CHIMIE SI INGINERIE CHIMICA
STICLA
OPTICA
1.
Sa se prezinte o linie de fabricare a
sticlei optice cu productivitate de 500t/an
2. Datele de
pornire
*Compozitia sticlei optice:
SiO = 53.33%
= 53.33%
HBO =16.20%
=16.20%
AlO =8.8%
AsO=0.2%
KO =16.30%
F =5.30%
*Constantele optice:
nD=1.4700
(nF-nD).10-5=701
* Materii prime:
- cuart/ nisip
- acid boric
- alumina calcinata
- oxid de arsen
- carbonat de potasiu
- floruri
|
Mat.
prima
|
SiO
|
HBO
|
AlO
|
AsO
|
KO
|
F
|
PC
|
|
Cuart
|
|
_
|
0.8
|
_
|
_
|
_
|
0.2
|
|
HBO
|
|
|
_
|
_
|
_
|
_
|
43.5
|
|
Alumina
calcinatǎ
|
_
|
_
|
100
|
_
|
_
|
_
|
_
|
|
AsO
|
_
|
_
|
_
|
|
_
|
|
|
|
KCO
|
_
|
_
|
|
|
|
|
44.4
|
|
Floruri
|
_
|
_
|
_
|
_
|
_
|
100
|
_
|
|
Total
|
53.30
|
16.20
|
8.8
|
|
16.30
|
|
|
3. Introducere
3.1. Sticla optica
Lentilele sunt folosite in sisteme optice de sticla sau orice alta
substanta
transparenta avand o forma care le permite sa
refracteze lumina orcarui obiect de forma reala sau virtuala. Lentilele
de contact si lentilele din ochelarii sunt folosite in scopuri medicinale.
Lentilele mai sunt folosite si la
microscoape, telescoape si alte instrumente optice, ele sunt la fel de
importante la ochi cat si designul lor. Majoritatea lentilelor sunt formate dintr-un
tip de sticla de calitate superioara
.
Aceasta se mai numeste si sticla optica care nu are defecte interne bule
de aer sau alte imperfectiuni. Procesul de a face o lentila dintr-un bloc de
sticla implica mai multe operatiuni . Primul pas este de a trasa o forma de
lentila pe blocul de sticla. Dupa ce este taiata ea este presata de o bucata
subtire de metal a carui margini sunt presarate cu praf de diamant.
Bucata de sticla este
adusa la forma sa fiind taiatǎ de o placa din fier acoperitǎ cu o
amestecare din apa si adezive. Pentru a fi obtinuta suprafata lentilei se
folocesc unelte concave sau convexe incarcate cu abrasive. Ultimul process de
terminare al lentilei este slefuirea, iar dupa aceasta nu mai trebuie decat
taiat din margini incat sa fie egale.
Istoria Lentilelor : Primele
lentile dateazǎ de pe vremea Grecilor si Romanilor,unde sferele de sticla
erau umplute cu apa.Aceste lentile umplute cu apa erau folosite ca pahare cu
foc.Adevaratii ochelari nu au aparut in timpurile clasice au fost fabricati
probabil pentru prima data la sfarsitul sec. al 13-lea in Europa.
Procesul de fabricare al
lentilelor nu s-a schimbat prea mult din Evul Mediu, inafara de utilizarea
gradului in slefuire introdus de Isaac Newton.
Developarea
recenta a plasticului si a proceselor speciale pentru a le modula a dus la
cresterea productiei de lentile . Lentilele de plastic sunt mai usoare mai
ieftine si mai putin fragile decat cele din sticla.
Lentilele
gravitationale : Fenomen atrologic preis de Teoria Relativitatii a lui
Albert Einstein.
Teoria explica ca obiectele din
spatiu care sunt sutficient de masive ar putea sa actioneze ca lentile pentru
lumina venind de la mai multe obiecte care sunt la mai mare departare in
acceasi linie incat observatorii de pe Pamant sa poata observa.
Daca aceasta teorie este
adevarata acel obiect poate forma mai multe imagini identice in departare.
Prima lentila gravitationala a fost descoperita in 1979 de astronomul britanic
,Dennis Alsh.
Lentila este o galaxie eliptica, si
produce o imagine dubla intr-o departare. Alte asemenea fenomene au fost
observate care include si Ielul lui Einstein din 1988 care a fost format din
alinierea perfecta unor obiecte mai apropriate sau mai departate.
Ochelarii : Lentile sau prisme purtate
in fata ochilor pentru a compensa diferite defecte ale vederii.Cele mai
obisnuita forma de ochelari este o pereche de lentile din sticla,intr-o rama de
metal sau plastic si cu suportul pentru nas. Rama este tinuta prin suruburi ,sau brate ,care prind capul sau
carligul dupa urechi.
Ochelarii cu lentile facute din
plastic tare sunt folosite de obicei pentru motive care maresc gradul de
siguranta si pentru a nu fi la fel de grele ca cele de sticla.
Alte forme de ochelari care sunt tinuti pe loc
aplicand presiune nasului si care de obicei sunt numiti pince-nez Franceza
-Lentile
singure care sunt folosite pentru corectia unui singur ochi care sunt prinse de
orbita ochiului si care se numesc monochelari
-Ochelari
cu maner decat brate ,de obicei folositi pentru citit ,si care se numesc
lorgnetts folositi foarte rar in zilele de astazi. Frecvent este nevoie de slefuirea lentilelor
pentru ca acestea sa corecteze mai multe
defecte deodata .
Lentile
Bifocale sunt folosite pentru a corecta o anumita cantitate din defect .Acestea
sunt folosite si pentru vederea apropiata si pentru cea departata. -Lentilele
Trifocale sunt lentile Bifocale cu un centru unde se afla o alta dioptrie.
De mult timp sticla este un material optic consacrat.
Aceasta pentru ca sticla cumuleaza cateva propritati fizice si tehnologice
pretioase. Se pot obtine cantitati mari de sticla perfect omogena din punct de
vedere optic (transparenta, indice de refractie, dispresia); variatia
compozitiei poate duce la modificari ale proprietatilor optice, rezistenta
sticlei la diferiti agenti externi.
Sticlele optice se grupeaza in doua
mari categorii care difera intre ele prin compozitie, dar mai ales prin
valorile constantelor optice.
Sticlele cron (crown) care este o sticla silico-calco-sodica, ce mai
contine suplimentar diferite propritatii de alti oxizi sau fluoruri (BaO, P2O5,
Al2O3, NaF, KF, La2O3, etc.). Sticla cron are indicii de refrectie mici si
dispersii mari.
Sticlele flint care contin un procent ridicat de oxizi ai metalelor grele
(TiO,CdO,LaO,BiO) Ele au indicii de refractie ridicati si dispresii mici.
Instrumentele optice moderne necesita
sticle cu o mare varietate de indicii de refractie pe cand dispresia, le este
necesara doar in spectroscopie.
3.2. Fibrele optice
Fibrele din sticla si-au gasit o aplicare neasteptata in optica si se
bazeazape proprietatea acestor fibre de a conduce lumina de-a lungul firului de
sticla cu foarte putine pierderi. Cand firul este drept, lumina se transmite in
linie dreapta. Daca firul este indoit, lumina urmeaza toate ondulatiile
datorita reflexiilor totale repetate care au loc la suprafata de separare
sticla-aer.
In felul acesta lumina poate fi condusa la distante mari. Aplicatiile au
devenit interesante numai dupa ce s-au folosit fibre de sticla extrem de
subtiri inmanuncheate intr-un fascicol de grosimea necesara si care poate fi
indoit cu usurinta. Se practica uneori vopsirea acestor la exterior cu negru,
pentru a evita trecerea parazitǎ a luminii intre fibre. Astfel s-au putut
transmite imagini prin cablu din spatii sau incaperi greu accesibile sau in
care exista conditii periculoase. S-a pus la punct un aparat care permite
vizionarea si fotografierea unor imagini transmise de un fascicol de fibre de
1,25mm diametru si de circa 1m lungime. Aparatul se foloseste in medicina
pentru vizualizarea interiorului stomacului dupa ce pacientul a inghitit
capatul cablului optic. Imaginea totala, desi mica este foarte clara si
precisa. Exista posibilitatea ca un astfel de dispozitiv, introdus printr-o
vena, sa observe starea de functionare a inimii.
Printre
aplicatiile fibrelor optice se numara si laserele. Laserul este un dispozitiv
care realizeaza emisia stimulata a luminii. In mare, principiul emisiei
stimulate a luminii poate fi descris astfel: unii electroni din invelisul
electronic al unor anumiti atomi sunt determinati sa treaca pe un nivel
energetic superior iar apoi sa revina simultan pe nivelele initiale, emitand
diferente de energie sub forma de lumina cu o anumita lungime de unda.
,,Ridicarea" electronilor pe un nivel superior se realizeaza iradiind atomii
respectivi cu lumina de o lungime de unda aleasa astfel incat sa corespunda cu
diferenta de energie dintre cele doua nivele. Revenirea electronilor pe
nivelele energetice inferioare, insotita de emisia luminii este stimulata tot
de iradiere cu lumina de o alta lungime de unda (ce da electronilor impulsul
initial).
In realizarea
laserelor, sticla reprezinta mediul transparent in care atomii alesi in functie
de lungimea de unda a luminii ce trebuie emisa si de particularitatile
invelisului de electroni, sa fie inglobati intr-o anumita concentratie.
Pe baza proprietatilor ei optice, sticla se foloseste in
executarea semnelor de circulatie care stralucesc puternic cand sunt iluminate
de farurile autovehiculelor, devenind astfel vizibile in timpul noptii. In
acest scop se folosesc bile de sticla de mici dimensiuni. Astfel se valorifica
proprietatea corpurilor sferice de a reflecta practic intreaga cantitate de
lumina incidenta in directia din care sunt iluminate. Aceste bile se aplica pe
placa semaforului rutier deasupra unui polimer alb sau colorat.
Desi aceasta
scurta istorie a sticlei se inchieie la inceputul sec. 20, evolutia tehnologica
evident a continuat. Domenii precum controlul computerizat, tehnologii solare
sau materie inteligenta (integrarea de elemente microelectronice si mecanice in
sticla pentru a crea sticla capabila sa "reactioneze" la forte exterioare) nu
sunt inca gata pentru a fi incluse intr-o istorie a sticlei.
4. Calculul
retetei
4.1. Notiuni introductive
La baza calcului compozitiei amestecului de
materii prime se afla compozitia chimica a sticlei, ce trebuie fabricata. In
cazul unui proces tehnologic utilizat in mod curent, compozitia sticlei este
stabilita pe baza experientei producatoruilui. Daca este vorba despre de
introducerea in fabricatie a unui
sortiment nou de sticla, atunci alegerea compozitiei necesita folosirea datelor
din literatura privind proprietatile noului tip de sticla si rezultatele
cercetarilor proprii.
Pornind de
la compozitia sticlei se aleg materiile prime si se face calculul amestecului
de materii prime. Din acest punct de vedere calculul amestecului de materii
prime are o importanta la fel de mare ca si stabilirea compozitiei sticlei,
deoarece de corectitudinea cu care el se efectueaza depind rezultatele tehnice
si economice ale productiei. Pentru calcularea corecta a unui amestec trebuie sa se tina seama
de compozitia chimica a amestecului, alegerea materiilor prime, cantitatea
de gaze ce rezulta prin descompunerea componentilor, granulatia lor,
omogenitatea amestecului etc.
4.2. Metoda exacta de
calcul
Sa se
determine amestecul de materii prime pentru o sticla cu urmatoarea compozitei
oxidica:SiO=53.30%, HBO =16.20%,
=16.20%, AlO=8.8%, AsO=0.2%, KO=16.30%, F=5.30%
AlO=8.8%, AsO=0.2%, KO=16.30%, F=5.30%
Pentru obtinerea acestei sticle s-a ales ca materii prime:
cuart, acid boric, alumina calcinata, oxid de arsen, carbonat de potasiu,
florurii.
|
Mat.
prima
|
SiO
|
BO
|
AlO
|
AsO
|
KO
|
F
|
PC
|
|
Cuart x
|
|
_
|
0.8
|
_
|
_
|
_
|
0.2
|
|
HBO y
|
|
|
_
|
_
|
_
|
_
|
43.5
|
|
Alumina
Calcinata z
|
_
|
_
|
100
|
_
|
_
|
_
|
_
|
|
AsO t
|
_
|
_
|
_
|
|
_
|
|
|
|
KCO v
|
_
|
_
|
|
|
|
|
44.4
|
|
Floruri w
|
_
|
_
|
_
|
_
|
_
|
100
|
_
|
|
Sticla
|
53.30
|
16.20
|
8.8
|
|
16.30
|
|
|
Se scrie sistemul de ecuatii pentru fiecare component al
sticlei:
Pentru cuart: 8 kg(cuart)
kg(cuart)
 kg HBO
kg HBO
 kg alumina)
kg alumina)
 kg AsO
kg AsO
 kg carbonat de potasiu
kg carbonat de potasiu
 kg floruri)
kg floruri)
Total: x+y+z+t+v+w=125.78(amestec de materiale)
125.78
kg amestec 53.83 kg cuart 28.72 kg acid boric .. 8.37 kg
alumina 0.2 kg AsO 29.36 kg carbonat de potasiu.5.3 kg
floruri
100.a..bc.d.ef
a =42.79% (cuart)
b=22.83%(acid boric)
c=6.65%(alumina)
d=0.15% (AsO)
e=23.34%(carbonat de potasiu)
f=4.2% (floruri)
Materii prime
Baza
dezvoltarii industriei sticlei o constituie materiile prime, care reprezinta o
gama relativ larga, incepand cu nisipul, soda, calcarul , dolomita si terminand
ci oxizii coloranti si alte materii prime folosite ca adaos.
Materiile
prime pot intra in compozitia sticlei in intregime, cum este cazul nisipului si
a altor oxizi sau partial, cum este cazul carbonatilor, sulfatilor, azotatilor,
care in procesul de topire se descompun ramanand in sticla numai oxizii
respectivi.
Proportiile
in care materiile prime intra in amestec sunt bine determinate si calculate in
functie de compozitia oxidica dorita sau necesara pentru sticla. De
asemenea adaosul unor componenti noi la
materiile prime, chiar in cantitati foarte mici, schimba compozitia si mai ales
proprietatile sticlei.
Materiile prime se pot clasifica in functie de
rolul detinut in procesul de topire ca materii prime de baza si materii prime
ajutatoare.
Materiile
prime de baza contin oxizii principali si contribuie cu o pondere mare la
formarea sticlei de o anumita compozitie si cu propritati
fundamentale bine determinate. Din aceasta clasa fac parte:
Vitrifiantii, prin care se inteleg materiile prime
care prin structura, ponderea si compozitia lor chimica se transforma prin
topire in materiale vitroase. Acestia sunt: SiO2, B2O3,
P2O5, si mai rar Al2O3, Ge2O3,
V2O5, As2O3.
Fondantii, care au rolul de a cobori temperatura de
formare a sticlei si din care fac parte Na2O, K2O
introdusi ca soda, sulfat de sodiu si respectiv carbonat de potasiu.
Stabilizantii, sunt materiile prime care prin
aportul lor in oxizi stabilizeaza sticlele, dandu-le o rezistenta chimica,
fizica si mecanica mai mare. Dintre acestia fac parte CaO, MgO, Al2O3
introdusi prin calcar, dolomita, feldspat.
Materiile prime ajutatoare se introduc in sticla, in
general, in cantitati mici si foarte mici, dar influenteaza in mod sensibil
procesul de topire si mai ales proprietatile sticlei. Din aceasta grupa
fac parte acceleratorii de topire, afanatii, colorantii si decolorantii,
opacizantii, oxidantii si reducatorii.
Materiile prime se mai pot calsifica dupa provenienta
in:
Materii prime naturale, ce se gasesc in natura in
forma in care pot fi utilizate direct in procesul de fabricatie sau in urma
unor prelucrari. De ex.: nisipul, calcarul, dolomita, feldspatul, alabastrul
etc.
Materii prime artificiale, care se obtin in cadrul
unor ramuri de productie specializat, prin tehnologii complexe, plecandu-se de
la alte materii prime. Din aceasta grupa fac parte: Na2CO3,
K2CO3, BaCO3, Na2SO4
etc.
4.3.1. Vitrifiantii
Vitrifiantii sunt materiile prime care prin topire, urmata
de solidificare, se transforma intr-o masa vitroasa. Principalii vitrifianti in
sticle sunt: SiO2, B2O3, P2O5.
Bioxidul de siliciu
Bioxidul de siliciu, componenetul principal al sticlelor
industriale este foarte raspandit in natura, intrand in componenta celor mai
diferite roci si minerale. In stare pura se gaseste cel mai adesea sub forma de
cuart si anume: cristal de stanca, cuartit si nisip cuartos. In ordinea
enumerarii scade puritatea si creste marimea zacamintelor. Din aceasta cauza,
cristalul de stanca este o materie prima scumpa, folosindu-se numai pentru
sorturi cu totul speciale de sticla, cum este sticla transparenta de cuart.
Bioxidul de siliciu prezinta mai multe stari polimorfe,
transformarile polimorfe au loc dupa cum urmeaza:
-cuart
575 α-cuart870 α-tridimit 1470 α-cristobalit 1713 lichid
α-cuart870 α-tridimit 1470 α-cristobalit 1713 lichid
Cea mai utilizata materie prima prin care se introduce
bioxidul de siliciu in sticla este nisipul cuartos. Calitatea nisipului cuartos
este caracterizata in principal prin 2 parametrii: compozitia sa chimica si
compozitia granulometrica.
Din punct de vedere chimic, nisipul folosit pentru
fabricarea sticlei trebuie sa fie omogen, cu un continut de peste 97% SiO2
si impuritati cat mai putine.
Un component principal al fractiuni usoare este curtul
,care poate atinge si 99%. Nisipurile cu
peste 98% SiOsunt considerate de calitate superioara.
In nisip pot sa existe si cantitati variabile de substante
organice: resturi de vegetale, acizi humici,etc care in general nu dauneaza
asupra calitatii sticlei, dar in cantitate prea ridicata pot creea, la topire,
un mediu reducator in anumite cazuri.
Pentru fabricarea sticlei prezinta interes la fel de
mare si granulometria nisipului cuartos fiind importanta atat dimensiunea
particulelor cat si compozitia granulometrica, adica proportia in nisip a
granulelor de diferite dimensiuni. In ce priveste dimensiunea granulelor de
nisip nu este valabila regula generala conform careia un component cu cat este
mai fin cu atat este mai potrivit pentru accelerarea reactia acestuia cu alti
componenti
Topiturile din sticla sunt formate din tetraedrii de (SiO4)
in care ionul de Si4+ este inconjurat de 4 ioni de O2-.
Datorita proprietatilor pe care le au teraedrii de (SiO4) de a se
lega intre ei prin ioni de oxigen prin varfuri si datorita legaturilor Si - O -
Si foarte puternice, chiar la
temperaturi inalte, topiturile de sticla sunt foarte vascoase.
Astfel, in
cazul in care se introduce in cuptor un amestec preparat cu nisip fin (sub 0.05
mm) reactiile intre acesta si soda vor fii foarte rapide la suprafata
gramezilor de amestec si se va forma un strat de sticla care va ingreuna
degajarea gazelor formate ulterior in interiorul acestor gramezi si a
cantitatii mari de aer introdus cu nisipul fin. Toate acestea vor duce in cele
din urma la scaderea vitezei de obtinere a sticlei.
In afara de marimea granulelor, pentru industria sticlei
are importanta si forma acestora. Forma granulelor determina suprafata lor
exterioara si din acest punct de vedere sunt considerate mai bune nisipurile cu
granule de forme neregulate, cuartoase, care avand o suprafata de contact mai
mare asigura o viteza mai mare a reactiilor de formare a sticlei.
Zacamintele de nisip cuartos care prezinta importanta pentru industria
sticlei in tara noastra se gasesc la Valenii de Munte, Miorcani, Aghires
si la Fagetul Ierii.
4.3.2.Fondantii
Principalii fondanti utilizati in industria sticlei sunt Na2O
si K2O. in masura mult mai redusa si numai pentru sticle cu
proprietati speciale se intrebuinteaza Li2O. Acesti oxizi ai
metalelor alcaline joaca un rol important in elaborarea sticlei deoarece
formeaza impreuna cu oxizii vitrifianti eutectice cu temperaturi de topire
coborate, care inlesnesc reactiile si accelereaza inglobarea generala a SiO2
si a celorlalti oxizi acizi.
Oxidul de potasiu
Pentru introducerea K2O in sticla se
foloseste carbonatul de potasiu, sulfatul de potasiu sau mai rar alti compusi.
Carbonatul de potasiu este un produs al industriei chimice anorganice obtinut
prin procedeul Solvay. In industria sticlei se foloseste numai carbonat de potasiu
mai rar azotatul de potasiu pentru sticle cu proprietati optice deosebite.
Potasiul este mai putin raspandit in natura si de aceea sarurile lui sunt
scumpe.
4.3.3. Formatorii
si modificatorii
Trioxidul de aluminiu are un caracter intermediar
(amfoter), in unele sticle mai bazice , avand NC=4 si deci rol de formator. In
sticle acide NC=6 si functioneaza ca modificator. Drept materie prima se poate
folosi AlO fabricat industrial ,de puritate corespunzatoare, dar avand
un cost ridicat.
AlO in stare pura se topeste la 2050 C.Intra in compozitia sticlelor in proportie 2-3% dar in
unele sticle poate depasi 12%.
C.Intra in compozitia sticlelor in proportie 2-3% dar in
unele sticle poate depasi 12%.
Materii prime auxiliare
In categoria materiilor prime auxiliare sunt cuprinse un
numar mare de substante ce se introduc in sticla in cantitati mici sau foarte
mici si care nu sunt necesare pentru definitivarea structurii sticlei. Prezenta
acestor substante influenteaza in special modul cum decurg diferite faze ale
procesului de topire sau confera sticlei anumite propritati particulare.
4.3.4Afinantii
Au rolul
de a inlesni limpezirea sticlei topite, prin degajarea unei cantitati de gaze
ce mareste dimensiunile bulelor existente in sticla si accelereaza astfel
ridicarea lor spre suprafata .Un efect asemanator se obtine prin reducerea
vascozitatii si tensiunii superficiale a sticlei topite . O utilizare larga o are amestecul se AsO si NaNO,dar se folosesc adesea si sulfatul de sodiu, sulfatul de calciu, etc.
Acceleratorii de topire
Acceleratorii se folosesc pentru a intensifica procesele de
topire ce au loc la elaborarea sticlei. Aceasta actiune se
datoreste urmatoarelor cauze:
Formarea unor eutectice usor fuzibile cu unii din
componentii amestecului care la temperatura de topire intensifica dizolvarea
silicei in masa de topitura. In aceste conditii interactiunea componentilor
este mult marita iar timpi de topire sunt redusi.
Micsorarea vascozitatii si a tensiunii superficiale
ceea ce contribuie la usurarea afanarii si a omogenizarii sticlei topite. In
acest fel se realizeaza intr-un timp mai redus conditiile necesare pentru
prelucrarea sticlei.
Prin utilizarea acceleratorilor se realizeaza indici de
topire mai buni, creste randamentul cuptoarelor iar consumul de combustibil se
reduce.
Se mentioneaza ca si BO in proportie de 0.5-1.5%,introdus in locul SiO2
are efect accelerator,putand mari productia
cuptorului cu 15-20%.
4.3.6.Colorantii
Colorantii sunt substante ce se introduc in
amestecul de materii prime pentru a da sticlei o anumita culoare sau nuanta de
culoare. Prezenta acestor compusi determina o absorbtie selectiva pentru
anumite domenii ale spectrului, fapt ce explica aparitia culorii in sticla.
4.3.7. Decolorantii
Decolorantii au rolul de a elimina culoarea imprimata
sticlei de cantitatile mici de oxizi de fier, prezenti intotdeauna in amestecul
de materii prime . Acest rezultat se poate obtine pe 2 cai:
Oxidarea oxidului feros la oxid feric, care are o
actiune coloranta mai slaba. Aceasta este asa denumita decolorare chimica.
Drept decoloranti chimici se utilizeaza diferite substante care, in sticla, la
temperaturi inalte au o actiune oxidanta cum ar fi : sulfatul de sodiu si
amestecul de oxid de arsen si azotat de sodiu.
Prin compensarea culorii imprimate de oxizii de
fier cu culorile complementare date de alte substante, adica prin decolorare
fizica drept decoloranti fizici se utilizeaza substante ce imprima sticlei
portocalii , rosii sau violete care reprezinta culorile complementare ale
nuantelor galbene, verzi, albastre imprimate de oxizii de fier in functie de
compozitia sticlei si conditiile topirii.
4.3.8. Opacizantii
Opacizantii sunt acei componenti care
introdusi in sticla produc, in conditii de temperatura si de compozitie bine
determinate, numeroase cristale submicroscopice raspandite uniform in masa de
sticla si care pot reduce transparenta partial sau total. In acest scop se
utilizeaza compusii cu fluor si cu fosfor care avand o mare viteza de nucleatie
se separa in sticla sub forma de microcristale de culoare alba ,dand un aspect
laptos.
4.3.9.
Oxidantii
Se introduc in amestecul de materii prime ,atunci cand este
necesara crearea unui mediu oxidant in sticla topita. Dupa cum s-a aratat mai sus
,substantele utilizate ca afananti si decoloranti au in general o actiune
oxidanta.
4.3.10. Reducatorii
Servesc la crearea in masa de sticla topita a unui
mediu reducator, necesar de exemplu la utilizarea sulfatului de sodiu ca
inlocuitor partial al carbonatului de sodiu sau la obtinerea sticlei
termoabsorbante, cand Fe2O3 trebuie redus la FeO. In
acest scop se utilizeaza carbunele, unele substante organice si unele metale
sub forma de pulbere acestea, evident, mai putin pe scara industriala.
Materii prime complexe
Numeroase materii prime contin doi sau mai multi
oxizi utili. Drept materii prime complexe se folosesc feldspatul, dolomita,
caolinul, boraxul, roci naturale, roci vulcanice, precum si unele produse
secundare si deseuri industriale cum ar fi cioburile de sticla.
4.3.11. Cioburile de sticla
Cioburile de sticla constituie un component important
in amestecul de materii prime, in care intra in proportie de 15 - 30% fata
de total sarja incarcata in cuptor. Folosirea lor este justificata atat de
utilizarea deseurilor cat si pentru avantajele tehnologice pe care acestea le
reprezinta. Cioburile necesita caldura numai pentru inmuiere nu si pentru
reactiile de formare, astfel ca, ajungand mai repede in stare fluida,
favorizeaza procesul de topire, reducandu-se si consumul de combustibil.
Se pot utiliza atat cioburile
rezultate din procesul tehnologic propriu cat si cele colectate de la
consumatori. Inainte de utilizare cioburile trebuie sortate, curatite de
impuritatile solide si uneori spalate.
Folosirea cioburilor in proportii mai mari decat
cantitatile optime stabilite pentru fiecare sticla are urmari negative asupra calitatii masei de sticla
topita, acest lucru reflectandu-se prin ingreunarea limpezirii si omogenizarii
topiturii.
5. Calculul
bilantului de materiale
|
 cuart cuart
|
|
KCO
|
|
HBO
|
|
alumina
|
|
CaF
|
|
AsO
|
|
  ciob ciob
|

|
 depozit . depozit .
|
P21=0.5%
|
 Depozit. Depozit.
|
|
depozit.
|
|
depozit,
|
|
depozit
|
|
depozit
|
|
depozit
|
 P25=0.5% P23=0.5% P22=0.5% P26=0.5% P24=0.5% P18=0.5%
P25=0.5% P23=0.5% P22=0.5% P26=0.5% P24=0.5% P18=0.5%
|
 uscare uscare
|
P27=0.5%
|
|
concas.
|
 P17=1%
P17=1%
|
 deferz. deferz.
|
 P20=1% P20=1%
|
 P16=1%
P16=1%
|
  insiloz. insiloz.
|
P19=1%
|
 P10=0.5% P11=0.5% P12=0.5% P13=0.5% P14=0.5% P15=0.5%
P10=0.5% P11=0.5% P12=0.5% P13=0.5% P14=0.5% P15=0.5%
|
dozare
|
|
dozare
|
|
dozare
|
|
dozare
|

|
dozare
|
|
dozare
|
|
dozare
|




|
P9=0.5%
|
amestecare
|

|
decalotare
|
P4=1%
|

 P2=2%
P2=2%
P1=1%
57.08Kg/h
5.1. Calculul bilantului de materiale
Productivitatea =57.08kg/h
Bilant de materiale pe operatii :
Ambalarea
O=57.08kg/h material iesit
N=O+0.001N=57.657kg/h maretial intrat
P1=1%=0.577kg/h pierderi la ambalare
2.Sortarea
N=57.657kg/h material iesit
M=N+0.05M=58.83kg/h material intrat
P2=2%=0.05M=0.02.58.83=1.173kg/h
pierderi la sortare
3.Finisare
M=58.83 Kg/h material iesit
L=M+0.01L=59.42 kg/h material intrat
P3=1%=0.01∙59.42=0.59
kg/h pierderi la finisare
4.Decalotare
L=59.42 kg/h material iesit
K=L+0.01K=60.02 kg/h material intrat
P4=1%=0.01∙60.02=0.6
kg/h pierderi la decalotare
5
Recoacere.
K=60.02kg/h material iesit
J=K+0.02J=61.245 kg/h material intrat
P5=2%=0.02∙61.245=1.225kg/h pierderi la recoacere
6.Fasonare
J=61.245 kg/h material iesit
I=J+0.5I=64.468 kg/h material intrat
la fasonare
P6=5%=0.5∙64.568=3.223 kg/h
pierderi la fasonare
7. Calculul
coibului
X=P1+P2+P3+P4+P5+P6= 0.577+1.173+0.59+0.6+1.225+3.223
=7.388 kg/h ciob
8. Topire
I=64.468 kg/h material iesit
I= O+P7+PC
O=I+P7+PC=86.698 kg/h material intrat
* Pierderi la
calcinare:
125.78
Kg amestec . . . ..100%
25.78 Kg
amestec . . . . .PC
PC=20.476%
*P7=1.734Kg/h
*PTOPIRE=p7+PC =1.734+20.496 Kg/h
9.Amestecarea
O=86.698 kg/h material iesit
W=O+0.1W=87.574 kg/h
P8=0.876Kg/h
Amestec.dozare=W-cioburi=87.574-7.388=80.186 kg/h
kg/h . . . . . . . ..100%
H . . . . . . . . . 42.79%
. . . . . . . . . 42.79%
H . . . . . . . . . . .6.65%
H . . . . . . . . . ..22.83%
H . . . . . . . . . .0.15%
. . . . . . . . . .0.15%
H . . . . . . . . . . 23.34%
. . . . . . . . . . 23.34%
H . . . . . . . . . . 4.2%
. . . . . . . . . . 4.2%
H=34.312 kg/h (cuart)
H5=18.715 kg /h (KCO)
H=18.306kg /h ( HBO)
H2 =5.33 kg /h
(alumina)
H6=3.369 kg /h (CaF)
H4=0.120 kg /h (AsO )
H =7.388 kg /h (ciob)
=7.388 kg /h (ciob)
Nisip
a.
Dozare
H=34.312 kg /h material iesit
G=H+0.01G=34.4844 kg/h material intrat
P9=0.5%=0.1724 kg/h pierderi la dozare
b.
Insilozare
G=34.4844 kg/h material iesit
F =34.833 kg/h material intrat
P19=0.01.34.833=0.3486 pierderi la insilozare
c.
Deferizare
F =34.833 kg/h material
iesit
E = F+0.001E=35.1849 kg/h material
intrat
P20=1%=0.3519 kg/h pierderi la
deferizare
d.
Cernere
E=35.1849 kg/h material iesit
D = E1=35.1849 kg/h material intrat
e.
Uscare
D =35.1849 kg/h material
iesit
C = D+0.005C =35.3617 kg/h material
intrat
P27=0.1768 kg/h pierderi la uscare
f.
Depozitare
C =35.3617 kg/h
material iesit
B =C +0.005B =35.5394 kg/h cantitatea de nisip necasarǎ
P21 =0.1777 kg/h pierderi la depozitare
KCO
a. Dozare
H5=18.715
kg/h material iesit
G5=H5+0.005 G5=18.809
kg/h material intrat
P10=0.5%=0.094 kg/h pierderi la
dozare
b.
Depozitare
G5=0.373 kg/h
material iesit
B5= G5+0.005B5=18.904
kg/h cantiatea necesara
P25=0.5% =0.094kg/h
pierderi la depozitare
HBO
a.
Dozare
H=18.306 kg /h ( HBO) material iesit
G=H+0.005 G=18.398 kg/h material intrat
P =0.5%=0.0921 kg/h pierderi la dozare
=0.5%=0.0921 kg/h pierderi la dozare
b.
Depozitare
G=18.809 kg/h material iesit
B= G++0.005B= 18.904 cantitatea necesara
P =0.092 kg/h pierderi la depozitare
=0.092 kg/h pierderi la depozitare
Alumina
a.
Dozare
H2 =5.3 kg /h material iesit
G2=H2+0.005
G2=5.3266 kg/h material intrat
P12=0.5%=0.0268 kg/h pierderi
la dozare
b.
Depozitare
G2=5.3266 kg/h material iesit
B2=
G2+0.005B2= 5.3534 kg/h cantitatea necesara
P22 =0.5%=0.0266 kg/h pierderi la
depozitare
CaF
a.
Dozare
H6=3.369 kg /h (CaF) material iesit
G6=H6+0.005
G6=3.3859 kg/h material intrat
P13=0.5%=0.0169 kg/h pierderi la dozare
b.
Depozitare
G6=3.3859 kg/h material iesit
B6= G6+0.005B6=3.386
kg/h cantiatea necesara
P26=0.5%=0.017 kg/h
pierderi la depozitare
AsO
a.
Dozare
H4=0.120
kg /h (AsO ) material iesit
G4=H4+0.005
G4=0.1206 kg/h material intrat
P14=0.5%=0.0006 kg/h
pierderi la dozare
b.
Depozitare
G4
=0.1206 kg/h material iesit
B4= G4+0.005B4=0.1212
kg/h cantitatea necasara
P24=0.00002 kg/h
pierderi la depozitare
Ciob
a.
Dozare
H=7.388 kg /h (ciob) material iesit
G=H+0.005 G=7.425 kg/h
material intrat
P15=0.5%=0.037 kg/h pierderi la dozare
b.
Insilozare
F=7.5
kg material intrat
G=7.425
kg material iesit
P16=1%=0.075
c.
Concasare
F=7.5 kg/h material iesit
D = E+0.01 D=7.576 kg/h material intrat
P17=1%=0.076
kg/h pierderi la concasare
d.
Depozitare
D=7.756 kg/h materil iesit
B= D+0.005B=7.614 kg/h cantitaea necasara
P18=0.038
kg/h pierderi la depozitare
|
Nr.crt
|
Operatia
|
Intrat
kg/h
|
Iesit
kg/h
|
Pierderi
|
|
Kg/h
|
|
Cuart
|
|
Depozitare
|
|
|
|
|
|
Uscare
|
|
|
|
|
|
Cernere
|
|
|
|
|
|
Deferizare
|
|
|
|
|
|
Insiloazare
|
|
|
|
|
|
Dozare
|
|
|
|
|
|
KCO
|
|
Depozitare
|
|
|
|
|
|
Dozare
|
|
|
|
|
|
HBO
|
|
Depozitare
|
|
|
|
|
|
Dozare
|
|
|
|
|
|
Alumina
|
|
Depozitare
|
|
|
|
|
|
2
|
Dozare
|
|
|
|
|
|
CaF
|
|
Depozitare
|
|
|
|
|
|
Dozare
|
|
|
|
|
|
Ciob
|
|
Depozitare
|
|
|
|
|
|
Concasare
|
|
|
|
|
|
Insilozare
|
|
|
|
|
|
Dozare
|
|
|
|
|
|
As2O3
|
|
Depozitare
|
|
|
|
|
|
Dozare
|
|
|
|
|
| | | | | | | | |
6. Dotarea cu
utilaje
6.1. Depozitarea
materialelor
6.1.1Notiuni introductive
Pentru industria sticlei, in functie de natura si de
cantitatea lor, materiile prime pot fi livrate in vrac (nisipul, calcarul,
dolomita) sau in ambalaje (soda, feldspatul, colorantii).
In
cazul fabricari sticlei optice fiind nevoie de cantitatii mici de material
transportul materilor se face in ambalaje.
Sistemul de depozitare variaza de la
o fabrica la alta, putand fii boxe deschise sau acoperite sau silozuri din
beton sau otel. Boxele trebuie prevazute cu posibilitati de scurgere a apei din nisip prin drenaje pe
fundul depozitului, pentru a nu mai fi necesera uscarea lui ulterioara. Se
prevad 3 randuri de boxe: pentru materia prima nereceptionata, pentru
materialele in curd de receptie si pentru acelea receptionate si bune pentru a
intra in circuitul de productie.
Silozurile sunt proiectate avandu-se in vedere urmatoarele considerente:
Capacitatea
sa fie suficient de mare pentru a asigura continuitatea productiei
Unghiul
de panta al silozurilor trebuie in asa fel ales incat sa asigure evacuarea
usoara si totala a materiei prime.
Gura
de descarcare a silozurilor trebuie sa fie suficient de mare si de bine
obturata.
Dispozitivele
de evacuare a materiilor prime din silozuri trebuie astfel alese incat sa
asigure o buna evacuare, atat a materiilor usor de insilozat, cat si
acelor care se preteaza mai greu la aceasta operatie.
Trebuie
luate masuri pentru prevenirea condensarii umiditatii din aer pe peretii
silozurilor si pe materialele insilozate.
Silozurile
trebuie prevazute cu dispozitive care sa indice nivelul de materii din ele
Silozurile
nu trebuie sa permita amestecarea de materii prime intre ele
Componentii secundari ai amestecului
cum ar fi afanantii, acceleratorii de topire, decolorantii, colorantii,
reducatorii etc. sunt pastrati de obicei in ambalajele lor initiale si sunt
depozitati intr-o camera separata.
6.1.2Dimensiunea
depozitului de materiale
L=lungimea depozitului
l= 2 m latimea boxei
h= 1 m inaltime boxei
Boxa nisip:35.5394[kg/h]=26441.3136 kg/lunǎ
V =masa material /densitatea material=26441.3136/1380=19.161 m
=masa material /densitatea material=26441.3136/1380=19.161 m
V = V/0.75=19.161/0.75=25.548 m
= V/0.75=19.161/0.75=25.548 m
V=L∙h∙l→L
L=V/h∙l=25.548/2=12.774 m
Boxa H BO
BO : 18.490 [kg/h]=13756.56 kg/lunǎ
: 18.490 [kg/h]=13756.56 kg/lunǎ
V=masa material /densitatea material=13756.56/1240=11.094 m
V= V/0.75=11.094/0.75=14.792 m
V=L∙h∙l→L
L=V/h∙l=14.792/2=7.396 m
6.2.Transportul
materialelor
6.2.1Notiuni
introductive
Instalatiile de transport vor fi
divizate in doua grupe. Prima grupa va cuprinde transportul exterior, prin care
se intelege transportul intre
zacamintele de materii prime principale si teritoriul fabricii avand o raza de
20-30 km. Nu se va include in transportul exterior racordarea la retelele de
transport republicane.
Sistemele de transport exterior cele
mai folosite sunt urmatoarele: feroviar, rutier, cu furniculare, cu
transportoare cu benzi, hidraulic.
A doua grupa cuprinde instalatiile
de transport pe distante scurte intre si in cladiri si depozite din incinta
fabricii.
Instalatiile de transport extern si
intern pot fi cu functionare ciclica (intermitenta) sau cu functionare
continua.
Materialele transportate si
manipulate in industria silicatilor sunt in majoritatea lor materiale granulare
sau pulverulente varsate; dar in unele
fabricii, mai ales in industria ceramica industria sticlei si industria
prefabricatelor trebuie transportaet semi-fabricate si produse finite fasonate.
Bineinteles trebuie avut in vedere cateva caracteristici importante ale
materialelor de care trebuie sa se tina
seama la alegerea instalatiilor.
6.2.2 Transportoare cu banda
6.2.2.1
Caracteristici generale
Transportoarele cu banda servesc
pentru transportul orizontal sau in panta ascendenta si descendenta a
materialelor pulverulente, granulare, sau a sarcinilor individuale( bucati,
saci, lazi, etc). De obicei se folosesc pentru distante mici, dar au fost
adaptate in ultimul timp si pentru distante care depasesc zece kilometii.Sunt
in functiune , la noi in tara, instalatii pentru transportul calcarului,
nisipului si al pietrisului pe o lungime toatala de 15 km, formate in 20-26
transportoare consecutive cu benzi de 900mm latime , pentru un debit de
1000-20.000 t/h, la o viteza de transport de 2.75-6m/s. Inclinarea transportorului
pe orizontala fiind pentru benzi din cauciuc cu suprafata neteda pana la 300si
pana la 600 pentru benzi din cauciuc cu nervuri. Temperatura
materialului transportat poate fi cuprinsa intre 230-4000K.
Sarcinile individuale pot avea masa de o tona. Transportoarele cu banda au o
functionare linistita, fara zgomot, consum specific de energie relativ mic si
siguranta in exploatare.
Pentru transportul unor materiale
fierbinti pana la 4000K se vor folosi insertii de bumbac si cauciuc
special,termorezistent. La temperaturi de pana la 6700K se vor
folosi insertii de fibra de sticla , benzi de otel sau impletitura de sarma, iar la temperaturi de pana la 12000K
se vor utiliza benzi de sarma de otel
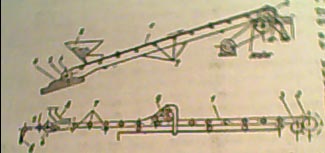
refractar. Dupa traseul pe care trebuie sa-l parcurga, transportoarele pot avea
scheme geometrice foarte variate, din care cateva variante tipice se prezinta
in figura 7.2.1
Fig.
7.2.1
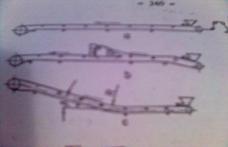
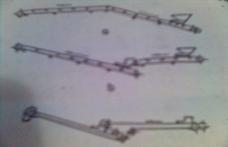
In planul orizontal traseul uniu
transportor cu banda nu poate fi decat strict rectiliniu; deoarece banda simpla
de cauciuc sau hotel nu poate trece prin curbe. Daca transportorul trebuie sa
urmeze un drum sinuos, el se subdivizeaza pe mai multe portiuni rectilinii ,
fiecare deservita de cate un transportor
separat, care debiteaza in dispozitivul de alimentare al transportorului
urmator.
Alcatuirea constructiva a
transportoarelor cu banda este redata in
figura 7.2.2. Banda transportoare este o banda fara sfarsit din material textil
(canepa, bumbac, lana) impregnant, cauciuc cu insertii de bumbac, materiale
plastice, impletitura de sarma, benzi de otel, etc.
Fig.
7.2.2
Pe
doi tamburi , dintre care unul de antrenare, este intinsa banda si sustinuta de
role atat pe portiunea de transport cat
si pe portiunea de intoarcere. Alimentarea benzii se face printr-o planie cu
dispozitiv de repartizare uniforma si grosime reglabila; iar descarcarea se
face prin cadere libera sau aruncare la capatul transportului. Uneori se
folosesc dispozitive speciale care
descarca materialele din orice punct al benzii9 (fig 7.2.2. )
Din
punct de vedere al utilizarii benzii, transportoarele pot fi :- cu banda plata fig 7.2.2 sau cu banda in
forma de jgheab (fig 7.2.3). Pot fi plate sau in forma de jgheab atat benzile
de cauciuc cat si cele metalice.
Fig
7.2.3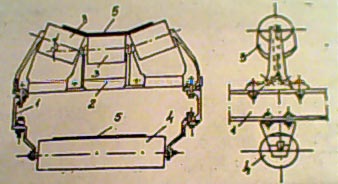
Intervalul la care se monteaza
rolele de rezemare pe ramura incarcata a benzii depinde de latimea benzii si de
natura materialului transportat (tabelul 7.2.1), iar pentru ramura neincarcata,
rolele se monteaza la intervale de 2,5-4m.
Tabelul
7.2.1
Intervalul
l [ m] , intre rolele de rezemare
|
Greutatea volumetrica a
materialului (t/m3)
|
Latimea benzii [mm]
|
|
|
|
|
|
<1
|
|
|
|
|
|
|
|
|
|
|
>2
|
|
|
|
|
Actionarea benzilor transportoare se
face de obicei cu ajutorul unui tambur motor(mai rar doi sau chiar trei
tambururi) de un motor electric prin intermediul unui reductor, sau transmisii
cu curele. Tamburul de actionare transmite benzii forta de tractiune necesara prin frecare. Daca unghiul
de infasurare al benzii pe tambur este a radiani si coeficientul de frecare este m se poate scrie
conform relatiei lui Euler
Sinfas.=Sdesf.ema [7.2.1]
In
care Sinfas.= forta prin care
ramurea benzii care se infasoara pe tambur(fig 7.2.4)
Sdesf.=forta din ramura benzii care
se desfasoara pe tambur;
E=
baza logaritmilor naturali
Cu ajutorul relatiei [7.2.2] se
obtine valoarea maxima pentru Sinfas., la o anumita valoare pentru a si m
Fig.2.4.
In
practica nu se lucreaza cu aceasta
valoare limita, la a care depasire accidentala banda ar incepe sa patineze si
s-ar uza excesiv de mult. De aceea se utilizeaza , relatia
C
.Sinfas.=Sdesf.ema [7.2.2]

 Sinfas.= Sdesf..ema
Sinfas.= Sdesf..ema
C
Unde
C-coeficient de siguranta (C=1,2). Cu alte cuvinte unghiul total disponibil de
infasurare a se utilizeaza pentru transmiterea fortei numai o parte a', restul b al unghiului este
doar numai un unghi de ghidare si abatere a ramurii care se infasoara (fig 7.2.5). Rezulta de aici concluzia ,ca
pentru a realiza o forta de infasurare cat mai mare trebuie ca a sim sa aiba valori
mari. In tabelul 7.2.2 se prezinta
valorile ema pentru diferiti coeficienti de frecare intalniti
frecvent in practica. Atunci forta tangentiala pe care o transmite tamburul de
actionare are expresia:
P=Sesf(ema-1)=Sinf-Sdesf=Simf[ema-1/ ema
Tabelul
7.2.2 : Valorile ema pentru benzi din cauciuc
|
Tipul tamburului de actionare si conditiile de lucru
|
m
|
Unghul a in grade si radiani
|
|
|
|
|
|
|
|
|
|
Tambur din hotel sau
fonta, atmosfera umeda
|
|
|
|
|
|
|
Idem, atmosfera uscata
|
|
|
|
|
|
|
Tambur cu mantaua acoperita
cu cauciuc, atmosfera uscata
|
|
|
|
|
|
Intinderea
benzii se realizeaza cu ajutorul unor ispozitive de intindere care asigura o
functionare linistita a benzii si o
aderenta suficienta intre banda si tamburul de actionare pentru evitarea
patinarii. Durata de serviciu a benzii depinde si de constructia corecta a
dispozitivelor de incarcare a materialelor pe banda, care trebuie sa depuna
materialul in directia de miscare a benzii
si cu viteza egala sau apropiata de viteza acesteia. In figura 7.2.6 se
prezinta schematic un dispozitiv de incarcare. Inaltimea jgheabului de
incarcare este aproximativ 2/3 din latimea benzii
Fig 7.2.6
6.2.2.2
Determinarea productivitatii transportoarelor cu banda si a latimii benzii
Capacitatea maxima de transport este data de relatia(STAS E 7539-66)
Q=Ki.Ksv.rm(0.00B-0.5)2 [ t/h ] [7.2.4]
In
care Ki= coeficient care ia in considerare inclinarea ramurii
purtatoare de material
Ki
= 1
Ks= coeficient care tine seama de forma sectiunii
transversale a ramurii purtatoare de material a benzii de transport
Ks= 4
rm=
densitatea medie a materialului de transport [t/m3]
v=
viteza de deplasare a benzii [m/s]
v=2.0
m/s
Latimea
benzii rezulta din relatia [7.2.5]
B=
1.1. [Q: ( Ki.Ks.v.rm)+55 [mm] [7.2.5]
B=1.1.
B=1.1.7.6053
B=8.5
mm
Valorile
obtinute din relatia [7.2.5] trebuie
amplificate cu cate 100 mm de fiecare parte mai ales la transportul sarcinilor individuale. La transportul in
bucati a materialului , latimea benzii trebuie luata de 2-4 ori mai mare decat
cele mai mari dimensiuni ale bucatilor de material.
6.3.Procedee de
maruntire
6.3.1. Notiuni
introductive
Maruntirea materialelor granulare
trebuie efectuata numai pana la gradul de maruntire necesar prelucrarii sau
utilizarii ulterioare; granulele de material maruntite pana la marimea ceruta
trebuie sa fie eliminate imediat in masina.
La grade mari de maruntire, procesul
trebuie sa se efectueze in trepte. Pentru fiecare treapta se va alege masina de
maruntire cea mai avantajoasa din punct de vedere tehnico-economic. De cele mai
multe ori se va intercala o masina de clasare intre treptele de maruntire.
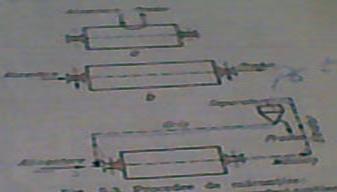
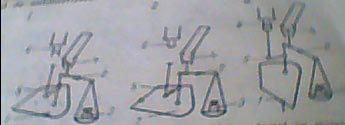
Se foloseste unul din urmatoarele
procedee de maruntire:
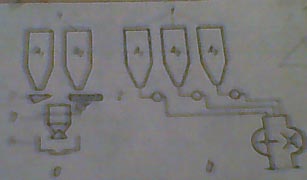
Procedeul
discontinuu( figura .7.1) la care maruntirea se face in sarje; este folosit
pentru productivitati mici, nedepasind cateva tone pe ora
Procedeul
continuu( fig 7.1.) in circuit deschis,in care materialul trece o singura data
prin masina de maruntire: la macincarea
fina in mori tubulare se foloseste procedeul in circuit deschis pana la cca.
50t/h, daca macinarea se face intr-o singura treapta.
Procedeul
continuu in circuit inchis (fig7 .1) la care masina de maruntire este urmata de
o masina de clasare care separa materialul maruntit in doua fractiuni : refuzul
care este reintrodus in masina de maruntire si produsul care urmeaza mai
departe fluxul tehnologic. Acest procedeu este cel mai recomandabil din punct
de vedere tehnic si economic Cu acest procedeu se realizeaza actualmente macinari fine pana la 300t/h intr-un singur
agregat.
Fig
7.1 a,b,c
Procedee
de maruntire: a)procedeul discontinuu, b)pocedeul continuu in circuit descis;
c) Procedeul continuu in circuit inchis
6.3.2.
Concasoare cu falci
In concasoarele cu falci, maruntirea se
efectueaza prin strivirea materialului granular varsat intre doua placi metalice, din care una este de cele mai
multe ori fixa(falca fixa), iar cealalta este oscilanta (falca mobila).
Concasoarele cu falci pot fi
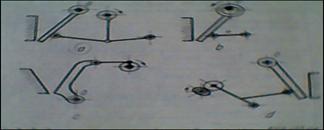
impartite , dupa natura miscarii falcii mobile in:
Concasoare
cu miscare oscilatorie simpla a falcii fata de axul de suspensie fix O din fig
7.2. La acestea, fiecare punct al falcii, care se afla la distanta x de axul de supensie O, descrie un arc de cerc cu
aceasta raza.
Concasoare
cu miscare complexa a falcii mobile (fig 7.2.) care va executa , la rotirea
arborelui O, nu numai o miscare de oscilatie datorita existentei placii de distantare e, dar si o miscare
complexa plana, analoaga miscarii bielei in mecanismul biela-manivela. Fiecare
punct al suprafetei active a falcii
mobile descrie cure inchise cere se
apropie in partea superioara de un cerc, in partea inferioara a suprafetei
falcii de o elipsa. In cazul cand sensul de rotatie al excentricului este cel
indicat, evacuarea materialului din
concasor va fi mult usurata, insa falca mobila va exercita o actiune
suplimentara de frecare asupra materialului, care accentueaza uzura falcilor.
Dupa
amplasamentul axului de suspensie al falcii mobile (oscilante) se pot distinge:
Concasoare cu punctul de suspensie superior
Concasoare cu punctul de suspensie sinferior
6.3.3.Constructia
concasoarelor cu falci
In figura 7.3. este aratata schematic constructia unui
concasor cu miscare simpla a falcii oscilante. Batiul 1 se executa turnat
intr-o bucata din otel sau fonta sau in piese de otel asamblate si/ sau sudate.
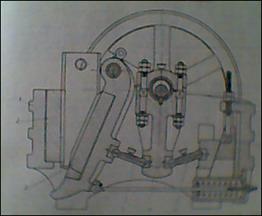 Fig 7.3. Schema constructiva a unui
concasor cu falci, cu miscare simpla a falcii oscilatorii: batiu; placi
concasoare; biela; placi de distantare; piesa de reglare.
Fig 7.3. Schema constructiva a unui
concasor cu falci, cu miscare simpla a falcii oscilatorii: batiu; placi
concasoare; biela; placi de distantare; piesa de reglare.
Placile concasoare sunt executate
din fonta dura sau din oteluri speciale. Suprafata lor de lucru este de obicei
nervurata si prin aceata procesul de
concasare este considerabil usurat, deoarece la actiunea de zdorbire se adauga
si cea de incovoiere.
Efortul de zdrobire este transmis
bilei prin placile de distantare; la
miscarea simpla a falcii oscilante se
prevad doua placi de distantare. Ele servesc si ca piese de siguranta a
concasorului, avand o sectiune slabita care produce ruperea lor in cazul unei
suprasolicitari. Placile de distantare sunt intrebuintate totodata ca
dispozitiv de reglare pentru modificarea latimii orificiului de evacuare, adica
pentru schimbarea gradului de maruntire. Deplasarea placilor de distantare se
fece, de obicei , cu ajutorul unei piese de reglare, prevazuta cu surub.
Arborele excentric este din hotel aliat ( crom-nichelsau crom-molibden, s.a.m.d.).
Lagarele bilei, ale arborelui
principal si ale falcii oscilante sunt de obicei lagare de alunecare. Se observa insa tendinta la constructiile moderne de a le inlocui prin lagare cu rulmenti.
Masinile medii si mari sunt prevazute cu racire cu apa, atat a
palierelor arborelui excentric cat si a corpului superior cu biela.
Dezavantajele comune ale
tuturor constructiilor de concasoare cu
falci provin din functionarea discontinua provocata de miscarile alternative ale falcii mobile. In
acelasi timp, ele dezvolta o forta variabila in timpul unei oscilatii duble,
ceea ce face necesara existenta unui
volant. Functionarea concasorului este
insotita de trepidatii putrnice cere
reclama fundatii masive.
6.4. Dozatoare gravimetrice
cu functionare intermitenta
Dozatoarele gravimetrice cu
functionare continua nu pot asigura in toate cazurile precizia de cantarire
ceruta de procesul tehnologic.
In cazurile in care se cere o
precizie deosebita pentru dozarea componentilor amestecurilor de materii prime
se folosesc dozatoare gravimetrice cu functionare intermitenta. Precizia de
cantarire a acestor dozatoare atinge
1:1000.
Din categoria acestor dozatoare
gravimetrice cu functionare intermitenta , am ales CANTARUL AUTOMAT
CU RECIPIENT
In procesele tehnologice in care precizia
dotarii sarjelor are o importanta considerabila, s-a impus tot mai mult in
ultimul timp folosirea cantarelor
automate cu recipient pentru dozarea amestecurilor de materii prime din retetele de fabricatie. Industria
sticlei, a ceramicii fine sunt echipate cu astfel de instalatii care se preteaza la includerea
intr-o linie tehnologica cu un inalt grad de automatizare.
Precizia dotarii la cantarele
automate cu recipient se realizeaza la o umiditate constanta a materialelor
care se dozeaza.
Fig
7.4.1. Schema de functionare a cantarului automat cu recipient
cupa;
balansoar;greutate; supapa; tija; electromagnet
Modul de functionare a unui cantar
automat electromagnetic cu recipient este urmatorul: cupa , in care se dozeaza
materiile prime este fixata la capatul unui balansor , care permite echilibrarea
cu ajutorul greutatii . In pozitia I, o supapa incepe inchiderea orificiului de evacuare a
materialului, iar o palnie speciala asigura indepartarea ultimelor ramasite de
material ramas in orificiul de evacuare. In pozitia II, cand cupa este umpluta cu material, ea este retinuta de o tija , care se ridica
atunci cand electromagnetul permite trecerea curentului. Prin aceasta cupa se poate rasturna si permite
descarcarea materialului, pozita III. Dupa descarcare, electromagnetul se
deconecteaza si cupa revine in pozitia initiala, permitand reluarea procesului
de dozare. Pentru a permite o reglare corespunzatoare a proportiei de diverse materii prime ce intra
in compozitia unei retete, contactele elctrice ale electromagnetului se
regleaza printr-un anumit numar de inchideri ale circuitului.
Fig
7.4.2. Schema de aplicare a cantarelor cu recipienti pentru dozarea amestecului
intr-o fabrica de sticla. a) instalatie de dozare discontinua, b)instalatie de
dozare continua
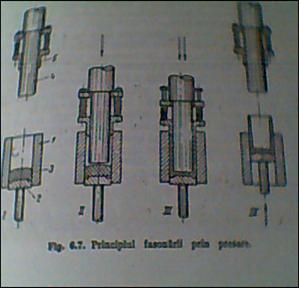
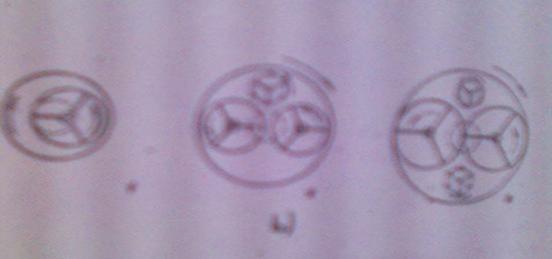
Principiul functionarii unei masini de fasonat prin
presare poate fi urmarit in fig.1.
In pozitia I se arata starea initiala a celor doua parti principale
ale masinii.Forma1, prevazuta de obicei cu un fund mobil 2, este alimentata cu
cantitatea de sticla 3. Deasupra se afla asa-numitul poason 4, pe care este
fixata prin intermediul unor arcuri piesa5, numita inel de inchidere.
In pozitia II, poasonul a fost
coborat, patrunzand in forma pana ce inelul de inchidere astupa spatiul dintre
poanson si peretii laterali ai formei.
In pozitia III, prin presarea
poansonului sticla topita este obligata sa umple intreaga forma pana la inelul
de inchidere.
In pozitiaIV, dupa ridicarea
poansonului, obiectul presat este scos din forma prin inaltarea fundului acestuia . Inelul de
inchidere fiind fixat pe arcuri poate sa se deplaseze pe verticala, in cazul
unor mici variatii a cantitatii de sticla introduse , asigurand astfel
obtinerea unor obiecte cu grosimi uniforme si doar cu oarecare variatii ale
inaltimii
6.8 Recoacerea
6.8.1. Notiuni introductive
Procedeul cel mai vechi prin care s-au obtinut sticle
optice de calitate foarte buna consata in racirea lenta a intregului creuzet.
In
acest scop, creuzetul este scos din cuptor, peste suprafata rigidizata a
sticlei se asterne un strat de nisip sau de diatomit, iar apoi intregul creuzet
este izolat termic prin invelirea cu nisip sau diatomit introdus intre peretii
creuzetului si o carcasa exterioara de tabla. Racirea dureaza 8-10 zile, dupa
care stratul izolator se inlatura, creuzetul se sparge si se aleg bucatiile de
sticla de buna calitate. Bucatile alese se modeleaza prin mulare sau presare,
dandu-li-se forme mai mult sau mai putin regulate, necesare urmatoarelor
operatii. Mularea se face prin incalzirea in forme de samota, usor conic,
acoperite cu un strat de caolin, pentru a evita lipirea. Intre 600-1000C, sticla se inmoaie
si se modeleaza dupa forma.
In acelasi scop se utilizeaza
prese manuale sau hidraulice, cu forme metalice. Se valorifica insa, mai putin
de 50% din sticla optica.
Un alt prosedeu consata in turnarea sticlei din creuzet sub forma unui bloc de mari
dimensiuni , folosind in acest scop o placǎ, metalicǎ , pe care se
pune o rama ce limiteaza dimensiunile blocului. In acest fel se pot obtine
semifabricate de dimensiuni mari, dar defectele sub forma de ate si vine sunt
frecvente.
Pentru produse mai pretentioase , sticla se lamineaza
prin turnare pe masa.
In cazul cand topirea se face in creuzete de platina ,
sticla se toarna printr-un orificiu , sub forma unui bloc de sectiune dorita,
de exemplu 10 .5cm, care se taie apoi in bucati de circa 100cm lungime.In
acest fel se poate utiliza pana la 80% din sticla.
Semifabricatele
astfel obtinute sunt supuse unei recoaceri deosebit de ingrijite , in cuptoare
electirce tip camera , bine izolate termic si cu temperatura controlata uniform
cu un microcalculator
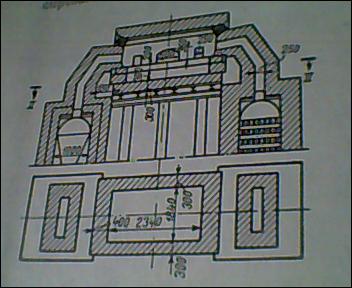
6.8.2.Cuptorului pentru recoaere
6.8.2.1 Proiectarea cuptorului tunel cu role
Proiectarea cuptorului tunel
presupune determinarea dimensiunilor
spatiului de lucru util al cuptorului, realizarea bilantului termic si
determinarea consumului de combustibil
pentru un anumit tip de produs. Pentru aceata sunt necesare date referitoare asupra produsului, tipul de
produs, compozitia mineralogica, forma si dimensiunile precum si tratamentul termic necesar.
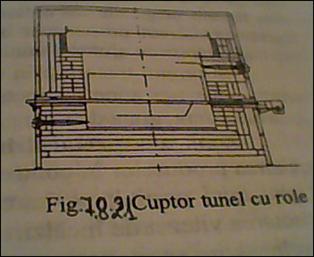
Fig 7.8.1 Cuptor tunel cu role
6.8.2.2 Predimensionarea cuptorului tunel cu role
Are scopul de a determina
dimensiunile spatiului de lucru al cuptorului. Valorile obtinute vor fi
definitive numai dupa verificarea termtehnologica.
Volumul util al cuptorului se
determina cu relatia[7.8.1]
 [m3] [7.8.1]
[m3] [7.8.1]
in care :Vc -
volumul util al cuptorului
P
-productia anuala a cuptorului
t-
durata ciclului de ardere ( ore)
ta- indicele extensiv de functionare al
cuptorului (ore/an)
G-
densitatea de asezare a incarcaturii in cuptor(t/m3)
m-cantitatea
de rebuturi in timpul arderii(%)
Volumul
util al cuptorului se poate exprima prin relatia :
Vc=L l h [m3]
[7.8.2]
unde: L -lungimea cuptorului[m]
l-latimea cuptorului[m]
h-inaltimea cuptorului[m
De obicei, latimea si inaltimea cuptoarelor tunel se stabilesc in
functie de destinatia lor, respectiv de tipul si dimensiunile produsului supus
arderii.
Se adopta l=1.2m
H=0.56m
Din bilantul de materiale rezulta ca
pentru operatia de recoacere se impune o productivitate de 60.02 Kg/h=0.06002
t/h=1.44048t/zi produs finit ceea ce reprezinta
P=1.44048.365=525.7752 t/an
t-
durata ciclului de ardere este 12 ore conform diagr de ardere
ta
-indicele extensiv de utilizare al cuptorului ; reprezinta numarul total
de ore de functionare al cuptorului intr-un an.
ta 365.24=8760
ore/an
G -densitatea de asezare a
incarcaturii se determina calculand
greutatea materialului aflat intr-un m3 volum util al cuptorului.
Semifabricatele se introduc la ardere
asezate pe placi in material refractar de dimensiuni 0.5 1
m, numarul de piese pe o placa fiind de
128, asezate in 8 randuri a cate 16 bucati fiecare.
G=Gp :Vp [t/m3] [7.8.3]
Gp -greutatea produselor de pe o placa[t]
Vp- volumul cuptorului aferent unei placi [m3] .
Gp : dlentila=15cm
Pe o placa imi incap :18 buc lentile
Greutatea
lentilei=200g(=0.2kg=0.2.10-3t)
Gp=0.2.10-3. 8=3.6.10-3[t]
Vp=0.5.1.2.0.56=0.336
[m3]
G=Gp :Vp=3.6.10-3:
0.336=10.7143.10-3 [t/m3]
In cazul de fata, cantitatea de
rebuturi m=0 deoarece rebuturile in urma arderii se reintroduc in fluxul
tehnologic, fapt specificat in bilantul de materiale
Din relatia
[7.8.1], prin inlocuirea valorilor, se obtine :
Vc=[(535.7752.12.100) :
(10.7143.10-3.8760(100-0))]
Vc=642930.24 :9385.73
Vc=68.50 m3
Lungimea cuptorului : L= Vc:
(l.h) [m] [7.8.4]
L=68.50 : (1.2.0.56)
L=101.9m 102m
In urma calculului de predimensionare
s-au stabilit urmatoarele dimensiuni pentru spatiul de lucru :
L=102 m
l=1.20m
h=0.56m
7.Bibliografie
- P Balta - TEHNOLOGIA
STICLEI,Ed Didactica si Pdagogica, Bucuresti, 1984
- E. BEILICH, D.
BECHERESCU- CUPTOARE SI UTILAJE IN INDUSTRIA SILICATILOR, vol I ,CUPTOARE,
Ed Didactica si Pedagogica, Bucuresti 1973
- E. BEILICH, D.
BECHERESCU- CUPTOARE SI UTILAJE IN INDUSTRIA SILICATILOR, vol II , MASINI
SI APARATE, Ed Didactica si Pedagogica, Bucuresti 1973
- L.
LITERAT, L. GAGEA, F.GOGA -CERAMICA TEHNICA -PRINCIPII
DE CALCUL SI PROIECTARE, Ed Casa Cartii de Stiinta, Cluj-Napoca 2001
- ELISABETA IVAN -OPERATII IN INDUSTRIA
SILICATILOR, Vol I, Fac de Tehnologie chimica pentrul uzul
studentilor, Ed Institutul Politehnic Timisoara 1980
- E. IVAN -OPERATII
IN INDUSTRIA SILICATILOR, Vol II, Fac de Tehnologie chimica pentrul
uzul studentilor, Ed Institutul Politehnic Timisoara 1980
- FLAVIU
EMIL BUTURCA - CHIMIA SI TEHNOLOGIA STICLEI, Vol I, II, UBB,
Cluj-Napoca 1993
- I.
TEOREANU -CALCULE DE OPERATII, UTILAJE SI INSTALATII TERMOTEHNOLOGICE DIN
INDUSTRIA SILICATILOR, PROBLEME SI EXEMPLE DE PROIECTARE, Ed Didactica si
Pedagogica,Bucuresti 1983
Cuprins
Cap. 1. Tema de
proiectare
Cap. 2. Datele de
pornire
Cap. 3. Introducere
3.1. Sticla
optica
3.2. Fibre
optice
Cap. 4. Calculul
retetei
4.1. Notiuni
introductive
4.2. Metoda
exacta de calcul
4.3. Materii
prime
4.3.1. Vitrifiantii
4.3.2. Fondantii
4.3.3. Formatorii si modificatorii
4.3.4. Afinantii
4.3.5. Acceleratorii de topire
4.3.6. Colorantii
4.3.7. Decolorantii
4.3.8 Opacizantii
4.3.9. Oxidantii
4.3.10.
Reducatorii
4.3.11.
Cioburile de sticla
Cap. 5. Calculul bilantului de materiale
5.2.
Calculul bilantului de materiale
Cap. 6. Dotarea cu utilaje
6.1.
Depozitul de materiale
6.1.1.
Notiuni introductive
6.1.2.
Dimensionarea depozitului de materiale
6.2.
Transportul materialelor
6.2.1.
Notiuni introductive
6.2.2.
Transportoare cu banda
6.2.2.1.
Caracteristici generale
6.2.2.2.
Determinarea productivitatii
transportoarelor cu banda si latimea benzii
6.3.
Procedee de maruntire
6.3.1.
Notiuni introductive
6.3.2.
Concasorul cu falci
6.3.3.
Constructia concasorului cu falci
6.4.
Dozatoare gravimetrice cu functionare intermitenta
6.5. Amestecarea
materiilor prime
6.5.1.
Amestecarea cu miscare complexa.
Amestecatoare Eirich
6.5.2.
Caracteristicile amestecatorului Eirich
6.6.
Cuptoare pentru topirea sticlei
6.6.1.Introducere
6.6.2.
Cuptoare vana
6.6.2.1.
Notiuni introductive
6.6.2.2.
Cuptoare vana cu functionare intermitenta
6.6.2.3.
Dimensiunile cuptorului vana cu functionare
intermitenta
6.7.Fasonarea
6.8.
Recoacerea
6.8.1.
Notiuni introductive
6.8.2.
Cuptoare pentru recoacere.Cuptoare tunel
6.8.2.1.
Proiectarea cuptorului tunel cu role
6.8.2.2.
Predimensionarea cuptorului tunel cu role
7. Bibliografie