FERMENTAREA
FINALA A ALUATULUI
Scop tehnologic
In timpul operatiilor de divizare
si modelare, o parte importanta din dioxidul de carbon
acumulat in
aluat este eliminata.
Daca
bucata de aluat modelata este introdusa imediat la coacere, painea se
obtine cu volum redus, miez compact, foarte putin afanat, greu
asimilabila si coaja cu crapaturi si rupturi.
Scopul
principal al fermentarii finale este afanarea bucatii de aluat
prin acumularea dioxidului de carbon care se formeaza in fermentatia
alcoolica produsa de drojdie. Dioxidul de carbon format disloca
miceliile de gluten lipite la modelare si formeaza o structura
poroasa.
Afanarea
aluatului
Volumul
si structura porozitatii painii depind direct de dioxidul de
carbon acumulat in timpul fermentarii (dospirii) finale si in primele
minute de coacere, cand procesul de afanare continua. Aceste
caracteristici ale painii sunt conditionate de cantitatea de dioxid de
carbon formata, de dinamica formarii lui si de capacitatea
aluatului de a retine gazele formate.
Formarea
gazelor trebuie sa creasca treptat pe parcursul fermentarii
finale si sa atinga maximul in momentul introducerii aluatului
in cuptor. Scaderea intensitatii de formare a gazelor la
sfarsitul dospirii conduce la obtinerea produselor de calitate
inferioara.
Dinamica
si intensitatea formarii gazelor sunt influentate de
proprietatile de panificatie ale fainii, compozitia
aluatului, procedeul tehnologic de preparare a aluatului, parametri
spatiului de dospire.
Capacitatea
de retinere a gazelor depinde de proprietatile reologice ale
aluatului, vascozitatea si extensibilitatea lui.
Aluaturile
de panificatie au capacitate limitata de retinere a gazelor de
fermentare. La inceputul fermentarii intreaga cantitate de gaze
formata este retinuta si bucata de aluat isi
mareste volumul proportional cu cantitatea de gaze formate
si presiunea la care acestea sunt retinute. Pe masura
inaintarii procesului de fermentare, cresterea volumului aluatului
devine mai lenta, pana cand, atingand un maxim, aluatul nu-si
mai modifica volumul. In acest timp se formeaza noi
cantitati de gaze, dar numai o parte este retinuta de
aluat, restul se pierde in atmosfera. Este momentul in care presiunea
gazelor din pori depaseste limita de curgere, de
rezistenta a aluatului si
peretii porilor se rup.
Cantitatile de gaze
retinute, volumul maxim atins de aluat si viteza de atingere a
acestui maxim depind de proprietatile reologice ale aluatului, care
la randul lor depind de calitatea fainii si de regimul tehnologic
adoptat. Acestea sunt cu atat mai mari cu cat faina este de calitate mai
buna.
Pe masura cresterii
volumului bulelor de gaz si a solicitarilor asupra peretilor
porilor, acestia se rup in lant si se formeaza microcanale
prin care gazele se pierd, determinand scaderea volumului
bucatii de aluat.
Pe
langa fermentatia alcoolica, in aluat continua si
fermentatia lactica si aciditatea bucatii de aluat
creste.
Ca
urmare a proceselor microbiologice, in bucata de aluat se acumuleaza
si o serie de substante organice care intra in buchetul de
aroma al painii, aldehide, esteri, alcooli superiori, acizi.
De
asemenea, continua procesele biochimice si coloidale care
determina cresterea cantitatii de substante solubile,
glucide, aminoacizi, care interactioneaza la coacere formand melanoidine,
substante ce coloreaza coaja.
Efectul
de forma al fermentarii finale
In
timpul fermentarii finale in mod normal, bucatile de aluat
sufera un proces de latire. Acesta, alaturi de acumularea
de gaze, modifica forma bucatii de aluat, exprimata prin
indicele de forma h/d .
In
functie de proprietatile reologice ale aluatului,
latirea bucatii de aluat poate avea loc in trei moduri:
a)
latire cu variatia
inaltimii pozitiva(Δh >0);
b)
latire cu variatia
inaltimii constanta (Δh=0);
c)
latire cu variatia
inaltimii negativa (Δh<0).
Toate operatiile anterioare
fermentarii finale, de cultivare a drojdiilor, de creare a unui anumit pH
si a unor proprietati reologice ale aluatului au avut drept scop
crearea conditiilor pentru desfasurarea in cele mai bune
conditii a acestei operatii, decisiva pentru calitatea painii:
capacitate buna de formare si retinere a gazelor si de pastrare
a formei.
Parametrii operatiei de fermentare finala
Acesti
parametri se refera la parametri spatiului de fermentare finala
si la durata operatiei.
Parametrii
spatiului de fermentare finala (dospire) sunt temperatura si
umiditatea relativa a mediului.
Intre
bucata de aluat si spatiul de fermentare finala au loc un schimb
de caldura si un schimb de umiditate.
Temperatura spatiului de fermentare finala se alege astfel incat sa
se asigure o intensitate suficienta a fermentatiei alcoolice si
in acelasi timp sa se protejeze proprietatile reologice ale
aluatului, de care depind capacitatea de retinere a gazelor si
deformarea in timpul operatiei, temperatura influentand constanta
vitezei tuturor proceselor din bucata de aluat.
Datorita
schimbului de caldura cu spatiul de fermentare finala,
bucata de aluat isi modifica temperatura de la valoarea pe care o are
la intrarea la operatia respectiva pana la o temperatura de
echilibru.
Pentru
bucatile de aluat cu proprietati reologice normale,
obtinute din fainuri de calitate buna si foarte buna
si prelucrate corespunzator, temperatura spatiului de fermentare
finala este de 30-35°C. Aceasta temperatura este necesara
pentru a asigura in timpul operatiei o intensitate mare a procesului de
fermentatie in vederea afanarii aluatului.
La
o temperatura sub 30°C intensitatea fermentatiei alcoolice este
relativ mica, iar produsul se obtine cu volum mic si porozitate
necorespunzatoare. De asemenea, datorita faptului ca la
temperaturi sub 30°C drojdiile se mai inmultesc inca, painea capata
gust particular de drojdie.
Temperaturi
sub 30°C sunt indicate la fermentarea finala a bucatilor de
aluat cu proprietati reologice slabe, obtinute din fainuri
de calitate slaba sau din aluaturi suprafermentate in fazele anterioare
ale procesului tehnologic.
Temperaturi
peste 35°C, de 37 si chiar 40°C pot fi folosite la fermentarea finala
a bucatilor de aluat provenite din fainuri puternice. Se
obtine o scurtare a duratei operatiei cu aproximativ 15%.
Umiditatea relativa a aerului din spatiul de fermentare finala trebuie sa
aiba valori care sa evite uscarea sau umectarea suprafetei
exterioare a bucatii de aluat. Pentru aceasta valoarea optima
este de 70-85%. Pentru a garanta acelasi efect al umiditatii
relative asupra suprafetei bucatii de aluat, la marirea
temperaturii mediului cu 5°C umiditatea relativa trebuie redusa cu
10%.
Fermentarea
finala in mediu cu umiditatea relativa mica (sub 55%) conduce la
formarea pe suprafata bucatii de aluat a unei pojghite
uscate care, in urma cresterii volumului bucatii de aluat la
dospire si coacere, datorita solicitarilor la intindere, se
rupe, conducand la aparitia crapaturilor si rupturilor pe
suprafata produsului.
Umiditatea
relativa a aerului peste 90% umecteaza suprafata
bucatilor de aluat, ceea ce accentueaza latirea
acestora si lipirea lor de panza panacoadelor sau de casetele
leaganelor, precum si aparitia de defecte cum sunt rumenire
neuniforma, basici sub coaja.
Durata
operatiei de fermentare finala
Durata
(timpul) de fermentare finala a bucatilor de aluat variaza
in limite foarte largi, de la 15 la 90 min
in functie de o serie de factori:
masa bucatii de aluat;
calitatea fainii;
compozitia si
consistenta aluatului;
gradul de fermentare a aluatului
in cuve;
tehnologia de preparare a
aluatului.
Produsele de masa mica, la
care durata de coacere este scurta si deci drojdiile sunt distruse
termic repede, ne mai avand timp pentru formarea unei cantitati
suficiente de dioxid de carbon pentru afanarea aluatului, au durata de
fermentare finala mai mare.
Produsele
de masa mare, care la coacere se incalzesc mai greu si ca urmare
si temperatura de distrugere termica a drojdiilor se atinge mai greu,
procesul de fermentatie alcoolica continuand un timp mai indelungat
dupa introducerea in cuptor, au durata de fermentare mai scurta
(tabel 5.8.).
Tabel 5.8. Durata operatiei de fermentare
finala
Produs
|
Masa,
[kg]
|
Durata fermentarii
finale, [min.]
|
Durata coacerii,
[min.]
|
|
Chifle, cornuri
|
|
|
|
|
Paine format lung (franzela)
|
|
|
|
|
Paine rotunda
|
|
|
|
Relatia intre durata de
fermentare finala si durata de coacere se explica prin faptul ca
fermentarea finala reprezinta numai prima etapa de afanare a aluatului, etapa a doua avand loc
in prima parte a procesului de coacere. Cu cat durata acesteia din urma
este mai mica, cu atat durata fermentarii finale trebuie sa fie
mai mare.
Durata
fermentarii finale creste in cazul prelucrarii fainurilor
puternice, atunci cand aluatul in cuva nu a fermentat suficient, cand are
consistenta mare, la adaugarea unor cantitati
insemnate de zahar si grasimi (peste 10-15%), in cazul aluatului
congelat.
Durata
fermentarii finale este mai mica decat cea normala la
prelucrarea fainurilor de calitate slaba si a aluaturilor cu
consistenta mica (aluaturi moi) care au capacitate mica de
retinere a gazelor si de mentinere a formei.
Intre
durata de fermentare finala si temperatura la care aceasta are loc,
exista in general, o relatie inversa, in sensul ca pentru
acelasi aluat, optimul fermentarii finale se atinge cu atat mai
repede cu cat temperatura este mai mare.
Nerealizarea
duratei optime de fermentare finala conduce la produse de slaba
calitate. La scurtarea duratei operatiei, volumul painii poate scade cu
pana la 30%, porii ramanand mici, insuficient dezvoltati.
Prelungirea fermentarii finale peste momentul optim conduce, de asemenea,
la produse cu volum mic, aplatizate. Defectul apare in acest caz datorita
scaderii capacitatii aluatului de a retine gazele de
fermentare si a capacitatii de mentinere a formei in urma
inrautatirii proprietatilor lui reologice. Consumul
marit de glucide in procesele fermentative fac ca painea
obtinuta din aluat fermentat final un timp excesiv sa aiba
coaja insuficient colorata si aroma slaba.
Stabilirea duratei optime a fermentarii
finale
Durata
optima a dospirii finale se stabileste organoleptic pe baza
modificarii volumului, formei si proprietatile fizice ale
bucatii de aluat.
Gradul
de fermentare finala se stabileste astfel:
a) Fermentarea finala
incompleta se recunoaste dupa volumul
insuficient dezvoltat al bucatii de aluat, elasticitatea mare a
aluatului, care la apasarea usoara cu degetul revine imediat la
forma initiala dupa inlaturarea apasarii, si
faptul ca nu este moale si pufoasa. De asemenea, in acest caz,
bucata de aluat are in sectiune forma rotunda, apropiata de
forma obtinuta la modelare, iar porii sunt mici, nedezvoltati.
Prin coacerea unui astfel de aluat, forma rotunda a sectiunii se
accentueaza, porii raman insuficient dezvoltati si
orientati cu axa mare pe verticala. Painea coapta in forma
are coaja superioara bombata si este desprinsa de peretele
formei.
b) Fermentarea finala
optima corespunde momentului cand bucata de aluat
are volumul bine dezvoltat, la apasare usoara cu degetul revine
relativ lent la forma initiala dupa inlaturarea
apasarii, este moale si pufoasa la palpare, iar in
sectiune prezinta o oarecare latire. Porii au forma
ovala si inclinati cu axa mare la un unghi de aproximativ 45-50 fata de orizontala.
c) Fermentarea finala
depasita se recunoaste dupa
forma aplatizata a bucatii de aluat, pierderea
elasticitatii aluatului, care la apasare usoara cu
degetul revine foarte greu sau deloc la forma initiala dupa
inlaturarea apasarii, porii sunt alungiti cu axa mare in
pozitie orizontala, deformati datorita greutatii
proprii a aluatului.
Instalatii pentru operatia de fermentare
finala
In principiu, instalatiile
pentru fermentarea finala constau din suprafete suport fixe
sau mobile, pe care se aseaza bucatile de aluat si a
caror marime este functie de marimea bucatii de
aluat, respectiv suprafata ocupata de o bucata de aluat Ds, numarul de bucati de aluat prelucrate in unitatea de
timp N0 si durata de fermentare finala tFf.
pentru
Ds si N0 constanti, S=f(tFf
In
practica aceste instalatii se numesc dospitoare.
Dupa
modul de functionare, instalatiile pentru fermentare finala pot
fi:
cu functionare
discontinua;
cu functionare continua
Instalatii pentru
fermentarea finala discontinue
Aceste
instalatii constau din dulapuri mobile. Se folosesc in sectiile de
mica capacitate si pot deservi cuptoare cu functionare
discontinua sau continua.
Instalatii de fermentare
finala continue
Aceste instalatii sunt utilizate in
fabrici mari, mecanizate, cu cuptoare continue.
Din
punct de vedere constructiv pot fi:
dospitoare cu leagane;
dospitoare cu benzi (tunel
Dospitoare cu banda
(tunel)
In
principiu, aceste dospitoare sunt formate dintr-un tunel termoizolat prin care
circula o banda transportoare. Pe aceasta banda se
aseaza bucatile de aluat supuse dospirii. Ele se
incarca pe la unul din capetele benzii si se descarca pe la
capatul opus. Timpul cat bucatile de aluat parcurg dospitorul
reprezinta timpul de fermentare finala.
Dospitoarele
cu banda deservesc cuptoarele tunel. Pentru ca transferul aluatului din
dospitor in cuptor sa se faca cu usurinta, se
recomanda ca cele doua benzi sa aiba aceeasi
latime si aceeasi viteza de deplasare.
Din
punct de vedere constructiv, dospitoarele tunel pot fi cu o banda sau cu
mai multe benzi.
Dospitorul
tunel cu o singura banda
Este
format dintr-o banda transportoare care strabate camera de fermentare
sub forma de tunel. Transferul aluatului in cuptor se face simplu, dar
prezinta dezavantajul ca necesita suprafata foarte
mare de constructie si nu se poate varia timpul de dospire decat
daca se modifica si timpul de coacere si capacitatea
liniei. Dospitoarele cu o singura banda au gabarit mare si nu
permit modificarea timpului de dospire decat daca se modifica si
timpul de coacere care atrage dupa sine modificarea debitului.
Conditia
de functionare a dospitorului cu banda este:
vc=vd si pc=pd;
unde:
vc - viteza benzii cuptorului;
vd - viteza benzii dospitorului; pc - pasul
bucatilor de aluat pe banda cuptorului; pd - pasul
bucatilor de aluat pe banda dospitorului
Lungimea
benzii dospitorului se calculeaza pentru timpul maxim de dospire.
Dospitorul
cu doua benzi suprapuse
In
acest caz lungimea totala a spatiului benzii de dospire se imparte in
doua. Se scurteaza astfel lungimea tunelului de dospire si se
poate regla durata de fermentare finala in limitele timpului maxim de
dospire si jumatatea acestuia (timpul minim de dospire).
Dospitorul (fig. 5.21.) consta din doua camere de fermentare
suprapuse 1 si 1 , in care se gasesc benzile
transportoare orizontale 2 si 2 ,
prevazute cu sistemele de intindere 3 si 3 si sistemele de actionare independente 4 si 4 . Ramurile active ale benzilor se sprijina pe suprafete
suport. Pe aceste benzi se incarca bucatile de aluat supuse
dospirii.
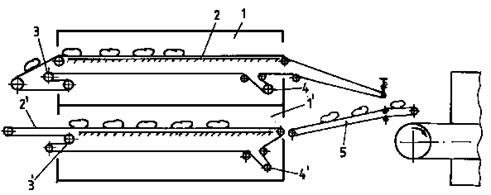
Fig. 5.21. Schema dospitorului final cu doua benzi
suprapuse
Daca
se incarca si se descarca o singura banda a
dospitorului se realizeaza timpul minim de dospire. Daca se
incarca alternativ ambele benzi, atunci banda care se incarca se
deplaseaza iar cealalta stationeaza. In cazul in care timpul
de stationare a fiecareia din cele doua benzi este egal cu
timpul minim de dospire, se realizeaza timpul maxim de dospire. Pentru un
timp intermediar de dospire, situat intre timpul minim si timpul maxim de
dospire, ambele benzi functioneaza, dar ele sunt incarcate
incomplet, numai pe o anumita lungime a lor, iar timpul de stationare
este inferior timpului minim de dospire.
Banda
auxiliara 5 functioneaza tot timpul pentru a prelua
bucatile de aluat de pe banda 2 sau 2 si a le transfera pe banda cuptorului.
Forma
celor doua benzi ale dospitorului este diferita si aleasa
astfel incat sa fie usurata munca operatorului la
incarcarea cu bucati de aluat si pentru a se putea racorda
la banda auxiliara de descarcare.
Camerele de fermentare ale dospitorului sunt climatizate.

