EDM = Electric-Discharge Machining (Prelucrare prin
descarcari electrice)
EDM este o tehnologie oarecum similara ECM-ului si care
adesea se confunda cu aceasta si realizeaza prelucrarea pieselor metalice prin descarcari electrice intre
acestea si scula (electrod), ambele fiind imersate intr-un lichid dielectric.
Def. Material
dielectric= Material izolant din punct de vedere electric si care se
polarizeaza temporar cand este introdus intr-un camp electric.
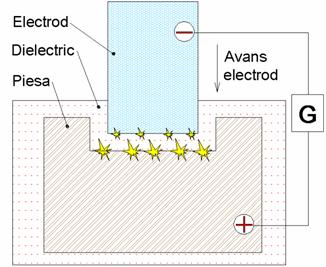
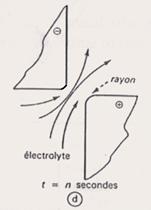
Forma negativul electrodului este imprimata gradual in
piesa.
Intre piesa si electrod nu exista contact, distanta fiind
cuprinsa intre 0.02 si 0.3 mm. In cursul prelucrarii este recomandat sa se
mentina constanta aceasta distanta.
Inceperea descarcarii electrice ce produce scanteia
corespunde momentului in care, ca urmare a cresterii tensiunii aplicate intre
piesa si electrod se produce fenomenul de strapungere a lichidului dielectric.
Def La depasirea unei anumite valori a intensitatii campului
electric, densitatea curentului electric creste rapid cu campul si are loc
strapungerea izolantului. Fenomenul de strapungere se produce daca tensiunea
aplicata depaseste valoarea numita de strapungere,Ustr respectiv daca
intensitatea campului electric este cel putin egala cu rigiditatea dielectrica
Estr.
In timpul descarcarii se produc scantei mai mari la
nivelul piese de prelucrat dar si o serie de scantei mai mici la nivelul
electrodului ceea ce duce la consumarea acestuia.
In timpul miscarii electrodului , fiecare arc electric se
comporta ca o sursa individuala de caldura ce cauzeaza fuziunea si fierberea
particulelor de material corespunzatoare electrodului si piesei de prelucrat.
Materialul indepartat se evacueaza sub forma unor granule
foarte mici.
Spre deosebire de ECM unde exista un flux permanent de
lichid, la EDM avem o baie statica de lichid. Dupa fiecare descarcare electrica
cu indepartare de material, dielectricul
este evacuat si inlocuit cu altul curat.
Dielectrici lichizi:
. uleiuri minerale: ulei de condensator, ulei de
transformator;
. uleiuri sintetice: hidrocarburi aromatice clorurate,
uleiuri siliconice,
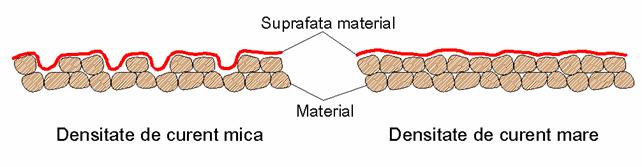
In urma prelucrarii pieselor prin EDM are loc schimbarea
structurii moleculare a materialului la nivelul suprafetei unde se produc
scanteile, rezultand o suprafata tratata, care insa nu intotdeauna este
acceptata de client.
Suprafetele obtinute in urma procesului de EDM nu sunt
foarte fine comparativ cu ECM.

ECM = Electro-Chemical Machining
(Prelucrare prin procedee electro-chimice)
Prelucrarea metalelor prin procedee electrochimice s-a
dezvoltat incepand din anul 1958 in USA
si apoi cativa ani mai tarziu in Europa de vest , in special in
industria aeronauticii ca urmare a folosirii unor metale greu prelucrabile
prrin procedee conventionale: metale refractare, aliaje de titan, aliaje cu
continut de cobalt si nichel.
ECM este un procedeu electrochimic pentru prelucrarea
metalelor, in care piesa este prelucrata prin dizolvare anodica pe baza principiului electrolizei
ECM - PRINCIPII
Electroliza spontana
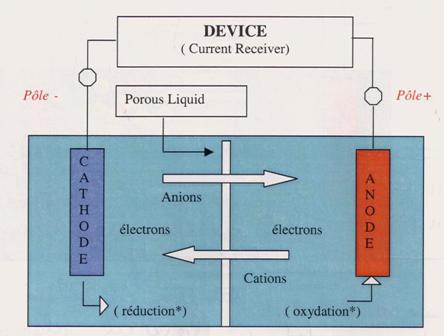
Electroliza este un fenomen ce se petrece la trecerea
curentului electric continuu prin solutia sau topitura unui electrolit.
Fenomenul este complex si consta atat in migratia ionilor
pozitivi catre catod si a ionilor negativi spre anod ,cat si in neutralizarea acestora
.
Astfel la electrozi, ionii capteaza, respectiv cedeaza electroni,
tranformandu-se in atomi neutri sau grupe de atomi. Acestia se pot depune ca
atare pe electrod sau pot reactiona :
cu moleculele dizolvantului ,
cu electrodul ,
intre ei .
Se formeaza astfel produsi secundari ai electrolizei.
Daca se foloseste o celula electrolitica formata din doi
electrozi cufundati intr-o solutie de electrolit si legati de o sursa de forta
electromotoare, se inchide de asemenea un circuit electric. La aplicarea unei
tensiuni electrice, intre electrozi se formeaza un camp electric; miscarea,
pana atunci dezordonata, se transforma in miscare dirijata. Aceasta miscare
orientata se numeste migrare.
Ionii pozitivi migreaza in directia electrodului
negativ(catodul) si ionii negativi in directia electrodului pozitiv(anodul).
Ionii incarcati pozitiv fiind atrasii de catod se numesc anioni. Prin urmare,
trecerea curentului electric printr-un electrolit este insotita de deplasarea
de materie. Aceasta deplasare de materie este insotita de variatii de
concentrati si deci prin separare de substanta la punctele de intrere si de
iesire a curentului electric in, respectiv din, solutia electrolitului.
Procesul este o electroliza.
Electroliza
fortata
La catod: ionii (+) prezenti in electrolit migreaza spre
electrodul negativ sub efectul campului electric si se pot descarca.
Reactia chimica
corespunzatoare acesui fenomen se numeste reductie
La anod: ionii (-) prezenti in electrolit migreaza spre
electrodul pozitiv si isi pierd incarcatura negativa.
Reactia chimica
corespunzatoare acesui fenomen se numeste oxidare. Aceasta reactie se mai
numeste si disolutie anodica si este folosita in prelucrarile
electrochimice.

ECM - APLICABILITATE
|
Criterii tehnice
|
Piese a caror material este dificil de prelucrat prin prelucrari
conventionale
Piese ce au fost tratate termic inaintea operatiilor de prelucrare
Piese a caror forma este dificila de realizat prin prelucrari
conventionale
Piese la care necesitatea indepartari mari de material ar duce la slabirea
rigiditatii
Piese fara deteriorari metalurgice a suprafetei de prelucrat
Piese la care prelucrarea prin procedee treditionale duce la aparitia
bavurilor
Piese cu o rugozitate fina a suprafetelor greu accesibile
|
|
Criterii economice
|
Piesele sunt produse de serie
|
|
Informatii economice
|
Piese la care prelucrarea prin metode conventionale sau EDM sunt scumpe
Piese cu suprafete lustruite ce pot fi realizate doar prin ECM
- Piese cu caracteristici geometrice ce pot fi obtinute doar prin ECM
|
|
Specificatii particulare
|
Realizarea unor despicaturi fine (< 2 mm)
Realizarea unor gauri de diamtru foaret mic
- Realizarea de forme prismatice sectiuni cu unghiuri foarte ascutite
|
COMPARATII INTRE
ECM SI EDM
|
EDM
|
ECM
|
|
Principiul de
indepartare a materialului
|
Indepartare
de material prin descarcare electrica
|
Indepartare de material prin disolutie anodica
|
|
Principalele materiale folosite
|
Toate materialele metalice
|
-Toate materialele metalice cu
structura omogena
-Dificil de prelucrat daca un sunt
materiale omogene sau compozite
|
|
Tipuri de forme prelucrate
|
- Toate formele tubulare si
prismatice (cu
conditia sa aibe forme indepartabile)
- Obtinerea
unor muchii ascutite
- Obtinerea
unor dimensiuni foarte mici
|
- Formele tubulare si prismatice (cu conditia sa aibe forme indepartabile)
- Imposibil de obtinut muchii ascutite la piesele prelucrate
(minim: R=0,2 - 0,3mm)
|
|
Moduri de prelucrare
|
- Ebosare
- Finisare
|
- Finisare
|
|
Precizia de prelucrare
|
Toleranta
poate fi mai mica de +/- 0,01 mm
|
+ 0,025 mm la
formele prismatice
+/- 0,05 mm la
forme cu sectiune evolutiva
|
|
Rugozitate
|
Variaza in functie de felul prelucrarii:
- Ebos : 20 ÷ 35 µm Ra
- Finis : 0,6 ÷ 2,5 µm Ra
|
In general
este cuprinsa intre 0,2 3 µm Ra
|
|
Indepartarea de material
|
-Ebos : 500 ÷ 1500 mm3/mn
- Finis : 1 ÷
40 mm3/mn
|
Mai eficienta decat EDM:
mm3/mn/1000A (otel)
|
|
Uzura electrozilor
|
Depinde de
modul de prelucrare:
-usoara: ≈1% la ebos
-puternica: 15 ÷ 40% la finis
|
Nu se uzeaza
|
Prelucrarea pieselor metalice prin ECM este aproximativ
de 10 ori mai rapida decat prin EDM
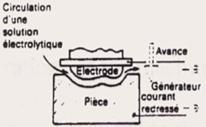
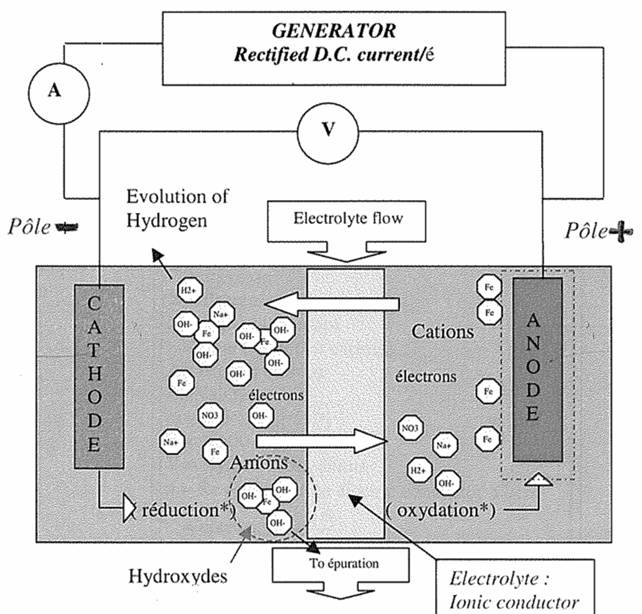
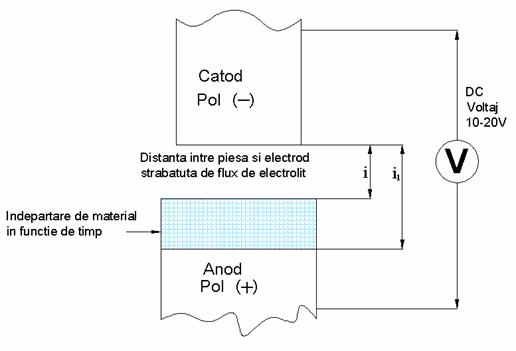
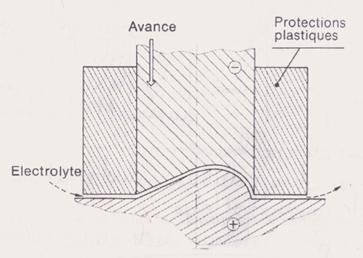
ECM -PROCES
Se realizeaza un curent intre scula (cu rol de catod avand polaritate
negativa) si piesa de prelucrat (ce are rol de anod avand polaritate pozitiva)
Scula si piesa sunt despartite printr-un spatiu de lucru prin care trece un
lichid de lucru numit electrolit.
Acesta are rol de a facilita fluxul de curent electric de la anod la catod.
Electrolitul este in general o solutie de apa cu nitrat de sodiu (NaNO3)
sau cu clorura de sodiu (NaCl).
Electrolitii sunt diferiti de metale din punct de vedere al
conductibilitatii deoarece la electroliti curentul este purtat de catre atomi
pe cand la metale electronii realizeaza trecerea curentului. Acesti atomi se
numesc ioni.
Ionii pozitivi se numesc cationi iar cei negativi se numesc anioni.
Sub actiunea curentului electric miscarea dezordonata a ionilor devine
ordonata si cationii care in cazul nostru sunt atomii pozitivi de metal (Fe) se
deplaseaza de la anod (piesa de prelucrat) spre catod. Dupa ce se desprind de
anod atomii pozitivi de Fe reactioneaza cu OH- din electrolit dand nastere la Fe(OH)2
impiedicand astfel atomul de Fe sa se mai depuna pe electrod.
la
anod are loc ionizarea Fe:
Fe ==> Fe2+(aq) + 2e-
la
catod are loc generarea ionilor de hidroxil si hidrogen gaz:
H2O + 2e- ==> H2 + 2OH-
la
final are loc neutralizarea cationilor de Fe avand ca rezultat formarea de
hidroxid feros:
Fe + 2H2O ==>
Fe(OH)2(s) + H2
hidroxidul
feros poate forma in continuare hidroxid feric:
4Fe(OH)2 + 2H2O + O2 ==> 4Fe(OH)3
Aparitia hidroxidului de Fe in electrolit duce la cresterea rezistivitatii
acestuia ducand implicit la scaderea ratei de transfer a atomilor de Fe si
incetinirea procesului.
Ca urmare pentru indepartarea Fe(OH)2 se aplica un flux de
electrolit curat cu conductibilitate ridicata ce inlocuieste electrolitul cu
acumulari de hidroxid si mentine o rata ridicata de transfer de atomi de Fe.
De aceea fluxul de electrolit si calitatea electrolitului (gradul de
filtrare) este foarte importanta in obtinerea unui proces stabil si corect.
LEGILE ELECTROCHIMICII
Rata de indepartare a materialului este guvernata de legile electrochimiei
ale lui Ohm si Faraday
U = Voltajul V
R = Rezistenta SI
I = Intensitatea curentului A
J= Densitatea curentului A/cm
i = distanta
dintre anod si catod cm
s = Area of the current path cm
 = Conductibilitatea Siemens S = Conductibilitatea Siemens S
c =
concentratia (densimetru)
T =
Temperatura in grade Celsius °C
↑ =
crestere
descrestere
M = Cantitatea de material indepartata gr
t =
Timp ( curent efectiv)
min
A= Numar
atomic
Z= Valenta
m = Gravitatea specifica gr/cm3
F =
96500 coulombs
V = Hydroxydes volum cm3
ρ = Rezistivitatea
unui conductor Ω/cm
C = constant =
|
|
1. Legea lui Faraday
Cantitatea de substanta care se depune pe electrozi in
timpul electrolizei este proportionala cu cantitatea de electricitate care
trece prin solutie, deci cu intensitatea curentului si cu timpul in care trece
curentul prin electrolit.
 M=C·I·t M=
M=C·I·t M= ·I·t·ηF
·I·t·ηF
Deci cantitatea de material
indepartat este conditionata de intensitate (I) si timp (t)
NOTA: Valenta
exacta la care un material intra in reactie electro-chimica adeseori un este
cunoscuta. In timp ce unele metale au o singara valenta, iar valenta la care
multe altele intra in reactie este cunoscuta, exista si un numar mic de metale
ce intra in reactie la valente multiple ( Cr, Ni ).
Rata exacta de indepartare a materialului nu poate fi calculata decat daca
procentajul valentelor in reactie a fost corect stabilit.
2. Diagrama
3. Legea lui Ohm
Pe o portiune de circuit
intensitatea curentului electric este egala cu raportul dintre tensiunea
aplicata la capetele portiunii si intensitatea curentului ce o
strabate.
I=
4. Rezistenta
Rezistenta unui conductor electric
este definita prin formula:
 R=ρ·
R=ρ·
Rezistent R a legii lui Ohm
aplicate unui conductor ionic (electrolitul aflat intre electrod si piesa) este
data de urmatoarea formula:
R=
5. Densitatea curentului




 ==>
==> 
Cu cat distanta dintre electrod si
piesa este mai mica cu atat densitatea este mai mare .
Cu cat vom avea o densitate de
curent mai buna cu atat precizia si rugozitatea vor fi mai bune.
In general pentru debavurare J=20 ÷
30 A/cm2
O densitate de curent buna va duce
la o indepartare consistenta si constanta de material pe cand o densitate proasta va
determina o indepartare intermitenta si neuniforma de particule, suprafata
rezultata avand o rugozitate mare.
6. Conductivitatea
Pentru ca un electrolit sa fie
eficace si eficient trebuie :
sa aiba
o buna conductivitate electrica
sa nu
fie scump
sa fie
disponibil imediat
sa nu
fie toxic
sa aiba
o actiune coroziva cat mai mica
Cei mai raspanditi electroliti
sunt:
solutia
de nitrat de sodiu (NaNO3) cu apa
solutia
de clorura de sodiu (NaCl : sare de mare) cu apa
Totusi cea mai folosita este cea cu
NaNO3 datorita actiunii mai putin corozive.
Pentru electrolitul standard NaNO3
cu 200g/l concentratie(sau 20% in greutate) valoarea conductivitatii este 124 miliSIEMENS (ms) pentru o temperatura
de 20°C.
Conductivitatea depinde de:
natura
electrolitului NaNO3 sau NaCl
concentratia
c ==> pentru 200g/l 2D 1,127
temperatura
T (in °C) ==> in general
20÷30°C
Deoarece conductivitatea variaza cu
temperatura si concentratia, trebuie luate masuri pentru a mentine acesti
parametri constanti.
Dispozitivele de control automat al
temperaturii pot fi utilizate pentru a mentine temperatura electrolitului
constanta prin actionarea asupra unor racitoare si incalzitoare.
Concentratia poate fi pastrata
constanta prin utilizarea densimetrelor si dispozitivelor de dozare automate.
CURGEREA ELECTROLITULUI
1. Curgere laminara
Curgerea fluidelor reale este
insotita intotdeauna de aparitia unor forte de frecare interna . Aceste forte
se datoresc faptului ca diferitele straturi paralele ale fluidului care curge
au viteze diferite ; straturile situate mai aproape de peretii piesei si ai
electrodului au viteze mai mici in comparatie cu cele situate mai aproape de mijlocul
distantei dintre ele.
In prelucrarea electrochimica nu ar
trebui sa fie un flux laminar deoarece nu se obtine o prelucrare buna.
2. Curgere turbulenta
Curgerea are loc dezordonat, viteza
de deplasare a particulelor are si o componenta perpendiculara pe
directia de curgere si straturile de fluid se amesteca.
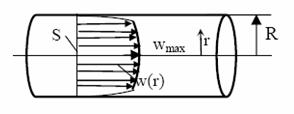
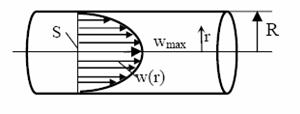
Repartitia vitezelor de
curgere pe directia de curgere depinde de regimul de curgere:
- pentru curgerea in regim laminar,
repartitia vitezei axiale are un aspect parabolic, cu valoare maxima
in axa conductei;
- pentru curgerea in regim
turbulent forma curbei de distributie a vitezelor axiale este mai
aplatisata, valoare vitezei medii fiind mai apropiata de cea a vitezei maxime
In concluzie curgerea trebuie
compromisa preferandu-se mai degraba o curgere turbulenta decat una laminara.
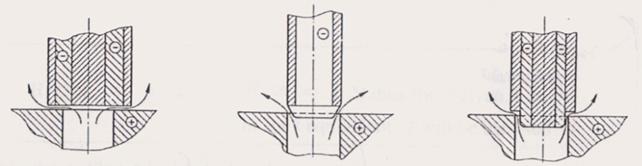
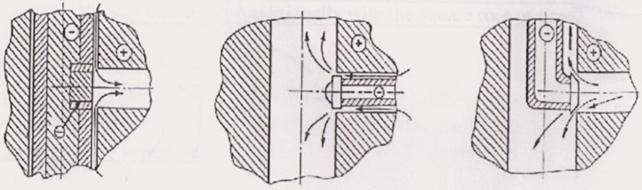
TIPURI DE CURGERE
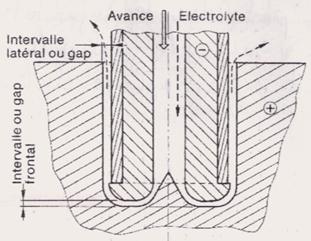
3. Curgere dierecta
- Electrolitul ajunge prin gauri executate
in electrod si este avacuat prin spatiul dintre electrod si piesa in afara dispozitivului.
- La iesirea din piesa electrolitul
sufera o destindere datorita cresterii sectiunii ducand la micsorarea
densitatii si presiunii acestuia pe portiunea respectiva, curgerea fiind
inrautatita.
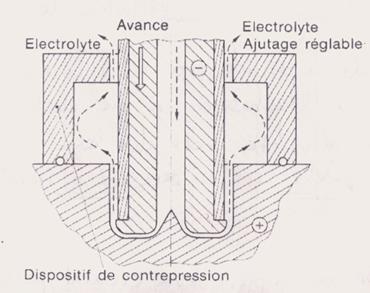
4. Curgere directa cu presiune de retur
Acelasi principiu ca la curgerea
directa , cu exceptia faptului ca pe faza finala curgerea electrolitului este
franata de catre un dispozitiv ce realizeaza o presiune de retur imbunatatind
curgerea pe acasta zona.
Dispozitivul de deasupra piesei
face posibil reglajul presiunii de retur.
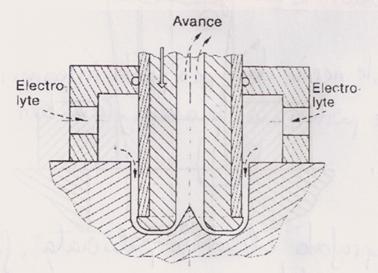
5. Curgere inversa
Elactrolitul parcurge traseul
invers ca la curgerea directa, fiind introdus prin spatiul dintre piesa si
electrod, evacuarea facandu-se prin gaurile practicate in electrod. Sensul de
curgere al electrodului la iesire este invers celui in care inainteaza scula
(electrodul)
6. Curgere tangentiala
Face posibila prelucrarea pieselor
cu forme evolutive prin injectarea fluxului de electrolit acolo unde directia
acestuia este prependiculara pe directia de avans a electrodului.
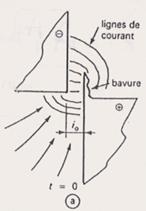
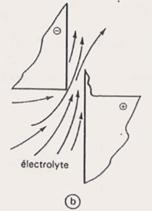
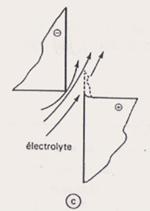
DEBAVURARE PRIN ECM numita si
ECD (Electro Chemical Deburing)
In cazul debavurarii se urmareste rotunjirea
muchiilor vii rezultate in urma prelucrarilor clasice in special intersectii de
gauri si canale pentru a elimina zonele
cu concentrari mari de tensiuni si a imbunatatii curgerea .
Zonele de la capul hidraulic ce se
prelucreaza prin ECM.
Faza 1: Soft Stage
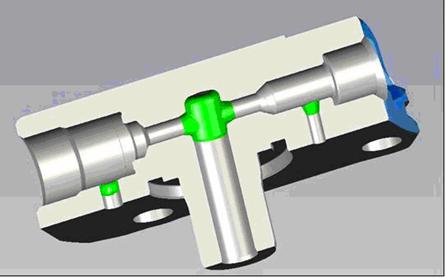
Faza 2: Hard Stage
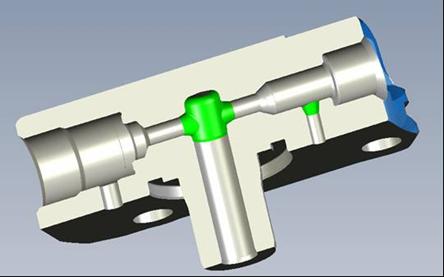
Tipuri de catozi:
- intersectia a doua canale
- intersecta unui canal cu o
suprafata