DEFECTE SUDURA. CONTROLUL SUDURII
La sudarea MIG ca si in cazul
celorlalte procedee de sudare prin topire cu arc electric, pot aparea
defecte in cusatura daca nu se respecta tehnologia de
sudare.
Datorita protectiei cu gaze,
unele defecte, cum sunt: incluziunile de zgura vor aparea mai rar la
acest procedeu.
La sudarea in medii de gaze protectoare,
defectele cusaturilor sudate se clasifica in goluri, defecte
dimensionale si caracteristici necorespunzatoare.
Defectele de continuitate cuprind:
suflurile, fisurile si microfisurile, incluziuni nemetalice, lipsa de
topire, suprafete neregulate la cusaturi.
La sudarea in medii de gaze protectoare
suflurile sunt generate de gaze ca: azotul, hidrogenul, oxidul de carbon.
Tinand cont ca in tehnologia de
sudare s-a impus utilizarea unui mare procent de azot in gazul protector
exista pericolul formarii porilor in cusatura,
datorita continutului ridicat de azot in cusatura, daca
nu se respecta intocmai tehnologia prescrisa.
Suflurile pot apare si datorita
hidrogenului care apare in bare prin intermediul umiditatii,
murdariei de orice fel, vopselei, grasimilor de pe piese si de
pe sarma de sudura.
Un alt defect de continuitate este formara
fisurilor.
Fisurile sunt cele mai periculoase
defecte; ele apar cand exista tensiuni interne in suduri, in situatia
cand scade plasticitatea metalului.
Aceste fisuri sau microfisuri in cazuri
prielnice se propaga rapid si produc ruperi in structurile sudate
aflate sub sarcina.
Caracteristicile de plasticitate sunt date
de rezilienta ce se determina pe epruvete cu cusaturi in
"V" kv si in "U" ku.
Diferenta intre ku si kv
indica energia necesara generarii fisurii. Pentru structurile
sudate, rezilienta kv este mult mai importanta decat ku deoarece
fenomenul cel mai periculos in exploatare este ruperea fragila a
structurii sudate, care apare brusc fara deformatii prealabile
si vizibile.
Desi in general la sudarea in medii
de gaze protectoare nu apare incluziuni de zgura ca urmare a
reactiilor de dezoxidare atunci cand se sudeaza in straturi suprapuse
si nu se iau masuri de inlaturare pot fi prinse in sudura
mici insule de sudura.
Lipsa de topire este un defect grav care
arata ca la sudare nu s-au facut legaturi
corespunzatoare intre metalul de baza si ce de adaos. Acest
defect in exploatare poate produce desprinderea pieselor imbinate si
avarierea constructiei sudate.
Principala cauza a acestui defect o
constituie tehnologia gresita sau aplicarea incorecta a
acestuia.
Stropii constituie defecte ce se datoresc
gazului de protectie, reglarii incorecte a parametrilor de sudare,
distantei necorespunzatoare intre duza de contact si piesa.
Printre defectele dimensionale cele mai
frecvente sunt: lipsa de patrundere si dimensiuni incorecte a
profilului cusaturii.
Lipsa de patrundere poate avea la
baza prelucrarea necorespunzatoare a rostului imbinarii,
asezarea gresita a pieselor una fata de alta precum
si aplicarea unei tehnologii de sudare gresite.
Cusaturile sub sau supradimensionate
duc la aparitia concentratorilor de tensiune sau la reducerea
sectiunii cusaturii sudate.
Cusatura poate fi uneori cu
caracteristici necorespunzatoare ca: rezistenta prea mica,
plasticitate prea scazuta etc.. Aceste defecte sunt cauzate de
alegerea gresita a metalului de baza, de aportul sau de
aplicarea unei tehnologii de sudare nepotrivite.
Se recomanda ca limita de curgere a
cusaturii Rc sa nu depaseasca pe cea a
metalului de baza cu mai mult de 15%.
Metode si mijloace de control.
Controlul dimensiunilor si aspectul
imbinarii.
Pentru controlul dimensiunilor rostului
(unghi de deschidere, radacina) si a dimensiunilor
cusaturii sudate (grosime, latime). Se pot folosi sabloane
sau sublere speciale pentru sudura.
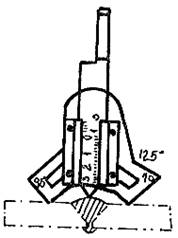
Figura 47.(Sablon) Subler pentru
sudura pentru
masurarea
inaltimii cusaturii
Pentru verificarea dimensiunii
cusaturii in afara sublerului special pentru sudura, se poate
folosi si lera gradata. O portiune a lerei este realizata
dupa o lege a profilului unei spirale logaritmice si serveste la
masurarea cusaturilor de colt, iar o alta parte este
dreapta si se foloseste pentru masurarea cusaturilor
cap la cap.
Examinarea ascpectului imbinarilor
sudate se face pentru detectarea eventualelor defecte in cusatura sau
in ZIT cu aparate uzuale de marit, cum sunt: lupe sau microscoape.
Controlul cu lichide penetrante.
Se foloseste pentru localizarea
defectelor deschise la suprafata (fisuri, pori etc.) si
consta din urmatoarele operatii:
- aplicarea unui lichid activ, penetrant
pe suprafata piesei de controlat, in prealabil curatata
(figura 48a)
- indepartarea excesului de penetrant
(figura 48b)
- aplicarea unui material absorbant
pulverulent (developatorul) pe suprafata piesei (figura 48c)
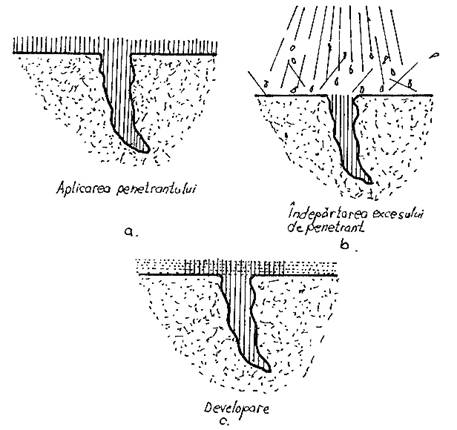
Figura 48. Controlul cu lichide penetrante
Lichidul capilar activ patrunde in
defectele deschise la suprafata de unde este absorbit de catr
developant. Caracteristicile penetrantului (culoare, fluorescenta
etc.) permite punerea in evidenta a defectului pe fondul
developantului. Observarea se realizeaza intr-o camera intunecoasa
dupa adaptarea ochilor la lumina redusa (cca 5 min). Se vor observa
indicatiile sub o iradiere in ultraviolet cu lungimi de unda l 40 A.
Pe baza "desenului" defectului pe fondul
developantului se pot trage concluziile supra naturii acestuia (figura 49).
- fisuri, latimea liniei
continue depinde de adancimea defectului (a)
- fisuri inguste sau suprapunerile
partiale sudate (linii intrerupte sau punctate (b, c)
- porozitati (ca o grupare de
puncte sau o tenta de culoare), (d)

Figura 49. Desenele defectelor
Controlul magnetic al imbinarilor
sudate.
Pentru evidentierea defectelor de
suprafata sau a celor din imediata apropiere a suprafetei se pot
folosi metode de control magnetic. Acesta se bazeaza pe evidentierea
printr-o metoda oarecare (pulberi magnetice, sonde etc.) a fluxului
magnetic de dispersie ce apare in dreptul defectelor (figura 50).
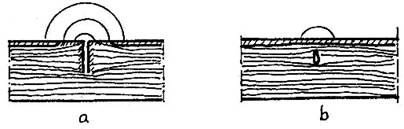
Figura 50. Controlul magnetic
Dintre metodele magnetice pentru controlul
imbinarilor sudate se foloseste aproape exclusiv metoda cu pulbere
magnetica. Piesa se magnetizeaza printr-un procedeu oarecare apoi se
presara pe suprafata o pulbere feromagnetica. In dreptul
defectelor liniile de camp magnetic sunt deformate si obligate sa se
inchida prin aer.
Se obtine un flux magnetic de
dispersie, care provoaca acumularea unui deposit de pulbere
magnetica. Pentru a obtine sensibilitatea maxima de detectare,
liniile de camp vor fi perpendiculare pe planul discontinuitatilor.
Examinarea in cazul pulberilor
colorati se face visual in lumina difuza de minim 500 lux (bec
100W, la 0,2 m) iar in cazul pulberilor fluorescenti prin iradiere in
ultraviolet.
Prin controlul cu particul magnetice se
pot evidentia defecte aflate la suprafata sau la adancime de
cativa mm sub suprafata.
Este necesar sa se acorde o
atentie deosebita evitarii indicatiilor false cauzate de
neregularitati ale suprafetei, schimbari bruste de
sectiune, zone cu structuri diferite etc..
Controlul cu radiatii penetrante.
Controlul cu radiatii penetrante X
sau g se bazeaza pe proprietatea acestora de a strabate metalele
si de a impresiona filmul radiographic plasat in partea opusa sursei
de radiatii.
Este una din metodele inevitabile la
controlul cusaturilor otelurilor inoxidabile unde orice defect in
cusatura poate duce la pierderea rezistentei la coroziune.
In zonele cu defecte grosimea piesei
examinate va fi mai mica si radiatiile vor impresiona diferit
filmul, zonele respective aparand de culoare mai inchisa.
In functie de puterea surselor de
radiatii, se pot controla piese cu diferite grosimi:
- raze X (< 300 kv) , s 90 mm
- raze X (> 300 kv) , s 90 mm
- izotop iridium 192 , s = 5 . 60 mm
- izotop cesiu 137 , s = 15 . 75 mm
- tzotop cobalt 60 , s = 30 . 150 mm
In cadrul tehnicii de lucru trebuie
respectate o serie de cerinte in scopul obtinerii unor radiografii
bune:
- pregatirea corespunzatoare a
suprafetelor.
- marcarea locului fotografiat si a
filmului cu litere de plumb.
- indicatorii de calitate vor fi din
acelasi material cu cel ce se fotografiaza.
- dirijarea corecta a fascicolului de
raze asupra zonei ce trebuie fotografiata.
- interpretarea trbuie facuta de
specialisti.
Controlul metalografic.
Analiza metalografica se
realizeaza:
- macroscopic, pe suprafata de
ruptura sau proba lustruita, cu ochiul liber sau la mariri mici
(pana la 50:1). In scopul examinarii probelor se ataca cu
reactivi corespunzatori conform STAS 4203-90
- microscopic, pe probe lustruite fin,
atacate cu reactivi adecvati si mariti (peste 50:1)
Incercarile mecanice ale metalului
depus prin sudare in medii de gaz protector.
Aceste incercari sunt stabilite in
STAS 7356/3-95 si sunt:
- incercari de duritate
- incercari la tractiune
- incercari la incovoiere prin
soc.
Pentru determinarea duritatii
metalului depus se executa probe conform figurii 51 pe care se depun cel
putin trei straturi de metal de adaos.
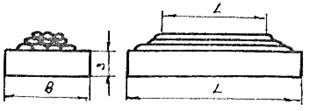
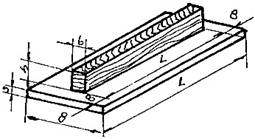
Figura 51. Probe pentru determinarea
duritatii
Tabel 7.
|
Dimensiunile placii
|
Dimensiunile depunerii
|
Intensitatea curentului electric de sudare I
A
|
|
Grosimea G
mm
|
Latimea
B
mm
|
Lungimea L
mm
|
Inaltimea h
mm
|
Latimea b
mm
|
Lungimea
L
mm
|
|
|
|
|
|
|
<
|
Placa de baza se executa din
otel carbon cu:
0,2 % Cmax; 0,70 % Mnmax;
0,05 % Smax; 0,05 % Pmax.
Dimensiunile placii de baza
si dimensiunile depunerii si intensitatea curentului de sudare sunt
date in tabelul numarul 7.
Pentru incercarea de duritate
suprafata prelucrata se slefuieste.
Pentru incercarea la tractiune
si la incovoiere prin soc a metalului depus cu sarme din otel
mediu sau inalt aliat utilizand placi de baza din otel cu
compozitia chimica diferita de cea a metalului depus. Se
executa proba din figura 52 cu dimensiunile din tabelul numarul 8.
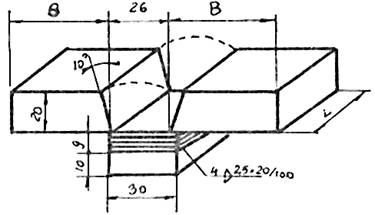
Figura 52. Proba pentru incercarea
la tractiune si incovoiere
Inainte de asamblare suprafata
placii suport se incarca cu cel putin trei straturi. Pentru
incercare se foloseste sarma din otel cu aceeasi
compozitie chimica. Pentru otelurile austenitice dupa depunerea
fiecarui rand placa se raceste cu apa.
Epruvetele pentru incercarea la
tractiune se executa conform STAS 200-95 iar epruvetele pentru
incercarea la incovoiere prin soc se executa conform STAS 7511-96
pentru epruvete cu cusatura in V si conform STAS 1400-96 pentru
epruvetele cu crestatura in U.
Tabel 8.
|
Curentul de sudare Is
A
|
Latimea B
mm
|
|
<
|
|
Incercarea de duritate se executa
conform STAS 165-88 pentru duritati pana la 450 HB si
conform STAS 492-88 pentru duritati mai mari.
Masurarea se executa in cel
putin cinci puncte asezate la o distanta de 10 . 15 mm unul
de altul, determinand media aritmetica si valoarea maxima a
acestuia.
Incercarea la tractiune se
executa pe o singura epruveta si se determina
urmatoarele caracteristici: limita de curgere; rezistenta la rupere;
alungirea la rupere; gatuirea la rupere.
Pe o alta epruveta se
determina limita la curgere tehnica la cald conform STAS 6638-89.
Daca rezultatele incercarilor
sunt nesatisfacatoare, ele se repeta pe un numar dublu de
epruvete. Aceste rezultate se considera definitive.

