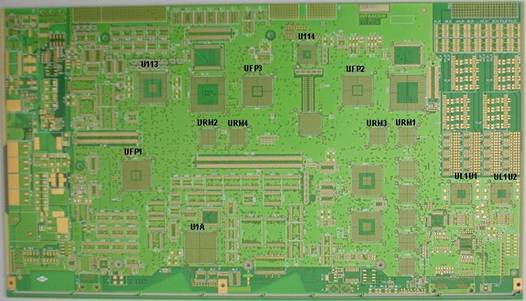
Fig. 2.3. Placa supusa
testarii
Au
fost utilizate opt cartele de cablaj imprimat: la patru dintre ele componentele
au fost lipite in mediul ambiant, in timp ce la celelalte patru s-a utilizat
mediul cu azot. S-a folosit acelasi tip de pasta, SAC305, de la acelasi
producator. Profilul procesului de lipire prin retopire adoptat (fig. 2.4. ) a fost acelasi pentru toate
cablajele asamblate.
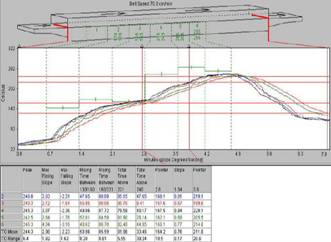
Fig. 2.4. Profilul procesului de lipire pentru placile cu
BGA
Verificarea
a constat in aplicarea procedurii de acceptanta pentru solderabilitatea
capsulelor de tip BGA utilizata in cadrul companiei prin inspectia cu raze X,
in conformitate cu Standardul IPC-610-A. Inspectia s-a efectuat asupra tuturor
capsulelor de pe placile supuse testarii.
a) U1A pcb01_N U1A
pcb01+N
b) U1A pcb02_N U1A
pcb02+N
c) U1A
pcb03_N U1A
pcb03+N
d) U1A
pcb04_N U1A
pcb04+N
e) U113
pcb01_N U113
pcb01+N
f) U113
pcb02_N U113
pcb02+N
g) U113
pcb03_N U113
pcb03+N
h) U113
pcb04_N U113
pcb04+N
i) UFRM1 pcb01_N UFRM1
pcb01+N
j) UFRM1 pcb02_N UFRM1
pcb02+N
k) UFRM1 pcb03_N UFRM1
pcb03+N
l) UFRM1 pcb04_N UFRM1
pcb04+N
m) UFRM3 pcb01_N UFRM3
pcb01+N
n) UFRM3 pcb02_N UFRM3
pcb02+N
o) UFRM3 pcb03_N UFRM3
pcb03+N
p) UFRM3 pcb04_N UFRM3
pcb04+N
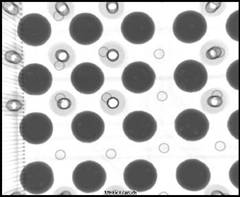
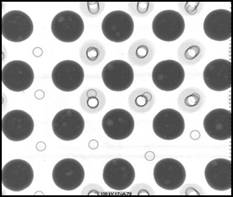
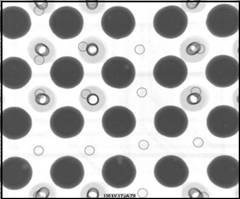
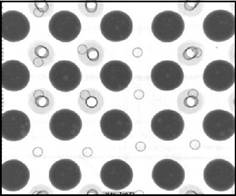
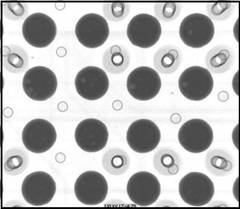
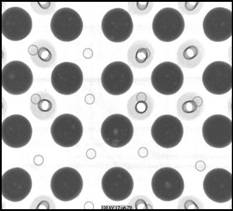
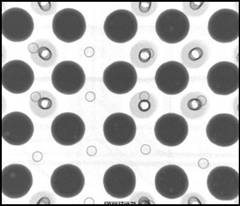
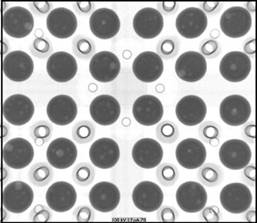
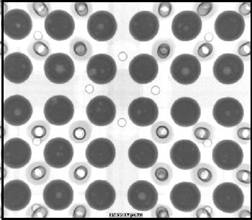
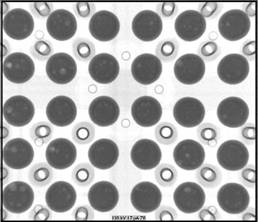
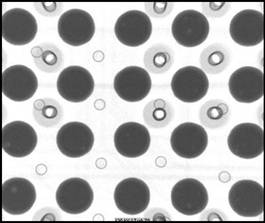
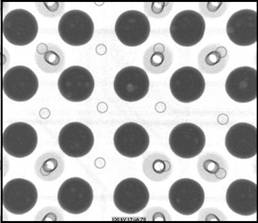
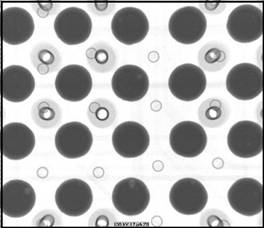
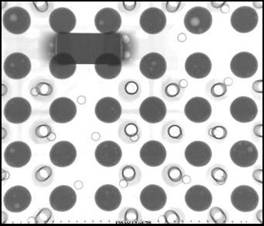
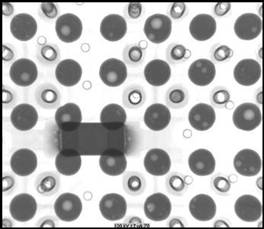
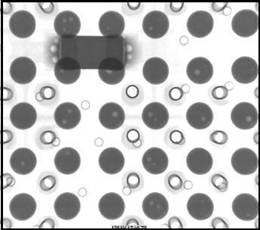
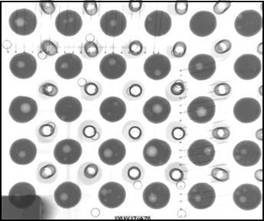
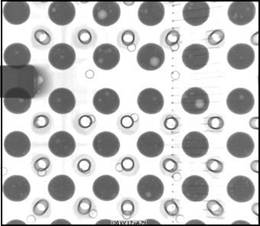
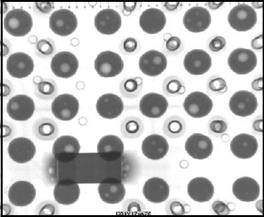
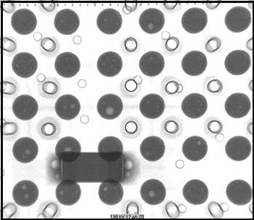
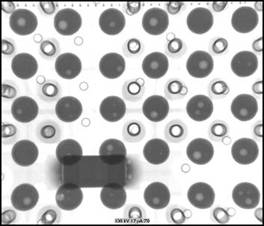
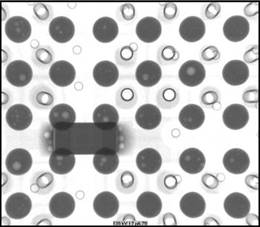
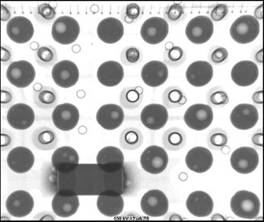
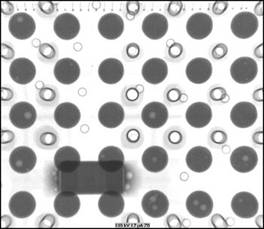
Fig. 2.5. Imagini cu raze X ale ballurilor BGA-urilor,
fara azot (stanga) si cu azot (dreapta)
La
inspectia vizuala, la nici o capsula nu s-a observat dezalinierea, indiferent
de mediul folosit.
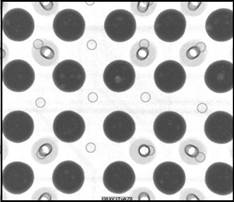
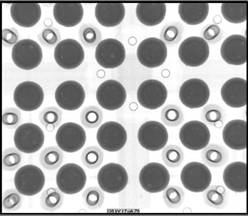
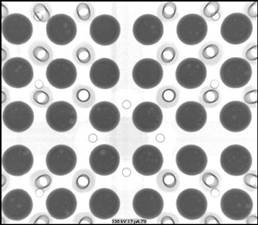
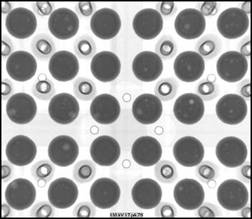
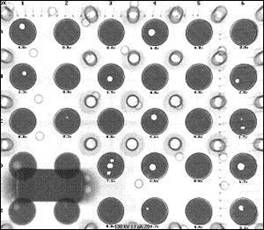
Toate capsulele BGA
au fost apoi inspectate cu raze X. In figura 2.5. a/p se prezinta imaginile mai
reprezentative ale acestor inspectii, pe coloana din stanga fiind ilustrata
situatia la lipirea in mediul ambiant, pe coloana din dreapta fiind prezentate
aceleasi BGA-uri in cazul utilizarii azotului. Analiza imaginilor a fost facuta
cu ajutorul programului rezident pe calculatorul ce deserveste echipamentul
Analizor cu raze X.
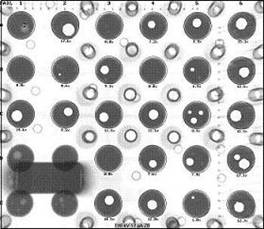
S-a
constatat ca in mediul fara azot un numar de patru BGA-uri, dar toate de
acelasi tip (FPGA-144), prezinta un procent mai mare de balluri cu voiduri
(Fig.8, k/p). Analizand imaginea prelucrata din Fig.8p, a unuia din aceste
BGA-uri (UFRM3, pus pe cablajul al patrulea) suprafata voidurilor pare destul
de mare. Din totalul ballurilor inspectate la aceasta capsula 84% dintre ele
prezinta voiduri; cu toate acestea suprafata totala a voidurilor nu reprezinta
decat 8.82% din totalul suprafetei voidurilor, iar cel mai mare void dintr-un
ball ocupa doar 17.6% din el. Conform normelor lipitura este corecta.
De altfel, s-a
constatat ca la toate BGA-urile lipite in atmosfera fara azot, nici un ball nu
a avut vreun void a carui suprafata sa fie mai mare de 25% din suprafata
imaginii ballului. Cele mai mari au reprezentat 18.9%, 18.6% si doua 18.0%, iar
aceste valori au fost obtinute la acelasi tip de BGA. In figura 12.a se
prezinta un exemplu de multivoid, voiduri mai mici dar numeroase dispuse in tot
volumul bilei, precum bulele de sampanie,
iar in figura 12.b se prezinta un void singular, avand un volum mare.
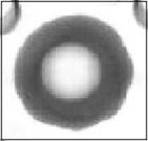
Fig. 2.a. Multivoid (void tip Champagne) b.
Void singular
Voidurile se
observa in toata masa lipiturii, nu numai la jonctiunea dintre pad si lipitura,
fiind volume de incluziuni. Analiza cu raze X, prezinta in fpt proiectia
volumului respectiv conform directiei de analiza. Exista posiilitatea unei
analize tip tomografie lipiturii, ceea
ce ar da avantajul e a analiza voidurile volumeric.
In Fig. 2.7, se
prezinta grafurile procentului de balluri cu voiduri in cazul lipirii fara azot
pentru cele 12 BGA-uri, pentru fiecare din cele patru cablaje.
Fig. 2.7. Procente balluri cu
voiduri
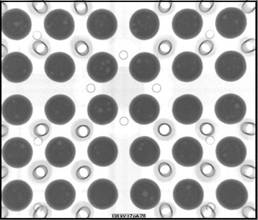
Trecand
la analiza imaginilor in cazul lipirii in atmosfera cu azot s-a constatat in
cazul aceluiasi tip de BGA-uri (UFRM1/4) de mai sus, o imbunatatire evidenta
(Fig.8,k/p). Spre exemplu, UFRM2 de pe cablajul al doilea, care a avut cel mai
mare procent de balluri cu voiduri la lipirea fara azot (95.2%), a scazut la 415%
in cazul utilizarii azotului.
Toate celelalte
tipuri de BGA, prezinta mai multe voiduri in cazul lipirii in atmosfera de
azot. Situatia este ilustrata in grafurile din fig. Fig. 2.7.

Fig. 2.8. Graful distributiei procentului de balluri cu
voiduri in cazul fara azot si cu azot
|
CI
|
PCB
|
FARA AZOT
|
CU AZOT
|
|
Nr. ball analiz
|
Nr.
ball
cu
void
|
ball
cu
void
|
Media supraf void
|
void max
|
Nr.
ball analiz
|
Nr.
Ball
cu
void
|
ball
cu
void
|
Media
Supraf
void
|
void
max
|
|
U1A
|
pcb01
|
|
|
|
|
|
|
|
|
|
|
|
pcb02
|
|
|
|
|
|
|
|
|
|
|
|
pcb03
|
|
|
|
|
|
|
|
|
|
|
|
pcb04
|
|
|
|
|
|
|
|
|
|
|
|
U113
|
pcb01
|
|
|
|
|
|
|
|
|
|
|
|
pcb02
|
|
|
|
|
|
|
|
|
|
|
|
pcb03
|
|
|
|
|
|
|
|
|
|
|
|
pcb04
|
|
|
|
|
|
|
|
|
|
|
|
U114
|
pcb01
|
|
|
|
|
|
|
|
|
|
|
|
pcb02
|
|
|
|
|
|
|
|
|
|
|
|
pcb03
|
|
|
|
|
|
|
|
|
|
|
|
pcb04
|
|
|
|
|
|
|
|
|
|
|
|
UFP1
|
pcb01
|
|
|
|
|
|
|
|
|
|
|
|
pcb02
|
|
|
|
|
|
|
|
|
|
|
|
pcb03
|
|
|
|
|
|
|
|
|
|
|
|
pcb04
|
|
|
|
|
|
|
|
|
|
|
|
UFP2
|
pcb01
|
|
|
|
|
|
|
|
|
|
|
|
pcb02
|
|
|
|
|
|
|
|
|
|
|
|
pcb03
|
|
|
|
|
|
|
|
|
|
|
|
pcb04
|
|
|
|
|
|
|
|
|
|
|
|
UFP3
|
pcb01
|
|
|
|
|
|
|
|
|
|
|
|
pcb02
|
|
|
|
|
|
|
|
|
|
|
|
pcb03
|
|
|
|
|
|
|
|
|
|
|
|
pcb04
|
|
|
|
|
|
|
|
|
|
|
|
URM1
|
pcb01
|
|
|
|
|
|
|
|
|
|
|
|
pcb02
|
|
|
|
|
|
|
|
|
|
|
|
pcb03
|
|
|
|
|
|
|
|
|
|
|
|
pcb04
|
|
|
|
|
|
|
|
|
|
|
|
URM2
|
pcb01
|
|
|
|
|
|
|
|
|
|
|
|
pcb02
|
|
|
|
|
|
|
|
|
|
|
|
pcb03
|
|
|
|
|
|
|
|
|
|
|
|
pcb04
|
|
|
|
|
|
|
|
|
|
|
|
URM3
|
pcb01
|
|
|
|
|
|
|
|
|
|
|
|
pcb02
|
|
|
|
|
|
|
|
|
|
|
|
pcb03
|
|
|
|
|
|
|
|
|
|
|
|
pcb04
|
|
|
|
|
|
|
|
|
|
|
|
URM4
|
pcb01
|
|
|
|
|
|
|
|
|
|
|
|
pcb02
|
|
|
|
|
|
|
|
|
|
|
|
pcb03
|
|
|
|
|
|
|
|
|
|
|
|
pcb04
|
|
|
|
|
|
|
|
|
|
|
|
UL1U1
|
pcb01
|
|
|
|
|
|
|
|
|
|
|
|
pcb02
|
|
|
|
|
|
|
|
|
|
|
|
pcb03
|
|
|
|
|
|
|
|
|
|
|
|
pcb04
|
|
|
|
|
|
|
|
|
|
|
|
UL1U2
|
pcb01
|
|
|
|
|
|
|
|
|
|
|
|
UL1U2
|
pcb02
|
|
|
|
|
|
|
|
|
|
|
|
pcb03
|
|
|
|
|
|
|
|
|
|
|
|
pcb04
|
|
|
|
|
|
|
|
|
|
|
Tab. 2.3. Rezultatele inspectiilor X-Ray
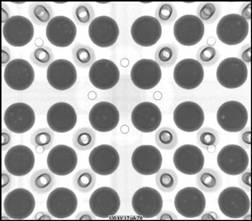
Din figurile 2.5
j/p, se observa ca exista voiduri importante si la o componenta care este
plantata pe fata opusa BGA-ului, mai ales in atmosfera de azot.
Nu s-au gasit insa
balluri care sa aiba voiduri in suprafata mai mare de 25%. Cel mai mare void in
cazul lipirii in atmosfera de azot a avut 17.5%, urmatorul ca marime avand
14.8%.
Rezultatele acestor
inspectii sunt trecute in urmatorul tabel:
- Concluzii
privind utilizarea azotului in procesul de lipire prin retopire
Placa
pe care s-au facut studiile este una deosebit de complexa datorita diversitatii
tipurilor de capsule BGA. In cele doua situatii, cu azot si fara azot,
materialele diferite ale ballurilor se comporta diferit cu un acelasi tip de
pasta. Este evidenta influenta azotului asupra numarului de voiduri, dar in
timp ce la unele BGA-uri acesta a scazut, la altele a crescut. Pasta de lipit
fiind aceeasi, conditiile de lucru fiind similare, produsele gazoase rezultate
in urma procesului se presupun a fi aceleasi. Singura necunoscuta o constituie
materialul ballului. Dar despre materialul ballurilor nu toti producatorii
diferitelor BGA-uri ofera suficiente informatii. BGA-urile declarate lead-free
au ballurile din aliaj SAC305, fata de cele ne-ecologice, la care sunt din
63Sn/37Pb. Dintre potentialele cauze ale producerii multi-voidurilor, oxidarea
fiind exclusa in cazul utilizarii azotului, mai raman únele forme de reactii
intermetalice si probleme de constructie a cablajului imprimat.
In
cazul unui cablaj care a fost introdus in productie la inceputul acestui an, au
fost lipite cinci tipuri diferite de BGA realizate in tehnologie fara plumb si
patru BGA identice realizate in tehnologie cu plumb. Rezultatele au fost foarte
proaste: la un lot de 50 de cablaje si 200 BGA cu plumb inspectate 25% din
cablaje si 10.6% din BGA-urile cu plumb prezentau defecte, defectul principal
fiind voiduri cu procent de peste 25%. Rezultatele atat de contradictorii
obtinute in cazul celor 12 BGA-uri de pe placile care au facut obiectul acestui
studiu conduc la privirea cu rezerva a informatiilor puse la dispozitie de unii
producatori. Pe de alta parte, potrivit unei comunicari [4] facuta in anul
2003, tipul de finisare a padurilor afecteaza aparitia voidurilor, iar din
acest punct de vedere acoperirea cu aur (Electro-less Nickel/Immersion Gold
ENIG), cazul placii pe care s-a efectuat studiul nostru, este una din cele mai
favorizante, conform grafului din figura 2.9, atat pentru procentul total de
voiduri, cat si pentru cele mai mari voiduri singulare. O companie specializata
in asamblarea placilor de cablaj imprimat, nu totdeauna poate actiona asupra
tuturor parametrilor pentru a obtine un proces tehnologic ideal; unii clieneti
aduc ei insisi placile si componentele electronice, proiectarea cablajelor nu
este totdeauna in spiritul Design For Manufacturing; ea trebuie totusi sa-si ia
toate masurile pentru a realiza un proces optim.
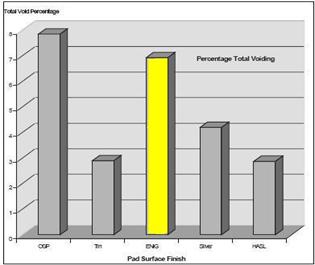
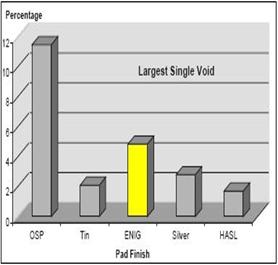
Fig.2.9. Influenta finisarii
asupra formarii voidurilor
O
alta concluzie rezultata din cele doua experiente descrise mai sus este aceea
ca voidurile nu sunt specifice tehnologiei fara plumb, a aliajului SAC, ci si
celorlalte tipuri de materiale de lipire (SnPb), din moment ce ele sunt produse
de reactiile ingredientelor din fluxuri si paste si de timpul redus pe care il
au ca sa se degaje. Dar pot fi favorizate de parametri ai cablajului si al
componentelor (finisarea suprafetelor, dimensiunea padurilor, oxizidarea si
contaminarea suprafetelor).
Asertiunea
ca la lipirea BGA in atmosfera de azot este mai sigura nu poate fi sustinuta
decat poate pe termen lung, pe baza unor studii de fiabilitate.
In consecinta, utilizarea azotului la lipirea prin retopire
a capsulelor BGA nu este indispensabila. Pentru reducerea voidurilor trebuie
actionat in trei directii: pasta de lipit (aici este sarcina chimistilor),
materialul de baza al cablajului imprimat (aici este sarcina producatorilor de
cablaje) si profilul de lipire (aici este sarcina utilizatorilor de tehnologii
de lipire).
In situatia placii de cablaj cu cele
12 BGA-uri consumul estimat de azot lichefiat este de 1.17m3/cartela.
Luand in considerare un pret de 0.21 /m3 de azot lichefiat, rezulta
0.246 cost suplimentar pentru acest tip de placa datorat lipirii in atmosfera
de azot.
Utilizarea azotului se justifica atunci cand pe placa mai
exista si alte componente SMD, pentru ca indepartand oxigenul din incinta se
reducere oxidarea padurilor, a particulelor de aliaj si a terminalelor
componentelor. Aceste beneficii sunt masurabile prin reducerea defectelor
detectate la inspectia vizuala si electrica.
3. Utilizarea azotului in procesul de lipire la val (wave
soldering)
3.1. Analiza optiunilor de dotare cu echipamente
Exista
mai multe optiuni pentru echipamente de lipire la val in atmosfera de azot.
Prima
a fost achizitionarea unui echipament de noua generatie fabricat special pentru
a lucra cu azot. Traseul pe care il parcurge ansamblul placa de cablaj imprimat
echipata cu componente este aproape complet izolat de mediul inconjurator
printr-un tunel. Astfel se pot atinge nivele de oxigen rezidual (residual
oxygen level - ROL) de pana la 200ppm. Masinile incapsulate prevazute cu
elemente de blocare a aerului la intrare si iesire pot atinge ROL sub 20ppm in
mod curent si chiar 5ppm. Schema tunelului cu azot este prezentata in figura 3.1.
A
doua optiune, mai ieftina, a fost adaptarea masinilor existente cu tunele sau
hornuri. INTRAROM a optat pentru aceasta solutie. La intrarea si iesirea de pe
masina au fost prevazute cortine flexibile care impiedica schimbul de gaze
intre interior si mediu. Azotul sub forma de gaz adus prin conducte la un cadru
plasat la baia de aliaj este injectat sub placa de cablaj imprimat echipata.
Totusi, la o astfel de masina, este foarte dificil de a stabiliza procesul de
lipire, deoarece cantitati importante de oxigen pot ajunge la valul de aliaj
incins cand placile de cablaj sunt admise in incinta sau cand sunt scoase dupa
trecerea la val. In figura 3.2, se prezinta schematic metoda de injectie a
azotului observandu-se ca sub placile de cablaj se formeaza o atmosfera de
azot, astfel ca lipirea se executa fara prezenta oxigenului.
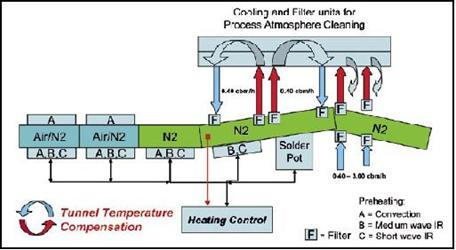
Fig. 3.1. Schema tunelului cu azot la un echipament de
lipire la val de noua generatie
In
timpul fazei de preincazire azotul previne oxidarea suprafetei metalelor. Ca o
regula general acceptata, oxidarea se dubleaza pentru fiecare 10 ˚K de
crestere a temperaturii. La lipirea in val folosirea gazului inert permite
folosirea de fluxuri mai putin active, in particular a celor pe baza de CFC.

Fig. 3.2. Schema metodei de injectie a azotului
Desi
se previziona de mai multa vreme ca procesul de lipire la val va fi eliminat,
aceasta tehnica continua sa-si gaseasca aplicabilitate. Nu numai continua
existenta a componentelor prin gaura (thru-hole), in special a conectorilor si
componentelor de putere, dar chiar componente SMD plantate pe partea inferioara a placilor de
cablaj imprimat, precum si costurile de productie mai scazute ale tehnologiei,
fac din lipirea la val un proces inca viabil. Procesul insusi a beneficiat de
multe inovari care au imbunatatit considerabil vechiul procedeu inventat de
R.S. Strauss (Marea Britanie) in 1952. INTRAROM SA are o productie permanenta
de echipamente din domeniul telecomunicatiilor in care cererea de produse este
in continua crestere. Dispunand de linii de asamblare SMT, are in dotare si
doua echipamente de lipire la val si un personal implicat in procesul de
productie de peste 200 de angajati. Orientarea catre piata externa unde
competitia intensa a dus la scaderea preturilor pentru echipamentele de
telecomunicatii a determinat compania sa ia masuri de reducere a timpului de
livrare pe piata a produsului si de reducere a costurilor de productie. Acest
lucru s-a realizat printr-o permanenta activitate inovativa.
In
cadrul instalatiei de lipire la val inovarile au vizat aplicarea fluxului prin
pulverizare, introducerea unor zone de preincalzire, care au fost prezentate in
cadrul fazei anterioare a proiectului si introducerea azotului, care este
prezentata in continuare.
Desi
se previziona de mai multa vreme ca procesul de lipire la val va fi eliminat,
aceasta tehnica continua sa-si gaseasca aplicabilitate. Nu numai continua
existenta a componentelor prin gaura (thru-hole), in special a conectorilor si
componentelor de putere, dar chiar componente SMD plantate pe partea inferioara a placilor de
cablaj imprimat, precum si costurile de productie mai scazute ale tehnologiei,
fac din lipirea la val un proces inca viabil. Procesul insusi a beneficiat de
multe inovari care au imbunatatit considerabil vechiul procedeu inventat de R.S.
Strauss (Marea Britanie) in 1952. INTRAROM SA are o productie permanenta de
echipamente din domeniul telecomunicatiilor in care cererea de produse este in
continua crestere. Dispunand de linii de asamblare SMT, are in dotare si doua
echipamente de lipire la val si un personal implicat in procesul de productie
de peste 200 de angajati. Orientarea catre piata externa unde competitia
intensa a dus la scaderea preturilor pentru echipamentele de telecomunicatii a
determinat compania sa ia masuri de reducere a timpului de livrare pe piata a
produsului si de reducere a costurilor de productie. Acest lucru s-a realizat
printr-o permanenta activitate inovativa.
In
cadrul instalatiei de lipire la val inovarile au vizat aplicarea fluxului prin
pulverizare, introducerea unor zone de preincalzire, care au fost prezentate in
cadrul fazei anterioare a proiectului si introducerea azotului, care este
prezentata in continuare.
3.2. Rezultate experimentale privind utilizarea azotului
in procesul de lipire la val
In ultimii ani dependenta ratei de
defectari datorate nivelului ridicat de oxigen existent in mediul ambiant a
facut obiectul a numeroase studii. Reducerea numarului de defecte prin
utilizarea azotului depinde de un mare numar de parametri: profil, finisarea
cablajului, nivel ROL, s.a..
Dupa
un an de experienta in asamblarea cablajelor imprimate prin lipire la val s-a
constatat ca trecerea de la lipirea in mediul ambiant la mediul cu azot a fost
benéfica, iar operatorii de la linie sunt mai putin expusi bolilor profesionale
cauzate de expunerea la materiale continand plumb.
- Efectul
asupra formarii zgurei
Zgura (fig.3.3.)
este constituita in rezidurile care se aduna la suprafata baii de lipit. Ea consta
in principal din aliaj, oxizi ai metalelor utilizate si substante rezultate
prin arderea fluxului. Zgura se formeaza atunci cand aliajul de lipit topit
aflat la suprafata baii vine in contact cu oxigenul din mediul ambiant. Desi o
pelicula fina de zgura este chiar benefica deoarece protejeaza aliajul topit
din baie prin incetinirea oxidarii, o acumulare mai mare de zgura este in
detrimentul procesului. Formarea zgurei este mai greu de cuantizat, deoarece
sunt mai multi factori care contribuie la cantitatea de zgura formata: numarul
de valuri, inaltimea valului, turbulenta valurilor, numarul de cablaje trecute
prin val, numarul de componente lipite, tipul de flux utilizat, temperatura de
lipire, calitatea aliajului de lipit. Pe de alta parte, exista diferentieri in
determinarea cantitatii de zgura in functie de tehnica de separare a acesteia
de metalul propriu-zis - mecanica, chimica, sau fara separare. In acest ultim
caz zgura poate contine pana la 90% metal reutilizabil. Atmosfera de azot permite
reducerea cantitatii de zgura rezultata din proces in princial.

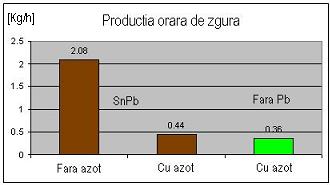
Fig. 3.3. Zgura colectata de la lipirea la val Fig. 3.4. Productia medie de zgura
Cel mai important rezultat la lipirea la val in atmosfera de azot, este scaderea
producerii de zgura. Acest lucru a fost evident la liniile de
lipire la val din INTRAROM atunci cand s-a facut analiza cantitatii de zgura
predata in ultimile 7 luni (Tabel 3.). In cadrul companiei nu exista o
tehnologie de separare a zgurei de metal.
|
Perioada
|
|
|
U.M.
|
|
Timp de lucru efectiv
|
|
|
Zile
|
|
Aliaj cu Pb
|
|
|
kg
|
|
Aliaj fara Pb
|
|
|
kg
|
Tabel 3: Cantitatea de zgura predata
Dupa mai mult de 2000 de ore de functionare s-a ajuns la o productie medie
de zgura de circa 0.36 Kg/h la utilizarea azotului la lipirea la val cu aliaje
fara plumb, respectiv 0.44 Kg/h pentru aliaj SnPb (figura 3.4.). Reducerea
cantitatii de zgura inseamna o folosire mai eficienta a aliajului de lipit.
Desigur
ca aceste valori sunt dependente de incarcarea productiei, de dimensiunile
cablajelor care au fost lipite si daca a fost folosit val turbulent.
Intreruperea intermitenta a valului are si ea un efect semnificativ. Datele de
mai sus sunt o masura a cantitatii de zgura colectate in timpul procesului de
curatire. Daca se compara cu datele pentru lipire la val in mediul ambiant
(2.08 kg/h) rezulta ca formarea zgurei a fost redusa cu circa 79% (aceste
valori sunt pentru lipirea cu aliaj SnPb, deoarece lipirea fara plumb la
INTRAROM s-a facut intotdeauna numai cu azot, nu avem termeni de comparatie
pentru situatia lipirii in mediul ambiant). Desi este o analiza bruta a
fenomenului el confirma efectul pozitiv al utilizarii azotului la lipirea la
val.
- Efectul
asupra mentenantei echipamentului
Mentenanta
unei bai de lipire la val este foarte consumatoare de timp. Zgura trebuie
indepartata frecvent pentru a asigura buna functionare a pompelor si
performanta valurilor pentru un proces de lipire eficient. O reducere a
productiei de zgura necesita o mentenanta mai redusa si intreruperea functionarii
liniei de mai putine ori, ceea ce duce la un volum al productiei mai mare.
Inainte de
introducerea azotului operatia de curatire se facea de 4-5 ori pe zi, in ore
insemnand circa 2-2.5 ore dintr-o zi. Dupa introducerea azotului s-a constatat
ca este suficienta o singura interventie pe zi (circa 30 de minute). Rezulta un
important castig in ore pentru productie. Introducerea tuburilor (nozzle) de la
capatul conductelor pentru azot nu au crea probleme deosebite pentru echipa de
intretinere. Ele pot fi indepartate si reinstalate rapid cand e necesar. In
concluzie, costurile pentru mentenanta echipamentului s-au redus.
Efectul asupra calitatii lipiturilor
Dupa
cum studiile au aratat, lipirea in atmosfera de azot modifica doi parametrii
importanti care afecteaza calitatea lipiturilor la val:
- eliminarea
oxidarea metalelor, care se confirma, precum s-a aratat mai sus, prin drastica
reducere a zgurei si reducerea cheltuielilor de intretinere. Zgura poate induce
defecte iar oxizii pot face ca lipiturile sa fie proaste.