I. MEMORIUL TEHNIC
Introducere
Activitatea
de proiectare se defineste ca fiind munca cu caracter tehnic,
stiintific si estetic care are ca scop elaborarea
documentatiei tehnologice scrise si desenate pentru executarea unui
ansamblu sau piesǎ.
A proiecta
inseamna a crea, a combina lucruri noi, sau a aranja cunostinte
existente intr-un mod nou. Proiectarea corecta necesita analiza
si sinteza avand ca finalitate o schimbare evolutiva si
inovatia. Proiectarea se defineste ca un summum de concepte, principii
fundamentale si relatii cunoscute generic de procese creative si
de optimizare. Schematizat se disting trei stadii ale creatiei tehnice:
cunoasterea si experienta, practica, abstractizarea si
realizarea practica.
Arta inginerului proiectant
consta in asigurarea unui echilibru rational intre aspiratiile
estetice si imperativele functionale, constructive si economice
ale masinilor si instalatiilor utilizate. Rolul lui consta
in dozarea corecta a factorilor cunoscuti, determinati cu cei
rezultati din intuitie, iar reusita activitatii sale
va depinde intotdeauna de modul in care va sti sa realizeze o
sinteza optima a factorilor initial contradictorii.
Arta inginerului proiectant
consta in asigurarea unui echilibru rational intre aspiratiile
estetice si imperativele functionale, constructive si economice
ale masinilor si instalatiilor utilizate. Rolul lui consta
in dozarea corecta a factorilor cunoscuti, determinati cu cei
rezultati din intuitie, iar reusita activitatii sale
va depinde intotdeauna de modul in care va sti sa realizeze o
sinteza optima a factorilor initial contradictorii.
Inginerul tehnolog
trebuie sa posede toate datele referitoare la posibilitatile
tehnologice ale utilajelor pe care le are la dispozitie, precum si
valoarea rigiditatii acestora si a gradului lor de precizie,
pentru ca procesul tehnologic sa fie astfel proiectat incat utilajul
sa fie exploatat la capacitatea lui maxima.
TEMA DE PROIECTARE
Sa se proiecteze un dispozitiv autocentrant cu bucasa
elastica destinat orientarii
semifabricatului, supus prelucrarii prin rectificare, in scopul
generarii suprafetei marcate.
Se cunosc:
materialul piesei: 40Cr10 STAS
791-88
seria de fabricatie: 15000
buc/an.
prelucrarea se va face pe
masini unelte universale
tratament termic de imbunatatire
la sr=80 . 85 [daN/mm2]
Proiectul va cuprinde
a. Partea scrisa
- Tema de proiectare (desenul de
executie al piesei de prelucrat scara 1:1)
- Stabilirea itinerariului tehnologic.
Elaborarea schemelor de orientare ale semifabricatului aferente tuturor
fazelor procesului tehnologic
- Determinarea parametrilor tehnologici
la operatia de rectificare a suprafetei marcate (alegerea
masinii-unelte, a sculei , a regimului de prelucrare prin
aschiere); stabilirea elementelor de orientare apartinand
dispozitivului de proiectat
- Stabilirea bazelor de masurare.
Stabilirea modului de reglare a sculei
- Elaborarea schemei de fixare a
semifabricatului. Stabilirea mecanismelor de fixare
- Stabilirea a doua solutii
constructive ale dispozitivului. Alegerea variantei optime, (analiza
comparativa din punct de vedere functional, constructiv,
tehnologic, economic).
b. Partea grafica
Cuprinsa in text: Schemele de
orientare, schema de fixare, schitele celor doua variante
constructive analizate.
In afara textului:
desenul de ansamblu al dispozitivului (varianta optima) scara 1:1 ,desene
de executie la scara pentru doua repere apartinand
subansamblui ales .
1.Stabilirea
itinerariului tehnologic.2. Elaborarea schemelor de orientare ale semifabricatului
aferente tuturor fazelor procesului tehnologic
|
Schita piesei
|
Schita
semifabricatului
|
|
Semifabricat laminat
STAS 333-80
|
1.Debitare la 154 [mm]
2.Strunjire de degrosare
2.1.Strunjire
frontala capat A
2.2.Strunjire de
degrosare f54x70
2.3.Strunjire
frontala capat B
2.4.Strunjire de
degrosare f50x80
3.Gaurire si strj. int. de finis.
3.1.Gaurire f40x150
3.2. Strj. de
finisare f42x150
4. Rectificare de degrosare
4.1. Rectificare de
degrosare f50x80
4.2. Rectificare de
degrosare f54x70
5. Rectificare de finisare
5.1. Rectificare de
finisare f50x80
5.2. Rectificare de finisare f54x70
2. Determinarea parametrilor
tehnologici la operatia de rectificare
a suprafetei marcate (alegerea masinii-unelte, a sculei, a regimului
de prelucrare prin aschiere); stabilirea elementelor de orientare
apartinand dispozitivului de proiectat
Materialul piesei
Materialul piesei
40Cr10 este un otel aliat care contine conform STAS 791-88:
|
Elementul
chimic
|
C
|
Mn
|
Si
|
P
|
S
|
Cr
|
Ni
|
Cu
|
|
Procentajul
[%]
|
|
|
|
Max 0,035
|
Max 0,035
|
|
Max 0,3
|
|
Caracteristici mecanice:
limita de curgere Re, Rp0,2 sau
ReH este 790 [N/mm2];
rezistenta la rupere la
tractiune Rm este 1000 [N/mm2];
- alungirea la rupere A, pentru L0=80
[mm], este 10 [%];
duritate in stare recoapta 217 HB;
2.1.Calculul regimului de prelucrare prin rectificare
Puterea de aschiere la rectificare se determina cu
relatia:
 [kw]
[kw]
in care:
Fz- forta de
aschiere [daN];
V-viteza periferica a discului;
Forta de aschiere se calculeaza cu relatia:
 [N]
[N]
in care:
CF=2,2 - coeficient
functie de materialul de prelucrat;
Vp 14 . 16 [m/min] [1, pag.69,
tab. IX-8]-viteza periferica a piesei;
SL=0,38 B=0,38 20=7,6 [mm], B=20 [mm]-latimea
discului abraziv;
Sp=0,024 - avansul de
patrundere;
 [daN]
[daN]
Viteza periferica a discului se determina cu relasia:
 [m/min] [1,pag.197,rel. 6.2]
[m/min] [1,pag.197,rel. 6.2]
unde:
DS=800 [mm] - diametrul
sculei;
nS=500 [rot/min]-
turatia sculei;
 [m/min]
[m/min]
Cunoscand
forta de aschiere si viteza periferica a discului se poate
calcula valoarea puterii de aschiere la rectificare:
 [kw];
[kw];
2.2.Alegerea masinii-unelte
Putere
minima pe care trebuie sa o dezvolte masina unealta este
P=1,26 KW, tinand cont ca prelucrarea se executa pe masini
unelte universale se va utiliza masina de rectificat universal..
2.3.Alegerea sculei
Scula utilizata pentru
prelucrarea suprafetei marcate va fi un disc abraziv din electrocorund,
liant ceramic, cu dimensiunile f800x20 [mm].
2.4.Stabilirea
suprafetelor de orientare
Suprafata de orientare a piesei este
suprafata cilindrica interioara prelucrata anterior prin
strunjire de finisare. Suprafata de orientare a bucsei este tot o
suprafata cilindrica dar exterioara prelucrata prin
rectificare de finisare.
3.
Stabilirea bazelor de masurare. Stabilirea modului de reglare a sculei
Bazele de masurare sunt chiar suprafetele care se
prelucreaza, baza de masurare fiind identica cu baza de cotare,
acest lucru fiind un avantaj deoarece se reduc erorile care pot aparea in
cazul necoinciderii bazei de masurare cu baza de cotare.
Avand in vedere ca fabricarea pieselor se face intr-o productie de serie mare sculele
vor fi reglate in raport cu planele de simetrie a dispozitivul astfel axele piesei vor fi luate
ca baze de masurare .
Sculele vor fi reglate cu ajutorul unor opritori de contact astfel
incat la atingerea opritorului mobil care materializeaza baza de
masurare de catre opritorul de contact.
4. Elaborarea
schemei de fixare. Stabilirea mecanismelor de fixare:
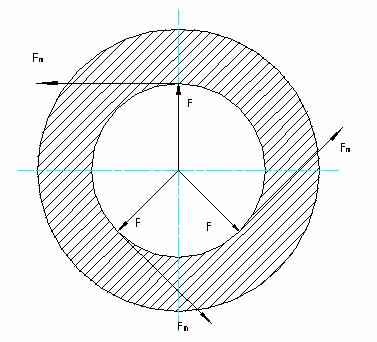
Datorita
faptului ca piesa de prelucrat trebuie fixata pe suprafata interioara ca
si schema de fixare care asigura totodata si autocentrarea este
urmatoarea :
5. Stabilirea a doua solutii constructive
Varianta 1
DORN
CU BUCSA ELASTICA BILATERALA
Bucsa elastica 1 este centrata pe conul
corpului 2 si pe cel al bucsei 4 si deformata prin strangerea piulitei 6.
Surubul 3 serveste la transmiterea momentului de rotire de la corpul dornului
la bucsa elastica.
Varianta 2
Bucsele elastice 1 impreuna cu dornurile conice 2 si 3se introduc in
alezejul semifabricatului si impreuna cu acesta se aseaza intre varfuri.
Alegerea variantei optime
Am ales varianta 1
pentru ca este mai indicata in cazul piesei de fata, o piesa de revolutie cu
pereti subtiri usor deformabili, dornul cu bucsa bilaterala impiedecand
deformarea peretilor piesei.. Varianta 2 este mai indicata in cazul unor piese
scurte cu pereti mai grosi.
 [mm]
[mm]
Bibliografie
- PICOS, C. , s.a. Proiectarea
tehnologiilor de prelucrare mecanica prin aschiere. Vol. I, II.
Chisinau, Editura Universitas, 1992
- CHISIU, A. , s.a. Organe de
masini. Bucuresti, Editura Didactica si
Pedagogica, 1981
- DALE , C. , s.a. Desen tehnic
industrial. Bucuresti, Editura tehnica, 1990
Rosculet,
S., s.a. Proiectarea dispozitivelor. Bucuresti, Editura Didactica si Pedagogica 1982 ;
* * *
,Colectia STAS
.

 [daN]
[daN]