Tema
Sa se proiecteze o instalatie pentru
transportul,mentinerea si turnarea aliajelor lichide
CUPRINS
Introducere
Cap.1. Studiul metodelor de turnare
Cap.2. Studiul utilajelor de
transport,mentinere
si turnare a aliajelor lichide
Cap.3. Studiul functional al
utilajului(orientarea
actiunii de Analiza Valorii,cautarea
informatiilor,analiza functiilor si a
costurilor,analiza functionala,alegerea
variantei optime a instalatiei)
Cap.4. Managementul activitatii de proiectare
(proceduri generale)
Cap.5. Proiectarea instalatiei
(modelare,calcule,
Verificari,tolerante)
Cap.6. Studiul ameliorarii conditiilor de
lucru
Cap.7. Norme de Securitatea si Sanatatea
Muncii
Bibliografie
INTRODUCERE
Rolul important al industriei constructoare
de masini in complexul general al economiei nationale,rezulta si din faptul ca
acesta este sectorul economic care asigura utilajul necesar tuturor celorlalte
ramuri industriale si implicit pe acelea ale propriului sector.De nivelul
tehnic al proceselor de fabricatie din acest sector depinde in mare masura
calitatea masinilor,a utilajelor si in final calitatea si competivitatea
produselor pe piata internationala.
In acest complex al industriei, sectiile de
turnatorie cu atelierele de baza si auxiliare ale acestora joaca un rol
deosebit,mai ales daca se are in vedere ponderea ridicata a pieselor turnate
care intra in componenta masinilor si instalatiilor in general.
Dezvoltarea in viitor a industriei noastre
constructoare de masini reclama continuu cantitati din ce in ce mai mari de
piese turnate de calitate superioara.Pentru a putea raspunde acestor nevoi
reale ale industriei, este necesar ca in atelierele de turnatorie sa fie
perfectionate continuu procesele de productie, sa se mecanizeze si sa se
automatizeze procedeele tehnologice, sa se pregateasca cadre corespunzatoare acestei
ramuri a tehnicii. Aceasta este impusa atat de cerintele mereu in crestere in
ce priveste calitatea pieselor turnate, cat si de varietatea mare de aliaje
metalice care sunt cunoscute si utilizate la turnarea pieselor, fiecare avand
specificul lui in ceea ce priveste procesul tehnologic de turnare.
Pentru a ne da seama si mai mult de
importanta pe care a a avut-o si o are metalul in istoria societatii, este de
ajuns sa amintim ca de la cele cateva metale cunoscute in antichitate, a caror
intrare in patrimoniul tehnicii a constituit hotarul dintre doua epoci mari ale
civilizatiei(epoca de piatra si epoca bronzului), astazi sunt cunoscute peste
80 de metale care sunt utilizate in industrie la elaborarea a cateva mii de
aliaje, din care mare parte sunt utilizate si pentru producerea pieselor
turnate. In decursul intregii evolutii a societatii, exceptie facand doar epoca
de piatra de la inceputurile acesteia, metalul a constituit cel mai important
material folosit pentru producerea uneltelor de munca.
Istoria ne dovedeste cat de pretios a fost
metalul in perioada descoperirii lui, si cat de mult a influentat aceasta
descoperire istoria societatii.Dar tot atat de adevarat este ca nici astazi nu
si-a pierdut din insemnatatea lui desi se poate spune ca el este cunoscut si
utilizat de marea majoritate a populatiei de pe glob. Metalul il intalnim
astazi sub forma de materie prima sau de instalatii, utilaje si obiecte de uz
general, aproape in toate domeniile vietii noastre economice.
In ceea ce priveste turnarea metalului se
poate afirma ca numai in secolul xx si in special dupa primul razboi mondial,
tehnica turnarii se descatuseaza de traditiile seculare, de caracterul ei de
meserie, de arta si face apel la cuceririle stiintei si tehnicii, pentru a se
putea cerceta si studia multiplele fenomene care insotesc procesul de turnare.
La noi in tara in ultimii 35 de ani, tehnica
turnarii a cunoscut pe langa celelalte domenii ale industriei, o dezvoltare
deosebita, nemaintalnita in istoria ei.
In aceasta perioada turnatoriile din Romania
au cunoscut o puternica dezvoltare, au luat fiinta noi turnatorii modernizate. Exemplu
in acest sens sunt turnatoriile de la ''Fabrica de Bai si Radiatoare'',
''Semanatoarea'' din Bucuresti, ''Strungul'' Arad, ''Infratirea'' Oradea,
''Armatura'' Cluj, ''Tractorul'' Brasov, ''Autocamioane'' Brasov si multe
altele.
De asemenea o dovada a dezvoltarii acestei
ramuri a tehnicii in tara noastra si punerea unor baza stiintifice, trainice
pentru dezvoltarea si pe mai departe a acesteia, este si faptul ca in
invatamantul superior se pregatesc ingineri pentru domeniul tehnologic al
turnarii pieselor cat si pentru proiectarea si exploatarea utilajului din
aceste sectoare.
Cresterea productiei constructoare de masini
se va realiza printre altele prin construirea de noi turnatorii si prin
dezvoltarea si utilizarea mai judicioasa a celor existente, asigurandu-se
astfel necesarul de piese turnate de buna calitate.Din 1970 pana in 1980 au
fost construite 60 de turnatorii, dintre care jumatate au capacitati de
productie de peste 10000 tone/an.
Productia de piese turnate a tarii noastre
se dezvolta cu un ritm mediu anual de 8,8%. Cu o productie totala de piese
turnate din otel,fonta si neferoase de 1.354.000 tone/an, Romania se situa in
anii '70 in primele 15 tari din lume, iar in ceea ce priveste productia de
piese turnate din otel,cu 282.000 tone/an,printre primele 10 tari din lume.
Productia specifica de piese turnate pe cap
de locuitor a fost intr-o continua crestere de-a lungul ultimelor decenii,
astfel ca de la 66 kg/locuitor in 1975 s-a ajuns la peste 100 kg/locuitor in
1980,cifra ce plasa la acea vreme productia specifica din Romania la nivelul
tarilor cu industrie dezvoltata.
Productia de utilaje tehnologice va fi
orientata spre asigurarea echipamentelor necesare infaptuirii programului de
investitii, precum si dezvoltarii actiunilor de cooperare cu alte tari.
Cresterea productiei se va concentra pe anumite grupe de utilaje si instalatii,
cum sunt otelariile cu convertizoare, instalatiile pentru turnarea continua si
altele.
Succesiunea operatiilor tehnologice de
realizare a pieselor turnate determina prelucrari complexe ale diverselor
materiale,ce pretind un mare volum de munca. Realizarea comoda a proceselor tehnologice
complexe, cu un volum minim de munca, se obtine prin mecanizarea sau
automatizarea turnatoriilor.
Industria constructoare de masini din tara
noastra asigura producerea de utilaje de turnatorie dupa proiecte proprii. Se
preconizeaza proiectarea si realizarea de noi tipuri de utilaje,care sa ridice
gradul de mecanizare in turnatorii si sa asigure introducerea noilor tehnologii
in industrie.
CAPITOLUL 1
STUDIUL
METODELOR DE TURNARE
1.1 Introducere
In constructia de masini,
semifabricatele si unele piese finite se obtin prin turnare sau
deformare plastica. Turnarea asigura realizarea unei game foarte
variate de piese, cu greutate de la cateva grame pana la sute de tone.Ea se bazeaza pe cateva proprietati importante ale metalelor
si aliajelor, cum sunt: contractia,
turnabilitatea, tensiunea superficiala si fluiditatea.
Contractia metalului si aliajului topit in
timpul solidificarii si racirii, determina dimensiunile
modelului, dar mai ales ale retelei de turnare si in special ale
maselotei. Coeficientul de contractie depinde de metal
si aliaj.
Turnabilitatea este capacitatea unui metal sau aliaj
topit de a umple cavitatea formei in care se toarna. Ea depinde de
compozitia aliajelor, temperatura de topire, temperatura de turnare
si natura formei.
Tensiunea
superficiala a metalelor si aliajelor topite
influenteaza asupra structurii piesei turnate si aderarii
amestecului de formare la suprafata piesei turnate. O
tensiune superficiala mare conduce la o structura compacta
si impiedica aderarea amestecului formei la suprafata piesei.
Fluiditatea este capacitatea metalelor si
aliajelor topite de a curge cu o anumita viteza. Cu cat fluiditatea
este mai mare, cu atat viteza de curgere si umplere a formei se
mareste; ea este influentata de compozitia
chimica, de temperatura de topire si de cea de turnare.Obiectul
procesului tehnologic de turnare este obtinerea de piese metalice prin
solidificarea metalelor sau aliajelor lichide in forme.
Forma de turnare
este un ansamblu metalic sau nemetalic, ce cuprinde
cavitatea, care prin umplere cu metal lichid, va da piesa
turnata.Dupa numarul de turnari ce se pot face intr-o
forma, ele sunt temporare, folosite
la o singura turnare, semipermanente,
folosite la un numar limitat de turnari (10 20)si permanente, folosite la un numar
mare de turnari (5.000 80.000).Dupa gradul de umiditate, formele sunt umede sau crude, continand (7 12)% apa, semiumede,
avand maxim 6% apa si uscate.
Formele umede se
folosesc la turnarea pieselor mici, cele semiumede pentru piese importante, iar cele uscate pentru piese mari.
Turnarea se poate realiza in forme temporare din amestec de formare si
prin procedee speciale. Formele
temporare din amestec de formare se pot obtine manual (in doua rame,
in trei sau mai multe rame, in solul turnatoriei,cu sablonul) si
mecanizat, cand volumul de productie este mare.Procedeele speciale de
turnare sunt: turnarea in forme metalice (cochile), turnarea sub presiune, turnarea
in forme coji cu lianti termoreactivi, turnarea in forme coji cu modele usor fuzibile,
turnarea in forme ceramice, turnarea in forme si cu miezuri intarite
cu CO2, turnarea centrifugala, turnarea in forme vidate.
Alegerea procedeului tehnologic de turnare
optim este conditionata de: obtinerea unor piese de buna
calitate, compacte, fara defecte, cu proprietati
fizico-mecanice si chimice superioare; asigurarea reducerii la minim a
consumurilor specifice de metal, energie, combustibil; adoptarea unor adaosuri
de prelucrare minime; posibilitatea obtinerii unor
productivitati mari prin folosirea intensiva a utilajelor de
turnare si suprafetelor de productie; asigurarea unor
conditii bune de munca prin respectarea protectiei muncii;
adaptarea la felul productiei de piese turnate, la dimensiunile si
greutatea pieselor.Dupa greutate, piesele turnate sunt: mici (< 100
kg); mijlocii (100 500)kg; mari (500 5.000)kg si foarte mari (> 5.000 kg).
1.2 Turnarea in forme
temporare din amestec de formare
Amestecul de formare sau pamantul de turnatorie este
compus din nisip cuartos, argila, apa, diferite adaosuri si
trebuie sa aiba refractaritate
mare, pentru a rezista la actiunea metalului topit, plasticitate, pentru a se modela
usor, rezistenta
mecanica, pentru a suporta presiunea exercitata de metalul
topit, si permeabilitate,
pentru a permite evacuarea gazelor si aerului din forme.
Nisipul
cuartos, componentul care confera amestecului
refractaritate si rezistenta mecanica, contine (95 98)% SiO2. Granulatia sa
asigura permeabilitate si plasticitate amestecului. Granulele de
nisip care vin in contact cu metalul topit vitrifica la
suprafata, evitand pericolul dezagregarii amestecului prin
ardere. Nisipurile sunt caracterizate si controlate prin incercari fizico-mecanice,
de analiza granulometrica, de permeabilitate, de compresiune si
de forfecare.
Argila are functia de liant si confera amestecului plasticitate.
Continutul in argila depinde de felul amestecului. Apa se gaseste in amestecul
de formare in procent de maxim 12% si are rolul de a-i mari
plasticitate.
Adaosurile
pentru amestec imbunatatesc unele
proprietati tehnologice cum sunt permeabilitatea si
compresibilitatea si depind de felul amestecului.
Amestecul
de formare este amestec
pentru forme si amestec
pentru miez. Amestecul pentru forme este de model si de
umplere.
Amestecul
de model sau proaspat vine in contact direct cu modelul.
El contine (20 50)% argila, restul nisip, iar ca adaosuri are faina de
lemn, pleava, turba, carbune de lemn, cocs de turnatorie,
grafit etc.
Amestecul
de umplere, sau regenerat, este amestecul cu care se umple
forma si este refolosit la mai multe operatii de formare. Regenerarea
amestecului reface proprietatile acestuia, cu precadere
plasticitatea,deoarece stratul care vine in contact cu metalul topit prin
"ardere" isi pierde consistenta. Pentru reutilizare, el trebuie
sa fie amestecat cu nisip nou in proportie de (25 40)%, functie de felul
formei, si cu o anumita cantitate de argila refractara sau
bentonita.
Amestecul
pentru miez contine nisip cuartos si lianti
organici (melasa, dextrina, lesie sulfitica, ulei de in,
colofoniu, rasini sintetice). Amestecurile se prepara in
statii speciale prin sfaramare,
clasare, sortare si
regenerarea celor uzate. In afara
de amestecuri de formare, in turnatorie se mai folosesc vopsele si pudre pentru forme
si materiale de izolatie.
Vopselele si pudrele se
aplica pe suprafata formelor pentru evitarea aderarii
amestecului de formare la suprafata piesei turnate. Compozitia lor
depinde de materialul turnat. Pentru fonte se folosesc cele care au in
compozitia lor carbon (grafit, mangal, cocs) iar pentru oteluri cele
pe baza de cuart sau magnezita fin macinate.
Materialele de izolatie impiedica aderarea
amestecului de formare la suprafata modelului si pot fi sub
forma de pudre (praf de cuart, praf de grafit, licopodiu) si sub
forma de emulsii (stearat de calciu) care se folosesc mai rar, deoarece
sunt scumpe. Procesul tehnologic prin care se obtin formele
se numeste formare. Cele mai largi posibilitati de utilizare sunt asigurate de
formarea manuala in doua rame, care cuprinde urmatoarele etape: confectionarea modelelor si a
cutiilor de miez, confectionarea miezurilor,
confectionarea formelor, elaborarea
metalelor si aliajelor in vederea turnarii, turnarea
propriu-zisa, dezbaterea
si controlul calitativ al pieselor turnate. Pentru fiecare
etapa se intocmeste cate o fisa tehnologica
specifica turnatoriilor.
Confectionarea modelelor si a cutiilor de miez. Modelul este piesa cu ajutorul careia se obtine cavitatea in
forma. El reproduce aproximativ piesa de turnat (fig. 1.1).
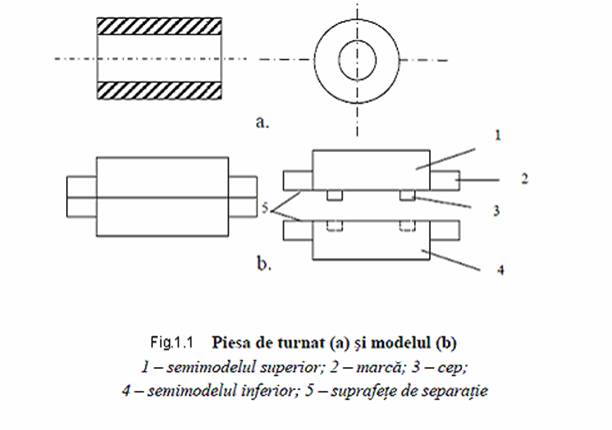
Un model se compune, in functie de
dimensiuni, dintr-o bucata, din doua sau mai multe bucati. Cand modelele se compun din doua bucati, acestea se numesc semimodele. Suprafetele cu care
bucatile sunt in contact se numesc suprafete de separatie. Pentru asamblarea, orientarea
si centrarea bucatilor, pe suprafata de separatie a
uneia sau unor bucati sunt prevazute cepuri sau stifturi de
centrare, iar pe suprafetele bucatilor cu care acestea vin in
contact, gauri de centrare cu aceleasi dimensiuni ca si
cepurile.
Dimensiunile modelului sunt mai
mari decat cele ale piesei de turnat, deoarece se tine seama de
contractia metalului prin solidificare si de adaosul de prelucrare
necesar prelucrarilor mecanice prin aschiere. La
stabilirea dimensiunilor piesei finite se au in vedere solicitarile din
timpul functionarii utilajului din care face parte. Nu se admit
supradimensionari inutile, deoarece cresc consumul de metal, manopera si norma de timp. Piesele trebuie sa aiba forme tehonologice, ce sunt forme care se obtin usor prin turnare. Orice modificare
adusa formei pieselor trebuie sa aiba in vedere:
- sa nu
influenteze rolul functional al piesei;
-
sa nu afecteze proprietatile mecanice ale materialului;
-
sa nu dauneze esteticii piesei;
-
sa nu mareasca costul fabricatiei.
Modificarile
se fac pentru ca modelele, cutia de miez si miezurile sa se execute
simplu, economic si sa se inlature defectele ce apar la
solidificare si racire. Modelele se confectioneaza din
materiale care depind de volumul de productie. Ele sunt:
- lemnul, folosit pentru productia
de serie mica si mijlocie. Ca esente folosite sunt: pinul
si bradul, pentru piese cu volum mare, stejarul, nucul, ulmul, fagul,
pentru piese mici sau cele cu forme complicate. Impotriva umiditatii,
modelele se protejeaza prin vopsire;
- ipsosul, folosit rar datorita
fragilitatii sale, pentru parti complementare ale
modelelor;
- aliajele metalice, folosite pentru
productia de serie mare si masa, deoarece au durabilitate mare.
Cele mai folosite sunt bronzurile, alamele si aliajele de aluminiu. Sunt
utilizate cu precadere pentru confectionarea placii-model la
formarea mecanica. Pretul modelelor metalice este ridicat
datorita prelucrarii mecanice de precizie;
- masele plastice, se folosesc ca
inlocuitori ai lemnului.
Golurile
interioare ale pieselor se obtin cu ajutorul miezurilor, care se aseaza
in cavitatea formei in locasuri speciale obtinute cu ajutorul
marcilor modelului. Miezurile se obtin in cutii de miez
a caror forma interioara este aceeasi cu
conturul miezului. Cutiile de miez se compun din doua
bucati asamblate prin bride. Pentru cresterea
rezistentei mecanice a miezurilor, ele se consolideaza cu ajutorul
unor armaturi metalice sau cuie.
a) asezarea ramei inferioare si a
semimodelului inferior pe placa de baza urmata de umplerea ei cu
amestec de formare si executarea canalelor de aerisire;
b) montarea ramei superioare si a
semimodelului superior cu rama inferioara si semimodelul inferior;
c) umplerea ramei superioare cu amestec de formare,
realizarea retelei de turnare si a canalelor de aerisire;
d) extragerea modelului si asezarea miezului
dupa separarea celor doua rame urmate de reasamblarea ramelor
- se
aseaza semimodelul inferior (cel cu gauri) cu suprafata de
separatie in centrul placii de baza;
- se
presara pudra de izolatie pentru model si apoi un strat de
(2÷3) cm de amestec de model, care se taseaza bine in jurul modelului,
pentru a lua forma acestuia, cu precadere in zonele ce prezinta
unghiuri. Golul ramei se umple cu amestec de umplere, in straturi succesive,
care se bat pentru a capata rezistenta mecanica
necesara. Dupa umplere si aducere la gradul de indesare dorit,
amestecul ramas se indeparteaza cu o rigla pentru a se
obtine o suprafata plana;
- se
dau canale de aerisire cu un ac;
- se
intoarce rama, cu modelul in ea, cu 1800 si se aseaza pe placa
de baza;
- se
aseaza rama superioara deasupra celei inferioare asamblandu-se
cu suruburi;
- se
asambleaza semimodelul superior cu cel inferior, se introduc modelele
retelei de turnare si se procedeaza ca in fazele 2 si 3.
- se
executa palnia retelei de turnare. O retea de turnare se compune
din: palnie, canal de alimentare si canal de control sau preaplin;
- se
scot modelele retelei de turnare;
- se
separa rama superioara de cea inferioara, se intoarce si se
aseaza pe placa de baza.
- se
scot semimodelele;
- se
aseaza miezul in interiorul ramei inferioare;
- se
reasambleaza ramele;
- se
usuca, atunci cand se toarna in forme uscate;
-
pentru anihilarea presiunii formate in timpul turnarii si pentru a
evita aparitia spatiului liber intre cele doua rame, pe rama
superioara se aseaza greutati.
Elaborarea metalelor si aliajelor in
vederea turnarii Elaborarea acestora are loc in
sectii speciale dotate cu cuptoare de topire, care depind de aliajul
turnat. Pentru fonte se folosesc cubilou, cuptoare cu arc electric si cu
inductie, iar pentru oteluri cuptoare cu arc electric si cu
inductie. Pentru aliaje neferoase se folosesc cuptoare electrice cu
rezistenta si inductie.
Turnarea
propriu-zisa. Din utilajul in care s-a elaborat,
aliajul este evacuat in oala de turnare, iar de aici se toarna in forme.
Metalul topit se toarna in palnia de turnare a retelei de turnare de
unde curge laminar cu o viteza mica in canalul de alimentare, si
de aici in cavitate. Viteza nu trebuie sa fie mare pentru a nu distruge
forma sau antrena amestec de formare. Umplerea cavitatii este
marcata de umplerea preaplinului.
Dezbaterea
si curatirea pieselor turnate.
Dupa solidificarea pieselor turnate si racirea lor, ele se
extrag din forma prin distrugerea acesteia. Operatia se numeste dezbatere, si se poate efectua
manual sau mecanic, prin scuturarea formei cu ajutorul unor dispozitive
vibratoare cu actionare pneumatica (dezbatatoare).
Curatirea consta in indepartarea aderentelor de
amestec de formare si se efectueaza in incaperi speciale, prin
improscarea pieselor cu un jet de nisip sau alice de fonta. Indepartarea retelei de turnare, a maselotelor si a
bavurilor (parti metalice care apar in planul suprafetei de
separatia datorita aparitiei spatiilor libere intre rame),
se realizeaza prin taierea cu dalti pneumatice, in cazul
fontelor, sau mecanic cu foarfeci sau ferastraie, pentru otel.
Controlul
calitativ al pieselor turnate. Aceasta operatie
consta in: verificarea dimensionala, incercari mecanice pentru
determinarea rezistentelor mecanice ale materialului, analize chimice,
metalografice sau defectoscopice. Prin defectoscopie se stabileste
existenta defectelor interioare (pori, fisuri, incluziuni). Porii se datoreaza gazelor care
raman dizolvate in masa metalica topita. Fisurile interioare apar ca urmare a tensiunilor interne
(intindere si compresiune) generate de procesul solidificarii. Incluziunile reprezinta
impuritati ale materialului rezultate fie din zgura sau
zidaria utilajului in care s-a elaborat, fie din amestecul de formare.
Defectele exterioare ale pieselor (crapaturi, abateri de forma)
se stabilesc cu ochiul liber sau prin masurari. Defectele pieselor
(mecanice, chimice, dimensionale) pot constitui motive de refuz la
receptie. Cresterea calitatii pieselor turnate se
asigura prin tipizarea acestora, ce conduce la organizarea mai buna a
procesului de productie, cresterea productivitatii,
posibilitatea mecanizarii si automatizarii, economie de
manopera, materiale si energie. In turnatorie, tipizarea se
refera la tehnologii de formare, tehnologii de preparare a amestecului de
formare, tehnologii de elaborare a aliajelor de curatire, tipizarea
unor elemente ale retelelor de turnare, maselotelor etc.
1.3
Turnarea in forme metalice
Formele metalice, denumite cochile, sunt forme permanente
confectionate din fonta, otel si aluminiu obtinute
prin turnare si prelucrare mecanica prin aschiere. Materialul, forma si dimensiunile cochilei depind de aliajul ce se va
turna si de forma si dimensiunile piesei de turnat. Cochila poate fi
executata dintr-o bucata sau mai multe bucati. Cele dintr-o
bucata sunt simple, ieftine, rezistente si se folosesc pentru piese
simple; celelalte se folosesc pentru obtinerea pieselor cu configuratie
complicata. La turnarea pieselor mici se utilizeaza cochile cu mai
multe cavitati identice, pentru obtinerea simultana a mai
multor piese. In cochila se formeaza numai conturul
exterior al piesei. Golurile se
obtin cu ajutorul miezurilor executate din amestecuri de formare, cand se
toarna piese din fonta si oteluri, sau metalice, cand se
toarna piese din aliaje neferoase cu temperatura de topire
scazuta. Pentru preintampinarea coroziunii si eroziunii
suprafetelor active ale cochilei, acestea se acopera cu
substante refractare si lianti, aplicate in strat subtire,
inaintea fiecarei turnari. Acest procedeu prezinta o seama
de avantaje cum sunt: excluderea operatiilor de formare, realizandu-se
economie de materiale si manopera, economie de metal prin micsorarea
retelei de turnare si a adaosului de prelucrare, cresterea de
doua-trei ori a productiei specifice pe metrul patrat de
suprafata de formare, scaderea rebuturilor cu (40 60)% fata de turnarea
in forme de nisip, structura pieselor este mai fina, deoarece viteza de
racire este mai mare, micsorarea volumului prelucrarilor
efectuate pe masinileunelte, imbunatatirea
calitatii suprafetei etc. Turnarea in cochila are unele
dezavantaje: costul ridicat al cochilei si durata mare de executie,
fiind economica numai in cazul productiei de serie mare si
masa; piesele care au variatii mari ale grosimii peretilor
si configuratie complicata se toarna greu; la
suprafata piesele prezinta o crusta dura, mai ales
cele din fonta, a carei inmuiere necesita un tratament termic.
1.4 Turnarea sub presiune
Cand metalul topit este introdus in
cochila cu presiune mai mare decat cea rezultata din curgerea
libera, turnarea se numeste turnare
sub presiune. Ea se executa pe masini speciale care sunt:
a)
masini de joasa presiune, ce pot fi cu piston si cu camera
de presiune fixa sau mobila;
b)
masini de inalta presiune, dotate cu piston.
Primele functioneaza cu presiuni
de (5 100)daN/cm2
si se folosesc pentru turnarea pieselor din metale si aliaje cu
temperaturi de topire sub 4000 C (aliaje de staniu, plumb sau zinc). Cele din a doua categorie se folosesc pentru turnarea aliajelor greu
fuzibile (alame, bronzuri, unele aliaje ale aluminiului) si
functioneaza cu presiuni cuprinse intre (100 1000) daN/cm2. Masina de turnare cu
presiune inalta este prezentata in fig1.2.
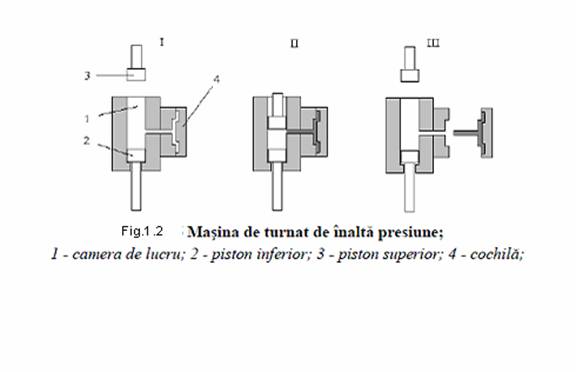
Ea este dotata cu doua pistoane
si functioneaza in patru timpi. La timpul I pistonul inferior se
afla in pozitia de jos, iar cel superior in pozitia de sus
si metalul este introdus in cilindru. La timpul II pistonul superior
coboara, obtureaza orificiul de admisie al metalului in cilindru
si obliga metalul topit sa patrunda in cavitatea
formei pe care o umple. La timpul III ambele pistoane se ridica, antrenand
surplusul de metal solidificat din cilindru si eliminandu-l pe la partea
superioara. La timpul IV pistonul inferior coboara cochiba se
deschide si se extrage piesa turnata, dupa care ciclul se reia.
Turnarea sub presiune
asigura pieselor turnate precizie ridicata (abateri
limita de (0,05 0,1) mm) eliminandu-se prelucrarile prin aschiere, suprafetele pieselor sunt netede, se pot turna piese
cu pereti subtiri si detalii fine, deoarece fluiditatea
metalului se mareste datorita presiunii, prin racire
brusca, la contactul metalului lichid cu cochila, se obtin structuri
fine. Ea este rentabila pentru productia de serie mare si
masa. La acest procedeu de turnare se folosesc
roboti industriali deoarece conditiile de lucru la temperaturi ridicate
sunt dificile pentru om. Numarul robotilor poate fi unu sau doi. In
situatia existentei unui singur robot operatiile executate de el
pot fi impartite in doua variante. In prima varianta executa: descarcarea
masinii de turnat sub presiune, transportarea piesei extrase la un post de
control cu radiatii, alimentarea cu piesa controlata a unei prese de
debavuat si ungerea prin jet a suprafetelor active ale
matritelor. Cu succesiunea mentionata
robotul poate deservi doua masini de turnat sub presiune. In a doua varianta, in cazul
unei masini de turnat sub presiune
a placilor de capat pentru motoarele electrice, robotul executa urmatoarea succesiune a operatiilor: extragerea
piesei turnate din matrita masinii
de turnat sub presiune (descarcarea) pulverizarea cu lubrifiant a matritelor, verificarea calitatii piesei
turnate, incarcarea si descarcarea piesei turnate in presa de
debavurat, asezarea unui lagar in piesa, incarcarea
ansamblului intr-o alta presa de debavurat si depunerea piesei
finite in cutia de ambalaj intr-un mod prestabilit. Placile
sunt produse intr-un ritm de o bucata pe minut, iar masina de turnat
este prevazuta cu un timp mort de doar 1,5 s, timp in care robotul
extrage piesa turnata si greseaza matrita. Pentru aceste
operatii robotul este dotat cu un dispozitiv de prehensiune normal pentru
piese, cu un accesoriu de pulverizare si un dispozitiv de prehensiune
special, pentru pozitionarea lagarului.
Cand se folosesc doi roboti, primul
robot extrage piesa turnata din matrita, greseaza
suprafetele active ale matritei si aseaza piesa in
presa de debavuat, transporta piesa si o introduce la o
masina-unealta pentru gaurire si filetare. Cel de al doilea robot executa restul operatiilor. Cu ajutorul
robotilor industriali s-au realizat linii de turnat sub presiune complet
automatizate, care integreaza cuptorul de topire, alimentarea
masinilor de turnat sub presiune, debavurarea (indepartarea
surplusului de metal, aflat in afara conturului piesei), transportul pieselor
in afara liniei cu ajutorul conveioareleor si colectarea metalului
recuperat.
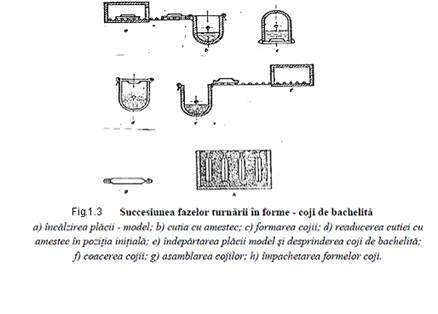
1.5 Turnarea
in forme-coji cu lianti termoreactivi
Amestecul de formare este compus din nisip
cuartos, liant termoreactiv (rasina sintetica,
bachelita sau novolac) un accelerator de intarire si diverse
materiale de adaos pentru a usura extragerea formei-coji de pe model. Inainte de utilizare, nisipul se peliculizeaza cu liant, fie la cald
prin incalzire la (150 200)0C, cand liantul este sub forma de granule, fie
la rece, cand este sub forma de solutie. Peliculizarea
se efectueaza in instalatii speciale. Procesul tehnologic de
obtinere a formelor coji se compune din urmatoarele operatii; pregatirea placii-model,
obtinerea cojilor si a formelor-coji
si turnarea.
Pregatirea placii model. Placa ce contine modelul,
denumita placa model, este
confectionata din metal prin prelucrari mecanice de
aschiere sau procedee neconventionale. Inainte de utilizare,
placa-model este incalzita in cuptoare electrice cu
rezistenta pana la (250 300)0C, dupa care, suprafetele active ale
modelului se ung cu stearat de calciu, pentru a preintampina aderarea
amestecului la model.
Obtinerea cojilor si a formelor-coji.
Dupa incalzire si ungere, placamodel se aseaza pe o
cutie de formare speciala (fig. 4.7) in care se afla amestecul de
formare peliculizat, apoi cutia se roteste cu 1800 si se supune
scuturarii pe un vibrator timp de (10 15)s, pentru indesarea amestecului.
Caldura degajata de placa-model inmoaie liantul, care, prin
racire, incorporeaza granulele de nisip intr-o masa
compacta. Se opreste vibratorul si cutia se intoarce cu 1800,
pentru indepartarea excesului de amestec de pe placa-model. Placa-model
este luata de pe cutie si de pe ea se extrage coaja, care este
introdusa intr-un cuptor, pentru coacere la temperatura de (300 350)0C, timp de doua minute.
Dupa racire, cojile se asambleaza, doua cate doua, prin lipirea
suprafetelor de separatie si fixare cu cleme.
Turnarea. Cojile asamblate sunt introduse, in pozitie verticala, in cutii
speciale si separate unele de altele cu alice de fonta, dupa
care in ele se toarna metalul topit.
Turnarea in forme - coji cu lianti
termoreactivi asigura obtinerea pieselor cu precizie mare, eliminand
prelucrarile mecanice, reducerea consumului de metal datorita
micsorarii adaosului de prelucrare si a retelei de turnare,
productivitate inalta. Acest procedeu se poate automatiza usor.
1.6 Turnarea in
forme coji cu modele usor fuzibile
Formele-coji obtinute cu modele
usor fuzibile fac parte din categoria formelor
temporare, deoarece pentru extragerea piesei turnate ele se distrug. Procesul tehnologic cuprinde urmatoarele operatii: confectionarea matritelor, executarea modelelor
usor fuzibile, inciorchinarea modelelor, executarea formelor-coji, eliminarea modelelor fuzibile, impachetarea
si calcinarea
formelor-coji si turnarea.
Confectionarea matritelor.
Matritele sunt forme in care se obtin modelele din materiale
usor fuzibile compuse din stearina, parafina, ceara de
albine, cerezina, ceara montana, colofoniu. Pentru obtinerea matritelor se folosesc oteluri, aliaje de
aluminiu, aliaje usor fuzibile (Pb - Sn - Sb sau Sn - Pb - Bi) materiale
nemetalice (ipsos, materiale plastice). Ele se executa prin turnare,
urmata de prelucrare mecanica prin aschiere. Matritele
trebuie sa reproduca perfect configuratia piesei de turnat,
sa-si pastreze forma si dimensiunile timp indelungat,
sa aiba conductibilitate termica mare, pentru a permite
solidificarea si racirea rapida a modelelor turnate, si
sa se poata confectiona cu minim de cheltuieli, pentru
numarul de piese care se toarna.
Executarea
modelelor usor fuzibile. Materialul usor fuzibil
adus in stare de pasta, este injectat in interiorul matritei.
Dupa racirea matritei, modelul solidificat este extras, prin
deschiderea matritei.
Inciorchinarea modelelor fuzibile. Modelele fuzibile se
asambleaza cu reteaua de turnare executata din material
usor fuzibil, formand un ciorchine.
Executarea
formelor-coji. Ciorchinele format cu modelele usor fuzibile
este acoperit cu o crusta din material refractar, alcatuit din
pulbere de cuart (SiO2) silice vitrificata (cuart topit in
cuptorul electric, apoi racit si macinat in mori cu bile)
alumina (Al2O3), silicat de zirconiu, caolina, electrocorindon
(alumina topita in cuptorul electric) si lianti. Ca
lianti se folosesc silicatul de sodiu solubil in apa, silicatul de
etil SiO4(C2H5) solubil in alcool sau silicea coloidala. Pulberea si
liantii se amesteca si sunt cunoscute sub denumirea de
barbotina, care este primara
si secundara: Barbotina primara serveste
la depunerea primului strat refractar pe modelele usor fuzibile, care va
veni in contact direct cu metalul topit. Barbotina
secundara serveste la obtinerea straturilor ce
confera rezistenta mecanica crustei. Operatia de
executare a formelor cuprinde urmatoarele faze:
-degresarea
modelelor usor fuzibile, prin imersiunea ciorchinelui intr-o solutie
apoasa ce contine 5% sapun;
-
introducerea ciorchinelui intr-o baie ce contine barbotina
primara formata din 50%, pulbere de cuart fin macinat
si calcinat si 50% silicat de sodiu;
-
scoaterea din barbotina primara, presararea pe ciorchine a unui strat
de cuart fin si introducerea lui intr-o baie ce contine
clorura de amoniu, in contact cu care silicea precipita in gel de
silice. Prin intarirea gelului cojile capata
consistenta si rezistenta mecanica. Ciorchinele
se mentine in aer (20 40) min pentru eliminarea apei si a amoniacului.
-
cresterea grosimii si a rezistentei cojii prin repetarea fazei
precedente de (3 6) ori folosind barbotina secundara si baia cu clorura
de amoniu;
-
aerarea ciorchinelui timp de (2 12)ore pentru intarire; - uscarea straturilor
secundare, prin mentinerea ciorchinelui in uscatorii tunel, timp de
(12 14)h.
Eliminarea modelelor fuzibile din formele coji. Dupa intarirea formelor - coji, ciorchinele se introduce in
apa fierbinte, in aburi, autoclave, in curent de aer cald sau solutii
cu solventi organici pentru topirea materialului usor fuzibil, care
paraseste ciorchinele si se poate recupera.
Impachetarea si calcinarea formelor coji.
Impachetarea are scopul de a consolida ciorchinele si se realizeaza
prin introducerea lui in cutii metalice cu nisip cu granulatie mare. Calcinarea ciorchinilor se desfasoara intr-un cuptor
electric cu rezistenta la
temperaturi de (900 1.100)0C, pentru arderea urmelor de amestec usor fuzibil si terminarea operatiei de intarire a
formei. Turnarea aliajului se face in formele incalzite. Turnarea in forme - coji cu
modele usor fuzibile, fiind un procedeu precis, se aplica pentru
obtinerea pieselor in industria mecanicii fine, pentru masini de
cusut, masini frigorifice, masini de scris, aparate de
proiectie, instrumente chirurgicale, industria aeronautica, industria
petroliera pentru obtinerea sapelor de foraj, pentru obtinerea
sculelor aschietoare (freze, burghie, alezoare, tarozi etc.) etc.
Avantajele acestui procedeu sunt: precizie
dimensionala foarte mare, consum mic de metal, se elimina
prelucrari prin aschiere, productivitati mari si se
poate automatiza.
CAPITOLUL 2
STUDIUL UTILAJELOR DE TRANSPORT,MENTINERE SI
TURNARE
A ALIAJELOR LICHIDE
Manevrarea si turnarea metalelor
lichide produse de cuptoarele de elaborare se face cu ajutorul unor recipiente
specializate numite oale de turnare.
2.1 Clasificarea si constructia oalelor de
turnare
Clasificarea oalelor de turnare se face dupa mai
multe criterii si anume:
a. dupa
modul de transport: oale de mana, oale de macara sau palane; oale pentru masini
specializate de turnare;
b. dupa
forma geometrica: oale lingura sau caus; oale tronconice; oale sub forma de
para; oale tubulare (cilindrice, butoi, aliptice); cale speciale;
c. dupa
modul de deversare al metalului: oale cu cioc; oale cu sifon; oale cu dop; oale
speciale.
d. dupa
capacitate: oale foarte mici (sub 1 kN fonta lichida); oale medii (10 kN50
Kn); oale mari (50 kN200 kN); caldari de turnare (200 kN2000 kN).
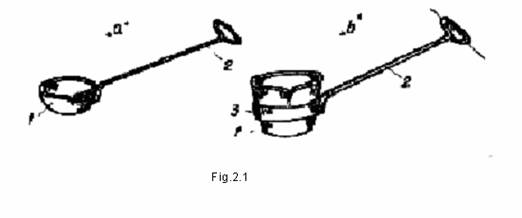
Lingurile de turnare (fig.2.1) sunt de mai
multe tipuri, cu capacitati sub 0,2 kN si sunt manevrate de un singur muncitor;
pot avea forma de caus (fig.2.1,a) cu un maner si doua tije. De regula aceste linguri mici utilizate pentru luarea probelor sau turnarea
unor piese mici, nu sunt captusite cu materiale refractare. Lingura 1, din
(fig. 2.1,b) are forma tronconica si este prevazuta cu un maner-tije 2,
rigidizat la manerul de sustinere 3, amovibil fata de oala propriu-zisa. Oala
poate fi captusita sau necaptusita.
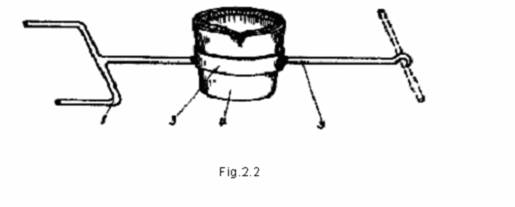
Oala de mana (fig.2.2), cu o capacitate pana
la 1kN este manevrata de 2-3 muncitori, utilizandu-se tija cu furca 1 si tija
2, legate rigid de inelul de sustinere 3, al oalei 4.
Oalele de mana sunt confectionate din tabla
de cazan cu grosimea de 2-3 mm si se captusesc prin stampare cu un strat
refractar de 825 mm.
In mod obisnuit oalele cu capacitati mai
mari de 0,5 kN sunt sustinute si transportate cu diverse tipuri de masini de
ridicat si transportat (macarale,motocare,electrocare,etc).
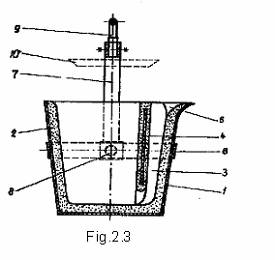
Oala de turnare prin sifon si cioc
prezentata in fig.2.3, poate avea capacitatea de 0,5-2 kN si este transportata
mecanic.
Mantaua metalica 1, cu grosimea de 3 . 5 mm,
este captusita cu un strat de material refractar stampat, gros de 30 . 40 mm. Sifonul
3, este format de peretele despartitor 4 si continua cu ciocul de turnare 5.
Inelul de sustinere al oalei 6, este articulat la jugul 7, prin doua fuse de
basculare 8. Jugul poate fi prins in carligul macaralei prin urechea 9. Pentru
protejarea carligului macaralei contra radiatiei termice a metalului lichid, se
prevede un ecran de protectie 10, montat pe jug. La unele oale mai mari, fusurile
de basculare sunt fixate rigid prin flanse, pe mantaua metalica a oalei.
Bascularea oalelor cu sifon si cioc se poate
face manual sau mecanic prin intermediul unui reductor melc-roata melcata cu
una sau doua trepte de reducere.
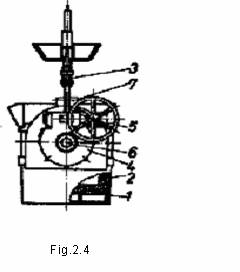
In fig.2.4 este prezentata o oala cu
turnarea prin cioc, cu capacitatea de 0,7-500 kN. Mantaua metalica intarita cu
nervuri de fund si inele (cercuri) este captusita cu zidarie refractara 2, din
caramizi fasonate. Pe jugul oalei 3, este montat un reductor melc-roata melcata
4, cu doua trepte de reducere, actionat prin roata de mana 5. Reductorul
transmite miscarea fusului 6, basculandu-se astfel oala. Furca de protectie 7,
asigura rigidizarea oalei fata de jug, impotriva unor basculari accidentale.
Mecanismul
de basculare trebuie sa indeplineasca urmatoarele conditii:
- sa
posede un element de franare care sa permita blocarea oalei in pozitia
dorita,conditie satisfacuta de angrenajul melc-roata melcata;
-
sensul de rotire al rotii de manevra trebuie sa corespunda cu sensul de
basculare al oalei.
Acest gen de oale sunt construite din table
cu grosimi de 330 mm si cu captuseli refractare cu grosimi de 25225mm.
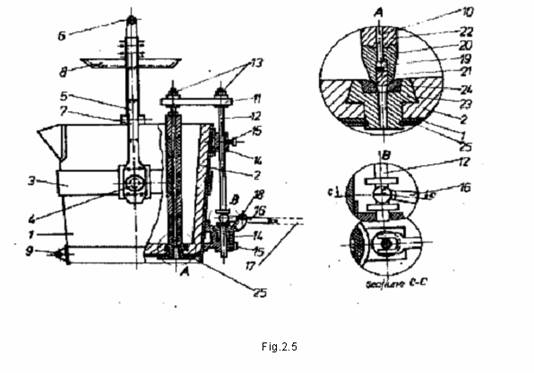
Oala de turnare prin orificiul de fund (oala
cu dop) din fig.2.5, are capacitatea de 102500 kN si este utilizata pentru
turnarea otelurilor. Mantaua metalica 1, confectionata din tabla de cazan cu
grosimea de 1050 mm, este captusita cu zidaria refractara 2, din caramizi
fasonate, cu grosimea de 120400 mm. Centura de sustinere 3, fixata pe manta
este prevazuta cu doua fusuri de basculare 4, pentru jugul oalei 5. Jugul este
prevazut cu urechea de ridicare 6, si ecranul (cozorocul) de protectie 8, al
carligului macaralei.
Pentru prevenirea rasturnarilor accidentale,
rigidizarea oalei de jugul sau este asigurata de furca 7, articulata de mantaua
metalica.
Bascularea oalei in vederea curatarii si
intretinerii se face, dupa deblocarea furcii 7, prin ridicarea fundului oalei
cu cel de-al doilea carlig al macaralei agatat de urechea 9. Deschiderea si
inchiderea orificiului de scurgere este asigurata de mecanismul compus din tija
metalica a dopului 10, traversa 11, tija de actionare 12, rigidizata cu piulitele
13. Tija de actionare 12, este condusa de ghidajele 14, prevazute si cu
suruburile de blocaj 15, ale mecanismului dopului oalei. Actionarea
mecanismului de deschidere se face manual, cu ajutorul furcii 16, prelungita cu
parghia 17, si a reazemului 18, ce are posibilitatea de rotire in ghidajul
inferior 14. Pe tija 10, se fixeaza dopul 20, fie cu piulita 19, fie cu o mica
pana. Protectia tijei 10 este asigurata de dopul 21 si inelele 22,
confectionate din materiale refractare.
Orificiul de scurgere este alcatuit din
caramida de orificiu 23, prevazuta cu o pastila super-refractara 24, fixate in
zidaria oalei si asigurata cu inelul baioneta 25.
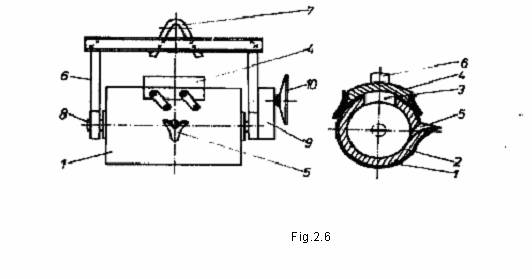
Oala tambur prezentata in fig.2.6, poate
avea capacitatea de 350 KN; are avantajul unor pierderi de caldura mai
reduse ale metalului lichid si este recomandata pentru transportul si turnarea
metalului lichid chiar daca constructia si intretinerea ei sunt mai dificile.
Oala propriu-zisa este alcatuita din mantaua metalica 1, captusita cu materiale
refractare 2.
Oala are un orificiu de umplere 3, protejat
de capacul 4 si un orificiu de golire 5. La unele oale tambur, atat umplerea
cat si golirea se fac prin acelasi orificiu .
Jugul
7, prevazut cu urechea de ridicare 7, este articulat oalei prin fusurile 8.
Rotirea oalei se face electric sau manual prin roata de manevra 10, prin
intermediul reductorului 9.
2.2
Dimensionarea oalelor tronconice
2.2.1 Stabilirea momentului de
rasturnare si a pozitiei axului de rotatie
Pentru rotirea unui corp solid, cu axa de
rotatie in O si centrul de greutate in S, cu un unghi , este necesar un moment exterior M (fig.2.7).
M = G × d × sin [ N,m]
in care : G este
greutatea corpului, in N ;
d este distanta dintre centrul de
greutate si axa de rotatie, in m;
este unghiul de inclinare.
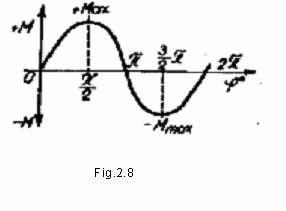
Acest moment este pozitiv deoarece sensul
sau de actionare este identic cu cel de roatie al corpului si este maxim la
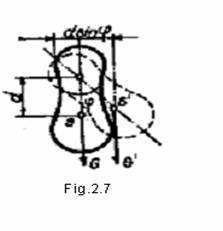
La un unghi φ < spre a retine corpul in rotatie trebuie sa se
aplice un moment negativ, cu sensul opus sensului de rotire.(fig.2.8).
Tinand cont de variatia sinusoidala a
momentului de rasturnare, valorile maxime absolute ale acestuia vor fi:
+Mmax
= -Mmax = G × d [N,m]
In cazul oalei pentru turnatorie, variatia
momentului nu este ordonat sinusoidala, deoarece in procesul de turnare apar
deplasarea si evacuarea metalului, modificandu-se astfel atat masa cat si
centrul de greutate al oalei.
La proiectarea unei oale de turnatorie este
necesara determinarea pozitiei optime a fusurilor in asa fel incat momentul de
rasturnare aplicat sa fie mereu pozitiv, pana la evacuarea totala a metalului
lichid,deci oala sa fie in permanenta in echilibru stabil.
Pozitia cea mai inferioara a axului de
rotatie care satisface conditia de echilibru si necesita un moment minim de
rasturnare se numeste pozitie nepericuloasa.
Determinarea pozitiei nepericuloase a axului
de rotatie a oalei se poate face: analitic,grafoanalitic sau grafic. De obicei
se aplica doua sau trei metode de determinare asigurandu-se astfel atat
alegerea pozitiei axului cat si verificarea determinarilor.
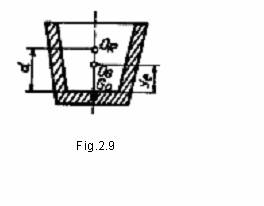
a. Metoda analitica
Presupunand cunoscuta pozitia axului de
roatatie, se va determina momentul de rasturnare al oalei, conform figurii 2.9.
M0 = G0 (d - ye)
sin
In care
G0 este greutatea oalei goale, in N; d este distanta dintre axul de
rotire si fundul spatiului util al oalei, in m; ye este distanta
dintre centrul de greutate si fundul oalei, in m.
Valorile G0 si ye se stabilesc dupa dimensiunile geometrice aale oalei.
Pentru
determinarea momentului de rasturnare a metalului lichid, intr-o pozitie
oarecare prezentata in figura 2.10, se admite un sistem de axe de coordonate cu
originea in O .
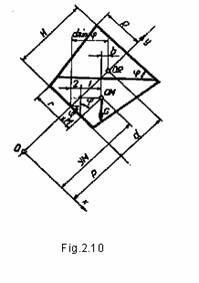
Momentul de rasturnare a metalului este:
MM = GM × b .
In care
GM este greutatea metalului lichid, in N; b este bratul de parghie
al momentului greutatii metalului.
Greutatea metalului este:
GM = M × V
In care M este greutatea specifica a metalului, in N/m3; V
este volumul metalului lichid, in m3.
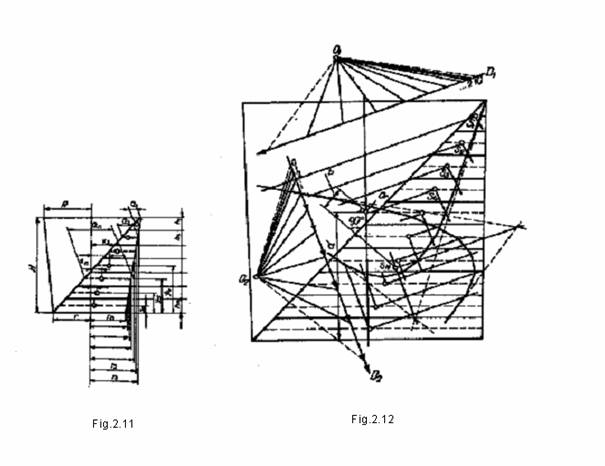
b. Metodele grafoanalitica si grafica
Volumul de metal in pozitia cea mai
defavorabila ( ) a
rasturnarii oalei, se imparte prin sectiuni perpendiculare pe axa oalei, in
straturi egale cu grosimile h1,h2,h3,,hn
(fig.2.11). Se masoara conform scarii impuse initial h1, ri
si ai si se calculeaza suprafetele sectiunilor considerate, volumele
de metal si coordonatele centrelor de greutate ale fiecarui strat (calcul
tabelar).
Pozitia centrului de greutate poate fi
aflata si grafic; pentru aceasta se duc in planul figurii doua directii
arbitrar alese, dar perpendiculare intre ele (D1 si D2
din fig.2.12), dupa care se presupune ca actioneaza fortele de greutate ale
straturilor de metal.
Se aleg arbitrar distantele polare si se
construiesc poligoanele fortelor cu polii in O1 si O2
(fig.2.12). Se construiesc poligoanele funiculare, iar intersectia liniilor de
actiune a rezultatelor poligoanelor, determina centrul de greutate al metalului
lichid SM, pentru pozitia cea mai defavorabila a oalei.
Cunoscand pozitia centrului de greutate al
metalului lichid, greutatea metalului ramas in oala si pozitia axei de rotatie
se poate determina grafic valoarea bratului greutatii metalului fata de axa de
rotire si apoi se determina valoarea momentului de rasturnare a oalei.
Din centrul de greutate SM si de
pe axa de rotatie Or se ridica cate o perpendiculara, pe suprafata
libera a metalului lichid. Distanta dintre cele doua perpendiculare corespunde
valorii b a bratului momentului cautat.
CAPITOLUL 3
ANALIZA VALORII
APLICATA DISPOZITIVELOR PENTRU TRANSPORTUL, MENTINEREA, MODIFICAREA SI TURNAREA
ALIAJELOR LICHIDE
INTRODUCERE
Esenta
analizei valorii se poate sesiza prin formularea urmatoarei
intrebari: se pot realiza functiile unui produs sau tehnologii sau al
unui element component al acestora pe o alta cale prin care sa se
reduca costurile?
Analiza
valorii este un instrument metodologic ce permite orientarea proiectarii
spre solutii de maxima eficienta pornind de la primatul
economicului asupra tehnicului. Obiectivul urmarit este reducerea
costurilor, dar nu in detrimentul calitatii, ci urmarindu-se
concomitent realizarea unei valori corespunzatoare cerintelor utilizatorilor.
CAUTAREA
NECESITATII FUNDAMENTALE
In figura 3.1 este
prezentata functia globala. Denumita in limba franceza metoda "bête à
cornes" pune urmatoarele intrebari pentru produsul studiat :
- Pe cine
serveste produsul?
- Cu ce ?
- In ce scop exista produsul?
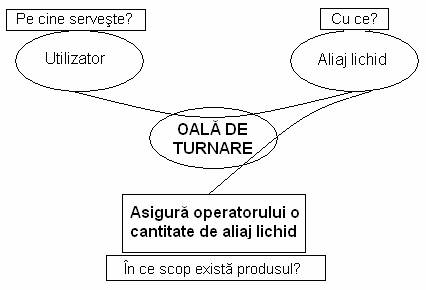
Figura 3.1 - Metoda bête à cornes".
STABILIREA
NOMENCLATORULUI FUNCTIILOR SI A DIMENSIUNILOR TEHNICE
Cand se
analizeaza functiile apar probleme datorate dificultatii de
a deosebi diferentele dintre functie si necesitate. Functia
a fost definita ca fiind cea care realizeaza produsul si in mod
logic, rezulta ca acest lucru are ca scop satisfacerea unei
necesitati.
Analiza
valorii trebuie sa concentreze descrierea unei functii intr-o
forma simpla utilizand pentru aceasta doar doua cuvinte - un
verb si un substantiv.
Una din
conditiile de baza care trebuie respectata cand se face descrierea
functiilor printr-un substantiv, este sa se evite particularizarea.
Pornind
de la tema de proiectare se intocmeste nomenclatorul de functii
si se stabilesc limitele dimensiunilor tehnice ale acestora (tabelul 3.1).
Tabelul 3.1 - Nomenclatorul
de functii
|
Simbol
|
Denumirea
functiei
|
Tipul
Functiei
|
Dimensiunea
tehnica a functiei
|
|
Denumire
|
U. M.
|
|
FP
|
Contine metal lichid
|
F.globala
|
Volum
|
m3
|
|
A
|
Asigura turnarea
|
FS
|
Debit
|
m3
|
|
B
|
Asigura transportul
|
FS
|
Distanta
|
mm
|
|
C
|
Mentine temperatura
|
FS
|
Captusela
|
mm
|
|
D
|
Permite modificarea
|
FS
|
Timp
|
min,h
|
|
E
|
Asigura manevrarea
|
FS
|
Greutatea
|
daN
|
|
F
|
Asigura
protectia
|
FC
|
|
|
|
G
|
Sustine ansamblul
|
FS
|
Greutate
|
daN
|
|
H
|
Contine aparate
conexe
|
FC
|
|
|
|
I
|
Poarta
informatii
|
FE
|
Nr. de informatii
|
|
|
J
|
Estetica
|
FE
|
Aspect
|
|
|
K
|
Respecta normele
|
FC
|
|
|
|
L
|
Rezista agresiunii
mediului
|
FC
|
Coroziune
|
mm
|
FS - functie de servici, FC - functie de constrangere, FE - functie de estimare
CUTIA MORFOLOGICA
Metoda
morfologica permite clasarea combinatiilor obtinute in patru categorii:
a)
solutii neinteresante, banale,
b)
solutii neutilizabile din cauza neafinitatii
elementelor combinate,
c)
solutii rationale, mai mult sau mai putin
clasice de o folosinta restransa, oferind insa unele
avantaje notabile (cost redus, fiabilitate deosebita, succes public,
etc.),
d)
solutii noi, inca neluate in consideratie.
Pentru
aplicarea metodei se porneste de la functiile stabilite ale podusului
ce tebuie reproiectat, cautandu-se apoi mai multe solutii
constructive de realizare a fiecarei functii (studii, cercetari,
etc.).
Cutia
morfologica pentru cazul studiat se prezinta in tabelul 3.2.
Tabelul 3.2 - Cutia
morfologica.
|
Simbol
|
Denumirea functiei
|
Variante constructive
|
|
A
|
Asigura turnarea
|
a1 -
alimentarea pe la partea superioara,
a2 -
alimentarea pe la partea inferioara,
a3 - evacuarea
pe la partea superioara,
a31 - prin rabatare,
a4 - evacuare
pe la partea inferioara,
a41 - prin gaura
inferioara,
|
|
B
|
Asigura tansportul
|
b1 - pe sol,
b11
- conveior,
b2 - prin aer,
b21
- pod rulant,
|
|
C
|
Mentine temperatura
|
c1 -
zidarie refactara acida,
c2 -
zidarie refractara bazica,
c3 -
zidarie refractara neutra,
c4 -
zgura,
c5 - masa stampata,
|
|
D
|
Permite modificarea
|
d1 - in
forma,
d2 - in oale speciale,
d3 -
combinata
|
|
E
|
Asigura manevrarea
|
i1 - manual,
i2 - electric,
i3 - pneumatic,
i4 - hidraulic,
i5 - pod
rulant,
|
|
F
|
Asigura
protectia
|
j1 - ecran de
protectie,
j2 -
fara ecran de protectie,
j3 -
constructie inchisa,
j4 -
constructie deschisa,
|
|
G
|
Sustine ansamblul
|
k1 - inel de
sustinere,
k2 -
furca de protectie,
k3 - jugul,
k31 - sudat,
k32 - turnat,
k33 - articulat,
k34 - combinat,
k4 -
transportor special,
|
|
H
|
Contine aparate
conexe
|
m1 - tija cu
dop pentru etanseitate,
m2 - aparat de
masura a temperaturii metalului lichid,
m3 - capac,
m4 - roata
de manevra,
m5 - reductor,
m6 - bazin de
turnare
m7 - buzunar
pentru modificare
|
|
I
|
Poarta
informatii
|
n1 - panou
computerizat,
n2 - panou electric,
n3 - sisteme de
avertizare,
n4 -
|
|
J
|
Estetica
|
p1 - aspect,
p2 -
forma,
p3 - culoare,
|
|
K
|
Respecta normele
|
s1 -
dimensiunile oalei,
s2 - gabaritul
oalei,
|
DIAGRAMA F.A.S.T. (Function Analysis System Technique) - Ordonarea functiilor
O
functie este o relatie stabilita intre produs si mediul
sau inconjurator.
O functie este medierea
asigurata de produs intre diferite medii inconjuratoare.
Din
articularea dinamica a intrebarilor "De ce?, Cand?, Cum? " rezulta arborele de
functii FAST (Function Analysis System Technique) (figura 3.2).
De la
necesitati la functii apoi la solutii.
Diagrama FAST
permite
prezentarea pentru un produs AV a unei solutii a functiilor intr-o
inlantuire logica, raspunzand intrebarilor de mai sus.
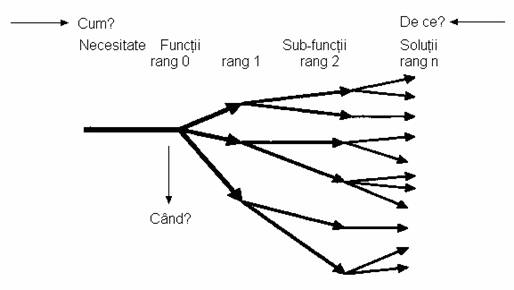
Figura 3.2
In figura 3.3 este
prezentata diagrama FAST pentru oala de turnare
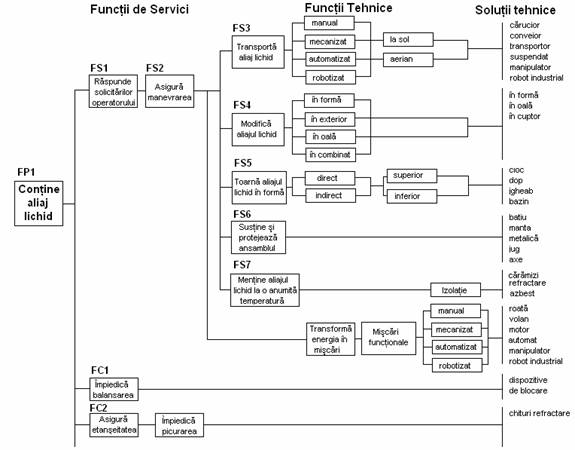
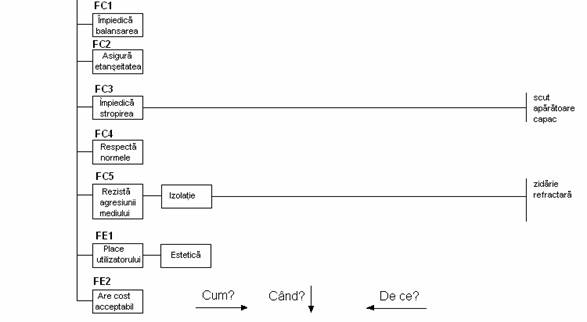
Figura 3.3 -
Diagrama FAST.
TABELUL
DE CRITERII - CARACTERIZAREA FUNCTIILOR
Tabelul
de criterii este un tabel recapitulativ ce permite recenzarea si definirea
ansamblului de criterii de apreciere
ce trebuie retinut pentru fiecare functie.
Fiecarui
criteriu ii este asociat un nivel
si o flexibilitate (tabelul 3.3).
Tabelul 3.3 - Caracterizarea
functiilor oalei de turnare
|
Functii
|
Criterii
|
Nivel
|
Flexibilitate
|
Limite
|
|
Transporta
aliaj lichid
|
-timp de transport
-inaltimea
de ridicare
|
20 s
2000mm
|
F2
F3
|
4 s
800mm
|
|
Modifica aliajul lichid
|
-permite contactul cu modificator
|
|
F3
|
|
|
Toarna
aliaj lichid
|
-metalul lichid
-impiedica picurarea
-diametrul gaurii
de evacuare
-sistemul manual
|
Fonta
120mm
|
F3
F0
F0
F0
|
7/8
|
|
Sustine
ansamblul
|
-masa metalului lichid
-masa utilajului
-dimensiuni de gabarit
|
5000 kg
800 kg
1,3 *1,2 *2 m
|
F0
F0
F1
|
40 kg
15 kg
500 kN
|
STABILIREA
NIVELULUI DE IMPORTANTA A FUNCTIILOR
Nivelul
de importanta a functiilor produsului se stabileste in
scopul determinarii contributiei fiecarei functii in
valoarea produsului, prin compararea functiilor doua cate doua,
din punct de vedere al efectului util (tabelul 3.4).
Tabelul 3.4 - Ponderea functiilor in valoare
(*coordonata X).
|
Functii
|
A
|
B
|
C
|
D
|
F
|
I
|
K
|
Total
|
|
Punctaj
|
|
|
|
|
|
|
|
|
|
Raport
|
|
|
|
|
|
|
|
|
|
*Pondere %
|
|
|
|
|
|
|
|
|
Valoarea
sistemului este egala cu 28.
Rezulta
urmatoarele valori procentuale ale ponderii functiilor in valoare:
KA = 25% ; KB
= 14,2% ; KC = 21,4% ; KD = 3,5% ; KF =
7,14% ; KI = 10,7% ; KK =17,8%.
Cu
aceste valori se traseaza diagrama ponderii functiilor in valoare (figura3.4).
Figura3.4 - Ponderea
functiilor in valoare.
Dimensionarea economica a functiilor
Se
stabileste in primul rand lista elementelor asamblului si se
repartizeaza costul acestora pe functii, prin analiza tehnica,
apoi se calculeaza costurile pe fiecare functie in varianta
initiala.
Costurile
elementelor produsului se repartizeaza pe una sau mai multe functii
ale produsului, corespunzator cu gradul de participare al elementelor
respective la realizarea acestor functii si se inscriu in coloana
functiilor respective.
Dimensiunea
economica a fiecarei functii rezulta din insumarea
costurilor elementelor componente care materializeaza functia
respectiva.
In acest
scop se calculeaza dimensiunea economica a functiilor
repartizandu-se costul fiecarui reper pe functiile la materializarea
carora intervine (tabelul 3.5) .
Tabelul3.5 - Ponderea
functiilor in costul total. (*coordonata Y)
|
Componente
|
Cost total
|
A
|
B
|
C
|
D
|
F
|
I
|
K
|
Total
|
|
Zidarie
|
|
|
|
|
|
|
|
|
|
|
Fusuri
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Cost total
|
|
|
|
|
|
|
|
|
|
|
Raport
|
|
|
|
|
|
|
|
|
|
|
*Cost functii%
|
|
|
|
|
|
|
|
|
|
Rezulta urmatoarele valori
procentuale ale ponderii functiilor in cost:
KA = 25%; KB
= 16%; KC = 27%KD = 15% ; KF = 7%; KI = 8%; KK = 2%.
Cu aceste valori se traseaza
diagrama ponderii functiilor in cost (figura 5).
Figura 3.5 -
Diagrama ponderea functiilor in cost.
COMPARAREA PONDERILOR
FUNCTIILOR IN VALOARE SI COST
Relatia
valoare costuri trebuie sa identifice:
- functiile foarte scumpe in raport cu celelalte
functii,
- functiile prea scumpe in raport cu contributia
lor la valoarea produsului,
- functiile prea scumpe in raport cu
posibilitatile tehnice existente de realizare.
Principiul
de lucru in analiza valorii este: cantitatea consumata de munca
pentru materializarea functiei trebuie sa corespunda ca pondere
din cantitatea totala de munca consumata, cu ponderea
functiei respective in valoare.
DIAGRAMA COSTURI - PONDEREA
FUNCTIILOR
Verificarea
acestei identitati se face cu ajutorul analizei de regresie,
determinandu-se dreapta de regresie, ce reprezinta proportionalitatea
medie.
Dreapta
trece prin origine deoarece se considera ca o functie 0
costa 0.
Pentru
simplificare calculul se face tabelar (tabelul 3.6).
Coordonatele
x i si y i sunt date in tabelul 3.6 si pe baza
datelor calculate si prezentate in acest tabel se traseaza diagramele
din figurile 3.6 si 3.7.
 Tabelul3.6 -
Elemente de calcul, pentru trasarea diagramelor. * S' = 2 * a * (X i)2 - 2 * X i * Y i
Tabelul3.6 -
Elemente de calcul, pentru trasarea diagramelor. * S' = 2 * a * (X i)2 - 2 * X i * Y i
|
Nr.
crt.
|
Elemente
de calcul
|
F u n c t i i
|
Valoare
totala
|
|
A
|
B
|
C
|
D
|
F
|
I
|
K
|
|
Xi
|
|
|
|
|
|
|
|
|
|
Yi
|
|
|
|
|
|
|
|
|
|
(Xi)2
|
|
|
|
|
|
|
|
|
|
Xi*Yi
|
|
|
|
|
|
|
|
|
|
(Yi-a*Xi)2
|
|
|
|
|
|
|
|
|
|
*S
|
|
|
|
|
|
|
|
-6E-13
|
Parametrii calculati au urmatoarele
valori: a = 0,9727, = 44,20, S = 22, 75, S' = 0.
Figura3.6
- Ponderea functiilor in valoare si cost.
Figura 3.7 - Evolutia ponderilor in valoare (X) fata de
evolutia ponderilor in cost (Y).
EVALUAREA CRITICA A
FUNCTIILOR
Evaluarea
critica a functiilor se prezinta in figura 3.5, unde se
evidentiaza cele mai scumpe functii in raport cu valoarea.
Diagrama releva o distributie de tip Pareto: 20 - 30 % din
numarul total al functiilor inglobeaza 80 - 85 % din totalul
costurilor insumate ale functiilor. Aceste functii sunt: A, C si
B. Pe aceasta baza se prezuma ca aceste functii sunt
deficitare urmand ca cercetarea solutiilor sa se concentreze cu
prioritate asupra ansamblelor, reperelor, materialelor si operatiilor
tehnologice care contribuie, in cadrul structurii de ansamblu a produsului, la
realizarea acestor functii.
Analizand
diagrama din figura 6 se observa ca functiile B si D se
situeaza deasupra dreptei de regresie. Acest lucru atesta costuri
ridicate, nejustificate in raport cu valoarea.
Disproportiile pot fi evidentiate
si prin diagrama din figura 3.7, in care se poate observa ca
functiile B si D au costuri disproportionate (16,88%, 6,38% )
fata de contributia (14,28%, 3,5%) la valoare.
In
primul rand se vor reproiecta functiile ce sunt plasate deasupra dreptei
de regresie, pentru a le micsora costul.
In al
doilea rand, minimizarea lui S' trebuie inteleasa in sensuI
maririi pe cat posibil a raportului valoare I cost si nu
trebuie inteleasa ca impunand obligatoriu S' egal cu zero.
In al
treilea rand in Analiza Valorii se poate admite si scumpirea costului unor
functii cu conditia cresterii valorii lor mai repede decat
costurile.
Practic, criteriul minimizarii lui S' duce de cele mai multe ori la
efectuarea studiilor de Analiza Valorii in cascada, optimizarea
solutiei constructive fiind deci un proces iterativ.
Se analizeaza in primul rand functiile de deasupra dreptei de
regresie si se ieftinesc; se traseaza din nou dreapta de regresie
si se constata ca acum au trecut alte functii deasupra ei;
se analizeaza aceste functii, cautand solutii pentru a-le
micsora costul si apoi se traseaza din nou dreapta de regresie,
etc., etc., solutia constructiva imbunatatindu-se de
la o iteratie la alta.
CONCLUZII PRIVIND
SOLUTIA EXISTENTA
Una din
cauzele disproportiilor este repartizarea costurilor pe functii
pentru care nu exista in toate cazurile valori certe, ele fiind rezultatul
unor medii aproximative. Alte cauze pot aparea din raspunsul care
trebuie dat urmatoarei intrebari: care sunt criteriile si
caile cele mai concludente de evaluare critica in vederea
identificarii functiilor deficitare?
Principalul
criteriu este cel economic.
Din
aceasta comparatie rezulta de regula, ca unele
functii costa prea mult in raport cu contributia lor la valoarea
produsului, sunt deci supradimensionate economic, cercetarea solutiilor
urmand sa fie orientata in directia reducerii costurilor de
realizare a acestor functii.
Diagrama
din figura 5 permite comparatii intre costurile totale ale functiilor
si in cadrul costurilor totale, intre costurile de manopera si
de material, evidentiindu-se:
functiile
foarte scumpe cu ponderea cea mai mare in costul total al produsului,
functiile
tehnice (secundare) foarte scumpe in raport cu functiile obiective sau
chiar mai scumpe decat acestea, functiile a caror realizare
necesita costuri disproportionate fie de material, fie de
manopera
Analiza concurentei
Obiectivul
acestui demers este o metoda de analiza a concurentei (a
produselor de la firmele concurente) utilizand datele produselor.
In prima
faza trebuie alese produsele concurente, ce vor fi comparate cu produsul
propriu.
In
tabelul functiilor (tabelul 3.7) se
vor trece si produsele concurente.
Se va
nota produsul propriu si produsele concurente dupa modul cum criteriile
satisfac functiile produselor.
Tabelul 3.7
|
Simbol
|
Denumirea functiei
|
Produs propriu
|
Produs concurent
|
|
1 - A
|
Asigura turnarea
|
|
|
|
2 - B
|
Asigura transportul
|
|
|
|
3 - C
|
Mentine temperatura
|
|
|
|
4 - D
|
Permite modificarea
|
|
|
|
5 - F
|
Asigura protectia
|
|
|
|
6 - I
|
Poarta
informatii
|
|
|
|
7 - K
|
Respecta normele
|
|
|
|
TOTAL
|
|
|
Notele
vor fi de la 1 la 5. Notele criteriilor au fost adunate pentru a obtine
notele fiecarui produs pentru fiecare functie.
Acest
lucru permite determinarea punctelor optime ale produsului, cat si
stabilirea axelor prioritare de ameliorare.
Cu
datele din tabelul 3.7 se traseaza diagrama din figura3.8.
Acest
grafic permite o alta posibilitate de a determina punctele slabe ale
produsului propriu in raport cu produsele concurente.
Figura 3.8 - Analiza
produsului propriu in raport cu un produs concurent.
In urma analizei graficului de mai sus putem observa
ca produsul propriu este mai slab pe piata datorita
functiilor B, D si I. Echipa de proiectare impreuna cu grupul de
Analiza Valorii trebuie sa reflecte din nou asupra conceperii produsului,
in special asupra functiilor deficitare. Pentru a rezista pe
piata si pentru a intrece concurenta cu acest produs,
trebuie sa se investeasca in functiile care "trag produsul in
jos" sau sa avem servicii ante si post vanzare care sa duca
produsul inaintea concurentei.
DIRECTII
DE IMBUNATATIRE A PRODUSULUI
Analizand datele prezentate in tabele si grafice,
rezulta urmatoarele directii de imbunatatire a
ansamblului:
in ansamblul utilajlui sunt inglobate foarte multe materiale
metalice, acestea pot fi reduse printr-o reproiectare rationala,
de asemenea, manopera pieselor este foarte mare,
solutiile tehnice sunt complicate,
se impune reducerea numarului de repere.
Pe baza
evaluarii critice a functiilor se prezuma ca functiile B, D si I sunt
deficitare urmand ca cercetarea solutiilor sa se concentreze cu
prioritate asupra ansamblelor, reperelor, materialelor si operatiilor
tehnologice care contribuie, in cadrul structurii de ansamblu a produsului, la
realizarea acestor functii.
CAPITOLUL
4
|
NUME
|
FUNCTIA
|
DATA
|
SEMNATURA
|
ELABORAT
|
Nica Adrian
|
Responsabil
de proiect
|
|
nica
|
|
VERIFICAT
|
Ionescu
Marin
|
Director
calitate
|
|
ionescu
|
|
APROBAT
|
Popescu Ion
|
Director
general
|
|
popescu
|
Note:
Acest document contine informatii si date care sunt proprietatea
Firmei S.C DUCTIL SRL.
2. Prezenta procedura generala este destinata
utilizarii exclusive pentru propriile cerinte.
3. Utilizarea integrala sau partiala a
acestei proceduri in orice scop sau activitate sau reproducerea partiala/
integrala in orice publicatie si prin orice procedeu (electronic, mecanic,
fotocopiere, microfilmare, etc) este interzisa fara acordul
scris al PROPRIETARULUI.
4.1- Specificatiile produsului, cod: FPG-0XX-1
|
STUDENT
NICA ADRIAN
|
SPECIFICATII PRODUS
|
|
1. Generalitati
|
|
Denumire produs:
Oala de
turnare cu cioc
|
Codificare produs:
RW-001
|
1.3. Responsabil de proiect:
NICA ADRIAN
|
|
1.3. Scopul dezvoltarii proiectului: Reducerea costurilor , imbunatatirea calitatii, reducerea
consumului de energie, intrarea pe piata de profil din Romania .
|
|
1.4. Cerinte: Respectarea documentatiei primite de la client
|
|
a. Cerinte tehnice
(characteristic , fizico-chimice, gramaj, mod de amblare):
Caracteristicile de calitate ale produsului: partile metalice-OLC-profil
I
Modul de amabalare:nespecificat
Modul de etichetare: nespecificat
Cerinte privind garantia: 3 ani
Cerinte legale si de reglementare aplicabile:nespecificate
Informatii utile din proiecte similare: nu sunt
Alte cerinte pentru proiectare si dezvoltare:nu sunt
|
|
b. Cerinte legale si ale reglementarilor aplicabile:nespecificate
|
|
c. Informatii derivate din proiecte similare: nu sunt
|
|
d. Alte cerinte pentru proiectare si dezvoltare:nu sunt
|
|
2. Comentarii:
Cerintele si termenii elaborati ,precum si alocarea resurselor pentru
obtinerea produsului au fost stabilite cu succes
|
|
3. Anexe:
|
|
Responsabil de proiect,
NICA ADRIAN
|
Client,
S.C. SCORPION SRL
|
Data:
|
Cod: FPG-0XX-1/ 1.1.
|
| | | | | | |
4.2 - Plan de proiectare a produsului, cod: FPG-0XX-2
|
STUDENT
NICA ADRIAN
|
PLAN DE PROIECTARE
A PRODUSULUI
|
|
1. Generalitati:
|
|
1.1. Codificare produs:
RW-001
|
Definirea
obiectivelor: imbunatatirea calitatii, reducerea consumului de
energie si a costurilor, reducerea timpului de lucru
|
|
2. Resurse implicate
|
|
Umane:
|
Informationale:
|
Financiare:
|
Materiale:
|
|
1informatician,1proiectant,1 inginer,1 desenator
|
Soft 3D, java ,katia
|
50000EURO
|
3calculatoare
|
|
|
|
2 imprimante,1 scanner
|
|
3. Etapele proiectarii:
|
|
Etapa 1.
|
Denumire etapa: desenarea produsului
|
|
Descriere etapa (daca este cazul):
|
Resurse alocate
|
Umane:
1informatician,1proiectant,1 inginer,1 desenator
|
Informationale:
Soft 3D, java,katia
|
Financiare:
50000EURO
|
3calculatoare,2 imprimante,1scanner
|
Termen start: 15.02.2009
Constrangeri si dependente organizatorice de alte etape:
|
Termen stop: 25.02.2009
Data de lansare a proiectarii-primire termen
|
|
Intrari:
|
|
|
Iesiri:
|
|
|
Observatii:
|
Termenul de primire a temei a fost respectat
|
|
Etapa 2.
|
Denumire etapa:
proiectarea produsului
|
|
Descriere etapa (daca este cazul):
|
Resurse alocate
|
Umane:
1informatician,1proiectant,1inginer,1 desenator
|
Informationale:
Soft3D,java,katia
|
Financiare:
50000euro
|
Materiale:
3calculatoare,2imprimante,1 scanner
|
|
Termen start:26.02.2009
|
Termen stop: 08.03.2009
|
|
Constrangeri si dependente organizatorice de alte etape:
|
Data de lansare a fabricatiei-primire termen
|
|
Intrari:
|
Date de proiectare
|
|
Iesiri:
|
Desene,schite
|
|
Observatii:
|
Termenul de primire a temei a fost respectat
|
|
Etapa 3.
|
Denumire etapa: fabricarea
produsului
|
|
Descriere etapa (daca este cazul):
|
Resurse alocate
|
Umane:
1informatician,1proiectant,1inginer,1 desenator
|
Informationale:
Soft3D, java
|
Financiare:
50000euro
|
Materiale:
3calculatoare,2imprimante,1 scanner
|
|
Termen start: 09.03.2009
|
Termen stop: 23.03.2009
|
|
Constrangeri si dependente organizatorice de alte etape:
|
Data de finalizare,de predare-primire termen
|
|
Intrari:
|
|
|
Iesiri:
|
|
|
Observatii:
|
Termenul de predare a proiectului a fost respectat si este in
conformitate cu prevederile initiale
|
|
Observatii generale: Toate persoanele implicate in acest proiect si-au
indeplinit cu succes sarcinile conform planificarii
|
|
Responsabil de proiect:
NICA ADRIAN
|
Data intocmirii:
|
Aviz , Director General
Avizat-Popescu Ion
|
Cod: FPG-0XX-2/ 1.1.
|
| | | | | | | | | | | | | | | | | |
4.3- Fisa de modificare a produsului, cod: FPG-0XX-3
|
STUDENT
NICA ADRIAN
|
FISA DE MODIFICARE A PRODUSULUI
|
|
Catre: Director calitate
|
De la:
Responsabil de proiect
|
Data:
19.02.2009
|
|
Subiect: Modificarea produsului
|
|
Denumire produs: Oala de turnare cu cioc
|
Codificare proiect: RW-001
|
|
Scopul modificarii:
Imbunatatirea calitatii, ieftinirea utilajului, reducerea
consumului de material si manopera
|
|
Descrierea modificarii: Inlocuirea
profilului I a partilor metalice ale produsului cu un profil U
|
|
Initiator,Responsabil de proiect
|
Confirmare de primire,
Nume/ semnatura/ data Nica
Adrian.nica.23.03.2009
|
|
Rezolutia:
|
|
Analiza modificarii: Modificarea
precizata a fost efectuata cu succes in scopurile precizate anterior
|
Solutia: Obtinerea dupa modificare a unui
profil metalic U care va duce la imbunatatirea calitatii,ieftenirea
utilajului si reducerea consumului de material si manopera
|
|
Resurse financiare alocate pentru modificare:
8500euro,
|
Termen implementare:
|
|
Responsabil pentru implementarea
modificarii,Nica Adrian
|
Avizat, Avizat.Popescu Ion
|
Cod: FPG-0XX-4/ 1.1.
|
| | | | | | | |
4.4- Raport de lucru, cod: FPG-0XX-4
|
STUDENT
NICA ADRIAN
|
RAPORT DE LUCRU
|
|
1. Generalitati (1)
|
|
1.1. Denumire produs:Oala de turnare cu cioc
|
Codificare produs:
RW-001
|
|
Etapa:Proiectarea
produsului
|
Definirea
obiectivelor etapei:-procesarea datelor de proiectare;obtinerea desenelor si
schitelor necesare
|
|
2. Resurse implicate:
|
|
Umane:
1informatician,1proiectant,1inginer,1desenator
|
Informationale:
Soft 3D, java,katia
|
Financiare:
50000euro
|
Materiale:
3calculatoare
2imprimante,1 scanner
|
|
3. Rezultatele activitatii:
|
|
Nr.
crt.
|
Denumire si descriere
activitate
|
Responsabil
|
Rezultate inregistrate
|
Termene
Planificat/
Realizat
|
Observatii
|
|
Schitare ansamblu
|
NICA ADRIAN
|
Operatia a fost
realizata cu succes.
|
planificat
28.02.2002/ 28.02.2009-realizat
|
Au fost respectate termenele
|
|
Desenare ansamblu
|
NICA ADRIAN
|
Operatia a fost
realizata cu succes.
|
planificat
realizat
|
Au fost respectate termenele
|
|
Desenare piese
|
NICA ADRIAN
|
Operatia a fost realizata
cu succes.
|
planificat
realizat
|
Au fost respectate termenele
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
4. Analiza rezultatelor:
Rezultatele au fost satisfacatoare atat pentru client cat si pentru
firma producatoare
|
|
5. Comentarii:
Afacerea a fost incheiata cu succes
|
|
Responsabilul de proiect,
Nica Adrian
|
Aviz, Director General
Avizat,Popescu Ion
|
Cod: FPG-0XX-3/ 1.1.
|
| | | | | | | | | | | | | |
4.5- Proces
verbal de validare, cod:
FPG-0XX-5
|
STUDENT
NICA ADRIAN
|
PROCES VERBAL DE VALIDARE
|
Nr.345/
|
|
Denumirea produsului/ ambalajului:Oala de turnare cu cioc
|
Codificarea produsului/ ambalajului:
RW-001
|
|
Identificarea dosarului cu specificatii:Se doreste realizarea acestui
tip de produs pentru obtinerea unor rezultate notabile in domeniu cum ar fi:Reducerea
costurilor , imbunatatirea calitatii,
reducerea consumului de energie, intrarea pe piata de profil din Romania .
|
|
Concluzii la analizarea specificatiilor:
Caracteristicile de calitate ale produsului: slab definite
Modul de amabalare: nespecificat
Modul de etichetare: nespecificat
Cerinte privind garantia: 3 ani
Cerinte legale si de reglementare aplicabile: nespecificate
Informatii utile din proiecte similare: nu sunt
Alte cerinte pentru proiectare si dezvoltare: nu sunt
|
|
Semnaturile
comisiei de validare a specificatiilor,
|
cod: FPG-0XX-5/ 1.1.
|
| | | | |
4.6. - Schema sistemului informational a
activitatii de proiectarea a produsului, Anexa PG-0XX/ 1
4.7. - Schema sistemului informational al
activitatii de modificarea a produsului, Anexa PG-0XX/ 2.
|
Anexa 0101 - Schema
sistemului informational in cazul modificarii proiectului
produsului
|
|
Responsabilitati
|
Flux informational
|
Inregistrari
|
Responsabil de proiect
|



|
Planul de
dezvoltare a produsului
FPG-012-2
|
|
Adresa/
Nota
interna/
Pv.
validare
|
|

Fisa de
modificare a proiectului
FPG-012-4
|
|
Fisa de
modificare a proiectului
FPG-0-12-4
|
|
|
|
NUME
|
FUNCTIA
|
DATA
|
SEMNATURA
|
ELABORAT
|
NICA
ADRIAN
|
Responsabil
de proiect
|
|
nica
|
|
VERIFICAT
|
IONESCU MARIN
|
Director
calitate
|
|
ionescu
|
|
APROBAT
|
POPESCU
ION
|
Director
general
|
|
popescu
|
| | | | | |
4.8 - REGISTRUL DE EVIDENTA A
PROIECTELOR
S.C. DUCTIL SRL
|
Nr. proiect
|
Denumirea
proiectului
|
Benficiar
|
sef
proiect
|
|
DESENAREA Oalei de turnare cu cioc
|
SC
SCORPION SRL
|
NICA ADRIAN
|
|
PROECTAREA Oalei de turnare cu cioc
|
SC
SCORPION SRL
|
NICA
ADRIAN
|
|
|
|
|
|
|
|
|
4.9 - FISA DE LANSARE SI URMARIRE
PROIECTARE (FLUP)
S.C. DUCTIL SRL
|
1.
Denumire produs: Oala de turnare cu cioc
|
|
2.
Client/ Comanda/contract: SC
SCORPION SRL
|
|
Date de intrare. Documente in care sunt continute
datele de intrare:
Capacitatea:1000litri
Dimensiuni de gabarit :100tone
|
|
4. Analiza proiectarii:
(nume,
semnatura, data)
NICA ADRIAN,nica,26.02.2009
|
|
5.
Echipa de proiectare: inginer proiectant: Vasile Ion; desenator:Vlaicu
George; responsabil de proiect:Nica Adrian
|
|
6.
Date de iesire ale proiectarii: desene si schite cu produsul
|
|
7.
Aprobare Nume Semnatura
Data:
26.02.2009 Popescu Ion Popescu
|
|
8.
Activitati de proiectare:
Nr.
crt.
|
Activitate
|
Termen
planificat
|
Responsabil
|
Termen
realizat
Rezultat
(data, semnatura)
|
|
Schitare ansamblu
|
28.02.2002
|
NICA ADRIAN
|
Efectuat cu succes
nica
|
|
Desenare ansamblu
|
|
NICA ADRIAN
|
Efectuat cu succes
nica
|
|
Desenare piese
|
|
NICA ADRIAN
|
Efectuat cu succes
nica
|
|
9. Verificarea proiectarii:
(nume,
semnatura, data)
IONESCU MARIN,ionescu,07/03.2009
|
|
10. Validare
interna:
(nume,
semnatura, data)
POPESCU ION,popescu,07.03.2009
|
4.10 - Aviz de modificare nr 49
S.C. DUCTIL SRL
|
Denumire proiect
Oala de turnare cu cioc
|
|
FLUP nr: 10 data:23.03.2009
|
|
Documente supuse modificarii: Toate fisele cu specificatii ale
produsului
|
|
Cine a solicitat modificarea si in ce consta aceasta:solicitarea
modificarii a venit din partea clientului adica SC SCORPION SRL si consta in
ilocuirea profilelor metalice in forma de I cu profile metalice U
|
|
Elaborat:
(nume, semnatura,data)
Nica Adrian
nica
|
Verificat:
(nume, semnatura,data)
Ionescu Marin
ionescu
|
Aprobat:
(nume, semnatura,data)
Popescu Ion
Popescu
Director General
|
|
Avizul se difuzeaza la: SC SCORPION SRL
Insotit de urmatoarele documente:Fisa de desenare,fisa de
proiectare a produsului
|
|
Introdus modificarea in proiect: da
Efectuata de (nume, semnatura, data)
SC DUCTIL SRL 23.03.2009
|
CAPITOLUL 5
PROIECTAREA INSTALATIEI
(modelare,calcule,verificari,tolerante)
5.1
SCHEMA LOGICA PENTRU PROIECTAREA UTILAJELOR PENTRU TRANSPORTUL,
MENTINEREA, MODIFICAREA SI
TURNAREA
ALIAJELOR LICHIDE
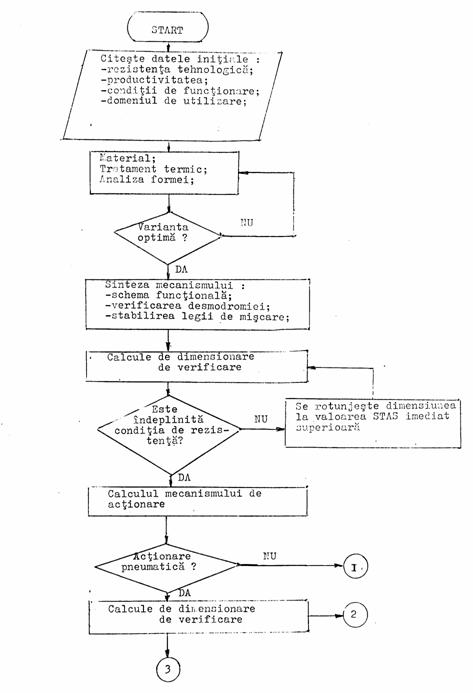
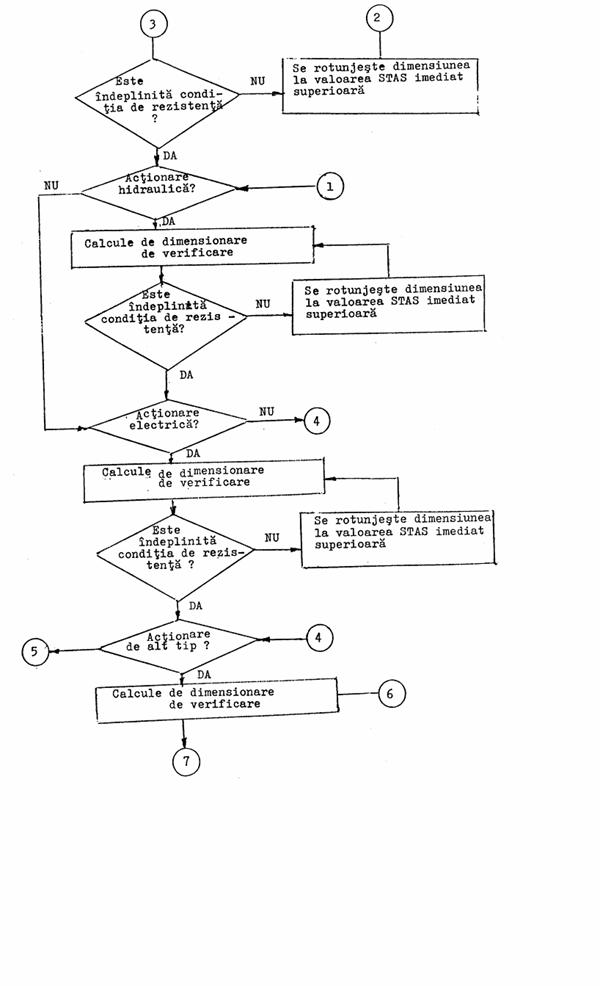
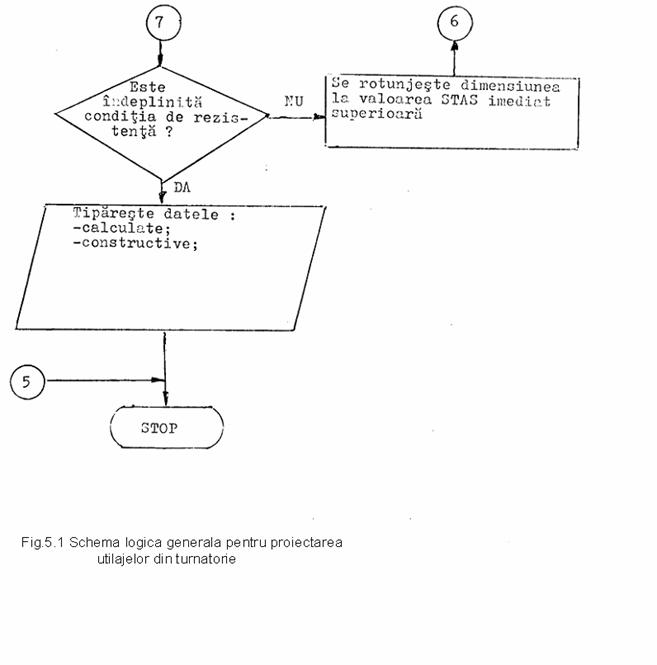
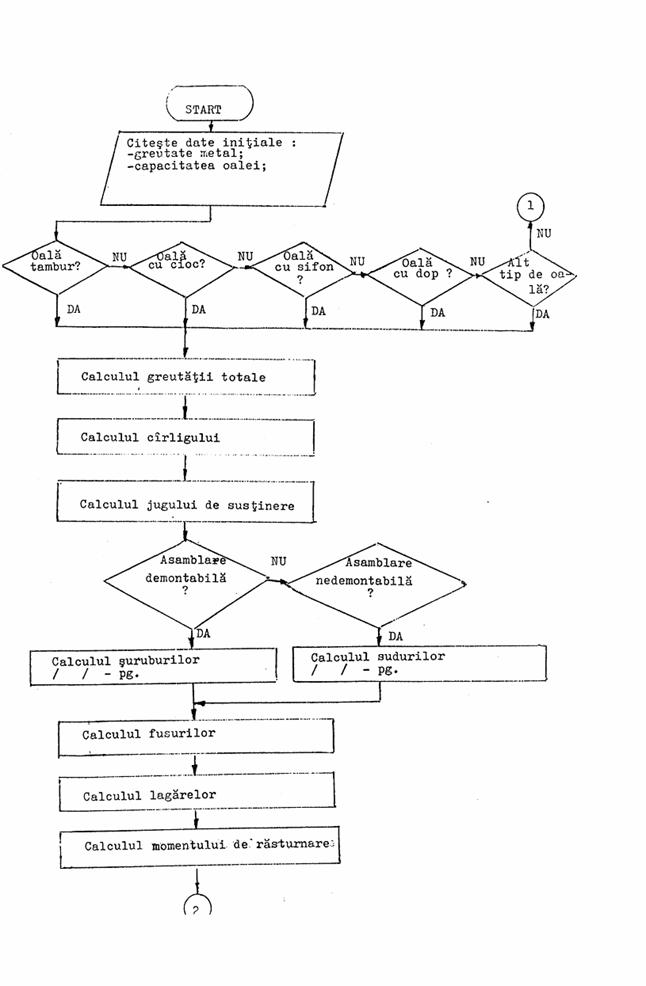
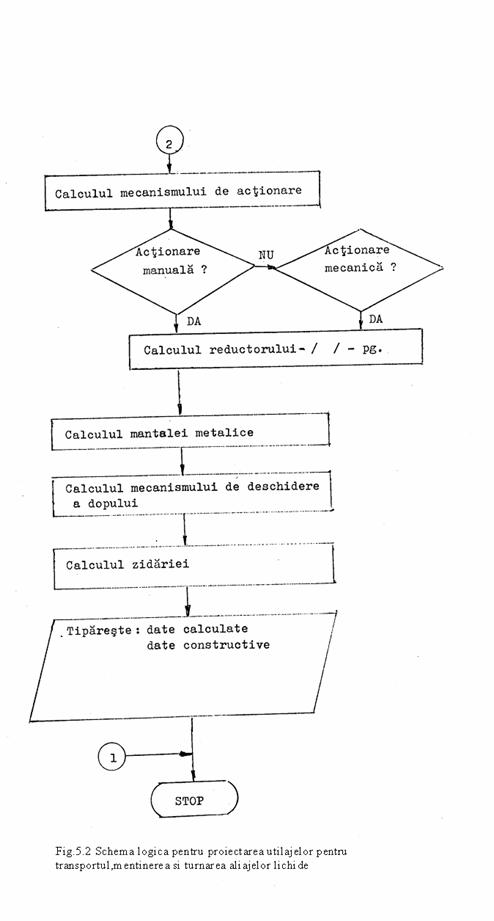
Schematizare pentru calculul cadrului
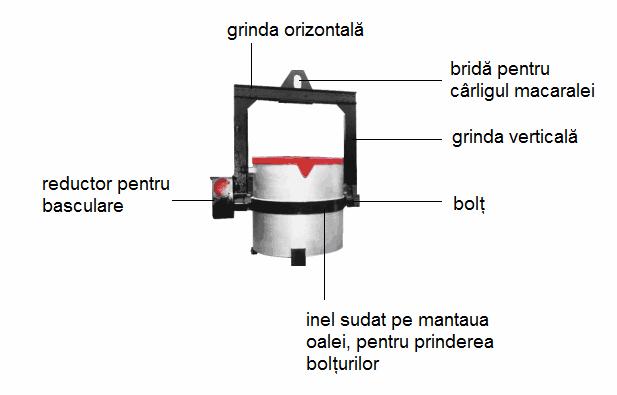


Cadrul
Cadrul este compus din
grinda orizontala si doua grinzi verticale.
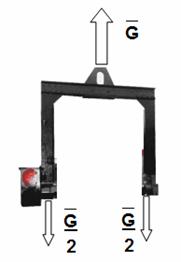
Grinda orizontala
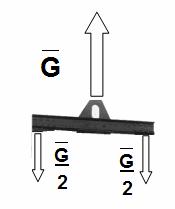
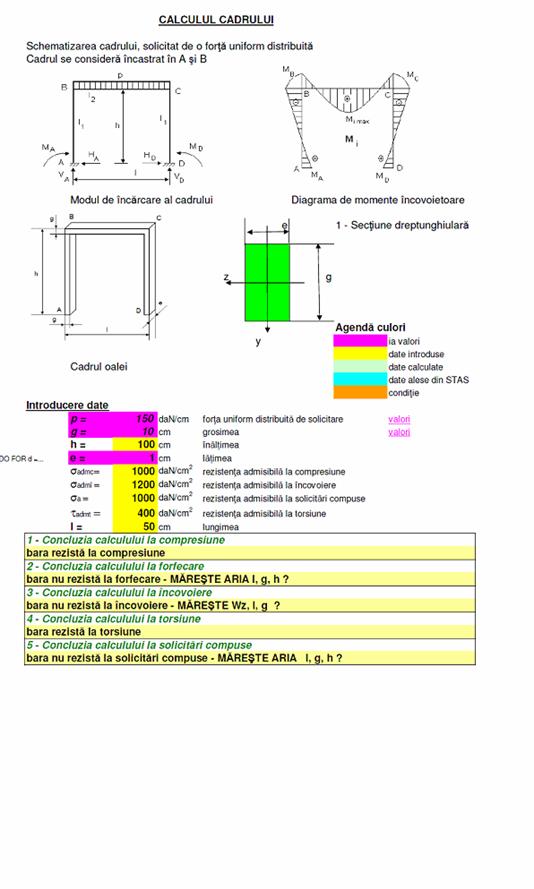
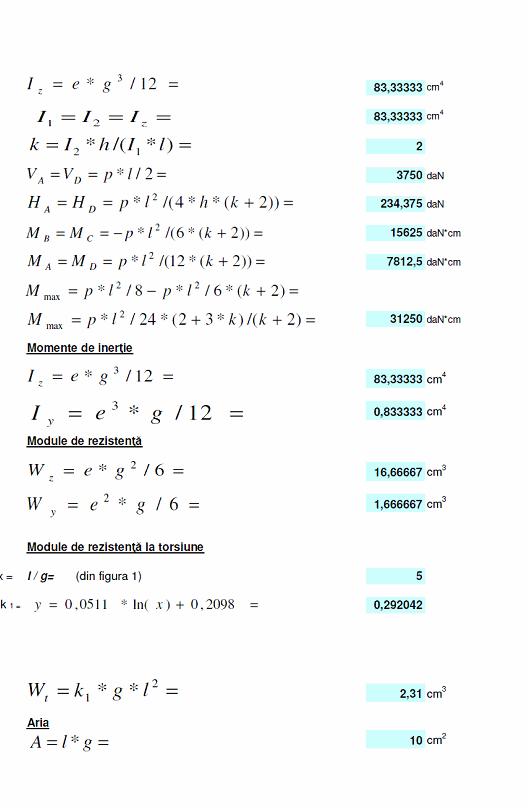
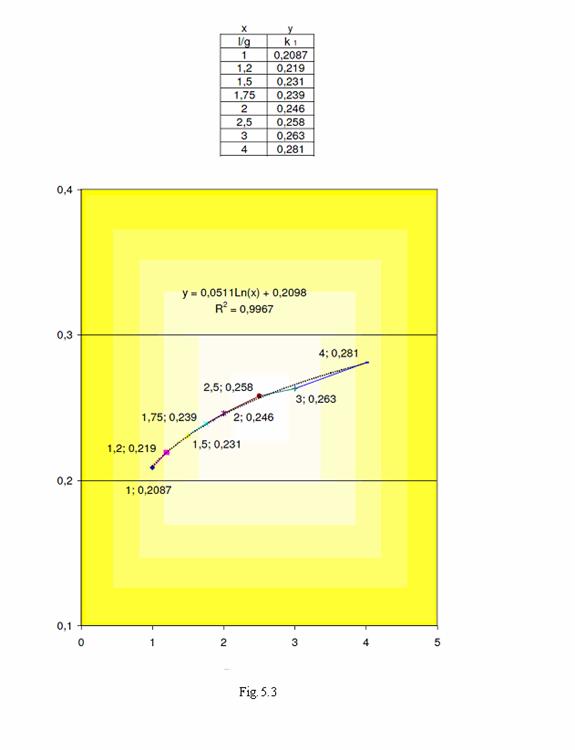
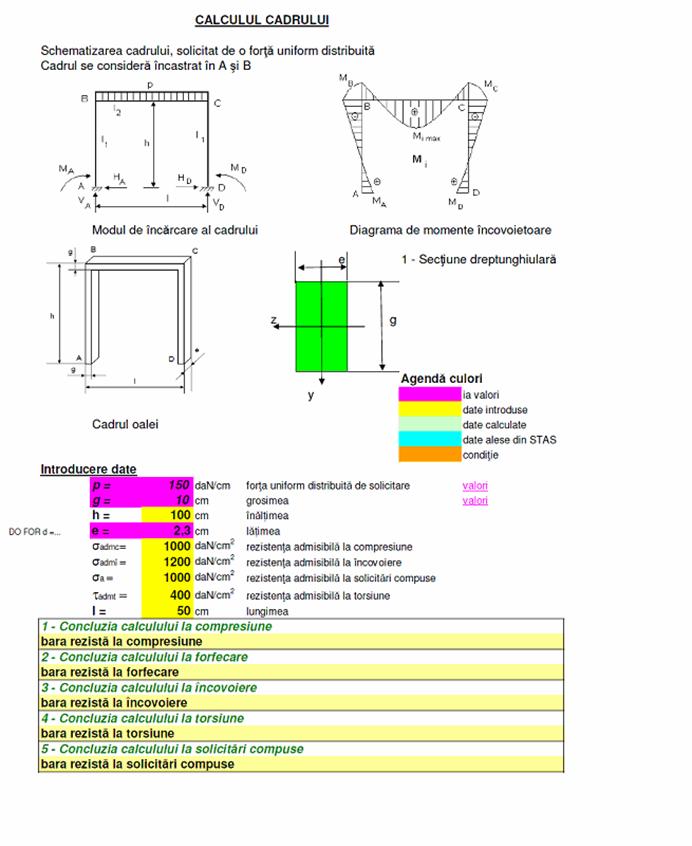
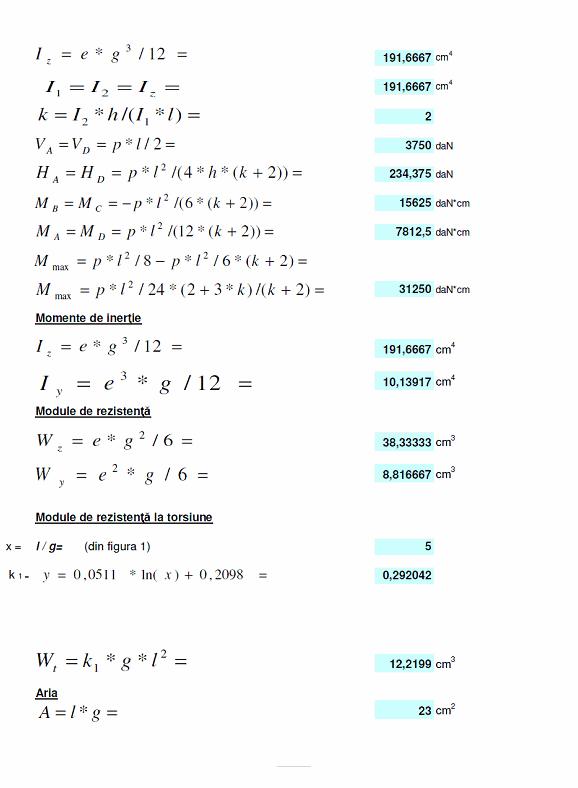
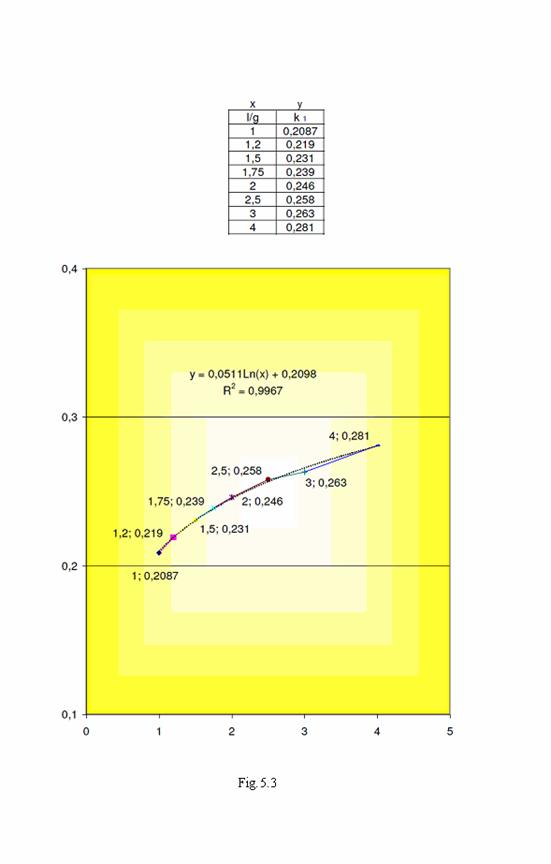
CAPITOLUL 6
STUDIUL AMELIORARII CONDITIILOR DE LUCRU
6.1 Pulberi industriale
6.1.1 Formarea si clasarea pulberilor
industriale
Una din principalele noxe industriale este
alcatuita din pulberi sau praf,care se formeaza in procesul de productie si se raspandeste in aer, mentinandu-se timp
mai mult sau mai putin indelungat in suspensie la locurile de munca.
In general, praful ia nastere prin
lovire,macinare,prin dezintegrarea substantelor solide,ca rezultat al unei
actiuni mecanice care se exercita asupra acestora,de exemplu la curatirea
pieselor turnate cu ciocanul pneumatic si dalta,la polizarea pieselor
turnate,la alicare,etc.
Pe de alta parte,prin mecanismul condensarii
vaporilor suprasaturati,care rezulta dintr-o serie de procese termice sau
chimice,pot lua nastere aerosoli de condensare,cum este cazul turnatoriilor de
metale neferoase(plumb,zinc,etc.)
Praful se poate clasifica dupa urmatoarele
criterii:
1 -
dupa natura substantelor din care este format; 2 - dimensiunile particulelor; 3
- actiunea asupra organismului; 4 - patrunderea si retinerea particulelor de
plamani.
Dupa natura sa praful se poate clasifica
astfel:
1 -
pulberi anorganice:metalice,minerale,sintetice si 2 - pulberi organice:
vegetale si sintetice. Dupa dimensiuni avem:
1 -
praf propriu zis,cu dimensiunea particulelor mai mare de 10 µm,
2 -
norul cu dimensiunea particulelor intre 10 si 0,1 µm,
3 -
fumul cu dimensiunea particulelor sub 0,1 si 1 µm.
6.1.2 Actiunea pulberilor industriale asupra organismului viu
6.1.2.1
Patrunderea pulberilor in organism
Principala cale de patrundere a pulberilor
in organism este aparatul respirator. Chiar daca o cantitate destul de mare de
praf poate patrunde in tubul digestiv prin inghitire,consecintele asupra
organismului sunt mici atunci cand este vorba de pulberi netoxice. Particulele
de praf au dimensiuni prea mari pentru a strabate bariera pielii,totusi fixarea
acestora in diferitele formatiuni ale pielii poate produce uneori aparitia unor
modificari locale.
Impreuna cu aerul inspirat patrunde in caile
respiratorii (nas,faringe,trahee,bronhii) si praful in suspensie. Prin
expiratie se elimina odata cu aerul si o buna parte din praful patruns in
aparatul respirator,la fiecare inspiratie fiind retinuta totusi o parte din
acest praf. Masurandu-se foarte precis cantitatea de praf aflata in aerul
inspirat si aceea din aerul expirat s-a constatat ca un procent destul de mare
din cantitatea initiala de praf,intre 8 - 9% a ramas in aparatul respirator.
Cercetarile au aratat ca proportia retinerii
pulberilor creste cu dimensiunea particulelor,de la o valoare minima de 25% la
0,5 µm pana aproape de 100% pentru particule mai mari de 5 µm. Proportia
retinerii creste, de asemenea pe masura ce dimensiunea particulelor scade sub
0,5 µm, datorita cresterii marimii
fortei de depunere prin difuziune. S-a constatat totodata, ca particulele de material higroscopic sunt retinute in proportie
mai ridicata decat cele nehigroscopice, precum si faptul ca procentul retinerii
creste odata cu cresterea concentratiei particulelor de praf.
6.2 Masuri de combatere a pulberilor in industrie pentru prevenirea
imbolnavirilor
6.2.1 Masuri de
ordin tehnic
Lupte contra prafului din mediul industrial
prezinta o deosebita importanta igienico-sanitara. Prevenirea poluarii
atmosferice si a imbolnavirilor cauzate de praf este strans legata de masurile
ce trebuie luate la locul de munca. Importanta acestor masuri este deosebita
daca se ia in considerare faptul ca la o anumita etapa silicoza devine o boala
ireversibila.
Totalitatea masurilor care pot fi luate se
impart in:
1 -
masuri de inlaturare radicala a pulberilor;
2 -
masuri pentru reducerea concentratiilor de pulberi in aer la limita admisa de
norme;
3 -
masuri privind organismul uman (de protectie individuala, medicale).
Combaterea prafului la locul de munca
cuprinde un complex de masuri tehnice care au scopul de a inlatura formarea
prafului. Daca acest lucru nu este posibil, se impune reducerea concentratiei
de praf in atmosfera locului de munca pana la valorile maxime admise din punct
de vedere sanitar.
In aplicarea judicioasa si eficace a acestor
masuri trebuie sa se tina cont de urmatoarele principii:
1 -
este necesara combaterea pulberilor de orice natura, deoarece, in general orice
praf este nociv pentru organismul uman;
2 -
praful se va combate la sursa de formare, intrucat praful ajuns in suspensie in
aer este greu de inlaturat,
3 - se
vor izola locurile cu prafuire intensa si se vor elimina posibilitatile de
raspandire a prafului in alte locuri, prin dirijarea corespunzatoare a aerului;
4 - sa
se cunoasca in detaliu conditiile fiecarui loc de munca (de prafuire,
microclimatul, caracteristicile sursei de praf, etc) pentru alegerea judicioasa
a mijloacelor de combatere;
5 - sa
se aplice mai multe mijloace de combatere.
Cele mai eficiente masuri tehnice sunt cele
care au in vedere procesul tehnologic pentru a se inlocui metodele de lucru
care genereaza praf cu alte metode, cum este inlocuirea nisipului la curatirea
metalelor cu alice din otel, cu apa sub presiune, sau cu metode de curatire
chimica. O masura tehnica eficienta consta in executarea operatiilor care
produc praf in sisteme inchise ermetic, cum ar fi sfaramarea sau macinarea
materialelor, amestecarea diferitelor substante sub forma de pulberi,
transportul pneumatic al substantelor sub forma de pulberi sau usor friabile. O
alta masura este inlocuirea, in lucrarile de polizare a pietrelor de polizor
din piatra naturala, care contine bioxid de siliciu, cu pietre artificiale
(carborund, corund, etc.), care nu contin bioxid de siliciu si nu produc
silicoza.
Pentru reducerea gradului de prafuire,
metoda umezirii are o larga aplicare.
O alta masura este ventilarea care trebuie
sa se realizeze prin aspirarea prafului chiar la locul de formare si
transportarea lui prin conducte speciale, la extremitatea carora trebuie
retinut prin diferite sisteme (filtre, etc.) pentru a nu trece in aerul
exterior, impurificand atmosfera.
6.2.2
Masuri de protectie individuala
Acestea se refera la echipamentele
individuale de protectie, imbracaminte, si masti contra prafului. Contra
actiunii nocive a prafului se folosesc costume speciale din tesaturi care sa
impiedice patrunderea prafului, dar care sa fie totodata permeabile la aer.
Aceste costume trebuie sa aiba cat mai putine deschideri, prin care praful ar
putea patrunde in spatiile subvestimentare. Este necesara indepartarea prafului
de pe echipamentul respectiv la terminarea lucrului precum si spalarea lui
periodica.
Mastile de protectie sunt in general de
tipul semimastilor ( pentru nas si gura), cu filtre care retin particulele de
praf din aerul care este inspirat. Mastile de protectie trebuie sa
prezinte si conditii fiziologice care sa asigure o purtare comoda, sa reduca
cat mai putin campul vizual (mai ales inferior si lateral exterior), rezistenta
la inspiratie si expiratie sa fie cat mai redusa. Se va
acorda o atentie speciala intretinerii mastilor, prin inlocuirea filtrelor de
cate ori este necesar, inlocuirea pieselor deteriorate, etc. Este necesara o
educare a muncitorilor in ceea ce priveste purtarea mastii de protectie,
importanta si modul de utilizare si intretinere.
6.3
Instalatii pentru captarea si retinerea pulberilor la curatirea suprafetelor
pieselor turnate prin alicare
Un loc cu conditii grele de munca este la
curatirea suprafetelor pieselor turnate in camere inchise unde muncitorul se
afla in interiorul acestora.
Sistemele de captare a prafului din aceste
camere, precum si al retinerii lui sunt foarte diferite si cu un grad de
eficacitate redus, muncitorul lucreaza intr-o zona poluanta, cu o concentratie
de praf care nu-i creeaza o vizibilitate suficienta pentru a observa cand piesa
este perfect curatita, din care pe langa expunerea la imbolnaviri de silicoza
se realizeaza si o productivitate a muncii mai redusa.
Problema poluarii la operatia de curatire a
suprafetelor pieselor turnate nu este complet rezolvata, decat in cateva cazuri
si anume:
-
alicarea pieselor de dimensiuni mici in cabine etanse,
-
alicarea in tobe rotative,
-
curatirea suprafetelor prin metode chimice, electrochimice, etc.
Curatirea suprafetelor pieselor turnate se
poate face prin injectarea cu aer comprimat a nisipului, a granulelor minerale,
sticla sau alicelor metalice si proiectarea acestora pe suprafetele pieselor,
sau prin proiectarea acestor granule mecanic, cu ajutorul unor turbine.
Piesele curatite cu granule de sticla sunt
bine curatite, capata o suprafata lucioasa, iar emanatiile de praf sunt mult
mai mici fata de granulele de metal.
Un sistem de captare a prafului degajat
dintr-un tunel de alicare se prezinta in figura 6.1.
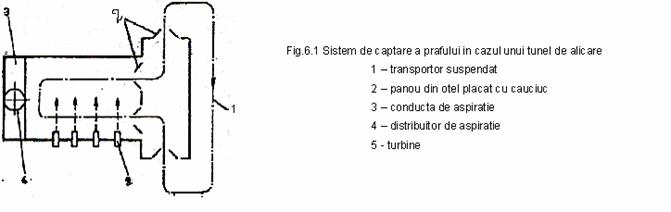
Piesele de dimensiuni mari, care se produc
in serie mica se introduc in camera de alicare pe un vagonet. Inchiderea
acestei camere se poate realiza fie cu usi metalice, fie cu perdele din
cauciuc. O metoda de ventilare eficace pentru toate cazuirile de alicare a
pieselor mari nu s-a realizat pana in prezent.
Intre metodele utilizate apar diferente mari
in toate privintele: materialul cu care se executa curatirea suprafetelor
pieselor, spatiul de lucru, modul de protectie a operatorrului, intensitatea
schimbului de aer in camere de lucru, modul si intensitatea ventilarii camerei
de curatire, modul de constructie, inchidere si etansare a camerei, sistemul de
captare a prafului, debitul de aer aspirat din cabina, sistemul de retinere al
prafului, etc.
Aceasta diversitate de solutii arata tocmai
ca o solutie aplicabila pentru toate cazurile nu a fost gasita si este necesar
a se studia pentru fiecare caz conditiile optime de constructie si functionare
a instalatiei de ventilare. Pentru exemplificare se vor prezenta in continuare
cateva moduri de rezolvare a problemelor de ventilare la aceste camere de
curatire.
1 -
Metoda rusa. Cabina are doua serii de perdele din cauciuc gros in doi pereti
opusi ce constituie camere adiacente ale cabinei (figura 6.2). Aceste perdele
permit trecerea pieselor fara manevre deosebite, dar sunt supuse unei puternice
uzuri, ceea ce reclama inlocuirea lor.
Din cabina aerul este aspirat prin plafon.
Din aceasta cauza praful este ridicat in sus odata cu curentul de aer,intreg
spatiul interior este mentinut in permananta intr-o ceata densa de praf,
vizibilitatea fiind redusa tocmai datorita sistemului de ventilare ce
actioneaza in sens contrar sistemului de cadere a prafului spre gratar.
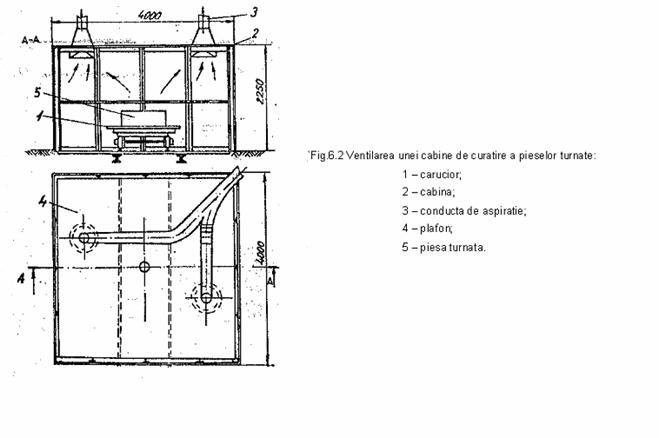
2 -
Metoda olandeza. Cabina are un perete cu
usi pentru introducerea si evacuarea pieselor. In peretii laterali sunt
prevazute portiuni de panouri verticale, perforate pentru intrarea aerului,
care este aspirat in partea opusa usilor, peretele respectiv fiind inlocuit cu
un confuzor racordat la instalatia de retinere a prafului din aer in cicloane
(figura 6.3).
3 -
Metoda germana. Se introduce printr-un plan perforat aer
care este aspirat prin fante laterale in partea de jos a cabinei si conduc prin
pereti dubli laterali la conductele de aspiratie superioare (figura 6.4).
4 -
Metoda americana. Se introduce un debit de aer prin plafonul perforat al
cabinei astfel ca sa asigure o viteza descendenta a aerului cuprins intre 0,4 -
0,5 m/s, aspiratia aerului facandu-se prin buncara (figura 6.5).
Din analiza fiecarei metode de ventilare se
constata urmatoarele deficiente:
1 -
Metoda rusa prezinta dezavantajul ca aerul incarcat cu praf este aspirat in
sus, mentinand tot timpul atmosfera din cabina incarcata cu praf si nepermitand
o vizibilitate buna.
2 -
Metoda olandeza nu asigura antrenarea aerului viviat de praf, pentru ca din
cauza turbulentelor produse de procesul de alicare nu se poate mentine un plan
vertical de aplicatie intre aerul introdus si cel viciat, iar directia naturala
de cadere a prafului in jos nu corespunde cu mersul orizontal al curentului de
aer aspirat.
3 - Metoda
germana asigura caderea prafului in acelasi sens cu mersul descendent al
aerului, dar aspiratia se face doar din partile laterale ceea ce poate conduce
la formarea de spatii moarte in centrul cabinei insuficient ventilate.
4 -
Metoda americana asigura mersul descendent al aerului in cabina, in acelasi
sens cu tendinta de cadere a prafului, dar aspiratia aerului se face doar sub
gratar, ceea ce poate da nastere la spatii moarte, neventilate in regiunile
laterale ocupate de operator.
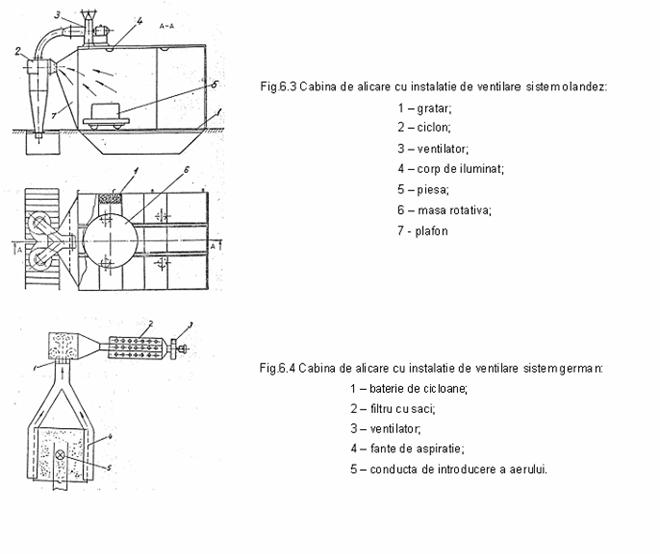
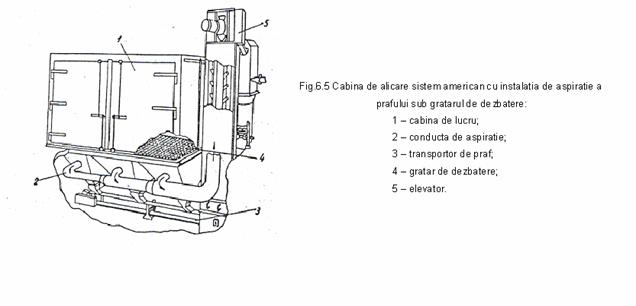
6.3.1 Camera de alicare cu performante superioare pentru curatirea
suprafetelor pieselor turnate
Pentru alicarea pieselor turnate de
dimensiuni mari este necesar sa se tina cont de urmatoarele conditii de baza:
-
capacitatea de lucru a cabinei trebuie sa asigure posibilitatea executarii
lucrarilor la piesele turnate de dimensiuni mari;
-
cabina va putea avea un singur perete cu usi prin care se va face alimentarea
si evacuarea pieselor;
-
operatia de curatire se va efectua cu alice metalice pentru a nu se produce o
cantitate mare de praf, ca in cazul curatirii cu nisip;
-
camera va fi dotata cu o instalatie pentru recuperarea si recircularea alicelor
metalice;
-
instalatia de ventilare va trebui sa asigure o atmosfera interioara cat mai curata
posibil, pentru a feri operatorul de a respira aerul incarcat cu praf in cazul
unei defectiuni a instalatiei de alimentare cu aer proaspat a mastii sau a
deteriorarii echipamentului de protectie individual;
-
ventilarea trebuie astfel conceputa incat sa nu creeze curenti violenti de aer
in interiorul cabinei,care ar incomoda operatorul si ar produce o turbulenta
mare a prafului.
6.3.2 Solutii de ventilare a cabinei de
alicare
Cabina de alicare este destinata curatirii
pieselor de dimensiuni mari, cu cote de gabarit de 2400*2400*2000 mm. Adaugand
spatiul necesar pentru lucrul cu unul sau 2 operatori in interior s-a ajuns la
o dimensionare a camerei de lucru de 3800*4000 mm si o inaltime de 2800 mm. S-a
admis metoda de ventilare pe baza unei viteze descendente a aerului de circa
0,5 m/sec, care a fost aleasa ca sa sigure antrenarea prafului de jos, fara a
incomoda operatorul. Intrarea aerului in cabina se face prin plafonul
perforat astfel ca jeturile de aer sa
formeze o masa de aer uniform descendenta,cu viteza indicata. Plafonul este
prevazut cu blocuri din sticla deasupra carora se instaleaza patru surse de
lumina, care asigura o iluminare corespunzatoare in interiorul cabinei de lucru.
Aspiratia
aerului incarcat cu praf se face prin doua fante situate la baza peretilor
laterali, de unde prin pereti dubli este condus la doua conducte superioare de
aspiratie, precum si la o aspiratie centrala printr-o conducta plasata in
buncar. Astfel se realizeaza o aspiratie omogena pe intreaga suprafata a
gratarului, evitand formarea de curenti violenti ce s-ar produce prin apiratia
neuniforma pe suprafata orizontala a cabinei si creerea unor zone moarte.
Toate conductele sunt vizitabile si usor de
controlat pentru a putea fi inlocuite in caz de deteriorare prin eroziune.
Epurarea aerului se face intr-o prima etapa
printr-o baterie de cicloane cu diametrul de 600 mm.
Cabina de alicare este formata dintr-o carcasa
din otel cu pereti dubli, constituiti din piloni si traverse de otel U 16, placati
in interior si exterior cu tabla din otel( figura 6.6,6.7,6.8 si 6.9).
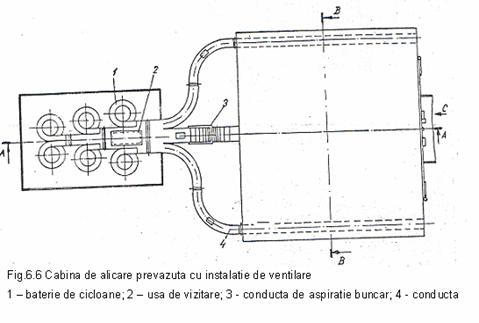
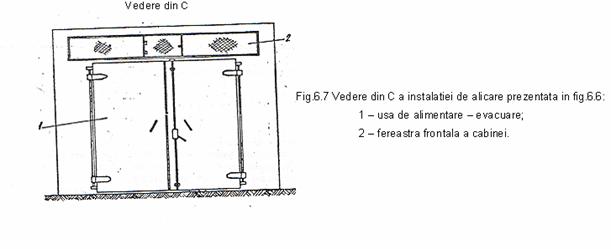
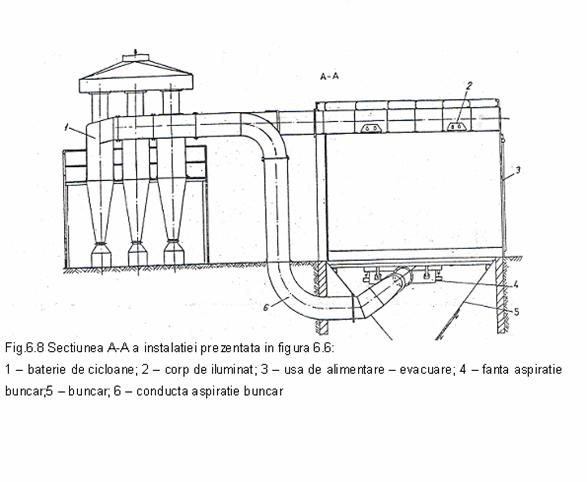
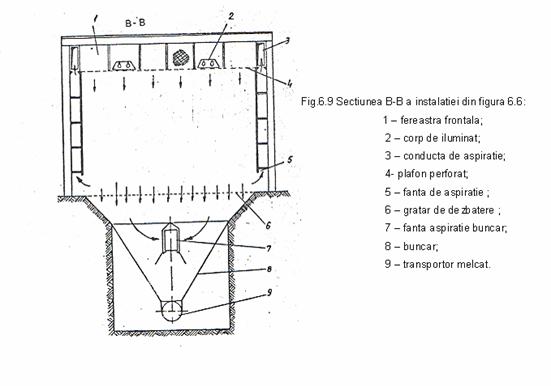
6.4 Prevenirea impurificarii aerului la
operatiile de polizare a pieselor turnate
6.4.1 Particularitatile dispersiei pulberilor
in zona de lucru la polizarea manuala
Principalele operatii de prelucrare a
pieselor metalice cu ajutorul pietrelor de polizor sunt debavurarea, slefuirea,
ascutirea si taierea.
Operatiile de polizare se efectueaza cu
polizoare fixe sau portabile, manuale. La primele pozitia surselor de noxe este
precizata si solutiile de combatere sunt rezolvate si eficiente,dar la cele
portabile rezolvarile sunt partiale si de cele mai multe ori cu o eficienta
slaba.
Marea diversitate a formei pieselor, cat si
a operatiilor ce se impun la fiecare face ca solutiile alese sa tina cont de
specificul generarii noxelor.
La polizarea manuala uneltele sunt in
continua miscare, deci sursa de noxe si directia de propagare a acestora este
variabila.
In timpul lucrului granulele abrazive din
compozitia pietrei abrazive vin in contact cu suprafata metalica supusa
prelucrarii si disloca particule de metal de diferite marimi. In acelasi timp
din corpul pietrei se desprind particule abrazive si liant care impreuna cu
spanul metalic sunt antrenate de curentul de aer generat de rotatia pietrei de
polizor. Cantitatea de pulberi si intensitatea difuzarii lor in mediul
inconjurator sunt influentate de viteza periferica a pietrei, de grosimea si
rugozitatea acestuia. La viteze de peste 15 m/sec stratul limita devine
turbulent,iar in preajma fetelor laterale, datorita fortei centrifuge, stratul
se deplaseaza de la centru catre zona periferica a pietrei de polizor, unde
straturile reunesc si antreneaza curentii periferici formand turbioane.
Finetea pulberilor care se produc la
polizare depinde de caliatea pietrelor de polizor si materialelor de prelucrat.
Procentul de pulberi fine si deci mai periculoase creste cu finetea
materialelor abrazive utilizate la pietrele de polizor si duritatea pieselor.
La prelucrarea otelurilor moi cu pietre de polizor grosiere pentru debavurare,
45-60% din greutatea totala a pulberii care se formeaza reprezinta granule cu
diametrul sub 90 µm, la slefuirea plana aproximativ 33% sunt particule sub 10
µm, iar la slefuirea otelurilor dure aproximativ 50% din pulberi au particule
mai mici de 10 µm.
In ceea ce priveste cantitatea de pulberi
care se produce la polizare se indica la 1kg de pilitura de fonta 0,15 - 0,3 kg
de material abraziv. Tinand cont de durata efectiva de lucru, cantitatea de
praf emisa este de 100 - 250 g/ora la slefuire. Praful care rezulta la ascutire
si slefuire cu pietre cu liant ceramic cuprinde circa 90% pilitura metalica. Cu
cat pulberile sunt mai fine, cu atat ele raman mai mult timp in suspensie in
aer si pot patrunde mai adanc in caile respiratorii ale operatorilor. De aceea,
prin masurile de ventilare trebuie evacuate in primul rand aceste pulberi.
Granulele mari se separa foarte aproape de sursa, in mod natural prin
sedimentare si nu ajung la organele respiratorii ale operatorilor. Deci si la
prelucrarile grosiere se va avea in vedere captarea in primul rand a pulberilor
fine.
In zonele de lucru cu pietre de polizor, in
absenta unor mijloace de captare a pulberilor se produc concentratii ce
depasasc cu mult valorile maxime admise. Prezenta in spatiul de lucru, de
pulberi fine, in concentratii atat de ridicate atesta pericolul real de
imbolnavire pentru operatorii care lucreaza la polizare, indeosebi la cea
manuala, la care dispersia pulberilor este mai pronuntata. De asemenea, la
polizarea manuala pericolul de imbolnavire este sporit fata de alte situatii si
datorita faptului ca aceasta operatie se executa de cele mai multe ori pe mese
de lucru sau bancuri unde operatorul sta aplecat asupra sursei de praf.
6.4.2 Captarea pulberilor la polizarea manuala
a pieselor turnate
Particulele de praf care impurifica
atmosfera la lucrarile de polizare sunt generate in punctul de contact intre
piatra de polizor si piesa supusa prelucrarii si se propaga sub forma de jet
divergent. Particulele au in punctul initial de desprindere o viteza
aproximativ egala cu viteza periferica a pietrei de polizor (25 -30 m/secunda).
Procedeele de captare la polizarea manuala
pot fi grupate in doua categorii:
-
dispozitive de captare ce functioneaza cu viteze de aspiratie mari, montate pe
polizor in imediata apropiere a pietrei de polizor;
-
panouri de aspiratie prevazute la mesele de lucru in zone in care se executa
prelucrarea.
Panourile de aspiratie montate la mesele de
lucru, in comparatie cu dispozitivele de captare directa, prezinta avntaje
certe in exploatare prin aceea ca au suprafetele de captare mai intinse si
eficienta mai ridicata, nu incomodeaza operatorul si nu necesita surse de
aspiratie decat ventilatoare obisnuite, de joasa sau medie presiune, dar in
schimb debitele de aer sunt mai mari.
Unele solutii de ventilare a meselor de
lucru prevad instalatii anexe, separate de locul de munca. Acestea prezinta insa
dezavantajul ca ocupa un spatiu suplimentar si influenteaza uneori nefavorabil
latura estetica.
O rezolvare interesanta, referitoare la
captarea directa a pulberilor de la mesele de polizare se prezinta in figura
6.10.
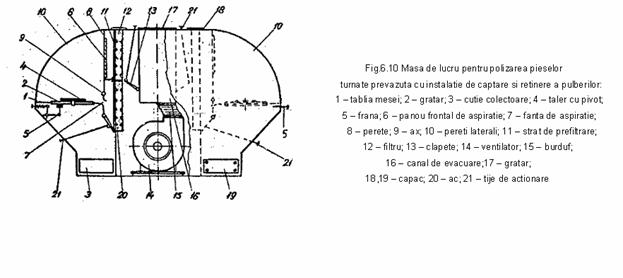
Partile componente ce alcatuiesc masa de
lucru sunt urmatoarele:
-
tablia mesei (1) pe care se executa operatiile de polizare,generatoare de
pulberi nocive;
- gratarul
(2) care serveste pentru eliminarea resturilor mari, ca bavurile, span, etc.,
ce se colecteaza intr-o cutie (3) situata la partea de jos a constructiei;
-
talerul (4) antrenat in miscare de rotatie manual de catre operator, pe care se
aseaza piesele supuse prelucrarilor, avand rolul de a usura efortul fizic in
timpul manipularii pieselor;
- frana
(5) pentru blocarea talerului in timpul lucrului,care in pozitie normala este
apasata pe taler de forta unui resort, iar pentru deblocare se actioneaza cu
picioarul, mainile operatorului ramanand linbere pentru rotirea piesei si
pentru manevrarea sculelor;
-
panoul frontal de aspiratie (6), prin care se aspira aerul incarcat cu praf din
zona de lucru, concomitent cu aspiratia prin fanta (7) si gratarul (2).
Panoul frontal de aspiratie este fixat pe un
perete (8), rabatabil spre fata,pivotand in jurul axului (9). Peretii laterali
(10) amplasati cate unul pe fiecare parte a postului de lucru au rolul de a
preveni imprastierea particulelor mari de material abraziv sau de material
metalic ce sunt aruncate cu viteza mare de catre organele in miscare de rotatie
ale sculelor prelucratoare;
- strat
de prefiltrate (11), format din material spongios, montat prin suspendare in
fata unui filtru (12), constituit la randul sau din casete cu umplutura din
material fibros. Aerul incarcat cu praf nociv, dupa aspirare din zona de lucru
trece succesiv prin ambele trepte de filtrare. Stratul prefiltrant are rolul de
a proteja filtrul propriu-zis de infundare prea rapida si de a contribui la
marirea eficacitatii filtrarii. Peretele rabatabil (8) permite accesul usor la
stratul de prefiltrare ,facand posibila curatirea acestuia, inlocuirea
materialului din casetele filtrante;
-
clapetele (13) au rolul de a regla raportul debitelor aspirate prin gratarele
(2) si (6);
-
ventilatorul centrifugal (14), pentru vehicularea aerului, legat printr-un
burduf (15) de un canal de evacuare (16);
- un
gratar (17) montat la partea superioara pentru protejarea canalului de evacuare
a aerului;
-
capacul (18) de acces la casetele filtrante;
-
capacele (19) de acces la cutiile colectoare de praf;
- ace
(20) fixate de peretii casetelor filtrante cu rol de a preveni tasarea
umpluturii filtrante ;
-
tijele (21) de actiune a clapetelor.
Efectul de captare a pulberilor din zona de
lucru se produce datorita depresiunii create de catre ventilator in spatiul
cuprins intre casetele filtrante si circulatiei aerului din exterior catre
panouri.
Praful grosier, aruncat de catre piatra de
polizor sub forma de jet patrunde direct in plafonul frontal (6) si fanta (8),
prin efectul fortelor de inertie. Praful fin nu urmareste fidel traiectoria
particulelor mari si se disperseaza in toata zona de lucru delimitata de tablia
mesei, peretele frontal si peretii laterali. De aici
praful fin este antrenat de curentii de aer spre panouri si filtre.
6.5
Captarea pulberilor la operatiile de debavurare a pieselor turnate
6.5.1 Particularitatile
procedeelor de curatire a pieselor turnate
In turnatoriile de fonta si otel se executa
operatii de curatire a pieselor turnate (dezbatere,alicare,debavurare, etc).
La
piesele cu forme concave, cu intranduri inguste, precum si in toate zonele unde
nu se poate curata cu piatra de polizor, raman colturi ascunse gauri si zone
interioare necuratate. In asemenea cazuri piesele se curata cu dalta manual sau
pneumatic. Prin polizare si daltuire se produc cantitati mari de praf fin,
provenind din sfaramarea nisipului aderent la piese, din particule de metal
polizat, precum si din materialul pietrelor de polizor care se consuma.
O problema dificila pentru proiectarea dispozitivelor
de captare a prafului este faptul ca fenomenele ce stau la baza functionarii
acestora nu poate fi modelata matematic, problemele rezolvandu-se pe cale
experimentala.
6.5.2
Poluarea aerului in curatatorii
Curatirea pieselor turnate cu dalta trebuie
facuta doar dupa o curatire prin alicare,ce inlatura majoritatea cantitatii de
amestec de formare si de miez aderent pe piese,dar nu poate inlatura
amestecurile puternic aderente pe suprafetele interioare sau exterioare ale
pieselor.
Pulberile ce se imprastie in atmosfera au
dimensiuni diferite, acoperind toata gama de dimensiuni, de la marimi
micoscopice, pana la mai multi milimetrii. Cele de 100µm cad repede spre
pamant, cele mai mari din acestea prezentand pericol doar din punct de vedere
al posibilitatilor de ranire prin lovire cu mare viteza a partilor descoperite
ale corpului operatorului.
Particulele de praf ce polueaza atmosfera
din atelierele de curatatorir provin in majoritate din amestecul de formare.
Dintre acestea, asa cum s-a mai aratat, cele mai mici de 5 µm sunt cele mai
periculoase cand sunt constituite din bioxid de siliciu. Nisipul
recuperat este mai poluant decat cel nou, avand un procent mai mare de
particule mici.
Praful care rezulta de la curatirea pieselor
turnate cu dalta contine peste 40% cuart, rezultat prin spargerea particulelor
de nisip aderent pe piese.
Nisipul uscat este mult mai daunator decat
cel umed.
Depunerile de praf fin pe
utilaje,pardoseli,mijloace de transport, etc. constituie importante surse de
poluare din cauza antrenarii prafului de catre curentii de aer.
6.5.3 Mijloace
de prevenire a poluarii aerului
La curatirea pieselor cu dalta se pot lua
unele masuri tehnice pentru a micsora poluarea atmosferei la locul de munca.
Spalarea prealabila a nisipului pentru
amestecurile de formare sau de miez in scopul eliminarii particulelor pana la
dimensiunea de 100µm.
Curatirea suprafetelor utilajelor si
elementelor de constructii cu ajutorul aspiratoarelor de praf, de tip
industrial.
Evitarea pardoselilor din ciment sau tabla
si inlocuirea lor cu gratare, prin care praful cade, evitandu-se astfel
raspandirea lui in atmosfera.
Utilizarea instalatiilor de captare a prafului
cat mai aproape de locul producerii acestuia, cunoscand faptul ca o buna
ventilare locala este mult mai buna si economica decat o ventilare generala a
halei.
6.5.4
Instalatie de curatire tip cabina
Instalatia se compune dintr-o camera complet
inchisa in care se introduce piesa si pe care operatorul o poate curata cu
dalta. Acest sistem prezinta avantajul ca operatorul este complet izolat de
praful care se produce in timpul lucrului.
Camera este prevazuta cu un perete
frontal,doi pereti laterali, un perete de spate si un plafon, construiti din
tabla de 5mm. Dimensiunile camerei de lucru sunt 1000*800*1600 mm.
In partea inferioara a cabinei se afla doua usi de dimensiunile
urmatoare : 800*500*5 mm. Pe usa din stanga se introduc in camera piesele
de curatit, iar pe cea din dreapta se evacueaza piesele dupa curatire.
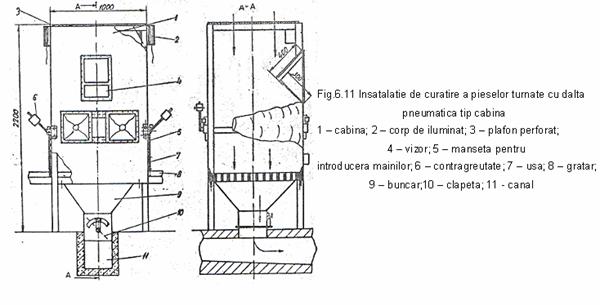
6.5.5 Instalatie de
curatire cu plafon partial mobil
Acest tip de instalatie, cu absortie a
prafului este o varianta a tipului se instalatie prezentata in figura 6.11,
prezentand fata de aceasta urmatoarele diferente :
-
plafonul nu este perforat ci este format din tabla de otel de 5 mm;
-
introducerea aerului se face cu o viteza de 2,3 m/secunda, fata de 0,5 m/secunda
la prima instalatie (fig.6.11);
-
plafonul este rotativ in jurul unui ax orizontal, avand pe el montata o
contragreutate, pentru usurarea manevrarii.
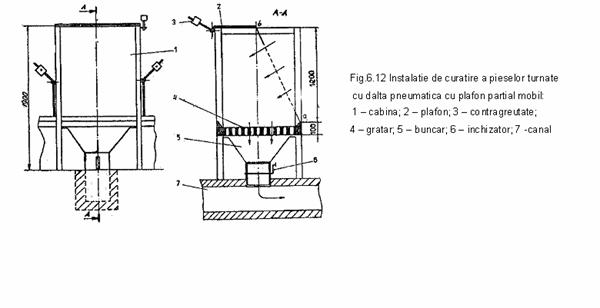
6.5.6
Instalatie de curatire cu plafon mobil
In practica se intalnesc si cazuri cand
piesele sunt de forma complicata, au goluri interioare, intranduri greu
accesibile pentru care operatorul este obligat sa manipuleze piese des, sa ia
diferite pozitii de lucru pentru a avea acces la toate partile ce trebuie curatite
cu dalta.
In acest scop s-a conceput o forma de cabina
simplificata, ce consta dintr-o masa de lucru ce are peretii laterali si un
plafon mobil.
Si acest tip de cabina este utilizat pentru
piese de dimensiuni mici si este construita ca si variantele din fig.6.11 si
6.12 dintr-un gratar de lucru, gratar de primire, gratar de iesire si palnia de
absortie a prafului spre conducta de exhaustare a prafului.
Partile componente si schema acestei cabine
se pot observa in fig.6.13.
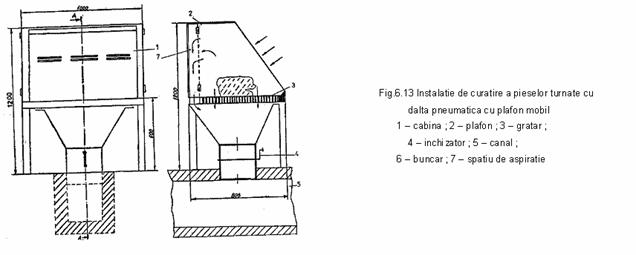
6.5.7 Instalatie de
curatire cu plafon fix
Piesele de dimensiuni mici, cu
masa cuprinsa intre 50 - 80 kg, care pot fi manipulate cu clesti, cralige,
etc., de catre doi operatori si nu necesita neaparat manevrarea cu macaraua pot
fi curatite in instalatia de tipul celei din fig.6.14.
Aceasta instalatie poate fi utilizata cu
debit redus de aer daca se lucreaza cu dalti, fara aer comprimat. Se poate
lucra si cu polizoare portabile cu diametrul pietrelor de polizor sub 100 mm.
Instalatia se compune dintr-un gratar
asemanator cu cel de la instalatia prezentata in fig.6.11. Palnia de aspiratie
a aerului are o forma deosebita, fiind mai mare spre spate, unde se face
absortia si dintr-un spatiu de aspiratie, notat cu pozitia (7) in fig.6.13.
Instalatia mai cuprinde doi pereti laterali,
un plafon, un perete de spate si un perete intermediar din tabla de otel cu
grosimea de 5 mm, perforat.
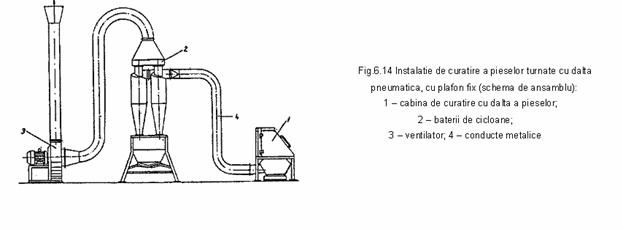
Din analiza celor patru variante de
instalatii propuse pentru curatirea pieselor turnate cu dalta s-a ajuns la
concluzia ca cea mai eficienta este varianta din fig.6.14, deoarece prezinta
urmatoarele avantaje:
-
cabina de lucru este partial deschisa, ceea ce permite curatirea pieselor de
dimensiuni mici si mijlocii, cu masa pana la 80 - 100 kg, care se pot manevra
de catre operatori cu ajutorul clestilor,carligelor,etc;
- prin
construirea peretilor laterali rabatabili, gratarul mesei ramane aproape in
intregime descoperit, ceea ce permite manevrarea pieselor si cu ajutorul
macaralei,usurand efortul fizic al operatorului;
-
peretii laterali cu inaltime mica (0,60 m) asigura o buna vizibilitate asupra
piesei, eliminand astfel corpurile de iluminat;
- un
alt avantaj este debitul mai mic de aer utilizat, fata de instalatia din
fig.6.13;
-
aceste instalatii pot fi montate in linie, fiind racordate la un singur canal
colector de praf, deservit de un singur ventilator centrifugal, prevazut cu o
instalatie de desprafuire;
- variantele din fig. 6.11 si 6.12 folosesc
debite de aer mai mici decat varianta din fig 6.14, dar celelalte dezavantaje,
cum sunt constructia mai complicata,incomoditate in timpul lucrului,consum de
materiale mare,echipament de protectie special,necesitatea iluminarii piesei
fac ca debitul in plus utilizat la varianta din fig6.14 sa fie compensat de
dezavantajele celorlalte variante;
- un
alt avantaj il constituie folosirea unei viteze mici a aerului, de 0,8
m/secunda, respectiv 1m.secunda in spatiul de lucru al operatorului;
-
instalatia are o constructie simpla,economica,atat din punct de vedere
constructiv,cat si functional,realizand economie de materiale,spatiu si
cheltuieli in exploatare.
CAPITOLUL 7
NORME DE SECURITATEA SI SANATATEA MUNCII
7.1
Introducere
Odata cu
integrarea in marea "familie" europeana, Romania a inceput un proces de
armonizare si de reglare a mecanismelor pietei muncii, care implica modificari
in cultura muncii, precum si in ceea ce priveste protectia muncii. Astfel, in tot mai multe companii incepe sa se
constientizeze faptul ca omul este capitalul cel mai important al unei
organizatii, fiind factorul decisiv in procesul de productie. Factorul uman este cel care, chiar dupa introducerea robotizarii, a
automatizarii si a informatizarii, reprezinta resursa cea mai valoroasa a unei
organizatii. De aceea, managementul modern acorda o atentie tot mai mare
capitalului uman de care dispune fiecare organizatie, valorificarea cat mai
eficienta si implicit protejarea acestuia devenind una din prioritatile noilor
sisteme manageriale. Prin
urmare, angajatorii trebuie sa fie constienti ca securitatea lucratorilor nu
reprezinta o cheltuiala, ci o investitie necesara pentru a evita costurile
implicate de oprirea activitatii in cazul riscurilor grave si iminente sau, in
cazurile cele mai nefericite, de urmarile unui accident de munca. Unul din obiectivele armonizarii europene este
apropierea nivelelor de dezvoltare industriala a statelor membre si, implicit,
convergenta nivelelor de securitate de la locurile de munca.
Dincolo de
aspectele umanitare, scopul acestei convergente este acela de a se evita
producerea unei situatii de "dumping social", prin care unele tari ofera
conditii scazute de securitate si sanatate in munca si costuri de productie
reduse fata de cele in care se lucreaza "sigur si sanatos", ceea ce implicainsa
costuri ridicate.
Directiva Cadru 89/391/
CEE reprezinta instrumentul legislativ aplicabil la nivelul intregii Uniuni
Europene, care are ca scop introducerea de masuri pentru promovarea
imbunatatirii securitatii si sanatatii lucratorilor la locul de munca. In
temeiul acesteia au fost elaborate ulterior o serie de directive specifice pe
anumite problematici sau activitati cu relevanta din acest punct de vedere.In
acest context, Romania a decis modernizarea prevederilor legale in domeniul
securitatii si sanatatii in munca, prin adoptarea unei noi legi si a unor
hotarari de guvern care sa transpuna in totalitate acquis-ul
comunitar(legislatia europeana) in domeniu.Legea nr. 319/2006 a securitatii si
sanatatii in munca transpune integral prevederile Directivei Cadru 89/391/CEE,
iar prin hotarari de guvern s-au transpus in decursul anilor 2005 si 2006
directivele specifice. Intrarea in vigoare a
Legii nr. 319 la 1 octombrie 2006 a presupus abrogarea Legii nr.90/1996 a
protectiei muncii, precum si a legislatiei derivate, adica a Normelor generale
de protectie a muncii si a normelor specifice de securitate a muncii. Pentru
detalierea prevederilor legii au fost adoptate Normele metodologice de aplicare
a Legii nr. 319/2006, aprobate prin Hotararea de Guvern nr. 1425/2006, denumite
in continuare Norme. Aceste modificari legislative vor determina
modificari radicale in ceea ce priveste abordarea prevenirii riscurilor
profesionale, implementarea cerintelor legale fiind in responsabilitatea
exclusiva a angajatorilor.Unul din primele aspecte sesizabile chiar din titlul
legii este inlocuirea expresiei "protectie a muncii" cu sintagma "securitate si
sanatate in munca". Astfel, se impune prin lege utilizarea unei noi terminologii care
cuprinde cele doua aspecte, cel de "sanatate" si cel de "securitate", care vor
trebui urmarite de catre "actorii prevenirii" pentru realizarea starii de bine
la locul de munca.
Prin
"actori ai prevenirii" se denumesc persoanele care joaca un rol important in
prevenirea riscurilor profesionale, precum: angajatori, lucratori, experti si
cercetatori in domeniu, inspectori de munca etc. Legea
prevede obligatiile angajatorului privind asigurarea securitatii si sanatatii
in munca, precum si principiile generale de prevenire pe baza carora acesta
trebuie sa actioneze. De asemenea, sunt stabilite modalitatile de organizare si
realizare a acestei importante activitati.Obligatia angajatorului "de a asigura
securitatea si sanatatea lucratorilor in toate aspectele legate de munca"
ramane si in noua legislatie o cerinta cadru, din care decurg ulterior o serie
de obligatii specifice cu privire la protectia lucratorilor in munca.
Acest lucru inseamna ca,
indiferent de modul in care angajatorul intelege sa isi organizeze activitatea
de securitate si sanatate in munca, el nu este exonerat de responsabilitatile
sale in domeniu.In cadrul responsabilitatilor sale, potrivit Legii nr. 319/2006
si normelor de aplicare a acesteia, angajatorul are obligatia sa ia masurile
necesare pentru asigurarea securitatii si protectia sanatatii lucratorilor,
pentru prevenirea riscurilor profesionale, pentru informarea si instruirea
lucratorilor, precum si pentru asigurarea cadrului organizatoric si a
mijloacelor necesare securitatii si sanatatii in munca.
Legea
prevede posibilitatea ca, in anumite conditii detaliate in normele sale de
aplicare, angajatorul sa isi poata asuma atributiile din domeniul securitatii
si sanatatii in munca pentru realizarea masurilor de prevenire.Astfel,
angajatorul isi poate asuma atributiile privind securitatea si sanatatea in
munca in cazul microintreprinderilor si al intreprinderilor mici, cu pana la 9
lucratori inclusiv, in care se desfasoara activitati fara riscuri deosebite cu
conditia ca acesta sa lucreze in mod efectiv si cu regularitate in
intreprindere si numai daca indeplineste cerintele minime de pregatire in
domeniu, corespunzatoare cel putin nivelului de baza definit in Norme.
Si in cazul
intreprinderilor care au intre 10 si 49 de lucratori inclusiv, angajatorul isi
poate asuma atributiile din domeniul securitatii si sanatatii in munca, daca se
indeplinesc cumulativ conditiile anterioare si daca riscurile identificate nu
pot genera accidente sau boli profesionale cu consecinte grave, ireversibile,
res-pectiv deces sau invaliditate. In ambele situatii de mai sus, daca angajatorul nu
indeplineste conditiile legale, el trebuie sa desemneze unul sau mai multi
lucratori pentru a se ocupa de activitatile de prevenire si protectie, sau
poate organiza serviciul intern de prevenire si protectie si/sau sa apeleze la
servicii externe.
In cazul
intreprinderilor cu mai mult de 49 de lucratori, angajatorul nu isi mai poate
asuma atributiile in domeniul securitatii si sanatatii in munca, ci trebuie sa
organizeze activitatea de prevenire si de protectie in functie de numarul
angajatilor, de specificul activitatii si/sau riscurile la care sunt expusi
lucratorii.
In intreprinderile avand
intre 50 si 149 de lucratori, angajatorul trebuie sa desemneze unul sau mai
multi lucratori sau sa organizeze serviciul intern de prevenire si protectie
pentru a se ocupa de activitatile de prevenire si protectie din cadrul
intreprinderii sau/si sa apeleze la servicii externe.
In cazul
intreprinderilor care au peste 150 de lucratori, angajatorul trebuie sa
organizeze serviciul intern de prevenire si protectie si, daca acesta nu are
capacitatile si aptitudinile necesare pentru efectuarea tuturor activitatilor
de prevenire si protectie prevazute, angajatorul trebuie sa apeleze la unul sau
mai multe servicii externe.
Cerintele minime de pregatire in domeniul
securitatii si sanatatii in munca pe care trebuie sa le indeplineasca
persoanele cu atributii in domeniu sunt prevazute in sectiunea a opta a
Normelor de aplicare a legii. De asemenea, Normele prevad conditiile pe care trebuie sa le
indeplineasca serviciile externe de prevenire si protectie, precum si modul de
abilitare a acestora. Un
aspect important prevazut in lege este ca un numar de lucratori desemnati de
angajator trebuie sa aiba, in principal, atributii privind securitatea si
sanatatea in munca si, cel mult, atributii complementare, iar lucratorii
serviciului intern de prevenire si protectie trebuie sa desfasoare numai
activitati de prevenire si protectie si cel mult activitati complementare cum
ar fi: prevenirea si stingerea incendiilor si protectia mediului.
Dupa cum se observa, noua lege
nu utilizeaza denumiri precum "inspector de protectie a muncii", "sef de
protectia muncii" etc. ci, in mod generic, legea prevede termenul de "lucrator
desemnat" sau, dupa caz, "lucratori desemnati" pentru a defini acele persoane
desemnate de angajator pentru a se ocupa de activitatile de protectie si de activitatile
de prevenire a riscurilor profesionale din intreprindere.
Pentru
echilibrarea reprezentarii, in special in comitetele de securitate si sanatate
in munca, legea prevede obligativitatea ca in fiecare intreprindere sa existe
cel putin un reprezentant al lucratorilor, cu raspunderi specifice in domeniul
securitatii si sanatatii, acesta fiind "persoana desemnata de lucratori sa ii
reprezinte in ceea ce priveste problemele referitoare la protectia securitatii
si sanatatii lucratorilor in munca". Normele de aplicare a Legii nr. 319/2006
prevad modul in care sunt alesi, numarul minim necesar precum si cerintele
minime de pregatire a reprezentantilor lucratorilor.Obligatiile
angajatorilor
7.2
Obligatii generale ale angajatorilor
Angajatorul are obligatia de a asigura
securitatea si sanatatea lucratorilor in toate aspectele
legate de munca.In cazul in care un angajator apeleaza la servicii
externe, acesta nu este exonerat de responsabilitatile sale in acest
domeniu.
Obligatiile lucratorilor in
domeniul securitatii si sanatatii in munca
nu aduc atingere principiului responsabilitatii angajatorului.
In cadrul responsabilitatilor sale,
angajatorul are obligatia sa ia masurile necesare pentru:
- asigurarea securitatii si
protectia sanatatii lucratorilor;
- prevenirea riscurilor profesionale;
- informarea si instruirea
lucratorilor;
- asigurarea cadrului organizatoric si
a mijloacelor necesare securitatii si
sanatatii in munca.
Angajatorul are obligatia sa
urmareasca adaptarea masurilor prevazute tinand seama
de modificarea conditiilor, si pentru imbunatatirea
situatiilor existente.
Angajatorul are obligatia sa
implementeze masurile pe baza
urmatoarelor principii generale de prevenire:
- evitarea
riscurilor;
- evaluarea riscurilor care
nu pot fi evitate;
- combaterea riscurilor la sursa;
- adaptarea muncii la om, in special in
ceea ce priveste proiectarea posturilor de munca, alegerea echipamentelor
de munca, a metodelor de munca si de productie, in vederea reducerii
monotoniei muncii, a muncii cu ritm predeterminat si a diminuarii
efectelor acestora asupra sanatatii;
- adaptarea la progresul tehnic;
- inlocuirea a ceea ce este periculos cu
ceea ce nu este periculos sau cu ceea ce este mai putin periculos;
- dezvoltarea unei politici de prevenire
coerente care sa cuprinda tehnologiile, organizarea muncii,
conditiile de munca, relatiile sociale si influenta factorilor
din mediul de munca;
- adoptarea, in mod prioritar, a
masurilor de protectie colectiva fata de masurile de
protectie individuala;
- furnizarea de instructiuni
corespunzatoare lucratorilor.
Fara a aduce atingere altor
prevederi ale prezentei legi, tinand seama de natura
activitatilor din intreprindere si/sau unitate, angajatorul are
obligatia:
- sa evalueze riscurile pentru securitatea
si sanatatea lucratorilor, inclusiv la alegerea
echipamentelor de munca, a substantelor sau preparatelor chimice utilizate
si la amenajarea locurilor de munca;
- sa
ia in considerare capacitatile lucratorului in ceea ce priveste
securitatea si sanatatea in munca, atunci cand ii
incredinteaza sarcini;
- sa asigure ca planificarea si
introducerea de noi tehnologii sa faca obiectul consultarilor cu
lucratorii si/sau reprezentantii acestora in ceea ce
priveste consecintele asupra securitatii si
sanatatii lucratorilor, determinate de alegerea
echipamentelor, de conditiile si mediul de munca;
- sa ia masurile corespunzatoare
pentru ca, in zonele cu risc ridicat si specific, accesul sa fie permis
numai lucratorilor care au primit si si-au insusit
instructiunile adecvate.
Fara a aduce atingere altor
prevederi ale prezentei legi, atunci cand in acelasi loc de munca isi
desfasoara activitatea lucratori din mai multe
intreprinderi si/sau unitati, angajatorii acestora au
urmatoarele obligatii:
- sa coopereze in vederea implementarii
prevederilor privind securitatea, sanatatea si igiena in munca,
luand in considerare natura activitatilor;
- sa isi coordoneze actiunile in
vederea protectiei lucratorilor si prevenirii riscurilor
profesionale, luand in considerare natura activitatilor;
- sa se informeze reciproc despre riscurile
profesionale;
- sa informeze lucratorii si/sau
reprezentantii acestora despre riscurile profesionale.
Masurile privind securitatea,
sanatatea si igiena in munca nu trebuie sa comporte in nici o
situatie obligatii financiare pentru lucratori.
7.2.1
Servicii de prevenire si protectie
Fara a aduce atingere
obligatiilor angajatorul desemneaza unul sau mai multi
lucratori pentru a se ocupa de activitatile de protectie
si de activitatile de prevenire a riscurilor profesionale din
intreprindere si/sau unitate, denumiti in continuare lucratori
desemnati.
Lucratorii desemnati nu trebuie
sa fie prejudiciati ca urmare a activitatii lor de protectie
si a celei de prevenire a riscurilor profesionale.
Lucratorii desemnati trebuie sa
dispuna de timpul necesar pentru a-si putea indeplini obligatiile
ce le revin prin prezenta lege.
Daca in intreprindere si/sau
unitate nu se pot organiza activitatile de prevenire si cele de
protectie din lipsa personalului competent, angajatorul trebuie sa
recurga la servicii externe.
In cazul in care angajatorul apeleaza
la serviciile externe,acestea trebuie sa fie informate de catre angajator
asupra factorilor cunoscuti ca au efecte sau sunt susceptibili de a avea
efecte asupra securitatii si sanatatii lucratorilor
si trebuie sa aiba acces la informatii.
Lucratorii desemnati trebuie sa
aiba, in principal, atributii privind securitatea si
sanatatea in munca si, cel mult, atributii complementare.
In toate cazurile, pentru a se ocupa de
organizarea activitatilor de prevenire si a celor de
protectie, tinand seama de marimea intreprinderii si/sau
unitatii si/sau de riscurile la care sunt expusi
lucratorii, precum si de distributia acestora in cadrul
intreprinderii si/sau unitatii, se impune ca:
- lucratorii desemnati sa
aiba capacitatea necesara si sa dispuna de mijloacele
adecvate;
- serviciile externe sa aiba
aptitudinile necesare si sa dispuna de mijloace personale si
profesionale adecvate;
- lucratorii desemnati si
serviciile externe sa fie in numar suficient.
Prevenirea riscurilor, precum si
protectia sanatatii si securitatea
lucratorilor trebuie sa fie asigurate de unul sau mai multi
lucratori, de un serviciu ori de servicii distincte din interiorul sau din
exteriorul intreprinderii si/sau unitatii.
Lucratorul/lucratorii si/sau
serviciul/serviciile trebuie sa colaboreze intre ei ori de cate ori este
necesar.
In cazul microintreprinderilor si al
intreprinderilor mici, in care se desfasoara
activitati fara riscuri deosebite, angajatorul isi poate
asuma atributiile din domeniul securitatii si
sanatatii in munca pentru realizarea masurilor
prevazute de prezenta lege, daca are capacitatea necesara in
domeniu.
Ministerul Muncii, Solidaritatii
Sociale si Familiei stabileste prin norme metodologice de aplicare a
prevederilor prezentei legi capacitatile si aptitudinile necesare.
7.2.2 Angajatorul are urmatoarele obligatii
- sa ia masurile necesare pentru
acordarea primului ajutor, stingerea incendiilor si evacuarea
lucratorilor, adaptate naturii activitatilor si
marimii intreprinderii si/sau unitatii, tinand seama
de alte persoane prezente;
sa stabileasca legaturile necesare cu
serviciile specializate, indeosebi in ceea ce priveste primul ajutor,
serviciul medical de urgenta, salvare si pompieri.
- pentru aplicarea prevederilor angajatorul trebuie sa desemneze
lucratorii care aplica masurile de prim ajutor, de stingere a
incendiilor si de evacuare a lucratorilor.
- numarul lucratorilor
mentionati,instruirea lor si echipamentul pus la dispozitia acestora
trebuie sa fie adecvate marimii si/sau riscurilor specifice
intreprinderii si/sau unitatii.
- sa informeze, cat mai curand posibil,
toti lucratorii care sunt sau pot fi expusi unui pericol grav si
iminent despre riscurile implicate de acest pericol, precum si despre
masurile luate ori care trebuie sa fie luate pentru protectia lor;
- sa ia masuri si sa furnize
instructiuni pentru a da lucratorilor posibilitatea sa opreasca
lucrul si/sau sa paraseasca imediat locul de munca si
sa se indrepte spre o zona sigura, in caz de pericol grav si iminent;
- sa nu impuna lucratorilor
reluarea lucrului in situatia in care inca exista un pericol grav
si iminent, in afara cazurilor exceptionale si pentru
motive justificate.
Lucratorii care, in cazul unui pericol
grav si iminent, parasesc locul de munca si/sau o zona
periculoasa nu trebuie sa fie prejudiciati si trebuie sa fie protejati
impotriva oricaror consecinte negative si nejustificate pentru
acestia.
Angajatorul trebuie sa se asigure ca, in
cazul unui pericol grav si iminent pentru propria securitate sau a altor
persoane, atunci cand seful ierarhic imediat superior nu poate fi
contactat, toti lucratorii sunt apti sa aplice masurile
corespunzatoare, in conformitate cu cunostintele lor si cu
mijloacele tehnice de care dispun, pentru a evita consecintele unui astfel
de pericol.
Lucratorii nu trebuie sa fie
prejudiciati cu exceptia situatiilor in care acestia
actioneaza imprudent sau dau dovada de neglijenta grava.
Alte
obligatii ale angajatorilor:
- sa
realizeze si sa fie in posesia unei evaluari a riscurilor pentru
securitatea si sanatatea in munca, inclusiv pentru acele grupuri
sensibile la riscuri specifice;
- sa decida asupra masurilor de
protectie care trebuie luate si, dupa caz, asupra echipamentului
de protectie care trebuie utilizat;
- sa tina evidenta accidentelor
de munca ce au ca urmare o incapacitate de munca mai mare de 3 zile de lucru, a
accidentelor usoare, a bolilor profesionale, a incidentelor periculoase,
precum si a accidentelor de munca.
- sa elaboreze pentru
autoritatile competente si in conformitate cu
reglementarile legale rapoarte privind accidentele de munca suferite de
lucratorii sai.
Prin ordin al ministrului muncii,
solidaritatii sociale si familiei, in functie de natura
activitatilor si de marimea intreprinderilor, se vor
stabili obligatiile ce revin diferitelor categorii de intreprinderi cu
privire la intocmirea documentelor.
In vederea asigurarii conditiilor de
securitate si sanatate in munca si pentru prevenirea
accidentelor de munca si a bolilor profesionale, angajatorii au
urmatoarele obligatii:
- sa adopte, din faza de cercetare,
proiectare si executie a constructiilor, a echipamentelor de
munca, precum si de elaborare a tehnologiilor de fabricatie,
solutii conforme prevederilor legale in vigoare privind securitatea
si sanatatea in munca, prin a caror aplicare sa fie
eliminate sau diminuate riscurile de accidentare si de imbolnavire
profesionala a lucratorilor;
- sa intocmeasca un plan de prevenire
si protectie compus din masuri tehnice, sanitare, organizatorice
si de alta natura, bazat pe evaluarea riscurilor, pe care sa il aplice
corespunzator conditiilor de munca specifice unitatii;
- sa obtina autorizatia de
functionare din punctul de vedere al securitatii si
sanatatii in munca, inainte de inceperea oricarei
activitati, conform prevederilor legale;
- sa stabileasca pentru
lucratori, prin fisa postului, atributiile si
raspunderile ce le revin in domeniul securitatii si
sanatatii in munca, corespunzator functiilor
exercitate;
- sa elaboreze instructiuni proprii,
in spiritul prezentei legi, pentru completarea si/sau aplicarea
reglementarilor de securitate si sanatate in munca,
tinand seama de particularitatile activitatilor
si ale locurilor de munca aflate in responsabilitatea lor;
- sa asigure si sa controleze
cunoasterea si aplicarea de catre toti lucratorii a
masurilor prevazute in planul de prevenire si de protectie
stabilit, precum si a prevederilor legale in domeniul
securitatii si sanatatii in munca, prin
lucratorii desemnati, prin propria competenta sau prin servicii
externe;
- sa ia masuri pentru asigurarea de
materiale necesare informarii si instruirii lucratorilor, cum ar
fi afise, pliante, filme si diafilme cu privire la securitatea
si sanatatea in munca;
- sa asigure informarea fiecarei
persoane, anterior angajarii in munca, asupra riscurilor la care aceasta
este expusa la locul de munca, precum si asupra masurilor de
prevenire si de protectie necesare;
- sa ia masuri pentru autorizarea
exercitarii meseriilor si a profesiilor prevazute de
legislatia specifica;
- sa angajeze numai persoane care, in urma
examenului medical si, dupa caz, a testarii psihologice a
aptitudinilor, corespund sarcinii de munca pe care urmeaza sa o execute
si sa asigure controlul medical periodic si, dupa caz, controlul
psihologic periodic, ulterior angajarii;
- sa asigure functionarea permanenta
si corecta a sistemelor si dispozitivelor de protectie, a
aparaturii de masura si control, precum si a instalatiilor
de captare, retinere si neutralizare a substantelor nocive
degajate in desfasurarea proceselor tehnologice;
- sa prezinte documentele si sa dea
relatiile solicitate de inspectorii de munca in timpul controlului sau al
efectuarii cercetarii evenimentelor;
- sa asigure realizarea masurilor
dispuse de inspectorii de munca cu prilejul vizitelor de control si al
cercetarii evenimentelor;
- sa desemneze, la solicitarea
inspectorului de munca, lucratorii care sa participe la efectuarea
controlului sau la cercetarea evenimentelor;
- sa nu modifice starea de fapt
rezultata din producerea unui accident mortal sau colectiv, in afara
de cazurile in care mentinerea acestei stari ar genera alte accidente
ori ar periclita viata accidentatilor si a altor persoane;
- sa asigure echipamente de munca
fara pericol pentru securitatea si sanatatea
lucratorilor;
- sa asigure echipamente individuale de
protectie;
- sa acorde obligatoriu echipament individual
de protectie nou, in cazul degradarii sau al pierderii
calitatilor de protectie.
Alimentatia de protectie se acorda in mod
obligatoriu si gratuit de catre angajatori persoanelor care
lucreaza in conditii de munca ce impun acest lucru si se
stabileste prin contractul colectiv de munca si/sau contractul
individual de munca. Materialele
igienico-sanitare se acorda in mod obligatoriu si gratuit de catre
angajatori. Categoriile de materiale
igienico-sanitare, precum si locurile de munca ce impun acordarea acestora
se stabilesc prin contractul colectiv de munca si/sau contractul
individual de munca.
7.2.3
Informarea lucratorilor
Tinand seama de marimea
intreprinderii si/sau a unitatii, angajatorul trebuie sa ia
masuri corespunzatoare, astfel incat lucratorii si/sau
reprezentantii acestora sa primeasca, in conformitate cu prevederile
legale, toate informatiile necesare privind: riscurile pentru securitate
si sanatate in munca, precum si masurile si activitatile
de prevenire si protectie atat la nivelul intreprinderii si/sau
unitatii, in general, cat si la nivelul fiecarui post de
lucru si/sau fiecarei functii;
Angajatorul trebuie sa ia masuri
corespunzatoare astfel incat angajatorii lucratorilor din orice
intreprindere si/sau unitate exterioara, care
desfasoara activitati in intreprinderea si/sau in
unitatea sa, sa primeasca informatii adecvate privind aspectele care
privesc acesti lucratori.
Reprezentantii lucratorilor cu
raspunderi specifice in domeniul securitatii si
sanatatii lucratorilor au dreptul sa solicite
angajatorului sa ia masuri corespunzatoare si sa prezinte
propuneri in acest sens, in scopul diminuarii riscurilor pentru lucratori
si/sau al eliminarii surselor de pericol.
Reprezentantii lucratorilor cu
raspunderi specifice in domeniul securitatii si
sanatatii lucratorilor sau lucratorii nu pot fi
prejudiciati din cauza activitatilor la care s-a facut referire
mai inainte.
Angajatorul trebuie sa acorde
reprezentantilor lucratorilor cu raspunderi specifice in domeniul
securitatii si sanatatii lucratorilor
un timp adecvat, fara diminuarea drepturilor salariale, si sa le
furnizeze mijloacele necesare pentru a-si putea exercita drepturile
si atributiile care decurg din prezenta lege.
Reprezentantii
lucratorilor cu raspunderi specifice in domeniul securitatii
si sanatatii lucratorilor si/sau
lucratorii au dreptul sa apeleze la autoritatile competente, in
cazul in care considera ca masurile adoptate si mijloacele utilizate
de catre angajator nu sunt suficiente pentru asigurarea
securitatii si sanatatii in munca.
Reprezentantilor lucratorilor cu
raspunderi specifice in domeniul securitatii si
sanatatii lucratorilor trebuie sa li se acorde
posibilitatea de a-si prezenta observatiile inspectorilor de munca
si inspectorilor sanitari, in timpul vizitelor de control.
7.2.4 Instruirea lucratorilor
Angajatorul trebuie sa asigure conditii
pentru ca fiecare lucrator sa primeasca o instruire suficienta si
adecvata in domeniul securitatii si
sanatatii in munca, in special sub forma de informatii
si instructiuni de lucru, specifice locului de munca si postului
sau:
- la angajare;
- la schimbarea locului de munca sau la
transfer;
- la
introducerea unui nou echipament de munca sau a unor modificari ale
echipamentului existent;
- la introducerea oricarei noi
tehnologii sau proceduri de lucru;
- la executarea unor lucrari speciale.
Instruirea trebuie sa fie:
- adaptata evolutiei riscurilor
sau aparitiei unor noi riscuri;
- periodica si ori de cate ori
este necesar.
Angajatorul se va asigura ca lucratorii
din intreprinderi si/sau unitati din exterior, care
desfasoara activitati in intreprinderea si/sau
unitatea proprie, au primit instructiuni adecvate referitoare la riscurile
legate de securitate si sanatate in munca, pe durata
desfasurarii activitatilor.
Reprezentantii lucratorilor cu
raspunderi specifice in domeniul securitatii si
sanatatii in munca au dreptul la instruire
corespunzatoare.
7.3 Obligatiile lucratorilor
Fiecare lucrator trebuie sa isi
desfasoare activitatea, in conformitate cu pregatirea si
instruirea sa, precum si cu instructiunile primite din partea
angajatorului, astfel incat sa nu expuna la pericol de accidentare sau
imbolnavire profesionala atat propria persoana, cat si alte persoane
care pot fi afectate de actiunile sau omisiunile In
mod deosebit, in scopul realizarii obiectivelor prevazute lucratorii au urmatoarele
obligatii:
- sa utilizeze corect masinile,
aparatura, uneltele, substantele periculoase, echipamentele de transport
si alte mijloace de productie;
- sa utilizeze corect echipamentul
individual de protectie acordat si, dupa utilizare, sa il
inapoieze sau sa il puna la locul destinat pentru pastrare;
- sa nu procedeze la scoaterea din
functiune, la modificarea, schimbarea sau inlaturarea arbitrara
a dispozitivelor de securitate proprii, in special ale masinilor, aparaturii,
uneltelor, instalatiilor tehnice si cladirilor, si sa
utilizeze corect aceste dispozitive;
- sa comunice imediat angajatorului
si/sau lucratorilor desemnati orice situatie de munca
despre care au motive intemeiate sa o considere un pericol pentru securitatea
si sanatatea lucratorilor, precum si orice deficienta
a sistemelor de protectie;
- sa aduca la cunostinta
conducatorului locului de munca si/sau angajatorului accidentele suferite
de propria persoana;
- sa coopereze cu angajatorul si/sau
cu lucratorii desemnati, atat timp cat este necesar, pentru a face
posibila realizarea oricaror masuri sau cerinte dispuse de
catre inspectorii de munca si inspectorii sanitari, pentru
protectia sanatatii si securitatii
lucratorilor;
- sa coopereze, atat timp cat este necesar,
cu angajatorul si/sau cu lucratorii desemnati, pentru a permite
angajatorului sa se asigure ca mediul de munca si conditiile de lucru
sunt sigure si fara riscuri pentru securitate si
sanatate, in domeniul sau de activitate;
- sa isi insuseasca si sa
respecte prevederile legislatiei din domeniul securitatii
si sanatatii in munca si masurile de
aplicare a acestora;
- sa dea relatiile solicitate de
catre inspectorii de munca si inspectorii sanitari.
7.4 Supravegherea sanatatii
Masurile prin care se asigura
supravegherea corespunzatoare a sanatatii
lucratorilor in functie de riscurile privind securitatea si
sanatatea in munca se stabilesc potrivit reglementarilor legale.
Masurile
prevazute vor fi stabilite astfel
incat fiecare lucrator sa poata beneficia de supravegherea
sanatatii la intervale regulate.
Supravegherea sanatatii
lucratorilor este asigurata prin medicii de medicina a muncii.
BIBLIOGRAFIE
[1]. Chichernea F., - Analiza Valorii. Aplicarea
metodei la proiectarea produselor, Partea I, Analele Universitatii
Aurel Vlaicu, Arad, 2000 ISSN 1582-3393
[2]. Chichernea F.,-Analiza Valorii - curs -
Editura Universitatii Transilvania Brasov, 2002
[3]. Chichernea F.,-Indrumar de Analiza Valorii,
Editura Univesitatii Transilvania Brasov, 2002
[4]. Chichernea F., - Analiza Valorii. Aplicarea
metodei la proiectarea unui manipulator, Rev. Metalurgia, nr.7-8, iulie -
august,1997, pg.50
[5]. Al.Constantinescu
- Utilaje pentru turnatorii - Universitatea Brasov 1987
[6]. I.Oprescu -
Utilaje metalurgice EDP.Bucuresti,1977
[7]. Vl.Zubac -
Utilaje pentru turnatorii - E.D.P.- 1982
[8]. Vulcu V.,Zirbo Gh. - Curs de Tehnologia turnarii - Institutul Politehnic
Cluj - 1970
[9]. L.Sofroni,M.Surdulescu,I.Chira - Turnarea prin cadere libera in forme
metalice - Ed. Tehnica Bucuresti
[10]. www.cyber.uhp-nancy.fr
[11]. www.sofreten.com
[12]. www.afav.asso.fr/html/av.htm
- 6k
[13]. www.scav-csva.org/v1/html/fr/Methode.htm
[14]. michel.jean.free.fr/cours.AV.html
[15]. michel.jean.free.fr/AV/introduction.html
[16]. michel.jean.free.fr/AV/glossaire.html
[17]. www.valorex-constantineau.francine
[18]. https://www.
wisc.edu.wendt/miles - L.D.Myles
[19]. NF EN 12973, X NF - 50.150, X NF - 50.151, X NF- 50.152, X NF - 50.153
[20]. STAS R.11272 / 2
[21]. www.moderneq.com/metal_handling.html
[22]. pro.corbis.com/search/Enlargement.aspx?CID=is