Proiectarea
procesului tehnologic de prelucrare a piesei: Roata de curea
I. Analiza
constructiv-functionala a piesei
Transmiterea energiei de la un arbore motor
la un arbore condus se poate realiza pe baza frecarii dintre un element
intermediar, fara sfarsit numit curea si rotile de
curea montate pe cei doi arbori.
Pentru a realiza forta de frecare, se
asigura o tensionare initiala a curelei pe rotile de curea.
Avantajele transmisiei prin curele sunt:
posibilitatea transmiterii miscarii de rotatie si a puterii
la distanta, functionarea lina, fara zgomot,
amortizarea socurilor, protectia contra suprasarcinilor,
posibilitatea de functionare la turatii mari.
Printre dezavantaje se enumera:
gabaritul mare, raport de transmitere variabil ca urmare a alunecarii
curelei pe roti, forte mari pe arbori, necesitatea dispozitivelor de
intindere a curelei.
La transmisiile cu curea trapezoidala,
fetele de lucru sunt flancurile laterale ale sectiunii curelei. Ca
urmare a formei trapezoidale a sectiunii curelei, intervine efectul de
pana care contribuie la crestere apreciabila a frecarii
si deci a portantei transmisiei prin curele trapezoidale.
Rotile de curea trebuie sa
satisfaca urmatoarele conditii: sa fie usoare, bine
echilibrate, montate centric pe arbore, sa asigure o aderenta
buna si sa nu uzeze cureaua. Materialele utilizate pentru
constructia rotilor de curea sunt: otelurile, fonta
turnata, aluminiu, materiale plastice, lemn sau carton presat.
Rotile de curea au forma
constructiva determinata de tipul transmisiei. Forma si
dimensiunea rotilor, forma canalelor pentru curea trapezoidala sunt
functie de tipul curelei. Rotile pot fi de constructie monobloc
sau de constructie sudata, cu discuri stantate la diametre mai
mari de 300 mm.
Asigurarea
bunei comportari in exploatare a rotilor de curea impune o serie de
conditii de precizie, calitate a suprafetei si calitatea
materialului. Precizia ridicata se impune in primul rand suprafetelor flancurilor laterale a canalului
trapezoidal si a suprafeti ce formeaza ajustaj cu suprafata
arborelui si determina buna functionare a intregului ansamblu.
Astfel precizia de
executie a dimensiunilor diametrale ale suprafetelor importante
corespunde claselor de precizie 6-7 ISO. Erorile de pozitie se refera
la coaxialitatea suprafetelor cilindrice importante, perpendicularitatea
fata de axa a suprafetelor frontale. Valorile admisibile
ale acestor erori sunt in general mici pentru suprafetele importante ale
rotilor.
Rugozitatea impusa
suprafetelor ce formeaza ajustaje cu arborele este cuprinsa
intre limitele Ra 1.6-3.2mm.
Procesul tehnologic de prelucrare
mecanica prin aschiere a pieselor este influentat in mare
masura de felul semifabricatelor alese pentru executarea pieselor.
La alegerea semifabricatului trebuie sa
se tina seama de:
-forma, dimensiunile si masa piesei;
-destinatia piesei, materialul si
conditiile de functionare;
-volumul poductiei;
-existenta utilajelor pentru producerea
semifabricatului.
Alegerea
semifabricatului se face avandu-se in vedere una din urmatoarele
posibilitati:
-sa se utilizeze un semifabricat cat mai
aproape de forma, dimensiunile si rugozitatea suprafetei piesei
finite;
-sa se
utilizeze un semifabricat cu un grad mai mic de apropiere de piesa finita.
Aceasta va fi mai ieftin insa necesita cheltuieli ulterioare mai mari
pentru a-l transforma in piesa finita.
Asupra alegerii procedeului de semifabricare
influenteaza de asemenea durata necesara pentru pregatirea
echipamentului tehnologic, existenta utilajului tehnologic
corespunzator pentru semifabricare si gradul de automatizare dorit al
procesului.
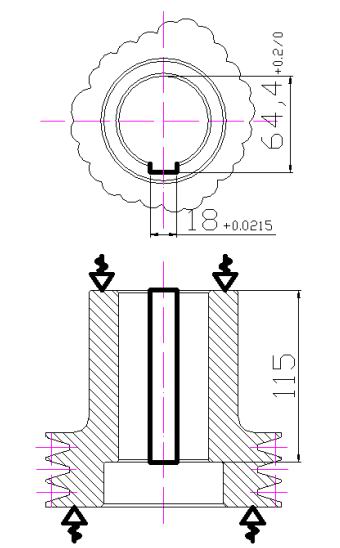
Piesa de prelucrat face parte din clasa
rotilor de curea trapezoidala de constructie monobloc. La
aceasta piesa suprafetele principale sunt suprafetele flancurilor laterale a canalelor
trapezoidale precum si cota
F= 60 h7 (+0,0300)
mm cu care se monteaza pe arbore
Procedeul de elaborare a semifabricatului va
fi laminare la cald. Avand in vedere productia de serie mica, pentru
executia piesei se poate utiliza un semifabricat din bara
rotunda, chiar daca nu are forma apropiata de forma si
dimensiunile piesei finite. Procedeul va fi mai ieftin, decat obtinerea
semifabricatului in varianta forjata sau turnata.
Materialul va fi otel carbon OL 52.2, ce
se recomanda pentru piese de masini supuse la solicitari mari
precum si pentru piese care trebuie sa aiba o duritate
naturala (fara tratament termic), cum sunt rotile de curea,
roti dintate putin solicitate, arbori, bolturi.
Cota de F = 100mm ca si lungime este cota
libera, toate cotarile au fost facute de la capetele piesei spre
aceasta suprafata, deci cotarea piesei este tehnologica.
II. Calculul adaosului de
prelucrare
a.
Generalitati
Pentru obtinerea pieselor de
masini si utilaje cu precizia necesara si calitatea
suprafetelor impuse de conditiile functionale si de estetica
industriala este necesar, de cele mai multe ori, ca de pe semifabricat sa se
indeparteze prin aschiere un strat de material denumit adaos de
prelucrare.
Stabilirea corecta a
marimii adaosului de prelucrare este o problema deosebit de
importanta, din punct de vedere tehnic si economic, pentru tehnologia
de elaborare a semifabricatului insusi si mai ales pentru tehnologia
de prelucrare ulterioara a acestuia. Alegerea procedeului de prelucrare se
face de regula tinandu-se seama, printre altele, de marimea
adaosului de prelucrare si de marimea semifabricatului.
Marimea adaosurilor de
prelucrare trebuie sa fie astfel stabilita incat, in conditiile
concrete ale fabricatiei considerate, sa se asigure realizarea pieselor in tolerantele prescrise
si la un cost de prelucrare convenabil.
Marimea adaosului de prelucrare
depinde si de procedeul prin care a fost obtinut semifabricatul
(laminare, matritare, forjare, turnare) de calitatea materialului folosit,
de dimensiunile piesei finite.
Pentru calculul adaosului de
prelucrare se iau ca baza dimensiunile nominale a piesei, se
stabileste traseul tehnologic, bazarea piesei la diferite prelucrari
si se precizeaza metoda de obtinere a semifabricatului.
Adaosul de prelucrare intermediar
minim se calculeaza cu relatiile urmatoare :
a.-pentru adaosuri
simetrice (pe diametru) la suprafete exterioare si interioare de
revolutie:
2Ac min = 2 ( Rzp
+ Sp ) + 2 *  [
Picos ]
[
Picos ]
b.-pentru adaosuri
asimetrice la suprafete plane opuse prelucrate in faze diferite sau pentru
o singura suprafata plana :
Ac min = Rzp + Sp + rp ec [
Picos ]
unde:
Ac min.- adaosul de
prelucrare minim considerat pe o parte (pe raza sau pe o singura
fata plana)
Rzp -
inaltimea neregularitatilor de suprafata
rezultate la faza precedenta
Sp -
adancimea stratului superficial defect (ecruisat), format la faza
precedenta
rp - abaterile spatiale ale
suprafetei de prelucrat, ramase dupa efectuarea fazei precedente
ec - eroarea de asezare la faza de
prelucrare considerata
b.
Calculul adaosului de prelucrare pentru
piesa Roata de curea
Semifabricat laminat la cald,
material OL52.2, productie de serie mica.
Pentru stabilirea
diametrului barei laminate din care se va executa piesa se calculeaza
adaosurile pentru suprafata cu diametrul maxim. Pentru diametrul maxim se
ia in considerare prelucrarea la rugozitatea Rz=12.5 a cotei Φ= 158 mm.
Cota
la diametrul maxim Φ=158 mm .
La strunjire de
degrosare operatia de prelucrare precedenta este laminarea:
Rzp
= 300 mm
Sp = 400 mm
Tp = 4200mm
rp = 0.8*D
rp mm
2Ac min
= 2 ( Rzp + Sp + rp mm
Adaosul nominal pentru operatia
de prelucrare la F = 158+0.5-0.5 mm
2Ac nom = 2Ac min + Tp
2Ac nom = 1653 mm + 4200 mm = 5853 mm
Dimensiunea
nominala a barei laminate :
d nom = d
max + 2Ac nom
d nom = 158 +
5.853 = 163.85 mm.
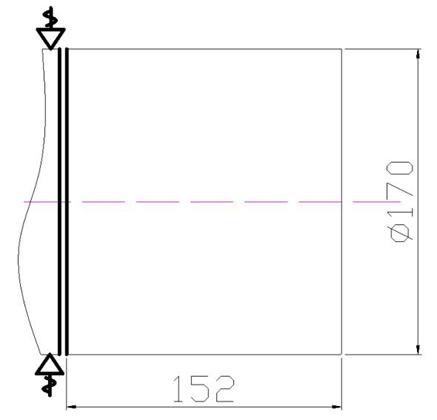
Se alege ca semifabricat o bara
standardizata :
d sf = 170 +1.5-2.7
Adaosul nominal calculat pentru
degrosare
:
2Ac nom = 170
- 158 = 12 mm.
La calculul
adaosului de prelucrare pentru diametrul interior minim se ia in
considerare prelucrarea la rugozitatea Rz=6.3 a cotei Φ= 60+0.0300 mm
Pentru cota +0.0300 mm - cota
finisata- operatia precedenta este degrosarea;
Tp = 400 mm
Rzp = mm;
Sp = 5 mm;
rp = 0.8*D
rp mm
Asadar adaosul
minim pentru operatia de prelucrare la diametrul +0.0300 mm :
2Ac min = 2
( Rzp + Sp + rp ) = 2 ( 50 +50+ 128 ) = 456 mm
Adaosul nominal pentru operatia
de finisare:
2Ac nom = 2Ac
min + Tp
2Ac nom = 456 mm + 400 mm = 856 mm
Dimensiunea
minima dupa strunjire de degrosare inainte de finisare:
d min = 60 -
0.856 = 59.144 mm
d nom = 59.1
mm.
d max = 59.1 + 0.4 = 59.5 mm
d max = 59.5 mm
 Operatia de degrosare se executa la: F = 59.1+0.4-0 mm
Operatia de degrosare se executa la: F = 59.1+0.4-0 mm
Pentru cota F= 59.1+0.4-0
mm -cota degrosata- operatia
precedenta este gaurirea.
Tp = 1900 mm
Rzp = 1 mm;
Sp = 25 mm;
rp = 0.8*D
rp mm
Asadar adaosul
minim pentru operatia de prelucrare la diametrul Φ= 59.1+0.40 mm :
2Ac min = 2
( Rzp + Sp + rp ) = 2 ( 150 +250+ 128 ) = 1056 mm
Adaosul nominal pentru operatia
de degrosare:
2Ac nom = 2Ac min + Tp
2Ac nom = 1056 mm + 1900 mm =
2956mm
Dimensiunea
minima dupa strunjire de degrosare inainte de finisare:
d min = 59.1
- 2.956 = 56.14 mm
d nom = 56
mm.
d max = 56 + 1.9 = 57.9 mm
d max = 56+1.9-0 mm
Operatia de gaurire se executa cu un burghiu de F = 56 mm.
Adaosul
nominal calculat pentru degrosare :
2Ac
nom = 59.1 - 56 = 3.1 mm.
Calculul dimensiunilor
intermediare pentru celelalte suprafete
Pentru cota F mm -cota degrosata se va calcula diferenta de adaos de
la cota F = 56 mm.
Adaosul
nominal pentru strunjirea de degrosare:
2Ac nom = 80
- 56 = 24 mm
Pentru cota F= 100 mm
Adaosul
nominal pentru strunjirea de degrosare se determina prin
diferenta dintre diametrul barei laminate si diametrul degrosat:
2Ac
nom = 170 - 100 = 70 mm
Pentru prelucrarea canalelor cota mm - se
executa finisarea flancurilor- operatia precedenta este degrosarea;
Tp = 400 mm
Rzp = mm;
Sp = 5 mm;
rp = 0.8*D
rp mm
Asadar adaosul
minim pentru operatia de prelucrare:
Ac min
= ( Rzp + Sp + rp = ( 50 +50+ 80 ) = 180 mm
Adaosul nominal pentru operatia
de finisare:
Ac nom = Ac
min + Tp
Ac nom = 180 mm + 400 mm = 580 mm
 Dupa operatia de degrosare trebuie sa ramane
adaos de prelucrarepe fete:
Dupa operatia de degrosare trebuie sa ramane
adaos de prelucrarepe fete:
Ac min = 580 mm
Ac
max = 980 mm
Suprafata
frontala se prelucreaza pe strung. Operatia precedenta
este retezare la lungime pe ferestrau circular.
Adaosul minim pentru frezarea
frontala :
Rzp + Sp
= 0.3 mm
rp = 0.010 * D = 0.010 * 170 = 1.7 mm
2Ac min = 2 (
Rzp + Sp + rp ) = 2 ( 0.3 + 1.7 ) = 4 mm
Abaterea
inferioara la lungimea barei debitate
Ai = 2.3 mm.
Prin urmare adaosul
nominal pentru frezarea frontala
2Ac nom = 2Ac
min + Ai = 4 + 2.3 = 6.3 mm.
Dimensiunea
nominala pentru debitarea la lungime
L nom = 145 +
6.3 =151.3
se rotunjeste :L nom
= 152 mm.
La debitare se va respecta cota L =
152 2.3 mm.
Valoarea efectiva a adaosului
nominal 2Ac nom = 7 mm.
Pentru fiecare suprafata
frontala adaosul este: Ac nom = 3.5 mm.
III. Itinerar tehnologic
Operatiile ce se vor executa la
piesa sunt urmatoarele :
- debitarea la lungime pe ferestrau circular;
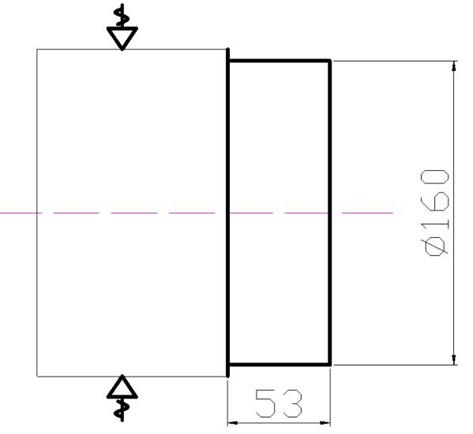
- strunjirea de degrosare pentru baza
tehnologica F = 160x53, pe strung normal;
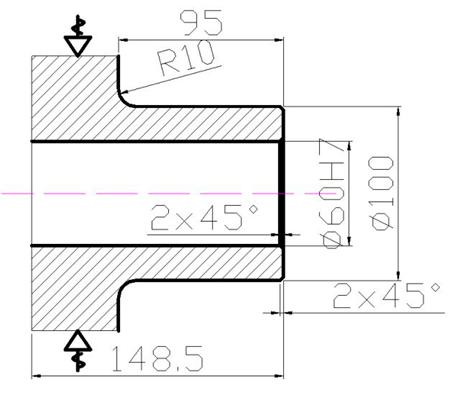
- strunjire frontala, strunjirea de degrosare,
finisare a butucului, gaurire, strunjire de degrosare, finisare
interioara la F = 60 H7 tesire;
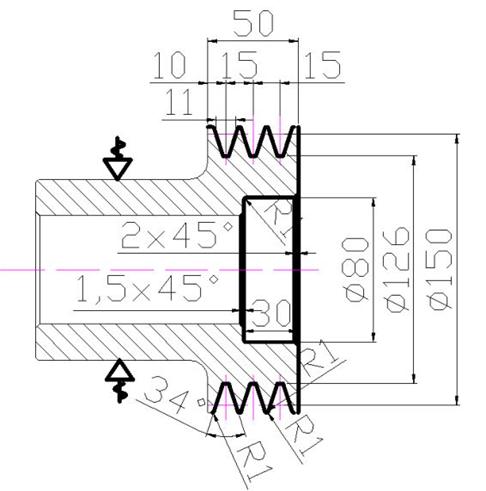
- strunjire frontala, strunjirea exterioara, strunjirea de
degrosare interioara la F strunjirea canalelor, tesire;
- mortezarea canalului de pana.
Datorita
seriei mici de fabricatie, prelucrarea piesei se face combinat pe
masini unelte universale, prin metoda trecerilor de proba, dupa
masuratori (obtinerea individuala a preciziei
dimensiunilor) si pe masini cu comanda numerica.
Strunjirea
pentru pregatirea bazei tehnologice se va executa pe strung normal,
dupa care operatia de strunjire a piesei se va executa pe strung cu
comanda numerica. Prinderea piesei pe strung se face in universal.
Operatia
de degrosare se va executa in mai multe treceri, pentru a se realiza
dimensiunile intermediare progresiv.
Operatia
de finisare se va executa din aceeasi prindere cu operatia de
degrosare cu obtinerea cotei dintr-o trecere.
Canalul
de pana se va prelucra pe masina de mortezat.
Denumirea si
schita operatiei
|
MU
|
|
1. Debitarea la
lungime
|
|
|
|
Ferastrau
circular FC 350
|
|
2. Strunjire de
degrosare pentru baza tehnologica F = 160x53
|
|
|
|
Strung SN 400x1000
|
|
3. Strunjire de
degrosare a butucului, strunjire frontala, gaurire, strunjire
de degrosare, finisare interioara la F = 60 H7 tesire
|
|
|
|
Strung CNC
HAAS
SL-20
|
|
4. Strunjirea
frontala si
exterioara, de degrosare interioara, strunjirea canalelor, tesire
|
|
|
|
Strung CNC
HAAS
SL-20
|
|
5. Mortezare
canal de pana
|
|
|
|
Masina
de mortezat
|
IV. Calculul regimurilor de aschiere
a. Generalitati
Importanta cresterii
productivitatii muncii, a folosirii la parametrii proiectati a
utilajelor, reducerea pretului de cost, economii de energie, face ca
regimul de aschiere sa fie foarte bine stabilit si respectat in
acest scop importanta lui fiind maxima.
Pentru ca aschierea
materialelor sa aiba loc, sunt necesare doua miscari:
- miscarea principala de aschiere;
- miscarea de avans.
La
strunjire miscarea principala de aschiere este rotirea piesei,
iar miscarea de avans este miscarea de translatie a cutitului.
Regimul de aschiere se
stabileste pe baza de calcule, in functie de operatia
executata. Este factorul principal care determina valoarea normei de
lucru si reprezinta totalitatea urmatorilor parametrii:
- viteza de
aschiere (v), ce este definit ca viteza la un moment dat in directia
miscarii de aschiere, a unui punct de aschiere considerat
pe taisul sculei;
- avansul (s), ce se determina
in mm la o rotatie a piesei sau sculei;
- adancimea de
aschiere (t), ce este definit ca marimea taisului principal
aflat in contact cu piesa de prelucrat, masurata perpendicular pe
planul de lucru.
Adancimea de aschiere se ia in
functie de adaosul de prelucrare.
Avansul
se poate determina dupa felul prelucrarii prin calcule in
functie de viteza si timp, dar se ia din tabele in cele mai
multe cazuri, functie de materialul prelucrat, diametrul piesei,
scula si adancimea de aschiere.
Viteza de aschiere se stabileste in
functie de:
- materialul semifabricatului;
- materialul
partii active a sculei;
- adancimea si
avansul de aschiere stabilite anterior;
- durabilitatea sculei
aschietoare;
-
posibilitatile tehnice a masinilor unelte.
Calculul regimurilor de
aschiere presupune parcurgerea urmatoarelor etape:
-alegerea masinii-unelte;
-stabilirea sucesiunii fazelor
si a trecerilor de prelucrare;
-stabilirea modului de instalare a
semifabricatului;
-alegerea sculelor, dispozitivelor
si verificatoarelor;
-stabilirea modului de instalare a
sculelor;
-determinarea adancimii de
aschiere, stabilirea avansului de lucru;
-stabilirea durabilitatii
sculei aschietoare;
-determinarea vitezei de
aschiere, calculul turatiei, recalcularea vitezei si durabilitatii,
atunci cand turatia adoptata nu coincide cu turatia de calcul.
Dupa elaborarea schemei de
prelucrare se procedeaza la proiectarea regimurilor de aschiere.
In cazul otelului carbon sau
aliat pentru constructii de masini pentru strunjirea longitudinala
exterioara si frontala, avansurile de lucru se determina pe
baza relatiei:
s = CS CRa(0.09* +0.002D) y/t x
+0.002D) y/t x
unde CS=0.0045
y=1.4 z=0.3
z=0.3
CRa=400, in cazul
degrosarii
CRa=131, in cazul finisarii
Sreal =S* Ks
In raport si cu
alte conditii de lucru, valorile avansurilor calculate se vor inmulti
cu un coeficient de corectie Ks, care depinde de
proprietatile materialului de prelucrat, de caracterul
prelucrarii modul de fixare a placutei, unghiul de atac, raza de
varf a cutitului, campul de toleranta pentru dimensiunea
obtinuta, numarul de scule, rigiditatea sistemului tehnologic,
rigiditatea sculei, dimensiunea sculei, orientarea semifabricatului, rigiditatea
masinii-unelte.
Ks=Ksm*Ksx*Ksre*KsTd*Ksz*Ksp*Ksh*Ksl*Kso*Ksj
Pentru strunjirea suprafetelor
cilindrice interioare, avansurile de lucru se determina pe baza
relatiei:
s = CS *t xs *Bys [ Picos ]
unde CS=0.2469 in cazul degrosarii
CS=0.0361
in cazul finisarii
xs=-0.2949
in cazul degrosarii
ys=0.3871 in cazul
degrosarii
xs=-0.3576
in cazul finisarii
ys=0.6394 in cazul
finisarii
B -este latimea corpului
cutitului
In raport si cu
alte conditii de lucru, valorile avansurilor calculate se vor inmulti
cu un coeficient de corectie Ks, care depinde de
proprietatile materialului de prelucrat, de caracterul
prelucrarii modul de fixare a placutei, unghiul de atac, raza de
varf a cutitului campul de toleranta pentru dimensiunea
obtinuta, numarul de scule, rigiditatea sistemului tehnologic,
rigiditatea sculei, dimensiunea sculei, orientarea semifabricatului,
rigiditatea masinii-unelte.
Ks=Ksm*Ksx*Ksre*KsTd*Ksz*Ksl*KsD
Valoarea vitezei de aschiere se
poate calcula analitic pentru fiecare procedeu de prelucrare.
La strunjire se calculeaza cu relatia :
Cv
 v = Kv [m /
min ]
v = Kv [m /
min ]
txv * syv
unde :
Cv - coeficient care depinde de caracteristicile
materialului care se prelucreaza si scula
xv, yv - exponenti
determinati experimental in functie de conditiile de
aschiere
Kv - coeficient care tine seama de
durabilitatea cutitului, rigiditatea masinii unelte, natura
materialului prelucrat, de caracteristicile cutitului.
b.
Calculul regimului de aschiere pentru piesa
Roata de curea
-Calculul regimului
de aschiere pentru operatia
de strunjire pe strung normal
-Pentru degrosarea bazei de asezare de la cota F
mm la F= 160x53 mm
Stabilirea
avansului in cazul degrosarii
t
= 5mm, pentru 1 trecere;
s= CSCRa(0.09*+0.002D)y/t x  +0.002*170)1.4/50.3=0.87
mm/rot
+0.002*170)1.4/50.3=0.87
mm/rot
Ks=Ksm*Ksx*Ksre*KsTd*Ksz*Ksp*Ksh*Ksl*Kso*Ksj,
unde
Ksm=1.16 Ksp=0.83
Ksx=1.24 Ksh=1.43
Ksre=1 Ksl=30.57
KsTd=0.014 Kso=1.13
Ksz=1 Ksj=0.63
Ks=0.52
sreal = 0.87*0.52 = 0.45 mm/rot
Calculul vitezei de aschiere
s = 0.45 mm/rot.
pentru 0.4<s<1 Cv=190,
xv=0.30; yv=0.4
Kv = KvT* Kvj* Kvm*
Kvx
KvT =0.85 Kvm =0.97
Kvj =0.63 Kvx =0.84
Kv
=0.44
 v= *0.44 = 71 m / min
v= *0.44 = 71 m / min
Calculul turatiei
1000 * v
 n
= [rot / min]
n
= [rot / min]
p * d
1000 * 71
 n = = 132.9 rot / min
n = = 132.9 rot / min
p
Din
caracteristicile masinii unelte SN 400x1500 se alege turatia imediat
inferioara
nr = 120
rot/min.
Se calculeaza viteza reala
de aschiere:
p * d * nr p

 vr = = =
64.09 m / min
vr = = =
64.09 m / min
1000
vr = 64.09 m / min
-Calculul regimului
de aschiere pentru operatia
de strunjire pe strung cu comanda numerica
-Pentru degrosarea de la cota F
mm la cota F mm
Stabilirea avansului in cazul
degrosarii
t
= 5 mm, pentru 1 trecere, prelucrarea se
executa din 7 treceri;
s
=0.0045*400*(0.09*+0.002*170)1.4/50.3=0.87
mm/rot
Ks=0.52
sreal = 0.87*0.52 = 0.45 mm/rot
Calculul vitezei de aschiere
s = 0.45 mm/rot.
Kv
=0.44
v= *0.44 = 71 m / min
Calculul turatiei
1000 * 71
 n = = 132.9 rot / min
n = = 132.9 rot / min
p
-Pentru degrosarea frontala de la cota F
mm
Stabilirea avansului in cazul
degrosarii
t
= 3.5 mm, pentru 1 trecere;
s
=0.0045*400*(0.09* +0.002*100)1.4/3.50.3=0.63
mm/rot
+0.002*100)1.4/3.50.3=0.63
mm/rot
Ks=0.52
sreal = 0.63*0.52 = 0.33 mm/rot
Calculul vitezei de aschiere
s = 0.33 mm/rot.
pentru
s<0.4 Cv=150; xv=0.287; yv=0.25
Kv
=0.44
 v= *0.44= 19.2 m / min
v= *0.44= 19.2 m / min
Calculul turatiei
1000 * 19.2
n = = 61.1 rot / min
p
-Pentru gaurire cu burghiu la F mm
Stabilirea avansului
t
= 28 mm, pentru 1 trecere;
Cs*Dqs
 s=
s=
(l/D)ms
s= =
0.83 m / min
Calculul vitezei de aschiere
Cv*(l/D)mv
 v =
v =
Dqv
34.47
v
= = 16.9 m /
min
Calculul turatiei
1000 * 16.9
n = = 33.6 rot / min
p
-Pentru strunjirea interioara a butucului in cazul
degrosarii la cota F
mm
Stabilirea
avansului
t = 1.55 mm, pentru
1 trecere
s = CS
*t xs *Bys =
=0.2469 *1.55-0.2949
150.3871 = 0.62 mm/rot
Ks=Ksm*Ksx*Ksre*KsTd*Ksz*
Ksl*KsD, unde
Ksm=0.90 Ksl=30.57
Ksx=0.90 KsD=0.57
Ksre=1
KsTd=0.015
Ksz=0.97 Ks=0.20
sreal=0.62*0.2=0.12 mm/rot
Calculul vitezei
de aschiere
s = 0.12 mm/rot.
pentru s<0.4 Cv=150;
xv=0.287; yv=0.25
Kv
=0.44
v= *0.44= 98.9 m / min
In cazul strunjirii suprafetelor interioare viteza de aschiere
se reduce cu coeficientul k=0.8.
v = 0.8*98.9 = 79.1 m/min
Calculul turatiei
1000 * 79.1
n = = 157.3 rot / min
p
-Pentru strunjirea interioara a butucului in cazul
finisarii la cota F= 60H7
mm
Stabilirea
avansului
t
= 0.45 mm, pentru 1 trecere;
s = CS
*t xs *Bys =
=0.0361 *0.45-0.3576
150.6394 = 0.27 mm/rot
Ks=Ksm*Ksx*Ksre*KsTd*Ksz*
Ksl*KsD, unde
Ksm=0.90 Ksl=30.57
Ksx=1.24 KsD=0.57
Ksre=1
KsTd=0.023
Ksz=0.78 Ks=0.
35
sreal 0.27*0.35=0.09 mm/rot
Calculul vitezei
de aschiere
s = 0.09 mm/rot
v= *0.44= 151.5m / min
In cazul strunjirii suprafetelor interioare viteza de aschiere
se reduce cu coeficientul k=0.8.
v = 0.8*151.5 = 121.2 m/min
Calculul turatiei
1000 * 121.2
n = = 241.1 rot / min
p
-Pentru degrosarea frontala de la cota F
mm la cota F mm
Stabilirea avansului in cazul
degrosarii
t
= 3.5 mm, pentru 1 trecere;
s
=0.0045*400*(0.09* +0.002*160)1.4/3.50.3=0.92
mm/rot
+0.002*160)1.4/3.50.3=0.92
mm/rot
Ks=0.52
sreal = 0.92*0.52 = 0.48 mm/rot
Calculul vitezei de aschiere
s = 0.48 mm/rot.
Kv
=0.44
v= *0.44 = 77 m / min
3.
Calculul turatiei
1000 * 77
 n = = 153.1 rot / min
n = = 153.1 rot / min
p
-Pentru finisarea de la cota F 160
mm la cota F mm
Stabilirea
avansului in cazul finisarii
t = 1 mm,
pentru 1 trecere;
s=CSCRa(0.09*+0.002D)y/t x +0.002*160)1.4/10.3=0.438
mm/rot
Ks=Ksm*Ksx*Ksre*KsTd*Ksz*Ksp*Ksh*Ksl*Kso*Ksj,unde
Ksm=0.99 Ksp=0.84
Ksx=0.625 Ksh=0.72
Ksre=0.61 Ksl=24.8
KsTd=0.13 Kso=0.97
Ksz=0.81 Ksj=0.63
Ks=0.36
sreal 0.438*0.36=0.16 mm/rot
Calculul vitezei de aschiere
s = 0.16 mm/rot.
Kv
=0.44
v= *0.44 = 104.3 m / min
Calculul turatiei
1000 * 104.3
n = = 207.5 rot / min
p
-Pentru strunjirea canalelor de la cota F 158
mm la cota F mm
Stabilirea
avansului
Dminqs Dsps
 s = CS *Dpzs*b xs *
s = CS *Dpzs*b xs *
Dqs Dpps
1260.25 1700.25
 s = 0.075 *1580.08 * =0.22
mm/rot
s = 0.075 *1580.08 * =0.22
mm/rot
1580.25 1580.25
Ks=0.52*1.21*0.53
= 0.33
sreal 0.22*0.33=0.07 mm/rot
Calculul vitezei de aschiere
s = 0.07 mm/rot.
Kv =0.5
 v= *0.5 = 208.6 m / min
v= *0.5 = 208.6 m / min
Calculul turatiei
1000 * 208.6
n = = 420.2 rot / min
p
-Pentru degrosarea de la cota F 56 mm
la cota F mm
Stabilirea
avansului
t = 4 mm, pentru 1
trecere, prelucrarea se executa din 3 treceri;
s = CS
*t xs *Bys =
=0.2469 *4-0.2949
150.3871 = 0.47 mm/rot
Ks=0.20
sreal=0.47*0.2=0.09 mm/rot
Calculul vitezei
de aschiere
s = 0.09 mm/rot.
Kv =0.44
v= *0.44= 80.9 m / min
v = 0.8*80.9 = 64.7 m/min
Calculul turatiei
1000 * 64.7
n = = 257.5 rot / min
p
Avansul si turatia
calculata pentru succesiunea fazelor in cazul operatiilor de
degrosare si finisare sunt in domeniul avansurilor si
turatiilor existente pe strungul cu comanda numerica marca HAAS
SL 20.
Domeniul avansurilor si
turatiilor se regleaza continuu in timpul prelucrarii de
echipamentul de comanda numerica si de un circuit suplimentar
care asigura optimizarea automata a regimului de lucru prin comanda
adaptiva in timpul desfasurarii procesului de prelucrare.
Astfel vitezele de aschiere calculate vor fi cele reale, nu necesita
recalcularea lor.
In
timpul prelucrarii vitezele de aschiere fiind prescrise, celelalte
elemente a regimului de aschiere avans, turatie, adancime de
aschiere, scimbarea sculelor, oprire, pornire, numar de treceri,
racire se vor schimba prin optimizarea executata de echipamentul de
comanda numerica.
- Calculul regimului de aschiere
pentru operatia de
mortezare a canalului de pana
Pe roti, bucse in general
canalele de pana se executa prin mortezare. Dimensiunea care trebuie
obtinuta cu toleranta stransa este latimea
canalului, pe cand adancimea acestuia nu necesita o precizie prea mare.
Piesa se fixeaza pe masa
masinii. Cutitul de mortezat se misca pe directia
verticala. Miscarea principala rectilinie alternativa
verticala este executata de sania portcutit. Miscarea de
avans, perpendiculara pe miscarea principala si tangenta
la fata prelucrata este executata in general de masa
portpiesa. Cursa cutitului trebuie sa fie mai lunga decat
lungimea de prelucrat a piesei.
Viteza de
aschiere se calculeaza cu relatia:
 vp
= * Kvp [ m / min ]
vp
= * Kvp [ m / min ]
T0.12 * s0.66
unde :
T - durabilitatea economica a
sculei =60 min
s =0.2 mm/cursa dubla
Kvp - coeficient de
corectie al vitezei =0.95
-Pentru canalul de pana 5.8x18x115 mm
vp = * 0.95 = 17.2 m / min
600.25
* 0.20.66
Stabilirea
numarului de curse duble pe minut
1000 * vp 1000 * 17.2

 n = = = 93.4 cd / min
n = = = 93.4 cd / min
L*(1+m) 115*(1+0.6)
Din caracteristicile masinii
unelte Zimerman Werhe se alege numarul de curse duble pe minut:
nmax
= 68 c.d. / min
Se
recalculeaza viteza reala de aschiere
L*(1+m)
* ncd 115 * 1.6 * 68

 vr= = =
12.5 m / min
vr= = =
12.5 m / min
1000 1000
|
Parametrii regimului de aschiere
|
|
Operatia
|
D
mm
|
t
mm
|
i
|
s
mm/rot
|
v
m/min
|
n
rot/min
|
Srunjirea bazei tehnologice
|
|
|
|
|
|
|
|
Strunjire de degrosare a butucului,
strunjire frontala, gaurire, strunjire de degrosare, finisare
interioara la
F = 60H7 tesire
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Strunjirea frontala si exterioara, de degrosare interioara,
strunjirea canalelor, tesire
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Mortezare canal de pana
|
|
|
|
|
|
cd/min
|
V. Normarea tehnica
a.
Generalitati
Norma de
productie reprezinta cantitatea de produse executate in
unitatea de timp, in conditii determinate.
Norma
de timp reprezinta durata de timp necesara pentru executarea unei
faze, unui reper, subansamblu sau produs in conditii
tehnico-organizatorice date.
Importanta
unei normari tehnice corecte este foarte mare avand o
influenta determinata pentru eficienta muncii. Norma de
timp constituie cel mai important element al organizarii muncii.
In
norma tehnica de timp intra o suma de timpi astfel:
NT
= Tb + Ta + Ton + Td + Tpi
/ n [ min ] [ Vlase ]
NT
- timpul normat pe operatie
Tb
- timpul de baza
Ta
- timpul auxiliar
Ton
- timpul de odihna si necesitati firesti
Td
- timpul de deservire tehnica si organizatorica
Tpi - timpul de pregatire incheiere
n -
lotul de piese care se prelucreaza la aceeasi masina in
mod continuu
Timpul de baza
se poate calcula analitic cu relatia:
L+L1+L2
 Tb = *
i [min]
Tb = *
i [min]
n * s
in care: - L este
lungimea de prelucrare;
- L1 este lungimea de angajare a sculei;
- L2 este lungimea de iesire a sculei;
- i este numarul de treceri;
- n este numarul de rotatii pe minut;
-s este avansul in mm/rotatie.
b.
Normarea tehnica pe operatii pentru piesa
Roata de curea
-Strunjirea de degrosare pe strung normal
Tpi - timpul de pregatire
incheiere se acorda o
singura data pe lotul de piese pentru o operatie.
Ta -
timpul timpul auxiliar se acorda pentru o prindere.
Tpi = 4.8 +
7.88 + 5.26 = 17.94 min.
Tpi = 18 min.
Ta = 4.8
-pentru cota F 160
mm x 53 mm
L+L1+L2
 Tb = *
i
Tb = *
i
n * s
 Tb = =
2.5 min
Tb = =
2.5 min
120 * 0.45
Tb
= 2.5 min
Ton=0.03
* ( 4.8+2.5 ) = 0.22 min
Td=0.06
* 2.5= 0.15 min
Tu=2.5
+ 4.8 + 0.22 + 0.15 = 7.67 min
Tu =7.67
min
 NT = 7.67 +
= 11.27 min
NT = 7.67 +
= 11.27 min
NT =
11.27 min, pentru seria de 5 piese.
- Operatia de strunjire pe CNC
Tpi - timpul de pregatire
incheiere se acorda o
singura data pe lotul de piese pentru o operatie.
Ta - timpul timpul auxiliar se
acorda pentru o prindere.
Tpi=30 + 15 + 9+ 7.7= 61.7 min.
Tpi=61.7 min.
Ta=
Tb -pentru strunjire
L+L1+L2
 Tb = *
i
Tb = *
i
n * s
- a. Strunjirea primului capat
pentru strunjirea
de degrosare a cotei F= 170 la F
95 + 10 + 95 +5+40
 Tb 1
= *7= 28.7 min
Tb 1
= *7= 28.7 min
132.9*
0.45
pentru strunjirea
de degrosare frontala de la F
10 + 50 + 5 +60
 Tb 2
= = 6.2 min
Tb 2
= = 6.2 min
61.1*
0.33
pentru gaurire la F
5+148.5 + 10 + 148.5 +5
 Tb 3
= =
11.4 min
Tb 3
= =
11.4 min
33.6
* 0.83
pentru strunjirea
de degrosare la F
5+148.5 + 2+1+155.5
 Tb 4=
= 16.5 min
Tb 4=
= 16.5 min
157.3 * 0.12
pentru strunjirea
de finisare la F
5+148.5 + 2+1+155.5
 Tb 5
= = 14.3 min
Tb 5
= = 14.3 min
241.1 * 0.09
TbI = Tb
1 + Tb 2+ Tb 3+ Tb 4+ Tb 5=
28 +6.2 +
11.4 +16.5 + 14.3= 77.1 min
- b. Strunjirea celui de al doilea capat
-pentru strunjirea
de degrosare a cotei F= 160 la F
10+50 + 10 +50
 Tb 1
= =
1.63 min
Tb 1
= =
1.63 min
153.1* 0.48
-pentru strunjirea
de degrosare a cotei F= 160 la F
5 + 50 + 10 +60
Tb 2
= =
3.76 min
207.5
* 0.16
-pentru strunjirea
de degrosare a cotei F= 60 la F
10+ 30 + 3+3 + 30+7+3
Tb 3
= *3=
11.1 min
257.5
* 0.09
-pentru strunjirea
canalului trapezoidal
10+ 16 + 16+3 + (17+3)*6+15
 Tb 4
= *3=
23.3 min
Tb 4
= *3=
23.3 min
257.5
* 0.09
TbII = Tb
1 + Tb 2 + Tb 3
+ Tb 4 = 1.63 + 3.76 + 11.1 + 23.3 = 39.79 min
Tb op str= 77.1 + 39.79 = 116.89 min
Ton=0.03
* ( 2*8.83+116.89 ) = 4 min
Td=0.06
* 116.89 = 7 min
Tu=116.89
+ 2 * 8.83 + 4 + 7 = 145.55 min
Tu op str =145.55
min
61.7
NT op str =145.55
+ = 157.9 min
NT op str=
157.9 min, pentru seria de 5 piese.
- Mortezarea canalului de pana
Tpi
= 17 min.
Ta
= 5.17 min.
L
+ L1 + L2
 Tb =
Tb =
n
* sd
(5+115
 Tb
= = 18.3 min
Tb
= = 18.3 min
Ton = 0.03 * (
5.17 + 18.3 ) = 0.70 min
Td = 0.06 * 18.3 = 1.1 min
Tu = 18.3 +
5.17 + 0.70 + 1.1= 25.27 min
Tu=25.27 min
17
 NT
op fr =25.27 + =
28.67 min
NT
op fr =25.27 + =
28.67 min
5
NT op fr= 28.67 min, pentru seria de 5 piese.
c.
Normarea consumului de energie electrica
In medie in unitatile de constructii de
masini, consumul de energie electrica direct in procesul de
productie reprezinta circa 46% din consumul total de energie
electrica, iar componenta constanta a consumului de energie
electrica este de circa 54%. Pentru reducerea pe unitate de productie
a componentei constante si deci si a consumului specific de energie
electrica este necesar sa se foloseasca la maximum utilajul
productiv existent pentru a mari productia.
Pentru
determinarea consumului total de energie electrica pe unitate, raportat pe
sectii de productie, se stabilesc consumurile de energie
electrica pentru fiecare grupa de utilaje ca: masini unelte,
cuptoare electrice pentru topirea metalului, cuptoare electrice pentru
tratament termic.
Norma
de consum de energie electrica pentru masini unelte.
Consumul
de energie electrica in kWh pentru o masina unealta se
calculeaza cu formula:
Qe = Kc*T*N,
unde:
Kc - este coeficientul de cerere a puterii
motoarelor electrice, intrucat motoarele electrice ale unei masini unelte
nu sunt folosite in tot timpul de functionare la puterea nominala;
T - este timpul de functionare a masinii unelte
in ore;
N - este puterea nominala instalata a motoarelor
electrice a masinii unelte in kW.
Consumul specific de energie
elecrica se determina pentru fiecare grupa de masini
unelte. O grupa va cuprinde masini unelte apropiate una de alta din
punct de vedere al caracteristicilor si a regimului de lucru.
Consumul
de energie electrica in kWh pentru strungul folosit la degrosare
pentru baza tehnologica:
Qe = Kc*T*N =
0.8 * 11.27/60 *7.5 = 1.13 kWh
Consumul
de energie electrica in kWh pentru strungul cu comanda numerica:
Qe = Kc*T*N =
0.76 * 157.9/60 *14.9 = 29.8 kWh
Consumul
de energie electrica in kWh pentru masina de mortezat:
Qe = Kc*T*N =
0.7 * 28.67/60 *2.2 = 0.73 kWh
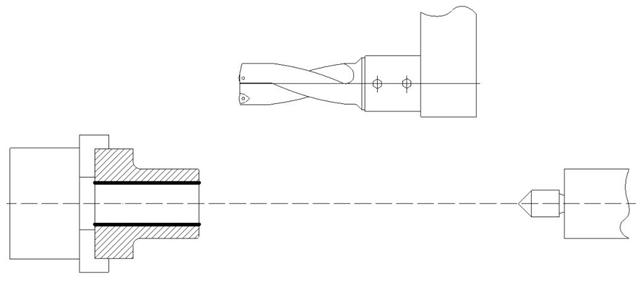
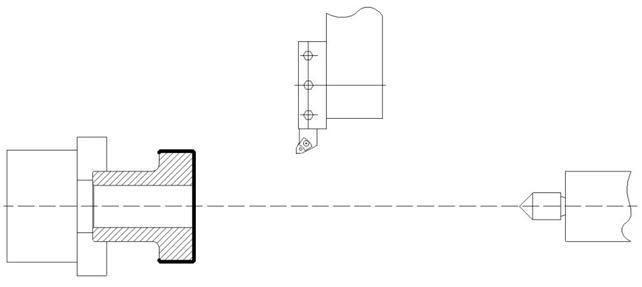
VI. Schemele
de prelucrare si planul de amplasare a sculelor
pentru piesa Roata de curea
Strunjirea
de degrosare a butucului, strunjire frontala, gaurire, strunjire
de degrosare, finisare interioara la F = 60 H7 tesire
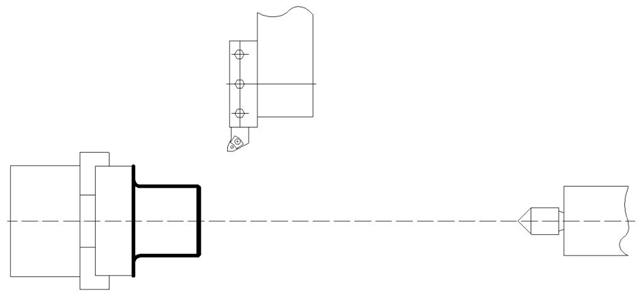
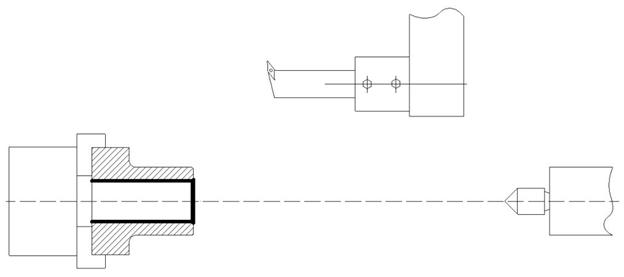
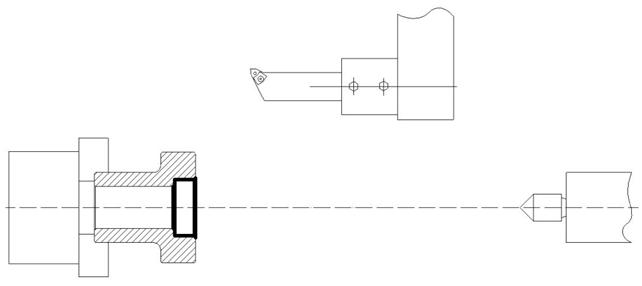
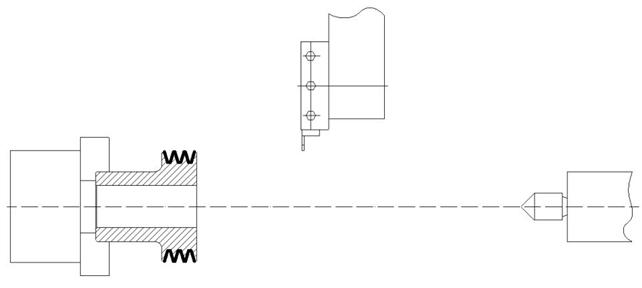
Strunjirea
frontala si
exterioara, de degrosare interioara, strunjirea canalelor, tesire
VII. Programul de prelucrare
pentru piesa Roata de curea
Strunjire
de degrosare a butucului, strunjire frontala, gaurire, strunjire
de degrosare, finisare interioara la F = 60 H7 tesire
(ROATA DE CUREA CAPAT 1)
(STRUNG
CNC HAAS SL20)
(DIAMETRU
EXTERIOR 160 MM)
G54
(PUNCT FIX)
G28
U0.
N1
T0202 (CUTIT DEGROSAT EXTERIOR)
(PLACUTA
WNMG 080408-M3 TP3000)
G50
S2500
G96
G99
S240
M3
G00
X165. Z0. M8
G1
X-2. F0.15
G00
Z1.
X160.
G71
P101 Q102 D2. U0.5 W0.05 F0.23
(G71
CICLU DE DEGROSARE)
(D -
VALOAREA ADAOSULUI DE PRELUCRARE PENTRU O TRECERE)
(U -
VALOAREA ADAOSULUI DE FINISARE PE RAZA)
(W -
VALOAREA ADAOSULUI DE FINISARE IN DIRECTIE AXIALA)
N101
G00 X94. Z1.
G01
X100. Z-2.
Z-95.,R10.
N102
X160.
G70
P101 Q102 F0.15 (FINISAREA CONTURULUI)
M5
M9
G28
U0.
G00
Z5.
N2
T0505 (BURGHIU FI 58 - 3.5 X D)
(PLACUTA
WCMT 080412E-48 ; 8030)
G50
S2500
G97
G99
S1050
M3
G0
X0. Z5. M8
G83
Z-160. Q5. R3. F0.12
G80
G0
Z2.
M5
M9
G0
Z200.
G28
U0.
N3
T0606 (CUTIT FINISAT INTERIOR)
(PLACUTA
VBMT 160404-F1 TP1000)
G50
S2500
G96
G99
S250
M4
G00
X60. Z2. M8
G41
X68.015 Z2. M8
G01
X60.015 Z-2. F0.12
Z-155.
X58.
G0
G40 X50. Z2.
M5
M9
G0
Z50.
G28
U0.
M30
Strunjirea
frontala si
exterioara, de degrosare interioara, strunjirea canalelor, tesire
(ROATA CUREA - CAPAT 2)
(STRUNG
CNC HAAS SL20)
(DIAMETRU
EXTERIOR 160 MM)
G54
(PUNCT FIX)
G28
U0.
N1
T0202 (CUTIT DEGROSAT EXTERIOR)
(PLACUTA
WNMG 080408-M3 TP3000)
G50
S2500
G96
G99
S240
M3
G00
X165. Z0. M8
G1 X-2.
F0.15
G00
Z1.
X160.
G71
P101 Q102 D2. U0.5 W0.05 F0.23
(G71
CICLU DE DEGROSARE)
(D -
VALOAREA ADAOSULUI DE PRELUCRARE PENTRU O TRECERE)
(U -
VALOAREA ADAOSULUI DE FINISARE PE RAZA)
(W -
VALOAREA ADAOSULUI DE FINISARE IN DIRECTIE AXIALA)
N101
G00 X152. Z1.
G01
X158. Z-2.
Z-52.
N102
X160.
G70
P101 Q102 F0.15 (CICLU FINISARE CONTUR)
M5
M9
G28
U0.
G00
Z5.
N2
T404 (CUTIT DEGROSAT INTERIOR)
(PLACUTA
WNMG 080408-M3 TP3000)
G50
S2500
G96
G99
S200
M04
G00
X60. Z2. M08
G71
P201 Q202 D2. U-0.3 W0.05 F0.23
N201
G00 X88. Z2.
G01
X80. Z-2.
Z-30.
X63.
N202
X58. Z-32.5
G70
P201 Q202 F0.15 (CICLU FINISARE CONTUR)
G00
Z100.
M05
M09
G28
U0.
N3
T0606 (CUTIT DE CANELAT B=3 MM)
(PLACUTA
LCMF 210302-0300MT)
G50
S2500
G96
G99
S120
M3
(CANAL
NR.1)
G00
X200. Z-8.169 M8
X160.
G01
X126. F0.05
G00
X200.
Z-5.831
X160.
G01
X141.292
G00
X200.
Z-3.493
X160.
G01
X156.585
G00
X200.
Z-2.
X160.
G01
X158.
G03
X156.585 Z-3.493 R1.
G01
X126. Z-8.169
G00
X200.
Z-8.169
X160.
G01
X141.292
G00
X200.
Z-13.507
X160.
G01
X156.585
G00
X200.
Z-14.463
X160.
G01
X158.
G02
X156.585 Z-13.507 R1.
G01
X126. Z-8.831
G00
X200.
(CANAL
NR.2)
Z-23.169
X160.
G01
X126. F0.05
G00
X200.
Z-20.831
X160.
G01
X141.292
G00
X200.
Z-18.493
X160.
G01
X156.585
G00
X200.
Z-17.
X160.
G01
X158.
G03
X156.585 Z-18.493 R1.
G01
X126. Z-23.169
G00
X200.
Z-23.169
X160.
G01
X141.292
G00
X200.
Z-28.507
X160.
G01
X156.585
G00
X200.
Z-29.463
X160.
G01
X158.
G02
X156.585 Z-28.507 R1.
G01
X126. Z-23.831
G00
X200.
(CANAL
NR.3)
Z-38.169
X160.
G01
X126. F0.05
G00
X200.
Z-35.831
X160.
G01
X141.292
G00
X200.
Z-33.493
X160.
G01
X156.585
G00
X200.
Z-32
X160.
G01
X158.
G03
X156.585 Z-33.493 R1.
G01
X126. Z-38.169
G00
X200.
Z-38.169
X160.
G01
X141.292
G00
X200.
Z-43.507
X160.
G01
X156.585
G00
X200.
Z-44.463
X160.
G01
X158.
G02
X156.585 Z-43.507 R1.
G01
X126. Z-38.831
G00
X200.
G28
U0.
M5
M9
G00
Z5.
M30

