FABRICATIA
INDUSTRIALA
A AUTOVEHICULELOR
ARBORELE
COTIT
CUPRINS
I. ARBORELE COTIT
1. GENERALITATI
1.1 ROLUL
1.2 MATERIALE FOLOSITE
1.2 SARCINI
2. REPARAREA ARBORELUI COTIT
2.1 DEFECTE. DEFECTE IN EXPLOATARE
2.2 VERIFICAREA ARBORELUI COTIT
2.3 TEHNOLOGIA DE REPARARE A ARBORELUI COTIT
3. NORME DE PROTECTIA A MUNCII
4. BIBLIOGRAFIE
ARBORELE COTIT
1.Generalitati
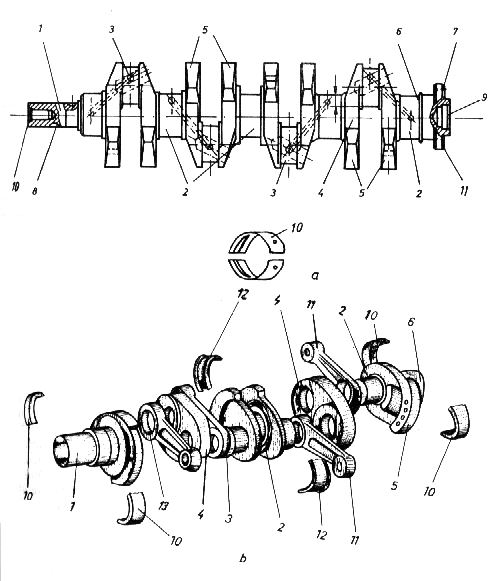
Arborele motor
(fig 12) primeste miscarea de la piston prin biela, o transforma in miscare de
rotatie, pe care o transmite in exterior pentru antrenarea diferitelor
subansambluri ale motorului si la transmisia automobilului pentru deplasare.
fig
Este piesa cea mai scumpa si mai
importanta a motorului si are ca parti componente: capatul (fusul) anterior 1,cu canal pentru pana 8, fusurile paliere 2, cu cuzinetii
10, fusurile manetoane 3, bratele manetoane 4, pentru legatura dintre fusuri,
masele de echilibrare 5, pentru echilibrarea dinamica a arborelui cotit,
capatul posterior 6, flansa 7 de fixare a volantului (cu locasul 9 pentru
arborele primar al CV).
Pe capatul anterior, se monteaza prin
pene: pinionul de antrenare a mecanismului de distributie, fulia pompei de apa
pe care la unele motoare se monteaza si amortizorul de vibratii (ARO,D797-05 si
D2156 HMN 8) si dispozitivul de antrenare manuala a arborelui cotit (racul),
etansarea caapacului de distributie, care inchide si pinionul conducator al
angrenajului distributiei de pe arborele cotit; pierderile de ulei se asigura
prin deflector (D797-05, D2165, ARO) sau prin simering (Dacia 1310, Oltict,
etc).
In partea posterioara, pe flansa, se
monteaza prin suruburi volantul; capatul posterior este
gaurit pentru fixarea bucsei din Bz (Dacia
1310) sau a rulmentului de sprijin al arborelui primar al CV (D797-05,
D2156HMN). Etansarea impotriva scurgerilor de ulei este
asigurata prin garnitura de snur de azbest sau pisla montate intr-un capac
special (unele au si canale laterale in care se preseaza pene de lemn pentru
etansare suplimentara- ARO).
In interior, arborele are canale pentru
circulatia uleiului de ungere care corespund cu orificiile de alimentare a
lagarelor paliere si manetoane; cei mai multi arbori au un
singur canal de-a lungul lor.
Materialul din care este
confectionat arborele este otel aliat (D 797-05, Fiat, BMW, Volkswagen), prin
forjare sau din fonta cu grafit nodular (ARO, Dacia1310, SR 211), prin turnare.
Dupa prelucrare, fusurile se trateaza termic - calire
superficiala cu CIF si revenire - dupa care se rectifica pe masini de
rectificatarbori cotiti.
Ovalitatea si conicitatea admise pentru
fusuri este de 0,005mm la autoturisme (Dacia) si de 0,012 -
0,02mm la autocamioane.
Forma arborelui cotit depinde de: numarul
si pozitia cilindrilor, numarul fusurilor manetoane, ordinea de functionare a
motorului si sistemul de echilibrare a motorului.
Arborele cotit are un
numar de fusuri paliere, de obicei egal cu numarul cilindrilor, plus unul -
acesta mareste rigiditatea lui, insa duce la cresterea greutatii si a lungimii,
iar prelucrarea este dificila.
Fusurile paliere sunt plasate pe aceeasi
axa geometrica, iar latimea lor este diferita. Numarul
fusurilor manetoane este egal cu cel al cilindrilor la
motoarele in linie si redus la jumatate la motoarele in V (SR 211, D 2156 MTN
8R) (sau chiar la 1/3 la motoarele in W). Fusul maneton
impreuna cu cele doua brate manetoane formeaza manivela. Diametrul
fusurilor de biela este mai mic decit cel al fusurilor
paliere.
Decalarea fusurilor manetoane (intre ele)
se face in functie de numarul cilindrilor, asigurindu-se o functionare uniforma
a motorului si o echilibrare a arborelui cotit, precum
si umplerea uniforma a cilindrilor si deci succesiunea timpilor utili. Formula
de calcul a decalarii coturilor este: γ
=4π/n, unde 4π reprezinta rotatia arborelui cotit (7200)
iar n este numarul de cilindrii. Astfel, la motoarele in linie, in patru timpi,
decalarea este de 1800 intre manetoane, deci si a manivelelor 4); manetoanele centrale sunt decalate cu 1800
fata de cele extreme.
Ordinea de functionare (succesiunea
curselor utile) este de 1-3-4-2 (Dacia);
1-2-4-3 (ARO);1-4-3-2 (Oltcit).
Motoarele cu sase
cilindri in linie, in patru timpi, au decalarea fusurilor manetoane la 1200,
iar ordinea de functionare 1-5-3-6-2-4 si mai rar 1-4-2-6-3-5.
La motoarele cu opt cilindri in V unghiul
de decalare este 900, dar sunt articulate
doua biele pe cite un fus; ordinea de functionare este 1-5-4-2-6-3-7-8.
Arborele cotit
se echilibreaza cu ajutorul unor contragreutati plasate in prelungirea bratelor
de manivela (opuse lor) si bineinteles al decalarii corecte a manivelelor,
aratate mai sus. Verificaarea echilibrarii se face pe
masini speciale, iar ponderarea arborelui prin degajari partiale de material.
La capatul anterior, prin intermediul
fuliei de antrenare se monteaza amortizorul de vibratii, care este de obicei, de tip cu frecare moleculara si cu
frictiune. Este format dintr-un inel metalic cu rol de masa
de inertie. Vibratiile arborelui cotit sunt atenuate
de elementul de cauciuc (datorita deformarilor si frecarilor moleculare
interne). Se mai folosesc si amortizoare cu frecare
lichida in silicon.
Arborele cotit se sprijina pe blocul
motor pe lagarele paliere cu semicuzineti 10.
Lagarele paliere
au o constructie asemanatoare cu cele de biele, putind fi si cu rulmenti
(Wartburg). La cele cu cuzineti, difera latimea lor, cel
mai lat (lagarul principal) putind fi amplasat linga pinionul de distributie,
la mijloc sau linga volant, unele avind prevazute gulere laterale. Acesta preia eforturile axiale ale arborelui cotit la actionarea
pedalei de ambreiaj sau la deplasarea vehiculului in rampa sau panta.
Semicuzinetii
se monteaza in lagarele carter, cei inferiori fiind prevazuti cu canale pentru
depozitarea uleiului.
Stringerea capacelor lagarelor se face cu
un moment dee 5,5-6daNxm la Dacia si 16-18 daNxm la ARO, D797-05, D2156,
si 5 daNxm la Cielo. Jocul radial dintre fusuri si semicuzineti este de 0,005mm
la Dacia, de 0,01-0,012mm la ARO si de 0,03-0,09mm la D 797-05 si D2156 HMN8. Jocul axial al arborelui in lagare de 0,1mm se regleaza cu doua
semiinele plasate la lagarul principal. Numerotarea lagarelor se face ca
si la cilindri, incepind de la volant, iar capacele lor se marcheaza cu numarul
de ordine respectiv.Semicuzinetii au suport de otel de grosime 1 -3 mm, iar in interior este placat cu aliaj antifrictiune
(ca si la lagarele de biele).
1.1 Rolul :
Arborele cotit transforma
miscarea pendulara a bielei in miscarea de rotatie pe care o cedeaza apoi
transmisie si rotilor motoare ale autovehiculelor. El
antreneaza totodata in miscare si alte sisteme auxiliare ale motorului.
1.2 Materiale folosite.
Materialul pentru arborele cotit depinde de procedeul
de fabricatie si de dimensiunile arborelui.
Arborele cotit se confectioneaza prin doua procedee: prin forjare si prin
turnare. Forjarea se efectueaza liber sau in matrita, cand lungimea arborelui
cotit nu depaseste aproximativ 2 m. Forjarea in matrita prezinta avantajul ca
fibrele, urmand conturul presei, nu comporta intreruperi. Arborii cotiti
forjati se confectioneaza din otel ; cei turnati se
confectioneaza din fonta sau otel. Intrucat conditia de rigiditate a arborelui
cotit impune dimensionarea larga a cotului, solicitarea lui coboara sub un
asemenea nivel incat este posibila utilizarea otelurilor nealiate si anume
otelul de calitate cu continut mediu de carbon ( OLC
45x, OLC 60x,STAS 880-66) cu rezistenta la rupere 70 . 80 daN/mm2. La MAC-ul mai
solicitat, se utilizeaza oteluri aliate cu Cr, Ni, Mo, V (STAS 791-66), care au
o rezistenta la rupere superioara, 85 . 125 daN/cm2, dar un
cost ridicat. O varietate de otel pentru arborele cotit este otelul aliat
NiCrMo (C = 0,22 . 0,25%, Ni = 3,75% . 4,0%, Cr = 1,1 . 1,3%, Mo = 0,45 . 0,55%, Si =
0,25 . 35%, Mn = 0,30 . 0,45, S+P <0,025).
Arborele cotit este
confectionat din aceste materiale, pentru a rezista la solicitarile de
incovoiere, rasucire, uzura, socuri si vibratii, arborele cotit se va
confectiona din semifabricate obtinute din fonta aliata sau din fonta
modificata, prin operatia de turnare, urmata de prelucrari mecanice. (In figura
1.6) este redata modificata, arbore cotit obtinut prin turnare si revazut cu
goluri interioare -;asa dupa cum se vede in sectiune
-;pentru a fi mai usor. Arborii cotiti cu gabarit mai mic se
pot confectiona din semifabricate din otel carbon de calitate, matritat la
cald, dupa cum se vede in figura 1.7.
Arborele motor a primit denumirea de ,, arbore cotit''
datorita configuratiei axei sale de simetrie, care serpuieste, coteste alternativ
de la un fus palier la un fus maneton si inapoi la fusul palier.
1.3 Sarcini :
Este cea mai solicitata piesa prin care trece intreaga putere a
motorului si asupra careia actioneaza forte variabile ca marime, directie si
sens.
Arborele cotit este prevazut cu un numar ,, n ''de fusuri manetoane coaxiale,
egal cu numarul cilindrilor motorului, si cu un numar de ,,n+1'' fusuri
paliere, prin intermediul carora arborele se sprijina pe lagarele paliere,
coaxiale. Legatura dintre fusuri paliere si fusuri manetoane este
facuta de bratele manetoane, in prelungirea carora se gasesc contragreutatile
care folosesc la echilibrare si asigura rotirea lina, fara socuri, a arborelui
cotit.
Partea arborelui cotit prin
care se transmite miscarea la utilizator (la ambreiaj )
se numeste partea posterioara, si este prevazut cu o flansa pe care se va presa
si se va asigura cu suruburi volanta si coroana dintata (figura 1.7) care
serveste la pornirea automata a motorului.
La celalalt capat, numit
partea frontala, sunt prevazute suprafete cilindrice conice sau in trepte,
prevazute cu pene, pe care se vor monta pinionul de distributie, amortizorul
oscilatiilor de torsiune si fulia pentru antrenarea ventilatorului,
generatorului de curent, pompei de apa si a altor anexe. In capatul frontal este practicata o gaura filetata in care se insurubeaza
clichetul numit si rac, pentru pornirea manuala a motorului (fig.1. 7, pozitia
9), la manivela.
In timpul functionarii arborelui, iau nastere oscilatii de torsiune care, la
anumite turatii ale motorului pot sa produca fenomenul de rezonanta, periculos
prin efectele sale distrugerea .
Pentru a preintampina acest
fenomen, in partea frontala a arborelui se monteaza
amortizorul oscilatiilor de torsiune care, prin frecarea interioara a masei de
cauciuc, absoarbe o parte din energia vibratiilor.
Pentru a intelege mai bine
locul de montaj al amortizorului, sa observam si fulia
pentru curea.
Socurile si vibratiile torsionale, transmise de la arborele cotit, se vor
inmagazina in masa de cauciuc care face corp comun cu discul masiv, disc care
are tendinta sa se roteasca uniform.
Legatura masei de cauciuc si a
discului cu arborele cotit se face prin flansa profilata care se strange cu
suruburi pe butucul fuliei.
Fac precizarea ca nu toate motoarele sunt prevazute cu
amortizoare de oscilatii.
Volanta, montata pe capatul
posterior al arborelui cotit, are forma unui disc masiv din fonta cenusie care
inmagazineaza energia dezvoltata de motor in faza de ardere si destinderea si o
cedeaza arborelui cotit, pe care il invarte in fazele de admisie, compresie si
evacuare.
Volanta reduce rotirea
neuniforma a arborelui, atenueaza socurile care apar la trecerea pistonului
prin punctele moarte si usureaza pornirea motorului si plecare automobilului de
pe loc.
Pe volanta se monteaza prin
presarea coroana dintata, confectionarea din otel carbon, care va fi antrenata
de pinionul bendixului la pornirea automata (la cheie ) a motorului.
Pe volanta se imprima si reperele ajutatoare pentru punerea la punct a aprinderii si distributiei.
Corpul arborelui cotit este prevazut in interior cu canale capilare prin care
circula ulei sub presiune intre fusurile paliere si fusurile manetoane. De
asemenea, la capete este prevazut cu gauri de
centrare, prevazut cu conuri de protectie, pentru a putea fi montat intre
varfuri pentru rectificarea si verificari.
Pentru ca arborele cotit sa se invarta cat mai uniform, lin, deci pentru ca motorul
sa functioneze cat mai silentios, se efectueaza echilibrarea arborelui cotit.
2.Repararea arborelui cotit.
2.1Defecte. Defecte in exploatare
Uzurile si defectiunile care pot
aparea in timpul exploatarii motorului, sunt:
- ovalizare fusurilor ;
- incovoierea arborelui cotit ;
- torsionarea arborelui cotit ;
- fisurarea ;
- exfolierea stratului dur exterior al fusurilor ;
- ruperea arborelui cotit ;
- infundarea canalizatiilor de ungere.
Uzura fusurilor paliere este, de obicei, mai redusa decat la fusurile manetoane.
Daca fusul palier central este rizat, inseamna ca
grupul volant-ambreiaj este dezechilibrat.
Lustruirea fusurilor (ultima operatie in procesul reconditionarii
) se poate face pasta de rodat fina.
Incovoierea sau torsionarea arborelui cotit se poate produce in urma unei
solicitari mari cu caracter de soc. Aceste deformatii
cauzeaza uzuri rapide la paliere. Fisurarea arborelui cotit
poate aparea in urma unor defectiuni de fabricati sau datorita oboselii
materialului. Determinarea fisurilor se face corect prin defectoscopie
magnetica numai in intreprinderile constructore.
Exfolierea se poate produce
datorita materialului semifabricatului, a tratamentelor termice incorecte sau datorita
metalizarii incorecte a fusurilor, la reconditionare.
2.2Verificare arborelui cotit. Scule
folosite. Verificarea arborelui cotit este o
operatie pe care fiecare mecanic auto trebuie sa o efectueze la repararea sau
segmentarea motorului. Astfel, se verifica aspectul fusurilor
paliere si al fusurilor manetoane si se observa eventualele uzuri. Se
verifica starea canalizatiilor de ungere si se curata si se desfunda, daca este cazul. Se verifica starea conurilor
de proiectie al gaurilor de centrare intre varfuri, pentru a fi siguri ca
arborele poate fi prins pe masina in vederea rectificarii.
Cu ajutorul micrometrului, se
masoara diametrele fusurilor paliere si ale fusurilor manetoane si se compara
cotele reale cu dimensiunile nominale prevazute in desen sau in cartea tehnica
a motorului (fig.2.8 .
Se poate indica astfel treapta
de reparatie la care poate fi rectificat arborele cotit.
La primirea arborelui cotit
de la rectificare, in mod obligatoriu vom verifica fusurilor paliere si manetoane .
Foarte multi mecanici auto nu
fac aceasta verificare si sunt nevoiti apoi sa
sabaruiasca din semicuzineti sau foite de staniol, aceea ce afecteaza total
calitatea lucrarii.
Cu ajutorul dispozitivului de
prindere intre varfuri si cu ajutorul suportului cu ceas comparator din
(figura2. 9), se poate masura coaxialitatea fusurilor paliere, respectiv bataia
radiala a acestor fusuri.
Pentru aceasta, se curata " gaurile de centrare " care
se gasesc in capetele arborelui cotit si se prinde arborele intre varfuri,
astfel incat sa se invarte usor si fara joc. Se masoara pe directia verticala,
ca in (figura2. 9), diametrele fusurilor paliere incepand cu fusul palier nr.1,
adica primul de langa flansa volanta, si se inscriu valorile pe un caiet. Reglam apoi ceasul comparator pe verticala astfel
incat palpatorul acestuia sa atinga fusul palier nr.1
si plimbam palpatorul peste fusul palier pe o directie perpendiculara pe axa
fusului, dupa care notam valoare indirecta de indicatorul ceasului comparator.
Repetam operatia pentru toate fusurile paliere si, tinand seama de valorile
efective ale diametrelor fusurilor paliere, vom determina daca aceasta se
gasesc pe aceeasi axa sau daca axa palierelor este
incovoiata.
Daca vom roti usor arborele cotit in timp ce
palpatorul aluneca pe suprafata fusurilor paliere, vom determina atat
ovalitatea fusurilor cat si abaterea lor radiala.
Pentru a determina gradul de torsionare al fusurilor
manetoane, vom roti arborele cotit intre. varfuri
astfel incat fusurile manetoane sa formeze un plan orizontal, paralel cu
platoul, ca in (figura2. 10), dupa care verificam cu micrometrul diametrele
fusurilor manetoane si inscriem valorile intr-un caiet. Reglam ceasul pe
verticala, astfel incat palpatorul sa sesizeze
suprafata fusurilor manetoane. Daca deplasam palpatorul in sensul "a" si "b"
peste fusurile 1 si 4, respectiv peste fusurile manetoane 2 si 4 vom determina
daca ele sunt coaxiale si coplanare. Daca unul din fusurile manetoane (de ex. Fm3)
este mai sus decat celalalt (Fm2 ) inseamna ca el este
torsionat in raport cu arborele, cu t mm (fig.2. 10).
2.3 Tehnologia de reparare a
arborelui cotit.
Scule si dispozitive folosite. Procesul tehnologic de
reconditionare a arborelui cotit, cuprinde urmatoarele reparatii:
- reconditionarea fusurilor paliere ;
- reconditionarea fusurilor manetoane ;
- reconditionarea canalului de pana ;
- reconditionarea fisurilor ;
- indreptarea la rece ;
- echilibrare ;
- verificarea si control.
Fusurile arborelui cotit se
pot reconditiona prin micsorarea sau majorarea diametrului lor.
Micsorarea diametrului fusului se face prin rectificarea pe masini de
rectificat a stratului superficial dur realizat in fabricatie, daca grosimea
acestuia o permite la asa-numite trepte de reparare.
Reconditionarea
fusurilor prin majorarea diametrelor sau majorarea diametrului lor.
- cromare , urmata de rectificarea si lustruire;
- prin metalizare cu aliaje dure, urmata de rectificare si lustruire.
- incarcare prin vibrocontact cu electrozi calibili,
urmata de rectificarea si lustruire.
Asamblarea
mecanismului biela-manivela se efectueaza in ordinea inversa demontarii.
Se
asambleaza subansamblele, continuand cu asamblarea finala pe bloc-carter.
3 Norme de protectiea a munci
,
-Muncitorul sa
fie echipat corespunzator.
-Scule folosite la montarea si demontarea,
-Sa nu fie decalibrate (uzate ,
-Sa fie confectionate STAS.
-Interventia la mecanismul sistemului biela-manivela,se
face in ateriele specializate de personal calificat.
-La terminarea lucrarii se dispoziteaza sculele la locuri speciale.
-petele de ulei rezultant in timpul lucrului se indeparteaza
cu nisip sau rumegusi.
4
BIBLIOGRAFIE
1. SERBAN. M. POENARU -MOTOARE CU COMBUSTIE INTERNA
E.D.TEHNICA BUCURESTI 1984.
ALEX . STEFLEA
2. M. SECHI -UTILAJUL SI TEHNOLOGIA FABRICARII, INTRETINERII
SI REPARARII MOTOARELOR CU COMBUSTIE INTERNA E.D.TEHNICA BUCURESTI 1979
M. POPA
3. AL. STEFLEA - TEHNOLOGIA INTRETINERII SI
REPARARII MOTOARELOR CU COMBUSTIE INTERNA .
E.D.TEHNICA BUCURESTI 1978.
M. SECHI
4. DAN ABATANCEL -MOTOARE PENTRU AUTO-AUTOMOBILE SI
TRACTOARE E.D.TEHNICA, BUCURESTI 1980.
C-TIN HASEGAN
ION STOICA
5. AL. GROZA -METODE SI LUCRARI
PRACTICE PENRU REPARAREA MOTOARELOR CU COMBUSTIE INTERNA E.D.TEHNICA BUCURESTI
1985.
GH. COLCIU
S. SAVIUC

