Proiectarea tehnologiei de proiectare a unui arbore cu filet si conducerea
productiei pentru fabricarea acestuia
CAP.1 ANALIZA DESENULUI DE EXECUTIE SI A
TEHNOLOGICITATII
PIESEI
a)Analiza desenului de executie
Desenul de executie este un desen definitiv care trebuie sa redea cat mai complet
forma piesei in faza finala. Desenul se intocmeste la o anumita scara precizata
si trebuie sa respecte normativele STAS-urilor nationale si internationale in
vigoare la cele mai recente reglementari.
Desenul de
executie trebuie sa furnizeze toate datele necesare executarii piesei
reprezentate atat pentru datele geometrice (forma, dimensiuni), cat si pentru
datele necesare proceselor tehnologice de fabricatie, ale prescriptiilor
tehnice privind precizia formei, a pozitiei reciproce a suprafetelor, a
cotelor, a tolerantelor admise, a conditiilor de rugozitate ale suprafetelor si
a conditiilor de control final.
Conditiile
tehnice specificate in desenul de executie apartinand acestui proiect sunt:
a) Reprezentarea cotelor si a
suprafetelor. Suprafetele sunt cilindrice si cu doua suprafete plane, care,
pentru a fi mai bine evidentiate s-au reprezentat intr-o vedere auxiliara ,,A" .
Desenul nu este supracotat, iar numarul cotelor inscrise pe desen este minim,
dar, in acelasi timp, suficient pentru executia si verificarea piesei fara
probleme;
b) Reprezentarea rugozitatii. Reprezentarea
rugozitatii se face conform standardelor in vigoare. Rugozitatea la cota functionala
a arborelui este de 1,6 microni;
c) Inscrierea tolerantelor .
Tolerantele apartin STAS SR EN 20286-1/1997 si SR EN 20286-2/1996 tolerante ce
releva conditiile pentru suprafetele functionale Ø35  mm;
mm;
d) Inscrierea treptei de toleranta.
Treapta de toleranta in care se incadreaza piesa executata este treapta 6;
e) Inscrierea abaterilor. Abaterea
bataii circulare frontale fata de suprafata de referinta "A" este de 0,020mm;
f) Materialul folosit pentru executarea
acestei piese este un otel P235GH sonform STAS SR EN 10028-1/2008 (OLC45
conform STAS 880-88);
Compozitia chimica:
C=0,42..0,50%
Mn=0,50.0,80%
S=0,02.0,045%
P= maxim 0,040%
Caracteristici
mecanice:
limita la curgere
Rp
Rp=500 (N/mm2)
rezistenta la
rupere:
Rm=700.850
(N/mm2)
alungirea la
rupere:
A5%=14 (min)
gatuirea:
z=30%
duritate Brinell:
nomal : HB=235
recopt : HB=207
b)Verificarea
tehnologicitatii piesei
Prin notiunea de
tehnologicitate a piesei proiectate se intelege masura optima in care piesa
este fabricata, masura optima care tine cont de 2 aspecte:
criteriul de exploatare care
este strict legat de latura utilizarii produsului respectiv;
- criteriul de fabricatie care este strict legat de obtinerea
produsului finit print-un consum de material cat mai redus, un consum redus de
munca (cele doua consumuri reduse asigura un cost minim final al piesei
executate).
Se urmareste ca
piesa sa poata fi fabricata in timp scurt, sa poata fi prelucrata pe utilaje cu
productivitate marita, intr-o organizare optima a procesului de productie.
Niciunul din
aspectele mai sus mentionate nu trebuie sa afecteze cerintele de natura
tehnico-functionala. Pentru o satisfacere completa a cerintelor
tehnico-economice se vor studia atent si succesiv urmatoarele aspecte:
- forma
constructiva a piesei;
- posibilitatea
utlizarii unor elemente ale piesei ca baze de referinta, baze de fixare sau
baze de orientare;
o prescriere adecvata a rugozitatii
suprafetelor in functie de cerintele tehnice;
nivelul si conditiile de
prelucrabilitate ale semifabricatului.
Analiza formei
piesei demonstreaza ca piesa indeplineste cateva conditii ce implica un proces
tehnologic favorizat prin:
forme constructive simple (suprafete cilindrice
exterioare, suprafete plane exterioare);
existenta posibilitatii
utilizarii unor suprafete ca suprafete de fixare si orientare;
suprafetele de prelucrat nu
constituie vreo problema cu privire la accesibilitatea sculelor aschietoare sau
de gaurire.
Astfel, putem concluziona ca piesa proiectata are
o buna tehnologicitate din punct de vedere al fabricatiei, respectand
criteriile de ordin functional si cele tehnico-economice mai sus mentionate, cu
privire la formele geometrice constructive simple, la accesibilitatea sculelor
aschietoare si asimilarii unui proces de fabricatie cu o productivitate marita
pentru obtinerea produsului finit.
CAP.2 STABILIREA
CARATERULUI PRODUCTIEI
Stabilirea caracterului tipului de productie de face in
functie de:
numarul de piese
necesar;
masa produsului
finit.
Pentru aceasta piesa s-a considerat un volum de productie
de 810 piese iar masa relativa a unei piese este de 2,814 Kg.
Atribuirea caracterului de productie (individuala, de
serie, sau de masa) se face tinand cont de cele 2 puncte mentionate anterior si
in conformitate cu tabelul de mai jos.
|
Caracterul
productiei
|
Piese
|
|
Grele(bucati/an)
|
Mijlocii (bucati/an)
|
Usoare (bucati/an)
|
|
Prod. individuala
|
pana la 5
|
Pana la 10
|
Pana la 100
|
|
Prod. de serie mica
|
|
|
|
|
Prod. de serie mijlocie
|
|
|
|
|
Prod. de serie mare
|
|
|
|
|
Prod. de masa
|
peste 1.000
|
peste 5.000
|
Peste 50.000
|
Deoarece piesa face parte din categoria pieselor usoare
si este produsa intr-o cantitate de 810 bucati, in conformitate cu tabelul de
mai sus, caracterul productiei ce urmeaza a se utiliza este productia de serie mare.
CAP.3 ALEGEREA METODEI SI A PROCEDEULUI DE OBTINERE
A
SEMIFABRICATULUI
Alegerea
semifabricatului joaca un rol important in procesul de executie al piesei.
Printr-o alegere
cat mai corecta de obtinere a semifabricatului (in functie de complexitatea
formei geometrice a piesei si de domeniul de exploatare) se poate minimaliza
numarul de operatii de prelucrare ce se vor executa pentru aducerea la forma si
la caracteristicile finale ale piesei, reducandu-se astfel consumul factorului
uman si al energiei. Factorii care influenteaza alegerea semifabricatului sunt:
- complexitatea
formei finale;
- conditiile de
lucru ale piesei (rezistenta la uzura, coroziune, duritate, ridigidate);
- asigurarea unui
numar cat mai mic posibil de operatii tehnologice si a unui adaos de prelucrare
mic;
- precizia
dimensionala si calitatea suprafetelor functionale;
Piesa proiectata fiind
un arbore (forma geometrica foarte apropiata de forma unei bare de sectiune
circulara), vom opta pentru alegerea unui semifabricat obtinut dintr-o bara
laminata la cald din material P235GH de un diametru de 48mm conform STAS
333-87. Acest tip de semifabricat se obtine in urma procedeului de deformare la
cald (sau trase la rece in final pentru o precizie ridicata). Se executa dupa
game de dimensiuni si in limitele tolerantelor prescrise in standarde, lucru
care impune restrictii corespunzatoare in alegerea lor.
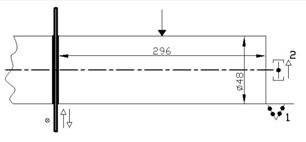
Produsul finit
are urmatoarele dimensiuni de gabarit:
- Ø46 x 292 mm
Dimensiunile
semifabricatului ales vor fi:
- Ø48 x 296 mm
CAP.4 STABILIREA SUCCESIUNII PRELIMINARE A
OPERATIILOR DE
PRELUCRARE
O etapa cu un rol
foarte important este etapa de stabilire a structurii procesului tehnologic
prin care se stabileste numarul, continutul si succesiunea operatiilor.
Forma finala a
piesei finite se poate obtine prin mai multe variante de proces tehnologic, din
punct de vedere al stabilirii succesiunii operatiilor, fiecare operatie
asigurand conditiile tehnice impuse.
Astfel, daca luam
in considerare un proces tehnologic arbitrar, care este alcatuit dintr-un numar
de ,,n" operatii, putem aprecia ca
exista un acelasi numar ,,n" de variante de procese tehnologice.
Totusi, pentru a
stabilii o ordine optima de succesiune a operatiilor, trebuie respectata o
ordine a conditiilor tehnologice, numite si restictii tehnologice, care sunt:
- se considera
prioritara prelucrarea suprafetelor ce vor deservi drept baze tehnologice la
prelucrarea celorlalte suprafete existente, urmarindu-se suprapunerea bazelor
tehnologice (BT) cu bazele de cotare (BC);
- numarul de
schimburi al bazelor stabilite ca fiind baze tehnologice sa fie minim: (nBT = min) ;
- executarea operatiilor
de degrosare (in cursul carora se
inlatura cea mai mare parte a adaosului de prelucrare), sa aiba loc la inceputul
procesului tehnologic de prelucrare;
- descoperirea
eventualelor defectelor ascunse ale semifabricatelor in prima sau in primele
operatii ;
- suprafetele
care au prevazute precizia cea mai ridicata si rugozitatea minima sa se
prelucreze ultimele, pentru evitarea deteriorarii suprafetelor prelucrate
foarte fin;
- prelucrarea, in
ultimele operatii ale procesului tehnologic, a suprafetelor care conduc la reducerea rigiditatii piesei ;
- suprafetele
pentru care se impun conditii severe privitoare la precizia pozitiei reciproce
intre suprafetele piesei (concentricitate, paralelism, perpendicularitate
etc.), sa se prelucreze printr-o singura asezare a piesei pe masina-unealta ;
- stabilirea corecta
a tratamentelor termice, daca acestea sunt necesare conform cerintelor prevazute
in desenul de executie al piesei, pe parcursul procesului de prelucrare,
partial sau numai pe zonele specificate ;
- succesiunea operatiilor
sa se realizeze in asa masura incat sa se mentina cat mai mult posibil, aceleasi
baze tehnologice la majoritatea operatiilor de prelucrare.
Executarea piesei
cu schimbarea continua a bazelor de orientare presupune, in marea majoritate a
cazurilor, un indiciu al imperfectiunii procesului tehnologic, deoarece prin
aceasta se pot introduce erori de orientare si pozitionare reciproca dintre
suprafete, care vor influenta precizia de prelucrare a piesei finite.
Respectand
recomandarile stabilite anterior, succesiunea operatiilor de prelucrare a unei
piese va fi, in general, urmatoarea :
a) prelucrarea
suprafetelor care se identifica ca fiind baze tehnologice si baze de masurare pentru
restul operatiilor urmatoare ;
b) prelucrarea de
degrosare a suprafetelor principale
c) prelucrarea de
degrosare a suprafetelor secundare ;
d) prelucrarea de
finisare a suprafetelor principale ;
e) prelucrarea de
finisare a suprafetelor secundare ;
f) tratamentele
termice, daca acestea sunt indicate pe desenul de executie al piesei;
g) executarea
operatiilor de netezire a suprafetelor principale .
Din punct de
vedere al practicii, se observa ca exista cazuri cind se reunesc doua sau mai
multe prelucrari diferite intr-o singura operatie (de exemplu, degrosarea si
finisarea se pot executa printr-o singura operatie la prelucrarea pieselor din
bara pe strunguri automate).
Astfel, pentru
piesa proiectata, ordinea succesiunii operatiilor va conform ordinii de mai
jos:
1) Debitarea
semifabricatului
2) Strunjire - Gaurire - Filetare
- strunjirea fetelor frontale, executarea gaurilor de centrare si
strunjirea la Ø46
x 20
-fixarea semifabricatului intre varfuri prin utilizarea gaurilor de
centrare si a unei inimi de antrenare
-strunjire de degrosare la Ø30 x 47
-strunjire de degrosare la Ø35 x 225
-strunjire de finisare la Ø35 x 225
-strunjire de finisare la Ø30 x 47
-strunjire tesitura 2,5 x 45˚ la
-strunjire tesitura 2,5 x 45˚ la
-strunjire canal degajare 2mm la
-strunjire canal degajare 1,6mm la
- executare filet M30 x 1,5
3) Frezare - Gaurire
- fixarea piesei in dispozitivul de prindere al mesei masinii de frezat
-prelucrarea celor doua suprafete plane exterioare
-prelucrarea suprafetei plane pe suprafata filetata in vederea
realizarii gaurii strapunse la cota de 17mm fata de suprafata frontala
- executarea gaurii strapunse mm pe
portiunea filetata la 17mm fata de fata frontala
4) Rectificare
- prinderea piesei intre varfuri
- executarea rectificarii pentru cota functionala si pentru realizarea
rugozitatii prescrise
CAP.5 STABILIREA ECHIPAMENTULUI NECESAR (MASINI-UNELTE,
SCULE-DISPOZITIVE-VERIFICATOARE)
La elaborarea
proceselor tehnologice de prelucrare a pieselor este necesar sa se tina seama de dotarea si posibilitatile de
dotare ale intreprinderii cu utilaje.
Din punct de
vedere al utilajelor se deosebesc doua situatii distincte si anume:
proiectarea tehnologiilor in cazul unei
intreprinderi noi;
proiectarea tehnologiilor in cazul unei
intreprinderi existente.
In primul caz, se
impune, ca pe baza analizei tehnico-economice sa se doteze intreprinderea cu
utilaje tehnologice cit mai moderne, avind performantele de precizie si
productivitatea corespunzatoare realizarii
conditiilor tehnice specifice produsului
pentru care se proiecteaza tehnologia.
In cel de-al
doilea caz, o influenta hotaritoare asupra continutului procesului tehnologic o are utilajul existent. Atunci
cind conditiile tehnice si volumul de productie nu pot fi realizate cu utilajul existent, pe baza calculelor
tehnico-economice se poate justifica necesitatea procurarii unor utilaje noi
sau modernizarea celor existente.
In afara datelor
referitoare la masinile-unelte, proiectantul trebuie sa aiba informatii asupra tipului, constructiei si
performantelor sculelor aschietoare, dispozitivelor de prindere a semifabricatelor (universale, modulare,
speciale), dispozitivelor de prindere a
sculelor aschietoare, mijloacelor de control existente sau care pot fi
procurate sau executate.
Utilizarea rationala
a utilajelor si SDV-urilor existente, reduce cheltuielile si durata pentru pregatirea fabricarii unui
produs, precum si costul final al produsului realizat. Pentru alegerea
tipurilor si dimensiunilor masinilor unelte ce vor fi alese, trebuie avute in
vedere urmatoarele aspecte:
-procedeele de
prelucrare ( strunjire, frezare, gaurire, rectificare);
-dimensiunile si
formele geometrice ale semifabricatelor prelucrate in raport cu dotarile
masinilor-unelte;
-gradul de
exploatare;
-caracteristicile
tehnice ale masinilor-unelte.
Pentru
prelucrarea acestei piese si tinand cont de factorii mentionati anterior s-au
ales urmatoarele masini-unelte:
-fierastrau alternativ 827°;
-strung SN400;
-masina de frezat F.U.S.-22;
-masina de rectificat WMW SRA 250x800.
Pentru executarea
operatiilor de aschiere se vor folosi urmatoarele scule :
-cutit pentru
degrosare (STAS 63311-80, placuta din carbura metalica,P10) ;
-cutit pentru
finisare (STAS 63311-80, placuta din carbura metalica,P30);
-cutit pentru
canelat (STAS 63311-80, placuta din carbura metalica,P10);
-cutit pentru
filetat (STAS 63311-80, placuta din carbura metalica,P10);
-freza cilindro-frontala
(STAS 578-76, placuta din carbura metalica,P10) ;
-burghiu de
centrare (STAS 1114-73, otel rapid, Rp3
-burghiu
elicoidal lung cu coada conica (STAS 575-79, otel rapid, Rp3
-piatra abraziva.
Verificatoarele
utilizate:
-subler de
exterior (STAS 1373/3-73);
-lera pentru
filete (STAS 11772-83);
-rugozimetru
portabil Mitutoyo pentru masurarea rugozitatii.
CAP.6 STABILIREA ADAOSULUI DE PRELUCRARE
O deosebita
importanta tehnico-economica la elaborarea proceselor tehnologice de prelucrare
mecanica a pieselor o constituie determinarea valorii optime a adaosului de prelucrare,
care trebuie sa fie astfel stabilita
incat, in conditii concret stabilite de fabricatie, sa asigure obtinerea
preciziei si calitatii prescrise a pieselor, la un cost cat mai mic.
Un adaos de
prelucrare prea mare are drept consecinte cresterea consumului de metal, faze
si operatii suplimentare, cresterea consumului de scule aschietoare, cresterea
consumului de energie electrica si munca fizica etc. In consecinta, piesele
finite se obtin la costuri mai ridicate.
Un adaos de prelucrare
insuficient nu poate asigura indepartarea completa a unor eventuale defecte
aparute in urma prelucrarilor anterioare.
Adaosul de
prelucrare este stratul de material care se indeparteaza de o suprafata a
piesei in scopul obtinerii suprafetei finite.
Adaosul de
prelucrare poate fi de doua feluri:
- total (Apt ) - care
este diferenta dintre dimensiunile semifabricatului si a piesei finite si este suma
adaosurilor intermediare;
- intermediar(Api ) - care se
indeparteaza la executarea unei faze sau operatii.
Adaosurile
intermediare pot fi la rindul lor, de degrosare sau de finisare.
Adaosul de
degrosare cuprinde cea mai mare parte a adaosului total. Prin indepartarea
adaosului de degrosare, semifabricatul este adus la o forma foarte apropiata de
piesa finita. Adaosul de finisare este necesar realizarii preciziei prescrise
piesei prelucrate. Adaosul de degrosare Ad dat de relatia:
Ad ASTAS af
Determinarea
adaosurilor de prelucrare se poate stabili prin una din cele doua metode:
a) Metoda
experimental-statistica, metoda prin care adaosurile se stabilesc cu ajutorul
unor standarde, normative sau tabele alcatuite pe baza experientelor uzinelor
si a institutelor de cercetare. Utilizarea acestei metode scurteaza timpul de
proiectare tehnologica insa nu prezinta garantia ca adaosurile sunt minime
privind conditiile concrete de prelucrare.
b) Metoda de
calcul analitic, metoda ce se bazeaza pe analiza factorilor care determina
stabilirea adaosului si stabilirea elementelor componente ale acestuia pentru
conditiile concrete de efectuare a diferitelor operatii tehnologice. In
comparatie cu metoda experimental statistica, aceasta metoda poate reduce
conduce la ecenomii de pana la 10-15% din masa neta a piesei.
Pentru piesa
proiectata, in conformitate cu ordinea succesiunii operatiilor stabilite anterior
si cu metoda experimental statistica, adaosurile de prelucrare sunt prezentate
in tabelul 6.1.
Tab.
6.1.
|
Nr.
crt.
|
Denumire faza
|
Adaos total
At (mm)
|
Adaos de finisare
Af (mm)
|
Adaos de degrosare
Ad (mm)
|
|
Debitare semifabricat la
fierastrau alternativ
|
|
|
|
|
Strunjire frontala 1
|
|
|
|
|
Strunjire frontala 2
|
|
|
|
|
Strunjire degrosare la Ø30 pe L=47mm
|
|
|
|
|
Strunjire degrosare la Ø35 pe L=225mm
|
|
|
|
|
Strunjire degrosare la Ø46 pe L=20mm
|
|
|
|
|
Filetare la Ø30 pe L=47
|
|
|
|
|
Rectificare la Ø35 pe L=17
|
|
|
|
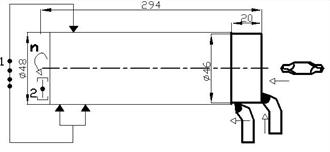
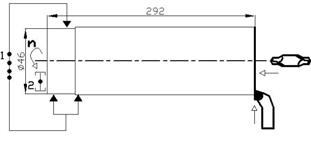
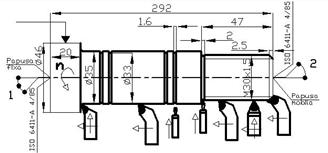
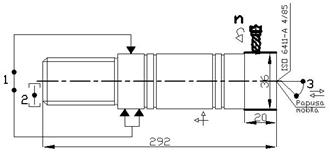
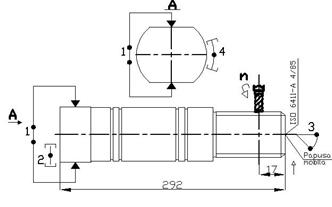
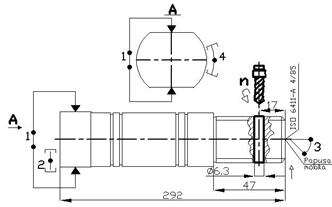
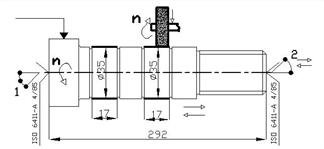
Adaosul de
prelucrare este reprezentat in fig. 6.1.
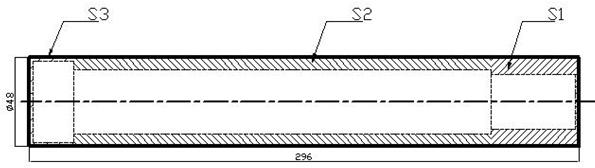
Fig. 6. 1.
CAP.7 STABILIREA SCHEMELOR DE
ORIENTARE A
SEMIFABRICATULUI
Pentru
prelucrarea piesei pe masinile unelte utilizate este necesara stabilirea
modalitatii de orientare si de fixare a acesteia in vederea unei prelucrari cat
mai exacte. Orientarea semifabricatelor pe masinile strung consta in
suprapunerea axei sale geometrice peste axa arborelui principal, iar fixarea
presupune realizarea strangerii piesei in vederea transmiterii miscarii
principale a arborelui principal (rotatie) la semifabricat si centrarea
acestuia pe axa de rotatie a arborelui principal.
La masinile de
frezat, orientarea semifabricatului se face in raport cu traiectoriile taisului
principal al sculei, respectiv, dupa cele trei directii ale sistemului de
referinta ale masinii de frezat.
Pentru orientarea
piesei tip arbore se utilizeaza urmatoarele scheme de prindere:
-fixarea in
universal pentru piese cilindrice lungi prin sistemul de orientare
autocentrant, pentru executarea operatiilor de strunjire frontala si realizarea
gaurilor de centrare;
-fixarea intre
varfuri, pentru executarea operatiilor de strunjire a suprafetelor cilindrice
exterioare si a operatiei de filetare;
-in dispozitive
de orientare si fixare pe masa masinii de frezat pentru frezarea suprafetelor
plane exterioare si pentru executarea gaurii de Ø6,3mm la distanta de 17 mm
fata de suprafata frontala in zona filetata;
-prinderea intre
varfuri pe masina de rectificat in vederea prelucrarii suprafetelor functionale
ale arborelui si de a obtine calitatea suprafetei prescrise conform desenului
de executie.
CAP.8 CALCULUL PARAMETRILOR
REGIMULUI DE ASCHIERE
Procesele
tehnologice de prelucrare mecanica prin aschiere trebuie sa indeplineasca
conditiile de asigurare a unui cost minim si a unei productivitati ridicate.
Aceste doua aspecte, in general sunt in contradictoriu, fapt pentru care
parametrii regimului de aschiere (viteza de aschiere, avansul sculei
aschietoare si adancimea de aschiere) care satisfac intr-o masura cat mai buna
ambele cerinte vor forma regimul optim de aschiere.
La operatia de
degrosare este ideala inlaturarea adaosului de prelucrare printr-un numar cat
mai mic de treceri succesive. Adancimea de aschiere se va calcula cu relatia:
 [mm] ; unde "Ac" reprezinta adaosul de
prelucrare calculat iar "i" reprezinta numarul de treceri.
[mm] ; unde "Ac" reprezinta adaosul de
prelucrare calculat iar "i" reprezinta numarul de treceri.
Marimea adaosului
de prelucrare este limitat de puterea masinii-unelte, de rezistenta
mecanismului de avans si de momentul de torsiune admis la arborele principal.
Astfel, valorile uzuale ale adancimi de aschiere la degrosare au valori
cuprinse intre 2-5mm (strunguri normale) si intre 20-25mm la prelucrarile pe
strungurile carusel.
Adancimea de
aschiere specifica operatiilor de finisare se alege egala cu valoarea adaosului
de prelucrare intermediar calculat, si poate avea valori cuprinse intre 0,2-2mm
pentru Ra ≥5,3 si 0,1-0,4 pentru Ra
Stabilirea
avansului de aschiere la operatiile de prelucrare prin strunjire se face tinand
cont de rezistenta corpului sculei aschietoare, de rezistenta placutei de
carbura metalica, de rezistenta mecanismului de avans, de momentul de torsiune
admis al arborelui principal, de rigiditatea piesei de prelucrat si a msinii
unelte, de precizia prescrisa si de calitatea suprafetei prelucrate.
Viteza de
aschiere este practic cel mai important factor al regimului de aschiere
deoarece de aceasta depinde productivitatea unei operatii de strunjire. Se va
urmari stabilirea unei concordante intre adancimea de aschiere si avansul de
aschiere la operatiile de degrosare, pentru o productivitate marita.
Alegerea vitezei
optime pentru o operatie anume se face tinand cont de :
-productivitate
marita;
-durabilitate
maxima a sculei aschietoare;
-pret de
prelucrare al pieselor cat mai mic.
Stabilirea
vitezei de aschiere se poate realiza prin 2 metode:
-practica (metoda
vitezei comparative, pana la degradarea sculei aschietoare)
-teoretica
(calculul vitezei de aschiere cunoscandu-se avansul, durabilitatea si adancimea
de aschiere)
Pentru calculul
vitezei optime de ascheire, se va utiliza urmatoarea formula de calcul:
unde : v - viteza de aschiere; Cv - coeficient ce depinde de
caracteristicile materialului prelucrat si ale materialului sculei aschietoare;
T - durabilitatea sculei aschietoare (min); m - exponentul durabilitatii; t -
adncimea de aschiere (mm); s - avansul (mm/rot); HB - durabilitatea
materialului prelucrat (Brinell); xv si yv exponentii adancimii de aschiere si
ai avansului; n - exponentul duritatii materialului prelucrat; k1 k5 - coeficienti care tin cont
de conditiile de achiere.
Parametrii de
aschiere, pentru piesa analizata, in conformitate cu succesiunea operatiilor de
prelucrare se vor stabili in cele ce urmeaza.
a)
Strunjire degrosare frontala
pentru Ø48
Cv  =
=  ;
;  =
=  ;
;  =
=  ; HB = 235;
; HB = 235;
k = 0,86; k = 1; k = 1; k = 1; k = 1,12; n = 1,75

v = 119,92
[m/min]
n
 795,67[rot/min]
795,67[rot/min]


 115,3[m/min]
115,3[m/min]

 ; 4%
; 4%
b)
Strunjire finisare frontala
pentru Ø48
Cv  =
=  ;
;  =
=  ;
;  =
=  ; HB = 235;
; HB = 235;
k = 0,86; k = 1; k = 1; k = 1; k = 1,12; n = 1,75

v = 145,61 [m/min]
n 966[rot/min]
966[rot/min]
 143,93[m/min]
143,93[m/min]
; 1,1%
c)
Strunjire degrosare Ø30,9
Cv ;  =
=  ;
;  =
=  ;
;  =
=  ; HB = 235;
; HB = 235;
k = 0,86; k = 1; k = 1; k = 1; k = 1,12; n = 1,75

v = 89,01 [m/min]
n 590,06[rot/min]
590,06[rot/min]
 87,41[m/min]
87,41[m/min]
; 1,8%
Pentru
prelucrarile de degrosare ale semifabricatului pe dimensiunile de Ø47 si Ø36,
in urma calculelor efectuate si datorita diferentelor mici ale vitezei de
aschiere, se va opta pentru aceiasi turatie a axului principal a strungului.
d)
Strunjire finisare Ø30
Cv  =
=  ;
;  =
=  ;
;  =
=  ; HB = 235;
; HB = 235;
k = 0,86; k = 1; k = 1; k = 1; k = 1,12; n = 1,75

v = 184,52 [m/min]
n 1224,28[rot/min]
1224,28[rot/min]
 180,86[m/min]
180,86[m/min]
; 1,9%
Pentru
prelucrarile de finisare ale semifabricatului pe dimensiunile de Ø46 si Ø35, in
urma calculelor efectuate si datorita diferentelor mici ale vitezei de
aschiere, se va opta pentru aceiasi turatie a axului principal a strungului.
e)
Filetare Ø30
Kv = Km * Kms * Kp =  0,66
0,66
Km = K  = 0,88
= 0,88
Cv  =
=  ;
;  =
=  ;
;  =
=  ; Rm
; Rm
v = 55,03 [m/min]
n 584,22[rot/min]
584,22[rot/min]
 54,63[m/min]
54,63[m/min]
; 0,7%
f)
 Frezare degrosare
Frezare degrosare

v = 6,57 [m/min]
n 174,36[rot/min],=>n=160;
174,36[rot/min],=>n=160;
=> n
n =
=
6,4[m/min]
 6,02[m/min]
6,02[m/min]
6,1 , unde :
 viteza de avans a frezei
viteza de avans a frezei
 avansul pe rotatie al frezei
avansul pe rotatie al frezei
 avansul pe dinte al frezei
avansul pe dinte al frezei
 numarul de dinti al frezei
numarul de dinti al frezei
turatia axului principal al frezei
g)
 Frezare finisare
Frezare finisare

v = 7,62 [m/min]
n 202,22[rot/min] =>n=200; =>n*
202,22[rot/min] =>n=200; =>n* 200*0,04
200*0,04
8[m/min]
 7,53[m/min]
7,53[m/min]
; 1,1
h)
Gaurire Ø6,3
s=  0,045 [mm/rot];
0,045 [mm/rot];
Cs=0,024kmvk
D=6,3
Ks Kl K Kg
Kg
v = 7,95 [m/min]
n 402,2[rot/min]
402,2[rot/min]
 9,9[m/min]
9,9[m/min]
;
i)
Rectificare degrosare
La operatia de
rectificare, valorile vitezei de aschiere se aleg din tabele, calculandu-se
viteza de rotatie a piesei, prin metoda avansului longitudinal.
v = 21-31,5 m/min, pentru piese din otel
vp 
vp =
25,96[m/min] ; unde
d-diametrul piesei,
T-durabilitatea discului abraziv,
kvt-coeficient de corectie in
functie de durabilitatea discului abraziv,
kvb-coeficient de corectie in
functie de latimea discului abraziv,
ß-avansul
longitudinal in fractiuni din latimea discului abraziv.
j)
Rectificare
finisare
v = 31,5-40
m/min, pentru piese din otel
vp 
vp =
5,83[m/min] ,unde:
d-diametrul piesei,
T-durabilitatea discului abraziv,
kvt-coeficient de corectie in
functie de durabilitatea discului abraziv,
kvb-coeficient de corectie in
functie de latimea discului abraziv,
ß-avansul
longitudinal in fractiuni din latimea discului abraziv.
CAP.9 CALCULUL NORMEI TEHNICE
DE TIMP
La proiectarea proceselor tehnologice, pentru obtinerea unei
eficiente economice maxime, trebuie sa
se realizeze consumuri de timp minime, atat pentru fiecare operatie cat si
pentru totalitatea operatiilor de prelucrare ale unei piese, fapt pentru care
este necesar desfasurarea unui proces de prelucrare in baza unei munci normate.
Norma de munca este cantitatea de munca stabilita unui executant
calificat corespunzator, intr-un ritm normal de timp, pentru efectuarea unei
lucrari, operatii sau serviciu. Se deosebesc:
a) Nt -
norma de timp; - pentru efectuarea unei unitati de produs pentru un executant
b) Np -
norma de productie; - cantitatea de produse sau lucrari stabilita a se efectua
intr-o unitate de timp de catre un executant
Relatia dintre cele 2 norme este:

Structura normei tehnice de timp este prezentata in schita de mai jos,
unde:
Top - timpul
operativ(efectiv), este timpul format din timpul de baza (Tb
)si timpul auxiliar( Ta
Top Tb Ta ;
Tb
- timpul de baza, este timpul in care au
loc modificarile cantitative si calitative ale produsului si transformarea
semifabricatului in piesa finita;
Ta -
timpul auxiliar, este timpul in care nu se realizeaza prelucrari ale
semifabricatului fiind alcatuit din timpii necesari prinderii, desprinderii,
reglare, schimbarea sculei, masuratori, masuratori de control, etc. ;
Tdl - timpul de
deservire tehnica a locului de munca, compus din Tdt (timp de
deservire tehnica atribuit ungerii unor organe ale masinii, reglajelor
constructive, ascutirea si schimbarea sculelor) si
Tdo ( timpul de deservire organizatorica atribuit organizarii si
intretinerii locului de munca, respectiv predarii schimbului de lucru, predarii
pieselor, curatirea si ungerea utilajului) ;
Tir - timpul de
intreruperi reglementare, compus din Ton (timpul de odihna si
necesitati firesti) si Tto (timpul pentru intreruperi tehnologice si
organizatorice, rezervat reglarii periodice a utilajelor, inlocuirea unor matreiale
tehnologice uzate, etc).
Norma tehnica de timp pune in evidenta utilizarea corecta a fortei de munca
si conditiilor de dotare din intreprindere. Ea poate fi determinata prin
urmatoarele metode:
a) metoda analitica, determinata prin calcul analitic si
prin aproximari procentuale;
b) metoda cronometrarii, determinata prin cronometrarea timpilor care se
repeta ciclic in cadrul unei operatii;
c) metoda statistica, determinata prin insumarea algebrica a unor timpi
elementari acordati anterior la desfasurarea unei operatii, faze sau miscari
elementare;
d) metoda similitudinii (comparativa), consta in determinarea normei de
timp a unei piese, avand la baza norma tehnica de timp a altei piese
asemanatoare, dar de dimensiuni diferite.
Pentru piesa analizata se va folosi metoda de calcul analitic pentru
determinarea normei tehnice de timp a fiecarei operatii sau faza, in raport cu
succesiunea operatiilor stabilita in cap. 4. Pentru fiecare operatie
se va utiliza relatia:
 ;in care:
;in care:
n-numarul de piese din lot;
Tu -
timpul unitar;
Tb - se calculeaza prin relatiile:
 , pentru operatiile de strunjire frontala si
cilindrice exterioare
, pentru operatiile de strunjire frontala si
cilindrice exterioare
 , pentru operatiile de frezare a suprafetelor
plane.
, pentru operatiile de frezare a suprafetelor
plane.
Valorile celorlalti timpi sunt alese din tabele in conformitate cu
operatia executata.
Normele de timp calculate pentru prelucrarea piesei analizate, in
functie de faza de prelucrare, sunt prezentate in tabelul 9.1.
Tab.
9. 1
|
Nr.
crt.
|
Denumire faza
|
Tb
|
Ta
|
Tdt
|
Tdo
|
Ton
|
Tpi
|
Nt1
|
|
Debitare semifabricat
|
|
|
|
|
|
|
|
|
Strunjire frontala de degrosare
|
|
|
|
|
|
|
|
|
Strunjire frontala de finisare
|
|
|
|
|
|
|
|
|
Executare gaurilor de centrare
|
|
|
|
|
|
|
|
|
Strunjire cilindrica exterioara de degrosare
(Ø30.9mm,L=47mm)
|
|
|
|
|
|
|
|
|
Strunjire cilindrica exterioara de degrosare
(Ø36mm,L=225mm)
|
|
|
|
|
|
|
|
|
Strunjire cilindrica exterioara de degrosare (Ø47mm,L=20mm)
|
|
|
|
|
|
|
|
|
Strunjire cilindrica exterioara de finisare (Ø46mm,L=20mm)
|
|
|
|
|
|
|
|
|
Strunjire cilindrica exterioara de finisare (Ø35mm,L=225mm)
|
|
|
|
|
|
|
|
|
Strunjire cilindrica exterioara de finisare (Ø30mm,L=47mm)
|
|
|
|
|
|
|
|
|
Strunjire tesituri 2 x
|
|
|
|
|
|
|
|
|
Strunjire canale de degajare (2mm pe Ø30mm
|
|
|
|
|
|
|
|
|
Strunjire canale de degajare (1,6mm pe
Ø35mm
|
|
|
|
|
|
|
|
|
Strunjire raza de racordare (R=1mm)
|
|
|
|
|
|
|
|
|
Filetare M30x1,5mm (L=47mm)
|
Tu incomplet=5min
|
|
|
|
|
|
|
Frezare de degrosare
|
|
|
|
|
|
|
|
|
Frezare de finisare
|
|
|
|
|
|
|
|
|
Gaurire Ø6,3mm
|
|
|
|
|
|
|
|
|
Rectificare de degrosare
|
|
|
|
|
|
|
|
|
Rectificare de finisare
|
|
|
|
|
|
|
|
| | | | | | | | | |
Nt=61,56
min
CAP.10 TRATAMENTE TERMICE
Acest tratament
se aplica otelurilor deformate plastic la rece in scopul refacerii structurii
deformate , eliminarii tensiunilor interne, modificarii caracteristicilor
mecanice si formarii unei noi generatii de graunti.
Duritatea precum
si alte caracteristici mecanice sau tehnologice, in cazul otelurilor nealiate,
pot fi realizate controlandu-se cantitatea, dimensiunea, forma si distributia
cementitei (Fe C ) in structura.
Proportional cu
cresterea cementitei creste continutul de carbon, duritatea si rezistenta mecanicala rupere, cea din urma crescand
pana la un anumit punct. Forma si distributia cementitei in oteluri este strict
legata de regimul de racire ( viteza de racire). Daca racirea din domeniul
austenitei este lenta, perlita este grosolana ( recoacere completa). O racire
rapida duce la obtinerea unei perlite fine (sorbitice), tratament care poarta numele de normalizare.
Pentru a obtine o
perioada cat mai mare de lucru al acestei piese (duritate ridicata in zonele
functionale), se va aplica un tratament termic, dupa tratamentul de normalizare,
tratament de imbunatatire care consta intr-o calire la  C cu racire in apa o revenire medie
C cu racire in apa o revenire medie  C cu o racire in aer.
C cu o racire in aer.
CAP.11 ELABORAREA DOCUMENTATIEI TEHNOLOGICE
Documentatia
tehnologica serveste la punerea in aplicare a procesului tehnologic de prelucrare
proiectat. Aceasta se stabileste in functie de caracterul productiei, de tipul
piesei prelucrate, de dotarea cu masini-unelte si SDV-uri, etc. Ea poate fi:
fisa tehnologica, plan de operatii sau fisa de reglare. Planul de operatii
reprezinta sinteza unui proces tehnologic detaliat in cele mai mici amanunte si
ofera executantului toate informatiile necesare prelucrarii piesei la
parametrii de calitate si precizie prescrisi.
Pentru piesa
analizata documentatia tehnologica s-a intocmit sub forma de plan de operatii
si este prezentata in cele ce urmeaza.