date initale
tema proiectului
Programarea si conducerea productiei
pentru fabricarea unui set de repere din componenta produsului LAGAR
GAZOSTATIC
Conditii generale
Beneficiar: S.C. HESPER S.A;
Executant: Facultatea IMST, grupa 651 AC;
Cadru legislativ al anului 2010;
Volumul de productie: 3600 buc/an ;
Conditii si termene de livrare:
livrarea produselor se va face trimestrial in cantitati egale, tinandu-se cont de faptul ca in primul
trimestru exista stocuri de piese din exercitiul de productie precedent.
Date numerice pentru calcule;
numarul de zile lucratoare din
an: z = 256 zile/an ;
numarul de
schimburi dintr-o zi: ns = 1 schimb/zi;
numarul orelor
dintr-un schimb: h = 8 ore/schimb;
salariul mediu orar al operatorilor de la
posturile de lucru: sk = 4:6 lei/ora;
salariul mediu orar
al operatorilor reglori: srk=6:8 lei/ora;
cota orara de intretinere sj
functionare a resurselor de productie: ak = 2 . 8 lei/ora;
coeficientul de lansare a loturilor in
fabricate: p = 15;
valoarea coeficientului care tine
seama de imobilizarea capitalului circulant pe durata fabricarii
reperelor: E = 0.5;
regia sectiei de fabricatie, Rf=100:200%;
rata de amortizare anuala a resurselor de
productie, am=0.1 :0.2 ;
valoarea medie actuala a resurselor de
productie, Vm=5000 :150000 lei/buc ;
costul mediu al unui transport pe intreg
fluxul tehnologic, Ct=10:30 lei/lot transportat.
ANALIZA PROIECTULUI DE PRODUCTIE
Structura
de dezagregare a produsului (SDP)
Orice produs poate fi considerat un sistem care
poate fi dezagregat in structuri de ordin inferior,
denumite subsisteme.
La randul lor, subsistemele pot fi dezagregate in
ansambluri, iar acestea din urma in subansambluri.
Aceasta activitate logica de dezagregare poate fi efectuata pana
la nivelul entitatilor individuale din sistem numite, conventional,
piese. In felul acesta, se realizeaza ceea ce se denumeste,
conventional, structura de dezagregare a produsului.(Figura 3.1.1)
Structura de Dezagregare a Produsului
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
P
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Nivel 0
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
A1
|
|
|
|
|
P1
|
|
|
|
|
|
|
|
|
|
|
|
A2
|
|
|
|
|
|
|
|
|
P2
|
|
P3
|
|
|
|
|
A3
|
|
|
|
|
Nivel 1
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
P4
|
|
P5
|
|
P6
|
|
|
|
|
|
|
A4
|
|
|
|
P7
|
|
|
|
A5
|
|
|
|
P8
|
|
|
|
|
|
|
|
P9
|
|
P10
|
|
P11
|
|
Nivel 2
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
P12
|
|
|
P13
|
|
|
|
|
P14
|
|
|
P15
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Nivel 3
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
SF4
|
|
SF5
|
|
SF6
|
|
SF1
|
|
SF12
|
|
|
SF13
|
|
SF7
|
|
SF14
|
|
|
SF15
|
|
SF8
|
|
SF2
|
|
SF3
|
|
SF9
|
|
SF10
|
|
SF11
|
|
Nivel 4
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Fig. 2.1
|
|
|
|
|
|
|
|
|
Structura de dezagregare a lucrarilor (SDL)
Structura de dezagregare a lucrarilor este o
reprezentare structurala a tuturor
activitatilor din proiect. Reprezentarea poate fi realizata sub
forma de arborescenta. Utilizarea codurilor SDL permite
structurarea proiectului la diferite niveluri. SDL este prezentata in
tabelul 3.2.1., tabelul 3.2.2., tabelul3.2.3., si figura3.2.1.
Calculul necesarului brut
Cererea
bruta (CB) pentru produsul P este de 620 [buc/an] .
Avand in vedere
cererea bruta pentru produsul P si SDP se poate calcula cererea bruta
pentru fiecare reper in parte:



Calculul necesarului net
Calculul
necesarului net, se va realiza luand in considerare atat necesarul brut cat si
stocurile de materii prime, materiale si productie neterminata:
 ; unde: CN - cererea neta; CB - cererea
bruta; S - stocuri;
; unde: CN - cererea neta; CB - cererea
bruta; S - stocuri;
 ;
;
 ;
;
 ;
;
Elaborarea Planului de Productie Director (PPD)
Planul de
productie director este elementul fundamental in jurul caruia se
construieste arhitectura sistemului de planificare a productiei.
Obiectivele fundamentale ale planului de productie director sunt:
utilizarea optimala a resurselor;
minimizarea costurilor de productie;
respectarea termenilor de livrare;
minimizarea costurilor.
Pentru atingerea
obiectivelor mentionate, PPD trebuie sa permita:
determinarea
necesarului de componente (subansambluri, piese finite, semifabricate);
stabilirea
sarcinilor de productie ce revin posturilor de lucru in vederea
realizarii necesarului de componente;
determinarea capacitatilor de
productie induse de sarcinile de productie;
evidentierea
capacitatilor existente, a excedentelor de capacitate si a locurilor
iinguste'.
PROGRAMUL DE PRODUCTIE DIRECTOR
|
Perioada(sapt)
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Produs
|
|
|
|
|
|
|
|
|
|
CB
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
S
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
CN
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
L
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
A1
|
|
|
|
|
|
CB
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
S
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
CN
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
L
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
R2(2)
|
|
|
|
|
|
CB
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
S
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
CN
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
L
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
R3(3)
|
|
|
|
|
|
CB
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
S
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
CN
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
L
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
R4(2)
|
|
|
|
|
|
CB
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
S
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
CN
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
L
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| | | | | | | | | | | | | | | | | | | | | | | | | |
Unde: CB = cererea bruta; S = stocul; CN = cererea
neta; L = cantitatea livrata
Determinarea tipului de productie
Tipologia
productiei este determinata de un ansamblu de factori interdependent
care, prin actiunea lor, determina proportiile obiective ale
desfasurarii proceselor de productie in spatiu si timp.
Gradul de omogenitate si continuitate poate fi cuantificat, pentru fiecare
reper g, si operatie k, cu ajutorul unui indicator TPk care poate fi calculat cu
relatia:
unde: Rg este
ritmul mediu al fabricatiei reperului g, in [min/buc]
Tuk
este timpul unitar, de prelucrare a reperului g la operatia k
Daca se
noteaza cu Ng cantitatea de piese de tip g, ritmul mediu Rg se
determina cu relatia:


unde: Fn
reprezinta fondul nominal de timp al perioadei de productie
considerate (luna, trimestru, an), in [ore];
Ng
reprezinta cererea neta [buc];
Fondul nominal de
timp Fn se determina cu relatia:


unde: z
-reprezinta numarul de zile lucratoare din perioada de
productie considerata;
ks-
numarul de schimburi dintr-o zi de lucru;
h-numarul
de ore dintr-un schimb;
Pentru reperul
R2, rezultatele calculelor sunt prezentate in tabelul 3.6.1.;
Tabelul 2.6.1
|
Op.
|
Rg2
[min/buc]
|
TUk
[min/buc]
|
TPkg
[min/lot]
|
Tipul productiei
|
|
|
|
|
SM
|
|
|
|
SMj
|
|
|
|
SMj
|
|
|
|
Sm
|
|
|
|
SMj
|
|
|
|
Sm
|
Pentru reperul
R5, rezultatele calculelor sunt prezentate in tabelul 2.6.2.:
Tabelul 2.6.2.
|
Op.
|
Rg3
[min/buc]
|
Tuk
[min/buc]
|
TPkg
[min/lot]
|
Tipul productiei
|
|
|
5.2
|
14.34
|
SMj
|
|
6.4
|
11.65
|
SMj
|
|
4.8
|
15.53
|
SMj
|
|
8.8
|
8.47
|
SM
|
|
5.6
|
13.31
|
SMj
|
|
|
4.8
|
15.53
|
SMj
|
Pentru reperul
R6, rezultatele calc6.7ulelor sunt prezentate in tabelul 2.6.3.:
Tabelul 2.6.3.
|
Op.
|
Rg4
[min/buc]
|
Tuk
[min/buc]
|
TPkg
[min/lot]
|
Tipul productiei
|
|
|
|
|
SMj
|
|
|
|
SMj
|
|
|
|
SM
|
|
|
|
SMj
|
|
|
|
Sm
|
Incadrarea unei
anumite operatii k intr-unul din tipurile de productie serie sau
masa se face dupa cum urmeaza:
daca
TPkg >1, operatia corespunde productiei de serie;
daca TPkg <1, operatia corespunde
productiei de masa;
Productia de
serie poate fi diferenfiata, in functie de anumite limite stabilite
conventional pe baza experientei de productie:
daca
l<TPkg <10, operatia corespunde productiei de serie mare;
daca
10<TPkg <20, operatia corespunde productiei de serie mijlocie;
daca
TPkg >20, operatia corespunde productiei de serie mica;
Este posibil ca
nu toate operatile unui anumit reper g sa se incadreze in
acelasi tip de productie. De aceea, se pune problema
determinarii tipului de productie predominant, specific fabricarii reperului g. In acest scop, se
calculeaza ponderea operatiilor, corespunzator fiecarui tip de productie,rezultatele
sunt prezentate in tabelul 2.6.4:
Tabel 2.6.4
|
Reper
|
|
|
|
|
M
|
SM
|
SMj
|
Sm
|
|
|
|
R2
|
|
|
|
| |
|
R3
|
|
|
|
| |
|
R4
|
|
|
|
| |
| | | | | | | |
Stabilirea formei de organizare a productiei
Forma de organizare depinde de tipul productiei,
dupa cum urmeaza:
Succesiva
- cu ritm liber specifica productiei de serie mica
- cu ritm corelat se aplica, mai ales, in
cazul productiei de serie mijlocie
Paralela cu ritm corelat se aplica in
productia de masa
Mixta
poate fi aplicata atat in productia de serie mijlocie cat si in
productia de serie mare.
Analizand datele din tabelele de mai sus (tabelul 3.6.1., tabelul 3.6.2.,
tabelul 3.6.3. si tabelul 3.6.4.),
pentru cele trei repere s-au adoptat urmatoarele forme de organizare:
R2 -
forma de organizare mixta;
R3 -
forma de organizare mixta;
R4 -
forma de organizare mixta.
Aprovizionarea cu semifabricate (tarife regresive)
In practica
curenta raporturile comerciale ale intreprinderii cu fumizorii sai se
bazeaza pe tarife regresive. Aceasta
inseamna ca fumizorii pot acorda reduceri de pret de la un nivel
anumit al cantitatii comandate. In felul acesta pretul
unitar al produselor este strans legat de marimea comenzii.
Preturile
reperelor sunt incadrate conform tabelului 3.8.1.
Tabelul 2 8.1.
|
Reper
|
R5
|
R6
|
R8
|
|
Cantitati
|
<100
|
|
>200
|
<100
|
|
>300
|
<150
|
|
>300
|
|
Pret
|
|
|
|
|
|
|
|
|
|
Cantitatea
optima de aprovizionare se determina cu relatia:
-  ,unde
,unde
σ= rata costului de posesie=25
c =
costul de lansare al comenzii=80 lei
D= necesarul anual de achizitionat= Ng
Costul total de
aprovizionare:

In tabelul 2.8.2.
sunt prezentate cantitatile economice corespunzatoare si
costurile corespunzatoare fiecarui reper rezultate in urma
calculelor:
Tabel 2.8.2
|
Reper
|
qo1
[buc]
|
qo2
[buc]
|
qo3
[buc]
|
CTA01
[Ron/buc]
|
CTA02
[Ron/buc
|
|
R2
|
|
|
|
|
|
|
R3
|
|
|
|
|
|
|
R4
|
|
|
|
|
|
Reprezentarea
grafica a costurilor este anexata la sfarsit in figurile 2.81,
2.82, 2.83, iar punctele caractersitice curbelor sunt redate in tabelul 3.8.4.,
tabelul 3.8.5. si tabelul 3.8.6.
Tabel 2.8.3.
Tabel 2.8.4.
|
Q
|
|
|
|
|
|
|
|
|
|
|
CTA
|
12103.16
|
9664
|
9379
|
8634
|
7944.66
|
7896
|
7136
|
7121.64
|
7406
|
Tabel 2.8.5.
|
Q
|
30
|
80
|
100
|
100
|
300
|
400
|
400
|
509.46
|
910
|
|
CTA
|
11939.83
|
9534
|
9253
|
8518
|
7839.33
|
7792
|
7042
|
7028.51
|
7307
|
Figura 2.8.1. Variatia costului materialului R2
functie de numarul de bucati achizitionate
Se alege  cel mai mic divisor
comun al lui
cel mai mic divisor
comun al lui  :
:

Figura 2.8.2. Variatia costului materialului R2
functie de numarul de bucati achizitionate
Se alege cel mai mic divisor
comun al lui :

Figura 2.8.2. Variatia costului materialului R2
functie de numarul de bucati achizitionate
Se alege cel mai mic divisor
comun al lui :

Varianta I-a: Programarea si conducerea productiei
in conditii de resurse nelimitate si fara date impuse
Ipotezele de baza
Resursa desemneaza un mijloc necesar
derularii si indeplinirii unei activitati. Orice resursa este
reprezentata simbolic printr-un calendar.
Notiunea de calendar reprezinta descrierea
esalonata in timp a numarului de unitati de
rnunca pe care resursa
il poate consacra activitatilor din proiect.
Sarcina reprezinta partea din calendarul
resursei disponibilizata pentru indeplinirea unei activitati din
proiect.
lntensitatea
resursei desemneaza
procentul din calendarul resursei respective alocat unei activitati.
Resursele de
productie se gasesc pt fiecare reper conform tabelului 3.1
Tabel 3.1
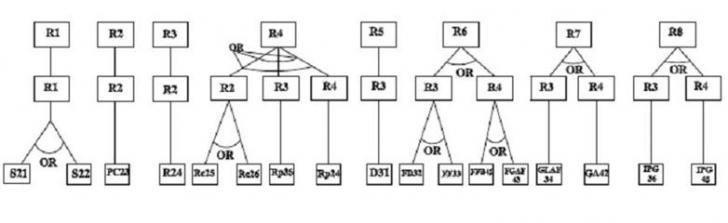
Stabilirea resurselor de productie
|
R2
|
AX, Material OLC45;
Masa 3.174 kg
|
|
Nr. crt.
|
OPERATIA
|
TIMPUL
|
RESURSA
|
|
Denumirea
|
COD
|
Tu
[min/buc]
|
TPi
[min/lot]
|
Denumirea
|
COD
|
|
Strunjire I
|
S21
|
|
|
Strung CNC
|
R1
|
|
Strunjire II
|
S22
|
|
|
Strung CNC
|
R1
|
|
Prelucrare complexa
|
PC23
|
|
|
Centru CNC
|
R2
|
|
Rabotare
|
R24
|
|
|
Masina de rabotat
|
R3
|
|
Rectificare I
|
Rc25
|
|
|
Masina de
rectificat
|
R4
|
|
Rectificare II
|
Rc26
|
|
|
Masina de rectificat
|
R4
|
|
Tabelul 3.2.1 Resurse pentru reperul R2
Tabelul 3.2.1 Resurse pentru reperul R3
|
R3-T1
|
CORP DE BAZA, UP.06.01.00, MATERIAL OL 60, MASA
4.6KG
|
|
Nr. crt.
|
OPERATIA
|
TIMPUL
|
RESURSA
|
|
Denumirea
|
COD
|
Tu
[min/buc]
|
TPi
[min/lot]
|
Denumirea
|
COD
|
|
Debitare
|
D31
|
|
|
Fierastrau alternativ FA 400
|
R5
|
|
Frezare de degrosare
|
FD32
|
|
|
Masina de frezat universala FU 32
|
R6
|
|
Frezare de finisare
|
FF33
|
|
|
Masina de frezat universala FU 32
|
R6
|
|
Gaurire-largire-alezare-filetare
|
GLAF34
|
|
|
Centru de prelucrare vertical V 320
|
R7
|
|
Rectificare plana
|
RP35
|
|
|
Masina de
rectificat plan RP 400
|
R4
|
|
Inspectia preciziei geometrice
|
IPG36
|
|
|
Banc de control
|
R8
|
|
Tabelul 3.2.1 Resurse pentru reperul R4
|
R4-T2
|
CORP INTERMEDIAR, UP.06.02.00, MATERIAL OL 60, MASA
5.2 KG
|
|
Nr. crt.
|
OPERATIA
|
TIMPUL
|
RESURSA
|
|
Denumirea
|
COD
|
Tu
[min/buc]
|
TPi
[min/lot]
|
Denumirea
|
COD
|
|
Frezat fata de baza
|
FFB41
|
|
|
Fierastrau alternativ FA 400
|
R6
|
|
Gaurire-alezare
|
GA42
|
|
|
Masina de frezat universala FU 32
|
R7
|
|
Frezare-gaurire-alezare-filetare
|
FGAF43
|
|
|
Masina de frezat universala FU 32
|
R6
|
|
Rectificare plana
|
RP44
|
|
|
Masina de
rectificat plan RP 400
|
R4
|
|
Inspectia preciziei geometrice
|
IPG45
|
|
|
Banc de control
|
R8
|
S-au identificat 8 resurse, insa datorita faptului ca beneficeim de resurse
nelimitate vom adopta numarul de resurse=numarul operatiilor=17
stabilirea lotului de
fabricatie optim si a lotului de fabricatie economic.
Lotul de fabricatie optim este acel lot de
fabricatie ce rezulta din calcule, insa nu intotdeauna ceea ce
rezulta din calcule poate fi aplicat in practica si de aceea lotul
optim este aproximat la o valoarea care sa fie divizat al productiei anuale,
cat mai apropiata de cea rezultata din calcul si care se numeste
lot de fabricatie optim.
Relatia de
calcul a lotului optim:


A -
costuri de pregatire-incheiere a fabricatiei si pentru activitatea
administrativa de lansare a lotului..

Srk -
retributia orara a muncitorilor reglori.
B -
coeficient cu intretinerea si functionarea utilajelor de productie pe
durata pregatirii incheierii fabricatiei

ak -
cota orara a costurilor de intretinere si functionare a
capacitatilor de productie, pentru fiecare operatie k, in
[lei/ora]; ak=3.5
Cm=
costul cu materialul in lei/buc si este egal cu pretul corespunzator
cu cantiatea optima
C1= cost current= 
Cr--costul
implicat de retributia personalului direct productiv (tabelul 3.3.2.),
care poate fi exprimat de relatia:
Cr=
Sk-
retributia orara a operatorilor directi ce participa la
executia fiecarei operatii k, in [Ron/ora];
Sk=4 [Ron/ora];
Cff-
costurile de intretinere si functionare a capacitatii
producte, pe durata ciclului efectiv;

Cind-costuri indirecte ale sectei de
producte;
 ;
;
Rf=
regia sectei in care se prelucreaza lotul de piese= 180;
Z= se
determina in functie de forma de organizare si este egal cu formula:
Astfel pentru toate reperele R2, R3, R4
(forma de organziare mixta) avem:



La aceasta
suma vor fi luate in cosiderare numai diferentele pozitive, iar la
sfarsitul procesului tehnologic se va considera o operatie fictive cu
durata 0.
E=coeficient=0.5
|
Reper
|
Nr
ord
|
Tuk
[min/buc]
|
∑Tuk
[min/lot]
|
Tpik
[min/lot]
|
∑Tpik
[min/lot]
|
A
|
B
|
L
|
Cm
|
Cr
|
Cif
|
Cind
|
C1
|
∑Tuk+∑Tuk+1
[min/buc]
|
Rg
[min/lot]
|
z
|
N0
[Buc]
|
|
[lei/buc]
|
R5
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
R6
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
R8
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| | | | | | | | | | | | | | | | | | |
Lotul de fabricatie economic
Vom adopta lotul economic de
fabricatie Ne astfel incat sa respecte 2 conditii si anume:
Ne Є Z

Stabilirea lotului de transport optim si a lotului
de transport economic.
Se determina
numai in cazul organizarii mixte si reprezinta cantitatea de piese ce
se transporta de la un post de lucru la altul. In cazul organizarii
successive , lotul de transport este egal cu lotul economic.
 = lotul de transport;
= lotul de transport;
 = lotul de transport optim.
= lotul de transport optim.
 [buc] , unde :
[buc] , unde :
Ct= costul mediu de transport pe intreg fluxul tehnologic= 4
Ron;
Determinarea
duratei cicului de produtie.
Perioada de
repetare a loturilor (Tr) reprezinta intervalul care
separa lansarea in productie a doua loturi succesive ce contin
obiecte ale muncii de acelasi fel. Prin extensie, in cazul fabricarii
mai multor loturi de piese diferite, pe
aceleasi resurse de productie, perioada de repetare Tr,
reprezinta durata (fare separa lansarea in productie a doua loturi
echivalente succesive Nj. Rezultatele calculelor sunt prezentate in tabelul 3.6.1.
Pentru calculul
perioadei de repetare a loturilor se utilizeaza relatia
Determinarea
perioadei de repetare a loturilor.
Perioada de
repetare a loturilor (Tr) reprezinta intervalul care
separa lansarea in productie a doua loturi succesive ce contin
obiecte ale muncii de acelasi fel. Prin extensie, in cazul fabricarii
mai multor loturi de piese diferite, pe
aceleasi resurse de productie, perioada de repetare Tr,
reprezinta durata (fare separa lansarea in productie a doua loturi
echivalente succesive Nj. Rezultatele calculelor sunt prezentate in tabelul
3.6.1.
Pentru calculul
perioadei de repetare a loturilor se utilizeaza relatia

Elaborarea
programelor de lucru si a planurilor de sarcina cumulate
Organizarea
mixta se caracterizeaza prin aceea ca transmiterea obiectelor
muncii de la operatia k la cea urmatoare, k+1, se face pe fractiuni
de lot, numite loturi de transport.
Completarea lotului de transport este necesara ori de cate ori
duratele operatiilor vecine se gasesc in relatia Tnk < Tnk+i-
In astfel de situatii se impune un decalaj intre operatiile k si k+1,
care se calculeaza cu relatia: Dk,k+1= Nt* Tnk
[ore];
Evitarea
micropauzelor neproductive se realizeaza cand duratele operatiilor vecine
se gasesc in relatia: TUk > Tuk+i-
In aceste cazuri, marimea decalajului necesar se calculeaza cu relatia:
 ;
;
|
Nr operatie
|
Tn
|
Tef
|
Tef
|
Dk,k+1
|
|
[min/buc]
|
[min/lot]
|
[ore/lot]
|
min
|
ore
|
|
R
|
|
15.07
|
3692.15
|
61.53
|
1504.79
|
26.07
|
|
11.16
|
2736.25
|
45.60
|
942.76
|
16.71
|
|
9.14
|
2241.35
|
37.35
|
1323.98
|
20.066
|
|
4.67
|
1144.3
|
21.67
|
368.93
|
3.8138
|
|
9.21
|
2258.5
|
37.64
|
1143.17
|
19.05
|
|
5.68
|
1393.65
|
25.227
|
|
|
|
R
|
|
5.24
|
1940
|
32.33
|
509.12
|
8.48
|
|
4.88
|
1808
|
35.133
|
361.12
|
6.0186
|
|
6.48
|
2500
|
40
|
479.52
|
7.992
|
|
9.016
|
3336
|
50.6
|
1657.6
|
32.5
|
|
5.67
|
2100
|
35
|
653.42
|
17.909
|
|
4.88
|
1808
|
31.53
|
|
|
|
|
3.88
|
1419
|
23.65
|
287.12
|
4.88
|
|
4.26
|
1555
|
25.916
|
395.24
|
6.587
|
|
8.62
|
3147
|
52.45
|
1870.26
|
37.48
|
|
4.37
|
1597.5
|
26.62
|
542.97
|
13.452
|
|
3.74
|
1368.5
|
23.80
|
|
|
Elaborarea
tabelelor de sarcina cumulata si a graficelor de sarcina
cumulate.
|
Reper
|
Timp
[ore]
|
Numar masini
|
Sracina
curenta
[masina/ora]
|
Sarcina
cumulata
[masina/ora]
|
|
|
|
|
|
|
|
|
|
|
|

|
|
|
|

|
|
|
|

|
|
|
|

|
|
|
|

|
|
|
|

|
|
|
|

|
|
|
|

|
|
|
|

|
|
|
|

|
|
|
|
|
|
|
|
|
|
|
|
|

|
|
|
|

|
|
|
|

|
|
|
|

|
|
|
|

|
|
|
|

|
|
|
|

|
|
|
|
|
|
|
|

|
|
|
|

|
|
|
|
|
|
|
|
|
|
|
|
|

|
|
|
|

|
|
|
|

|
|
|
|

|
|
|
|

|
|
|
|

|
|
|
|

|
|
|
|
|
|
|
Timp
[ore]
|
Numar
masini
|
Sracina
curenta
[masina/ora]
|
Sarcina
cumulata
[masina/ora]
|
|
|
|
|
|
|

|
|
|
|

|
|
|
|

|
|
|
|

|
|
|
|

|
|
|
|

|
|
|
|

|
|
|
|

|
|
|
|

|
|
|
|

|
|
|
|

|
|
|
|

|
|
|
|

|
|
|
|

|
|
|
|

|
|
|
|

|
|
|
|

|
|
|
|

|
|
|
|

|
|
|
|

|
|
|
|

|
|
|
|

|
|
|
|

|
|
|
|

|
|
|
|

|
|
|
|

|
|
|
|

|
|
|
|

|
|
Corelarea
programelor de lucru cu PPD
Analizand programul de produtie director, se
poate observa ca volumul de produtie realizat pana la data
livrarii acopera necesarul de produse ce trebuie livrate.
Saptamana 10 -> 100 zile;
Saptamana 22 -* 220 zile;
Saptamana 34 -> 280 zile;
Saptamana 46 -* 380 zile;
Tr= 460 ore - 57.5 de
zile lucratoare;
REPER R2
Ne= 245
I livrare 1lot * 245= 245 > 100- cerere
satisfacuta;
II livrare: 2loturi * 245= 490-100=
390 > 220- cerere satisfacuta;
III livrare: 3loturi * 245= 735-
(100+220)= 415 >280
IV livrare: 3loturi*245=980-(100+220)=660>380- cerere satisfacuta
V livrare: 5 loturi * 245= 1025-
cerere satisfacuta;
Reper R3
Ne= 370
I livrare: 1 lot* 370= 370>140 - cerere satisfacuta
II livrare: 2 lot * 370= 740-140= 600- cerere satisfacuta
III livrare : 3 lot * 370=1110 - (330+140)= 640>480-cerere satisfacuta
Al 4 -lea lot : 4*370=1480-370= 1110>570- cerere satisfacuta
IV livrare : 5 lot*370=1850-cerere satisfacuta
Reper R4
Ne= 365
I livrare: 1lot * 365= 365> 80- cerere satisfacuta
II livrare: 2lot * 365= 730-80= 650 > 220- cerere satisfacuta
III livrare: 3 lot * 365= 1095- (220+80)= 795>280-cerere satisfacuta
IV livrare: 4 lot*365:1460-300=1160>380-cerere
satisfacuta
IV livrare: 5*
365=1825-cerere satisfacuta
Calculul
costului de productie.
 ;
;
 cost curent=
cost curent=  , calculate la punctul 4.2.
, calculate la punctul 4.2.
Cr--costul
implicat de retributia personalului direct productiv (tabelul 4.2.), care
poate fi exprimat de relatia:

 - retributia orara a operatorilor directi ce
participa la executia fiecarei
operatii k, in [lei/'ra];
- retributia orara a operatorilor directi ce
participa la executia fiecarei
operatii k, in [lei/'ra];
 4 [Ron/ora];
4 [Ron/ora];
 - costurile de intretinere si functionare a
capacitatii de productie, pe durata ciclului efectiv;
- costurile de intretinere si functionare a
capacitatii de productie, pe durata ciclului efectiv;

Cind-costuri indirecte ale sectiei de
productie;
 ;
;
Rf=
regia sectiei in care se prelucreaza lotul de piese= 180;
E=coeficient=0.5.
C2= costul fix ce revine pe unitatea
de produs (tabelul 3.10.1.):
 ;
;
L- vezi capitolul 3.3
C3
- costuri de imobilizare a capitalului circulant

Ne= lotul economic;
U - costurile suportate de intreprindere pe
durata fabricarii produselor Ng ca urmare a imobilizarii capitalului circulant; N .
Ci + L - volumul total de capital circulant necesar prelucrarii unui lot;
V -
coeficientul care cuantifica variatia costurilor cauzate de
productia neterminata, pe durata unui ciclu de productie;

- indice de densitate a fabricatiei de serie,
 < 1
< 1
costuri
de amortizare=  ;
;
unde:
n - numarul resurselor de productie;
amk -
valoarea medie a ratei de amortizare anuala a resurselor; amk = 0.1;
kam- coeficientul de transmitere a amortizarii;
kam= M;
Vmed- valoarea medie actuala a resurselor
de productie; Vm= 35000 [lei];
|
Reper
|
Nr.crt
|
C1
|
Ne
[buc]
|
C2
[lei/buc]
|
Cm
[lei/buc]
|
Ng
[buc/an]
|
U
|
V
|
Tc
|
Tr
|
M
|
C3
[lei/buc]
|
am
|
Kam=M
|
C4
|
CT
|
CT
| |
|
[lei/buc]
|
[ore]
|
[ore]
|
[<1]
| |
|
[lei/buc]
| |
|
R2
|
|
|
|
|
|
920
|
228.68
|
0.62
|
111.61
|
459.98
|
0.26
|
0.24
|
0.1
|
0.26
|
4.69
|
25.83
|
21.99
| |
| |
| |
| |
| |
| |
|
R3
|
|
|
|
|
4.8
|
480
|
186.40
|
0.5
|
105.088
|
459.97
|
0.22
|
0.38
|
0.1
|
0.22
|
8.25
|
23.89
| |
| |
| |
| |
| |
| |
|
R4
|
|
|
|
|
4.6
|
910
|
172.79
|
0.67
|
86.39
|
459.96
|
0.18
|
0.18
|
0.1
|
0.18
|
2.96
|
16.26
| |
| |
| |
| |
| |
| |
| | | | | | | | | | | | | | | | | | | | |
Varianta a II-a: Programarea si conducerea
productiei in conditii de resurse limitate si date impuse
Ipotezele de baza
In cadrui acestei
variante numarul resurselor este Iimitat, iar utilizarea lor este
supusa unor restrictii determinate de clauze contractuale,
indisponibilitati temporare, revizii planificate etc.
In capitolele
anterioare s-a considerat ca asupra activitatilor nu
actioneaza niciun fel de restrictii. In realitate astfel de
restrictii sunt destul de frecvente.
In cadrui celei
de a II-a variante toate reperele se realizeaza simultan pe resurse comune
(o singura resursa de un singur tip).
Restrictiile
pot avea cauze multiple, dar doua dintre acestea sunt preponderente: clauzele
contractuale si indisponibilitatea temporara a unei surse.
Intrucat
restrictiile ce intervin in managementul proiectelor in functie de timp
sunt de natura temporara, aceste restrictii sunt cunoscute sub
denumirea generala de "date impuse'.
Stabilirea
resurselor de productie si a calendarelor corespondente.
Se va utiliza pentru pentru fiecare pentru
fiecare operatie de acelasi tip ( strunjiri, rectificari, etc),
acelasi tip de masina ( ex: toate strunjirile vor fi facute
pe aceeasi masina)
Tabel 5.2.1
|
R2
|
AX, Material OLC45;
Masa 3.174 kg
|
|
Nr. crt.
|
OPERATIA
|
TIMPUL
|
RESURSA
|
|
Denumirea
|
COD
|
Tu
[min/buc]
|
TPi
[min/lot]
|
Denumirea
|
COD
|
|
Strunjire I
|
S21
|
|
|
Strung CNC
|
R1
|
|
Strunjire II
|
S22
|
|
|
Strung CNC
|
R1
|
|
Prelucrare complexa
|
PC23
|
|
|
Centru CNC
|
R2
|
|
Rabotare
|
R24
|
|
|
Masina de
rabotat
|
R3
|
|
Rectificare I
|
Rc25
|
|
|
Masina de
rectificat
|
R4
|
|
Rectificare II
|
Rc26
|
|
|
Masina de rectificat
|
R4
|
Tabel
5.2.2.
|
R3-T1
|
CORP DE BAZA, UP.06.01.00, MATERIAL OL 60, MASA
4.6KG
|
|
Nr. crt.
|
OPERATIA
|
TIMPUL
|
RESURSA
|
|
Denumirea
|
COD
|
Tu
[min/buc]
|
TPi
[min/lot]
|
Denumirea
|
COD
|
|
Debitare
|
D31
|
|
|
Fierastrau alternativ FA 400
|
R5
|
|
Frezare de degrosare
|
FD32
|
|
|
Masina de frezat universala FU 32
|
R6
|
|
Frezare de finisare
|
FF33
|
|
|
Masina de frezat universala FU 32
|
R6
|
|
Gaurire-largire-alezare-filetare
|
GLAF34
|
|
|
Centru de prelucrare vertical V 320
|
R7
|
|
Rectificare plana
|
RP35
|
|
|
Masina de
rectificat plan RP 400
|
R4
|
|
Inspectia preciziei geometrice
|
IPG36
|
|
|
Banc de control
|
R8
|
|
R4-T2
|
CORP INTERMEDIAR, UP.06.02.00, MATERIAL OL 60, MASA
5.2 KG
|
|
Nr. crt.
|
OPERATIA
|
TIMPUL
|
RESURSA
|
|
Denumirea
|
COD
|
Tu
[min/buc]
|
TPi
[min/lot]
|
Denumirea
|
COD
|
|
Frezat fata de baza
|
FFB41
|
|
|
Fierastrau alternativ FA 400
|
R6
|
|
Gaurire-alezare
|
GA42
|
|
|
Masina de frezat universala FU 32
|
R7
|
|
Frezare-gaurire-alezare-filetare
|
FGAF43
|
|
|
Masina de frezat universala FU 32
|
R6
|
|
Rectificare plana
|
RP44
|
|
|
Masina de
rectificat plan RP 400
|
R4
|
|
Inspectia preciziei geometrice
|
IPG45
|
|
|
Banc de control
|
R8
|
Tabel
5.2.3.
Elaborarea
diagramei resurselor critice.
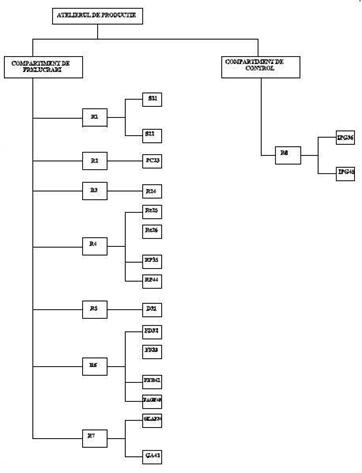
Structura
organizatorica a atelierului de productie.
Elaborarea retelei logice a proiectului de
productie
Reteaua
logica este un graf ordonat care pune in evidenta
activitatile din proiect, duratele acestora,
legaturile de dependenta dintre activitati si resursele alocate
pentru realizarea activitatilor respective. Reteaua
logica a proiectului este prezentata in Anexa 1
Legatura este o relatie stabila intre
doua evenimente: inceputul sau sfarsitul predecesorului si respectiv,
inceputul si sfarsitul succesorului. Legaturile din reteaua logica a
proiectului sunt de tip sfarsit-inceput. Valoarea
negativa a legaturii semnifica faptul ca activitatea
succesoare poate incepe inainte de sfarsitul activitatii
predecesoare cu valoarea respective.(Tabelul 5.5.1, 5.5.2)
Tabelul 5.5.1.
|
Reper
|
Nr.op.
|
Activitate
|
Inceput
activitate
|
Sfarsit
activitate
|
Durata
| |
|
[cod]
| |
[ore]
| |
|
R5
|
|
S21
|
|
|
|
| |
|
S22
|
|
|
|
| |
|
PC23
|
|
|
|
| |
|
R24
|
|
|
|
| |
|
Rc25
|
|
|
|
| |
|
Rc26
|
|
|
|
| |
|
R6
|
|
D31
|
|
|
|
| |
|
FD32
|
|
|
|
| |
|
FF33
|
|
|
|
| |
|
GLAF34
|
|
|
|
| |
|
RP35
|
|
|
|
| |
|
R8
|
|
IPG36
|
|
|
|
| |
|
FFB41
|
|
|
|
| |
|
GA42
|
|
|
|
| |
|
FGAF34
|
|
|
|
| |
|
RP44
|
|
|
|
| |
|
IPG45
|
|
|
|
| |
Tabelul
5.5.2.
|
Reper
|
Nr.op.
|
Operatie
|
Durata operatie [ore]
|
Resurse
|
Intensitate
|
|
[cod]
|
|
|
R5
|
|
S21
|
|
R1
|
|
|
S22
|
|
R1
|
|
PC23
|
37
|
R2
|
|
4
|
R24
|
22
|
R3
|
|
5
|
Rc25
|
38
|
R4
|
|
6
|
Rc26
|
25
|
R4
|
|
R6
|
1
|
D31
|
32
|
R5
|
|
2
|
FD32
|
35
|
R6
|
|
3
|
FF33
|
40
|
R6
|
|
4
|
GLAF34
|
51
|
R7
|
|
5
|
RP35
|
35
|
R4
|
|
6
|
IPG36
|
32
|
R8
|
|
R8
|
1
|
FFB41
|
24
|
R6
|
|
2
|
GA42
|
26
|
R7
|
|
3
|
FGAF34
|
53
|
R6
|
|
4
|
RP44
|
27
|
R4
|
|
5
|
IPG45
|
24
|
R8
|
Managementul proiectului in functie de timp.
Programarea si
conducerea proiectelor prin durate comporta parcurgerea urmatoarelor etape de
baza:
calculul
datelor cel mai devreme (CMD);
calculul
datelor cel mai tarziu (CMT);
calculul
marjelor de timp ale activitatilor;
Calculul datelor
cel mai devreme (CMD) se efectueaza prin tratarea retelei logice a
proiectului in raport cu o scara de timp care are originea la un moment
initial  si care se deruleaza spre viitor.
si care se deruleaza spre viitor.
Calculul datelor cel mai tarziu (CMT) se efectueaza prin tratarea
retelei logice a proiectului in raport cu o scara de timp care are originea la o
data finala  , si care se deruleaza spre trecut.
, si care se deruleaza spre trecut.
Marja de timp a unei activitati reprezinta rezerva de timp
pe care o are activitate respectiva si se calculeaza ca
diferenta intre data de sfarsit, pe scara CMT si data de inceput, pe scara
CMD. De aceea, calculul marjelor presupune punerea in concordanta a
scarilor CMD si CMT, tabelul 5.6.1
Tabel 5.6.1.
|
Date CMD
|
Nr.op.
|
Activitate
|
Date
CMD
|
Date
CMT
|
Marja
|
|
[cod]
|
[ore]
|
|
R5
|
1
|
S21
|
T0+0
|
0
|
0
|
|
2
|
S22
|
T0+26
|
26
|
0
|
|
3
|
PC23
|
T0+43
|
43
|
0
|
|
4
|
R24
|
T0+60
|
60
|
0
|
|
5
|
Rc25
|
T0+66
|
66
|
0
|
|
6
|
Rc26
|
T0+85
|
85
|
0
|
|
R6
|
1
|
D31
|
T0+0
|
15
|
15
|
|
2
|
FD32
|
T0+8
|
23
|
15
|
|
3
|
FF33
|
T0+8
|
23
|
15
|
|
4
|
GLAF34
|
T0+10
|
25
|
15
|
|
5
|
RP35
|
T0+51
|
61
|
10
|
|
6
|
IPG36
|
T0+63
|
78
|
15
|
|
R8
|
1
|
FFB41
|
T0+0
|
22
|
22
|
|
2
|
GA42
|
T0+5
|
27
|
22
|
|
3
|
FGAF34
|
T0+12
|
34
|
22
|
|
4
|
RP44
|
T0+50
|
72
|
22
|
|
5
|
IPG45
|
T0+64
|
86
|
22
|
In Plansa 2 este prezentat
programul de lucru pentru datele CMD si programul de lucru pentru datele CMT
fara date impuse
Date Impuse:
Activitatile desfasurate pe masina de frezat universala nu pot incepe
inainte de  (valabil pentru CMD), iar activitatile desfasurate pe masina
de rectificat plan nu se pot termina dupa
(valabil pentru CMD), iar activitatile desfasurate pe masina
de rectificat plan nu se pot termina dupa  (valabil pentru CMT).
(valabil pentru CMT).
Marjele cu date
impuse, datele CMD si datele CMT tinand cont de datele impuse sunt
prezentate in tabelul 5.6.2..
Tabelul 5.6.2
|
Marja
|
Nr.op
|
Activitati
|
Date CMD
|
Date CMT
|
Marja
| |
|
[cod]
| |
|
[ore]
| |
|
R5
|
|
S21
|
to + 0
|
tf- 150 = t0 + 63
|
| |
|
S22
|
to + 26
|
tf- 84 = to +91
|
| |
|
PC23
|
to + 43
|
tf- 67 = to +106
|
| |
|
R24
|
to + 60
|
tf- 50 = to +127
|
| |
|
Rc25
|
to + 64
|
tf-44 = to +131
|
| |
|
Rc26
|
to + 85
|
tf- 25 = to +152
|
| |
|
R6
|
|
D31
|
to + 0
|
tf- 95 = to +178
|
| |
|
FD32
|
to + 24
|
tf- 87 = to +86
|
| |
|
FF33
|
to + 26
|
tf- 87 = to +86
|
| |
|
GLAF34
|
to + 28
|
tf- 85 = to +88
|
| |
|
RP35
|
to + 64
|
tf- 49 = to +124
|
| |
|
IPG36
|
to + 81
|
tf-32 = to +141
|
| |
|
R8
|
|
FFB41
|
to + 0
|
tf-90 = to +83
|
| |
|
GA42
|
to + 24
|
tf- 85 = to +88
|
| |
|
FGAF34
|
to + 32
|
tf- 73 = to +95
|
| |
|
RP44
|
to + 69
|
tf- 40 = to +133
|
| |
|
IPG45
|
to + 83
|
tf- 24 = to +150
|
| |
Managementul proiectului in functie de resurse.
In cadrul
managementului prin resurse apare o noua dimensiune a proiectului,
denumita resursa. Prin resursa intelegem un mijloc de indeplinire a
uneia sau mai multor activitati din proiect.
Etapele de baza
in cadrul managementului in funcfie de resurse sunt:
Incarcarea
calendarelor resurselor cu activitati din retea, tinand cont de durate si
intensitati; in felul acesta rezulta planurile de sarcini
initiale ale resurselor. Nu de putine ori , aceste planuri de sarcini contin
supraincarcari pe anumite intervale de timp.
Lisajul
planurilor de sarcini initiate, in vederea eliminarii
supraincarcarilor, in felul acesta obtinandu-se planurile de
sarcini finale ale resurselor. Lisajul se realizeaza prin decalarea
activitatilor supraincarcate catre viitor (in cazul
planurilor CMD), sau spre trecut (in cazul planurilor CMT). Regula de baza, in cadrul lisajului,
consta in decalarea cu prioritate a activitatilor cu marja de
timp cea mai mare. In cazul in care marjele sunt egale, se aplica
urmatorul criteriu:
La
lisajul CMD - au prioritate de plasare activitatile care incep cel
mai devreme in CMT;* La lisajul CMT - au prioritate de plasare
activitatile care se termina cel mai tarziu in CMD
Proiectarea
activitatilor din planurile de sarcini finale pe o scara de
timp, obtinandu-se astfel programul de lucru al resurselor.( Plansa 4 si
Plansa 5 )
Managementul proiectului prin ordonantarea
resurselor.
Prin
ordonantare se intelege repartizarea in timp dupa anumite
criterii a unui set de lucrari pe resursele disponibile.
Dupa modul
in care sunt parcurse calendarele resurselor deosebim doua tipuri de
ordonantare:
Ordonantarea inainte(Plansa 6);
Ordonantarea inapoi.(Plansa 7)
Atat la
ordonantarea inainte si ordonantarea inapoi se parcurg trei etape:
a.
elaborarea
listei de activitati, care se face pe baza urmatoarelor criterii:
criteriul
legaturii de dependenta din retea:
la
ordonantarea inainte-orice predecesor se plaseaza in lista inaintea
succesorilor sai directi sau
indirecti;
la
ordonantarea inapoi-orice succesor se plaseaza in lista inaintea
predecesorilor sai directi si indirecti;
criteriul
datei impuse: activitatile cu date impuse au prioritate
criteriul marjei: activitatile cu
marja minima au prioritate
criteriul
ordinei de declarare a activitatii:
la
ordonantarea inainte - au prioritate activitatile care incep cel mai
devreme in CMD
la
ordonantarea inapoi - au prioritate activitatile care se termina
cel mai tarziu in CMT.
criteriul duratei: activitatile cu
durata mai mica au prioritate de plasare in lista.
b. Incarcarea
calendarelor resurselor cu activitatile din lista, obtinand
astfel planurile de sarcini ale resurselor, la ordonantare nu se
obtin supraincarcari, deoarece activitatile se
plaseaza intotdeauna pe pozitiile libere din calendar (cu respectarea
legaturilor din retea).
c. Proiectarea
activitatilor din planurile de sarcini pe o scara de timp, in
functie de tipul ordonantarii, obtinandu-se astfel
programul de lucru al resurselor.
Lista de activitati la ordonantarea inainte
in functie de marja curenta este prezentata in tabelul 5.8.1. iar
lista de activitati la ordonantarea inapoi in functie de
ordinea de declarare a activitatilor este prezentata in tabelul
5.8.2.
Tabel 5.8.1
Ordonantare Inainte.
|
Nr.ord
|
Activitati
|
Criteriul de
selectie
|
Durata activitatii
[ore]
|
Resursa
|
Intensitate
|
Sarcina
[ore]
|
|
[cod]
|
[cod]
|
|
|
S21
|
|
|
R1
|
|
|
|
S22
|
|
|
R1
|
|
|
|
PC23
|
|
|
R2
|
|
|
|
R24
|
|
|
R3
|
|
|
|
Rc25
|
|
|
R4
|
|
|
|
Rc26
|
|
|
R4
|
|
|
|
D31
|
|
|
R5
|
|
|
|
FD32
|
|
|
R6
|
|
|
|
FF33
|
|
|
R6
|
|
|
|
GLAF34
|
|
|
R7
|
|
|
|
RP35
|
|
|
R4
|
|
|
|
IPG36
|
|
|
R8
|
|
|
|
FFB41
|
|
|
R6
|
|
|
|
GA42
|
|
|
R7
|
|
|
|
FGAF43
|
|
|
R6
|
|
|
|
RP44
|
|
|
R4
|
|
|
|
IPG45
|
|
|
R8
|
|
|
Tabel 5.8.2. Ordonantarea
Inapoi.
|
Nr.ord
|
Activitati
|
Criteriul de
selectie
|
Durata activitatii
[ore]
|
Resursa
|
Intensitate
|
Sarcina
|
|
[cod]
|
[cod]
|
|
[ore]
|
|
IPG36
|
|
|
R8
|
|
|
|
RP35
|
|
|
R4
|
|
|
|
GLAF34
|
|
|
R7
|
|
|
|
FF33
|
|
|
R6
|
|
|
|
FD32
|
|
|
R6
|
|
|
|
D31
|
|
|
R5
|
|
|
|
Rc26
|
|
|
R4
|
|
|
|
IPG45
|
|
|
R8
|
|
|
|
RP44
|
|
|
R4
|
|
|
|
FGAF43
|
|
|
R6
|
|
|
|
GA42
|
|
|
R7
|
|
|
|
Rc25
|
|
|
R4
|
|
|
|
R24
|
|
|
R3
|
|
|
|
PC23
|
|
|
R2
|
|
|
|
S22
|
|
|
R1
|
|
|
|
S21
|
|
|
R1
|
|
|
|
FFB41
|
|
|
R6
|
|
|
Selectarea
scenariului optim
Se alege din cele 4 scenarii: lisaj CMD, lisaj CMT,
ordonantare inainte si ordonantare inapoi, se va alege ca fiind
optim, scenariul care respecta simultan ambele date impuse si care
are durata cea mai scurta.
Scenariul optim ales este cel de la LISAJ CMD.
Corelarea programului de lucru PPD
In cazul in care
durata ciclului de productie TCO este mai mica decat perioada de repetare
a loturilor Tr , corelarea programelor de lucru PPD va fi identic cu
cea de la punctul 4.8. :  , corelarea planului de lucru optim se verifica cu planul de productie director.
, corelarea planului de lucru optim se verifica cu planul de productie director.
Elaborarea tabelelor de sarcina cumulata si a
graflcelor de sarcina cumulate.
Pentru
elebaroarea graficului de sarcina cumulate pe scenariul optim se
reprezinta acest grafic, figura 5.11.1 , care ne arata numarul
de masini aflat in functiune la un anumit moment dat pe parcursul
ciclului de fabricatie:
Tabelul de
sarcina cumulata pentru scenariul optim, tabelul 5.11.1:
Tabelul 5.11.1.
|
Timp
[ore]
|
Masini
|
Sarcina curenta
|
Sarcina
cumulata
|
|
[ore-masina]
|
|
0
|
0
|
0
|
0
|
|
24
|
3
|
72
|
72
|
|
32
|
4
|
32
|
104
|
|
50
|
3
|
54
|
158
|
|
52
|
2
|
4
|
162
|
|
79
|
3
|
81
|
243
|
|
88
|
4
|
36
|
279
|
|
96
|
5
|
40
|
319
|
|
103
|
6
|
42
|
361
|
|
[ore-masina]
|
|
105
|
5
|
10
|
371
|
|
108
|
6
|
18
|
389
|
|
116
|
5
|
40
|
429
|
|
118
|
4
|
8
|
437
|
|
123
|
3
|
15
|
452
|
|
128
|
2
|
10
|
462
|
|
132
|
3
|
12
|
474
|
|
138
|
2
|
12
|
486
|
|
143
|
3
|
15
|
501
|
|
166
|
2
|
46
|
565
|
|
218
|
1
|
52
|
615
|
Figura 5.11.1
Amplasarea optimala a resurselor
Deoarece
fluxurile tehnologice ale celor patru repere care se fabrica sunt
diferite, amplasarea grupelor de masini care participa la fabricarea
acestora se optimizeaza aplicand metoda verigilor.
Astfel:
au
priritate resursele cu numarul maxim de verigi;
au
prioritate resursele cu denstitate maxima de flux.
Veriga
reprezinta numarul de legaturi dintre o legatura cu
celelalte resurse.Densitate de flux reprezinta numarul de piese ce se
prelucreaza la masina respctiva.
Determinarea
gradului de incarcare:




Tabelul 5.12.1.
|
Reper
|
OPERATII
|
NT
|
|
R2
|
R1
|
R1
|
R2
|
R3
|
R4
|
R4
|
|
|
R3
|
R5
|
R6
|
R6
|
R7
|
R4
|
R8
|
|
|
R4
|
R6
|
R7
|
R6
|
R4
|
R8
|
|
|
Tabelul
5.12.2.
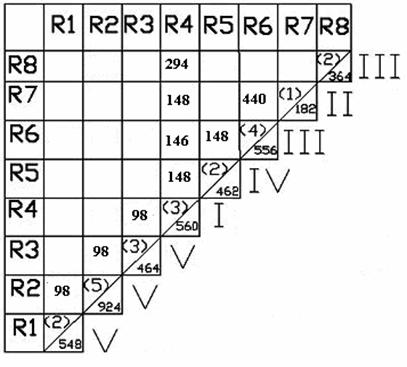
Matricea de
amplasare, completata cu indicii de flux totali si cu numarul
corespunzator de verigi al fiecarei resurse, este reprezentata
in Figura 5.12.1 si a fost realizata pe baza tabelului 5.12.2.
Figura 5.12.1
Calculul Costului de Productie
 calculate la punctul 4.2
calculate la punctul 4.2
Cm=
costul semifabricatului sau costul materialului;

Cr=
 = 3.10 [Ron/buc];
= 3.10 [Ron/buc];
Hi = numarul de ore pentru fiecare
operatie;
Cif=
costuri necesare intretinerii si functionarii utilajelor;
Cif=
 =3.10
[Ron/buc];
=3.10
[Ron/buc];
Cind=
costurile de regie=  [Ron/buc];
[Ron/buc];
C2=
C2=
costuri fixe
L=A+B
( vezi cap 3.3)
costuri de pregatire-incheiere a fabricatiei si
pentru activitatea administrativa de lansare a lotului;
B = coeficient cu intretinerea si functionarea
utilajelor de productie pe durata pregatirii-incheierii
fabricatiei [lei/lot];
A + B [Ron/lot conventional];
 [Ron/lot];
[Ron/lot];
 [Ron/lot];
[Ron/lot];
C3= costurile de imobilizare a capitalului [Ron/lot];
 =0.14 [Ron/lot];
=0.14 [Ron/lot];

V-
coeficient ce cuantifica variatia costurilor, cauzata de
productia neterminata; E coeficient ce cuantifica pierderile
suportate de incarcare, E=0.5 ; NgT productia anuala
totala, NgT=2310 [buc/an];

 [ore];
[ore];
C4= [Ron/lot];
[Ron/lot];
am =
rata de amortizare anuala=0.1;
n= numarul de resurse= 8;
Vmed= valoarea medie de achizitie a resursei= 30000
[lei];
Kam=M=0.47
Rezultatele calulelor de mai
sus sunt prezentate in tabelul 5.13.1 Tabel
5.13.1
|
Cm
|
[Ron/buc]
|
|
|
C2[Ron/buc]
|
|
|
Vmed[lei]
|
|
|
Cif
|
|
U
|
|
Kam
|
|
|
Cr
|
|
ΣNg[buc/an]
|
|
am
|
|
|
Cind
|
|
C3[Ron/buc]
|
|
n
|
|
|
C1
|
|
V
|
|
C4[Ron/buc]
|
|
|
L[Ron/lot]
|
|
M
|
|
|
|
|
|
Σne[buc]
|
|
E
|
|
|
|
|

Compararea variantelor
In functie de durata ciciului de productie
Prima varianta
consta in organizarea proiectarii la nivel de reper-operatie.
in cadrul acestei
variante, fiecare reper se prelucreaza
individual, pe cate o grupa de masini, separat.
Numarul
posturilor de lucru este egal cu numarul total de operatii.
Durata ciciului
de productie pentru varianta I este reprezentata de durata cea mai
mare dintre cele trei durate;

In cazul
variantei a Il-a, cele patru procese tehnologice se lanseaza simultan pe
aceleasi resurse. Durata ciciului de productie pentru varianta a II-a
este:

Rezulta:
In functie de numarul de resurse si gradul de
utilizare a acestora.
In prima
varianta avem un numar de 17 posturi de lucru;
In cazul celei de
a 2-a varianta numarul posturilor de lucru este egal cu cel al resurselor,
iar acesta este egal cu 8.
Deoarece varianta
a Il-a solicitata de un numar de peste 2.125 mic decat prima varianta,
aceasta varianta (a Il-a) este mai eficienta.
Din punct de
vedere al resurselor se mai poate analiza si gradul de incarcare al
resurselor. Astfel, in cazul variantei I, gradul de incarcare al
resurselor este:

Deoarece gradul
de incarcare din cea de a 2 -a varianta este de 8.026 mai mare decat
gradul de incarcare din prima varianta se adopta ca fiind
optima cea de a 2-a varianta.
In functie de sarcina de productie
cumulata pe ansamblul proiectului
Pentru prima
varianta sarcina cumulate a proiecutului este de 629.99
In cazul celei
de-a 2-a variante saricna cumulate este de 615
Rezulta: 
In functie de costul de productie.
In prima varianta  iar in cea de-a 2-a
varianta
iar in cea de-a 2-a
varianta 
Prin urmare se
adopta ca fiind optim costul de productie din cea de a 2-a
varianta.
Concluzii finale
Din compararea
celor doua variante de programare si conducere a productiei se
observa ca:
costurile de productie in cazul variantei a II-a
sunt mult mai mici decat in cazul primei variante
numarul
de posturi de lucru la varianta a II-a este egal cu 8, cu mult mai putin
decat numarul de posturi de lucru din cadrul variantei I;
durata
ciclului de productie in cadrul variantei a Il-a este egala cu 218
[ore] fiind mai mare decat la prima varianta 114 [ore].
gradul de incarcare la a II-a varianta este mai
mare decat gradul de incarcare la prima varianta; 
In urma
compararii celor doua variante s-a ajuns la concluzia ca a Il-a
varianta este mai eficienta.

