Relatia proiectare-contactare. Proiectarea pentru
fabricatie
1. Conceptul de proiectare pentru fabricatie - DFM
Evolutia
rapida a tehnologiei si cerintele societatii contemporane tind sa elimine
conceptul de excelenta in modul de apreciere al unui produs.si sa reduca
dramatic ciclul de viata al acestuia. Un produs este conceput pentru client, la
un nivel determinat de calitate si in special cu reducerea costurilor. Costul
de fabricatie redus pentru un nivel ridicat, dar determinat, de calitate cu
reducerea timpului de lansare pe piata este cheia succesului economic pentru un
produs pentru ca permite o margine a profitului ridicata. Acest deziderat este
dependent de conceptia si proiectarea produsului.
Conditia de succes economic pentru un
proiect este de a asigura produsului inca din faza de conceptie un nivel
ridicat de calitate cu reducerea costurilor de fabricatie, in consecinta
conditia de succes devine proiectarea pentru fabricatie.
Analizele economice efectuate privind
ponderea fazelor din ciclul de viata al produsului (PLC) in stabilirea
costurilor de fabricatie au demonstrat ca deciziile luate in faza de conceptie
si proiectare a produsului determina peste 70% din costurile de fabricatie in
timp ce deciziile luate in faza de productie au o pondere de maxim 20%. Mai
mult, s-a demonstrat ca faza de conceptie are ponderea maxima in stabilirea
costurilor de productie, a nivelului de calitate, al productibilitatii si al
duratei de lansare pe piata.
Fig. 1.1. Ponderea fazelor PLC produs in costul de fabricatie
Pe baza acestor analize si a conditiei de
asigurare a succesului economic pentru produs prin proiectare pentru fabricatie
a fost dezvoltat conceptul de Proiectare Pentru Fabricatie ( Design For Manufacturing - DFM),
care depaseste domeniul intrinsec, strict, al proiectarii prin luarea in
considerare a interventiei congruente in toate fazele de dezvoltare si
fabricatie al unui produs prin optimizari pe faze inerconditionate de ansamblul
tuturor fazelor din ciclul de viata al produsului in scopul realizarii
sinergieii la nivelul produsului a rezultatelor pozitive, imediate, de la
nivelul local al fazelor PLC. Sinergia conceptului DFM se concretizeaza pentru
procesul de dezvoltare al unui nou produs (New
Product Development - NPD) prin reducerea timpului de lansare, asigurarea
unui nivel de calitate ridicat la un cost de fabricatie optim, redus, oferind
conditii pentru succesul pe piata si profitabilitate.
Principii generale DFM
Conceptul DFM
presupune comunicarea si promovarea unor actiuni interdisciplinare pe toate
fazele proiectului in scopul extragerii datelor pe baza carora se stabileste
strategia si se elaboreaza cerinte si constrangeri specifice fiecarei faze
(Fig. 1.2). Modul de actiune presupune minimizarea incertitudinilor specifice
pe faze prin stabilirea unor cerinte generale determinate de nivelul tehnologic
disponibil in proiectare si productie completate prin cerinte specifice
produsului. Cerintele generale pot reprezenta un obiectiv specific unei faze
sau al unui proces, de exemplu calitate, fiabilitate, posibilitati cat mai
complete de testare, zero defecte la asamblare si sunt prezentete prin
acronimul lor din limba engleza. Se cunosc:
DFA Design For Assembly
DFD Design For Disassembly
DFS Design For Speed
DFT Design For Test
DFTC Design For Target costs
DFZ Design For Zero Defects
DFX Design For Excellence
DFEMC Design For
ElectroMagnetic Compatibility
DFESD Design For Electrostatic Discharge
DFI Design For Instability
DFM Design For Maintainability
DFM Design For Manufaturability
DFML Design For Material Logistic
DFP Design For Portability (Software)
DFQ Design For Quality
DFR Design For Reliability
DFR Design For Reuse
DFS Design For Safety
DFS Design For Simplicity
Cerintele
specifice produsului sunt determinate de conditia de asigurare a
functionalitatii lui in conditii determinate de exploatare, service si
mentenanta.
Metodologia
DFM presupune stabilirea unei strategii de produs grefata pe strategia generala
DFM a companiei si aplicarea unor principii conforme strategiei stabilite in
conditiile determinate de cerintele si constrangerile generale si specifice
produsului. Se pot enumera urmatoarele principii generale:
-
Simplificarea proiectelor in scopul de a corespunde capabilitatilor tehnologice
de productie prin utilizarea componentelor standardizate, reutilizarea unor
segmente de proiecte, reducerea numarului de componente si utilizarea unor
metode si solutii de simplificare a asamblarilor;
-
Promovarea muncii in echipa si colaborarea dintre diferitele departamente
implicate in proiect;
-
Promovarea proceselor paralele;
- Educarea
proiectantilor si a inginerilor de conceptie in domeniul tehnologiei de
fabricatie si a cerintelor standadelor specifice;
-
Introducerea unor constrangeri propuse proiectarii pe baza tolerantelor
tehnologice de productie, a limitelor proceselor, a procedurilor, a programarii
si organizarii productiei, a timpilor de productie prin contributia inginerilor
de productie;
-
Asigurarea documentatiei tehnice specifice proiectului;
-
Utilizarea tehnicii de calcul si a softwarelor specializate CAD/CAE/CAM pentru
procesul de proiectare, transferul datelor, analiza, introducerea si verificarea
functionalitatii DFM.
Consider
ca generalitatea si complexitatea conceptului Design For Manufacturing acopera
domeniile definite prin conceptele aditionale precedente.

Fig. 1.2. Interactiuni specifice DFM
In aceste
conditii DFM poate fi definit ca un proces continuu de concepere si promovare a
solutiei optime pentru reducerea timpului de lansare pe piata, cresterea
calitatii, imbunatatirea performantelor produsului, cresterea profitabilitatii,
cresterea competitivitatii companiei si intarirea pozitiei ei pe piata prin
luarea in considerare inca din faza de conceptie a limitelor si performantelor
tehnologice ale proceselor de productie din companie.
Beneficiile companiei prin aplicarea
conceptului DFM pot fi directe si imediate in ceea ce priveste cresterea
generala a performantelor si rezolvarea problemelor de fabricatie prin
promovarea produselor pentru fabricatia cu tehnologia proprie. Se pot lua in
calcul beneficiile potentiale in cazul NPD, ca de exemplu:
- scurtarea
timpului de lansare pe piata;
- reducerea
costurilor de producti8e;
- imbunatatirea
calitatii;
- cresterea
fiabilitatii;
- optimizare
activitatii efective de transfer tehnologic;
- cresterea
satisfactiei clientului;
- abilitatea de a
rezolva probleme complexe de productie in limitele tehnologiei existente;
- scurtarea
procesului de proiectare si realizare a prototipului, premize pentru
accelerarea executiei proiectului in ansamblu;
- reducerea
timpului de recuperare a investitiei cu o margine de profit ridicata;
- reducerea
iteratiilor in proiectare si a efortului de proiectare tehnologica;
- optimizarea
resurselor si reducerea timpului de munca pe proiect;
- abilitati de
identificare timpurie a necesitatilor de modificare in procesul de dezvoltare
si evitarea angajarii unor cheltuiei nejustificate;
- cresterea
activitatii de inovare prin participarea specialistilor din zona de productie
in zona de conceptie;
- capabilitatea de
a promova solutia corecta de la prima iteratie;
- experienta si
capabilitati crescute privind munca in echipa;
- imbunatatirea
comunicarii interdepartamentale si intre individ si comunitate.
2. Proiectare pentru fabricatie prin tehnologia de lipire
la val
In
conformitate cu variantele de echipare a PCBs rigide (Fig. 2.1), tehnologia de
lipire la val permite lipirea 1A - complet, 1C - numai componentele THT, 2B - val
selectiv cu mascarea componentelor, 2C - complet cu montarea prin adeziv a
componentelor SMD pe bottom, 2CX - val selectiv si montare cu adeziv a
componentelor.
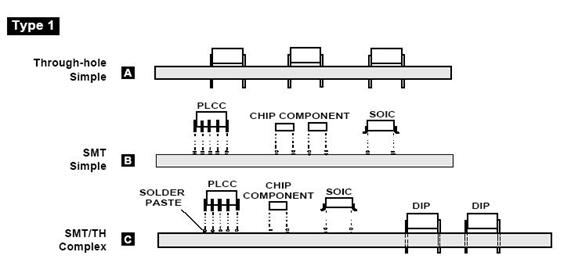
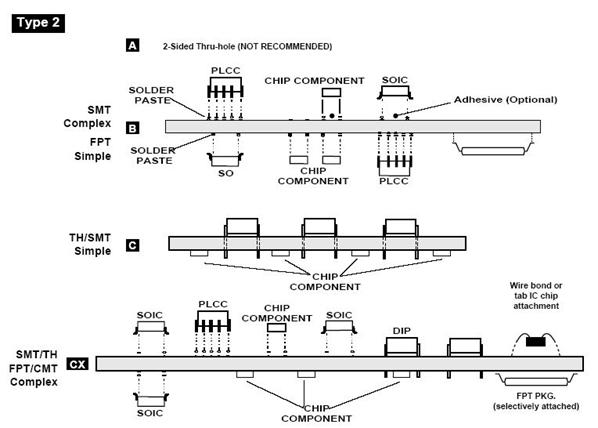
Fig. 2.1 Variante de echipare a PCBs conform IPC
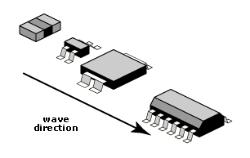
Componentele SMD
montate cu adeziv pe bottom necesita geometri diferite pentru paduri, distante
intre componente si intre trasee, reguli de orientare, functie de directia si
sensul de lipire. In general se creste aria padului pentru lipirea la val. Din
punct de vedere al proiectarii se recomanda trecerea la echiparea smd pe bottom
incepand cu componente chip, in scopul de a reduce numarul de componente smd
complexe montate pe aceasta suprafata. Componentele chip vor fi montate
perpendicular pe directia de lipire iar capsulele "dual in line" paralel cu
directia de lipire (Fig. 2.2).
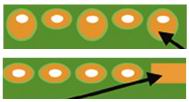
Acest pad se pune
opus pe directia valului la acelasi pas dar de trei ori lungimea unui pad
normal. In cazul componentelor QFP se utilizeaza plasarea componentei la 45° in
raport cu directia valului (Fig. 2.3. c).
 a.
a.  b.
b. 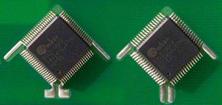 c.
c.
Fig. 2.3. Pad recuperator
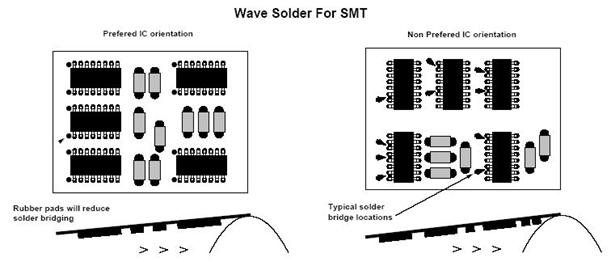
Fig. 2.4. Pozitia padului recuperator in raport cu directia si sensul valului
Componentele smd cu terminale J (PLCC) sau
componentele QFP si BGA nu pot fi lipite la val prin montare cu adeziv deoarece
terminalele sunt mascate de corpul componentei. Pentru rezolvarea situatiei
cand avem componente THT top si componente smd de acest tip bottom, se
utilizeaza lipirea selectiva la val cu mascarea prin structuri proiectate
special a componentelor smd lipite anterior prin retopire (Fig. 2.5).
Pentru lipirea
selectiva la val se recomanda:
- gruparea
componentelor pe zone SMD - THT;
- distanta de minim
3.8mm intre componentele de granita SMD - THT;
- inaltime de
maximum 2.4mm pentru componentele SMD
Pentru lipirea la val este necesara
panelarea placilor prin frezare (Fig. 4.6) sau prin taietura in V - scoring
(Fig. 4.7), conform IPC 782 / 7351.
 a.
a.  b.
b.
Fig. 2.5 Structura de lipire selectiva la val
3. Proiectare pentru fabricatie prin tehnologia de lipire
prin retopire
In
conformitate cu variantele de echipare a PCBs rigide (Fig. 2.1), tehnologia de
lipire prin retopire permite lipirea 1B - SMD top complet, 1C - SMD top complet
si THT cu tehnologia PIN - IN - Paste, 2B, 2C - SMD top complet si montare cu
adeziv SMD bottom, 2CX - SMD top si bottom complet completat cu val selectiv
pentru bottom.
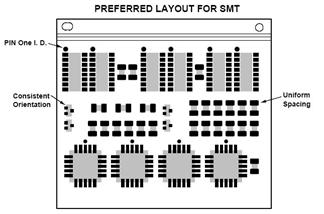
Se recomanda orientarea
componentelor pe una sau doua axe in scopul simplificarii inspectiei optice
(Fig. 3.1) cu spatii de siguranta conform reglementarilor IPC (Fig. 4.3).
Tehnologia
de lipire prin retopire pe linii automate SMT necesita elemente de referina pe
placi Aceste referinte se numesc fiduci, fiducials sau fiducial marks. Se
utilizeaza fiduci de componenta (local fiducials), de placa (global fiducials)
si de panel (Fig. 4.2). Conform IPC
(Fig. 4.1) fiducii cei mai utilizati au dimensiunile 50/150mls. Fiducii nu pot
fi amplasati la mai putin de 4.75mm de marginea placii si esse cere ca
neuniformitatile stratului de acoperire sa nu depaseasca 0.015mm.
 a.
a. 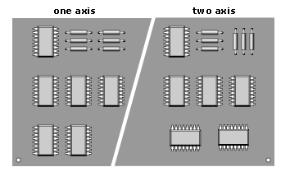 b.
b.
Fig. 3.1. Orientarea componentelor SMD pentru lipirea
prin retopire
 a.
a.  b.
b.  c.
c.
Fig. 3.2. Recomandari pentru proiectarea placilor pentru
lipirea prin retopire
Se recomanda pastrarea unui ecart
intre solder mask si pad de circa 5 mls pe contur (Fig. 3.2. a) si utilizarea
puntilor termice (thermal relief) pentru racordarea padurilor de dimensiuni
mari (Fig. 3.2. b). In cazul neutilizarii acestei proceduri de racordare a
padurilor la traseu sau la selectarea suprafetelor active pentru radiatia
termica corespunzatoare radiatoarelor componentelor de putere, in cuptor la
retopire se va deplasa componeta fara terma relief (Fig. 3.2. c).
Pentru lipirea prin
retopire pe liniile automate SMT este necesara panelarea placilor prin frezare
(Fig. 4.6) sau prin taietura in V - scoring (Fig. 4.7), conform IPC 782 / 7351.
4. Continut si cerinte DFM pentru proiectul pcb
A. Format:
Documentatia
pcb va fi in format Gerber 274X, sau fisiere gerber cu extensia: *.gtd. *.gbr, *.grb, *.gbx, *ger, *.pho, *cam, *pcb
Documentatia mecanica va fi in format *.dxf
B. Continut
Documentatia minima necesara d.p.d.v
tehnologic trebuie sa contina:
PCB drilling and cutting info. Desenul de
executie pcb.Trebuie sa contina referinta, cotele de executie, cote fiduci.
Fisierele gerber pentru pcb produs ( caz:
componente pe ambele fete, n layers):
- Assembly top (AST)
- Assembly bottom (ASB)
- Layer top (TOP)
- Layer bottom (BOT)
- Solder mask top (SMT)
- Solder mask bottom (SMB)
- Solder paste top (SPT)
- Solder paste bottom (SPB)
- Silkscreen top (SST)
- Silkscreen bottom (SSB)
- Contur (border) ( BRD, MLL )
- Fisierul de gaurire (TAP)
Specificatia
tehnica pcb. Cuprinde toate conditiile tehnice si tehnologice necesare
fabricarii pcb.
Fisa
tehnologica pcb. Insoteste specificatia tehnica pcb. Prezinta structura pcb
si documentatia tehnologica specifica pcb.
Proiectul de panelare:
- PCB panel drilling and cutting info-
Desenul de executie panel.Trebuie sa contina referinta,
cotele de executie, cote fiduci.
- Fisierele gerber pentru panel
- Assembly top panel ( _P.AST)
-
Assembly bottom panel ( _P. ASB)
- Solder mask top panel ( _P .SMT)
- Solder mask bottom panel (_P. SMB)
- Solder paste top panel (_P. SPT)
- Solder paste
bottom panel (_P.SPB)
-
Fiducials top
-
Fiducials bot
-
Contur panel (border) ( BRD, MLL )
Lista cuprinzand coordonatele centrelor componentelor si fiducilor
(text sau excel)
Lista de materiale(codificare componente, cod, tip, nume producator,
caracteristici). Listele de materiale vor permite
specificarea componentelor generala, top/bot, smd/th.
C. Cerinte SMD
Fiducials
-
Sunt necesari 3 fiduci de aceasi dimensiune (eroare max. 25µm(0.001in) intr-un
proiect pcb
plasati la min.4.75mm(0.187in) de marginile
placii.
-
Dimensiuni: diametru minim 1mm(0.040in); maxim 3mm(0.120in)
- Pastila poate fi lasata cupru pur,
cupru OSP , nichelata sau acoperita cu cositor. Sunt admise
denivelari pe suprafata pastilei de max.
0.015mm(0.0006in).
- Zona
de contrast din jurul pastilei are diametrul egal cu 3 dimetre de pastila si nu
este
acoperita de solder mask.
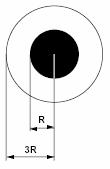
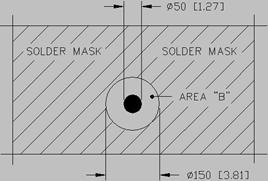
Fig. 4.1. Definitie fiducials
Trasee si paduri. Amplasare componente
-
Padurile vor fi de dimensiuni standard functie de fata pe care sunt amplasate
componentele. Optim este sa fie realizate dintr-o singura apertura tip flash.
-
Padurile vor fi conectate la trasee sau la suprafetele de cupru prin punti cu
latimea sub1/3 din latura respectiva a padului.
-
Solder mask va avea un ecart de min. 5mls in jurul padului.
-
Silkscreen nu va fidepus pe paduri sau sub componente.
- Este necesar un spatiu liber de componente
cu lungimea de 4.5mm in partea anterioara pcb
(conform directiei de lipire) inclusiv marginea tehnologica (daca exista).

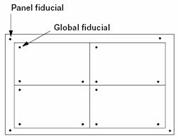
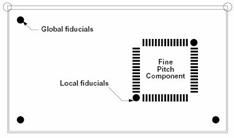
Fig. 4.2. Amplasarea
fiducilor pe placa si pe panel
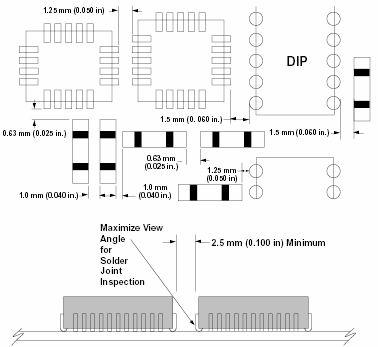
Fig. 4.3. Distantele de
siguranta minime intre componentele SMD
D. Cerinte pentru val
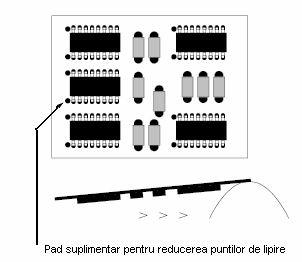
Fig. 4.4. Orientarea
componentelor SMD lipite la val
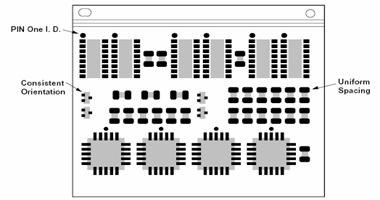
Fig. 4.5. Amplasarea componentelor pe pcb pentru un
control vizual rapid
F. Cerinte
pentru panel
- Dimensiuni : - lungime (51 - 400) mm
-
latime (51 - 280) mm
- Margine tehnologica: min. 4.5mm
paralela la directia de lipire
- Grosime pcb: (0.8 - 5)mm
- Greutate max. placa asamblata: 2Kg
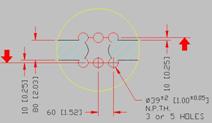
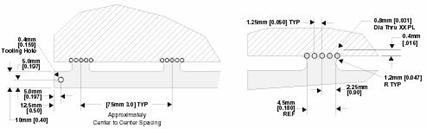
Fig. 4.6. Detalii pentru panelarea prin frezare (routed)

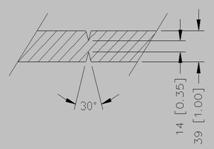
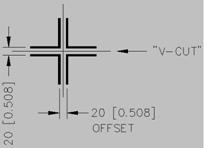
Fig.
4.7. Detalii pentru panelarea prin
scoring (Vcut)
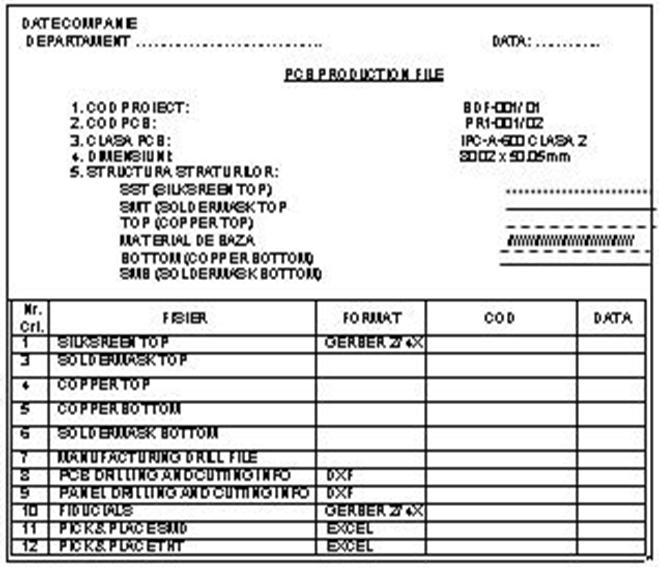
Fig. 4.8. Model FISA
TEHNOLOGICA PCB
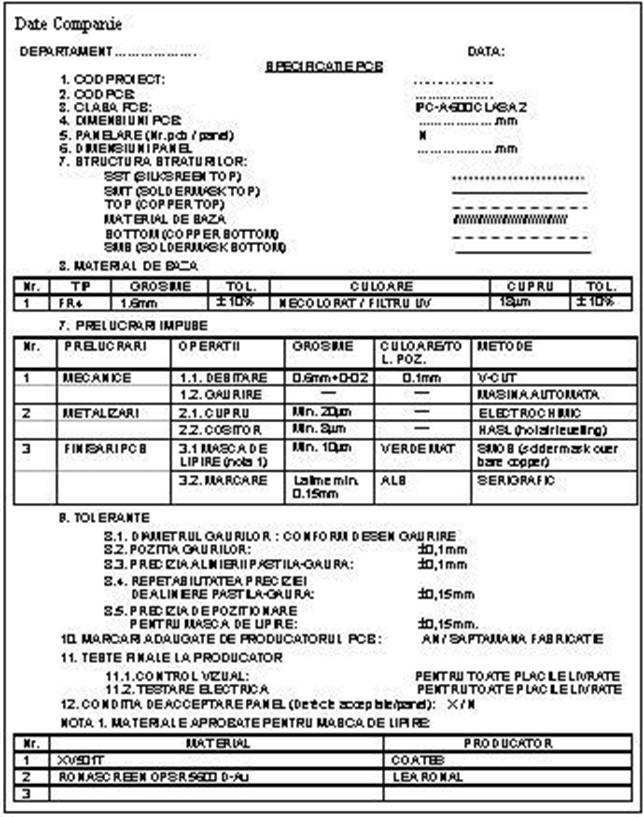
Fig. 4. Model SPECIFICATIE TEHNICA PCB
Bibliografie
[1] Improving
Lead-Free Joint Quality With Nitrogen - SMT October 2006
[2] The Effect of
Voiding in Solder Interconnections Formed from Lead Free Solder pastes with
Alloys of Tin, Silver and Copper - IPC Solder Products Value Council
[3] Understanding
'tombstoning' and how to prevent it -
Harry Trip, 2003
[4] Does PCB finish
affect voiding levels in lead-free assemblies? - David Bernard, Keith Bryant,
2003
[5] Multi-criterial
Approach for Implementing of Lead-free Technology - S. Jianu, I. Plotog, C.
Turcu, T. C. Cucu, N. D. Codreanu, 2006
[6] Lead-Free Soldering: DOE Study to Understand its Affect on Electronic
Assembly Defluxing - Mike Bixenman, Dirk Ellis, Steve Owens, 2004
[7] Traian C. Cucu,
Norocel-Dragos Codreanu, Ioan Plotog, 'Reflow process using lead free
materials-basics and comparison with tin-lead process', Proceedings of the
2005 Interntional Symposium for Design Technology and Electronics
Packaging (SIITME 2005), Cluj-Napoca, Romania, September 22-25, 2005, pp. 250 -
255.
[8] I. Plotog, S.
Jianu, C. Turcu, T. C. Cucu, N. D. Codreanu, "Multi-criterial
Approach for Implementing of Lead-free Technology", 4th European
Microelectronics and Packaging Symposium, May 21-24, Terme Catez, Slovenia,
pp. 301-306.
***, Internet web sites related to DFM
topics.
***, www.ipc.org
IPC Reviews 2005,2006
[12] ***, DIRECTIVE
2002/95/EC OF THE EUROPEAN PARLIAMENT AND OF THE COUNCIL on the restriction of
the use of certain hazardous substances in electrical and electronic equipment,
January 27, 2003.
[13] ***, UK
Government Guidance Notes SI 2005 No. 2748, November, 2005.
[14] ***,
COMMISSION DECISION 2005/618/EC amending Directive 2002/95/EC for establishing
the maximum concentration values - document no. C(2005) 3143, August 18, 2005.
[15] ***, UK, University of Bolton, Department of Computing
& Electronic Technology, Advanced Microelectronics for
Industrialists - on line course
[16] ***, https://nepp.nasa.gov, NASA Basic
Info/FAQ Basic Information Regarding
Tin WhiskersBasic