Corectia de scula
Corectia de lungime
- Corectia traiectoriei programate a
sculei:
- corectii paraxiale
- corectii de raza
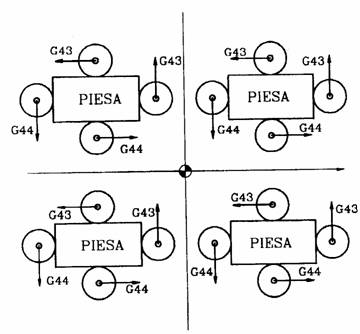
Corectii paraxiale:
Se
programeaza conturul piesei, scula se deplaseaza dupa
echidistanta.
Fig.
3.51
Programare: G43 / G44 + D _ _ sau alte functii M _ _ (de obicei pentru decalaj de masa)
La NC pentru deplasari paralele
cu axele
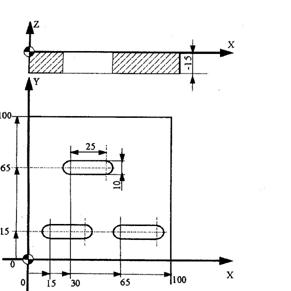
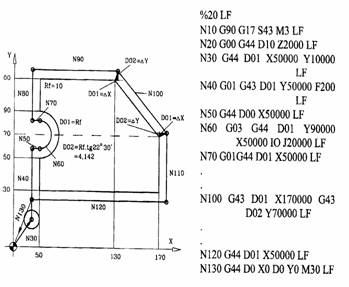
20 LF
N10 G90 G17 S43 M3 LF
N20 G00 G44 D10 Z2000 LF
N30 G44 D01 X50000 Y10000 LF
N40 G01 G43 D01 Y50000 F200 LF
N50 G44 D00 X50000 LF
N60 G03 G44 D01 Y90000 X50000
J20000 LF
N70 G01 G44 D01 X50000 LF
N100 G43 D01 X170000 G43 D02
Y70000 LF
N120 G44 D01 X50000 LF
N130 G44 D0 X0 D0 M30 LF
La
CNC nu exista restrictii:
Se programeaza [G43 /
G44 D _ _ ] inaintea axei corectate.
Corectia de lungime: caz al
corectiei paraxiale dupa axa Z
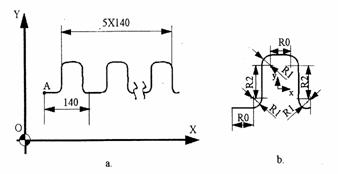
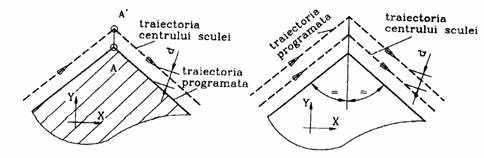
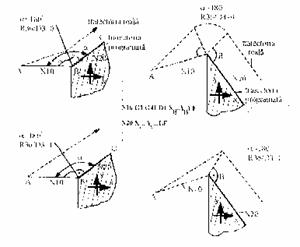
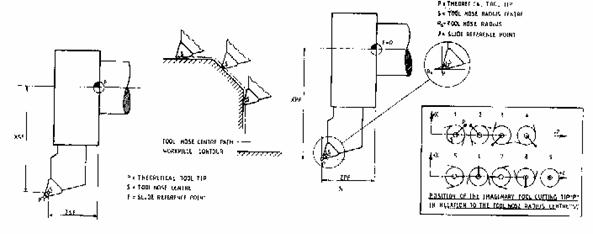
Corectia de raza. Se utilizeaza pentru prelucrari cu
periferia frezei. Nu se utilizeaza la operatii de burghiere,
tarodare, filetare.
Efect: Activarea "CR" produce deplasarea centrului sculei
dupa o traiectorie, infasuratoare cu cea programata,
situata la o anumita distanta.
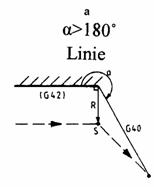
Discutie:
caz a si b
a)
b)
Fig. 3.53.
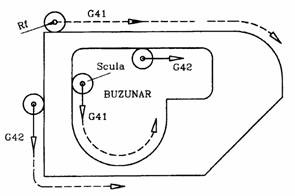 Programare: G42 / G41
Programare: G42 / G41
Anulare G40
"CR" se
recomanda a fi utilizata
o
modificarea diametrului frezei
o
utilizarea unui singur program
pentru degrosare si finisare
o
compensarea unor abateri de la
profilul teoretic
o
programarea conturului piesei
Fig. 3.53.
| | | |
|  |
| |
CR "-" : (Rf' - Rf) < 0
(negativa)
CR "+": (Rf' - Rf) > 0
(pozitiva)
Rf' -
scula utilizata in prelucrare
Rf - scula utilizata in programare
|
|
|
Fig.
3.54.
CR La NC
Programare
N20 G91 X - LF
N25 G42 D10 LF
N30 G90 LF
N20 G91 X - LF
N25 G41 D10 LF
N30 G90 LF
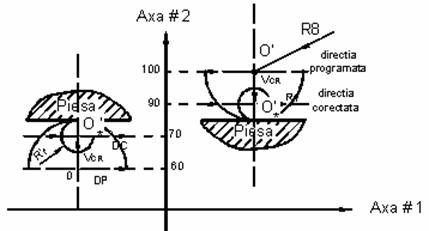
Fig. 3.55.
CR" devine activa in N25 prin deplasare!!
Anulare
corectie de raza : G40
Exemplu de program pentru CNC
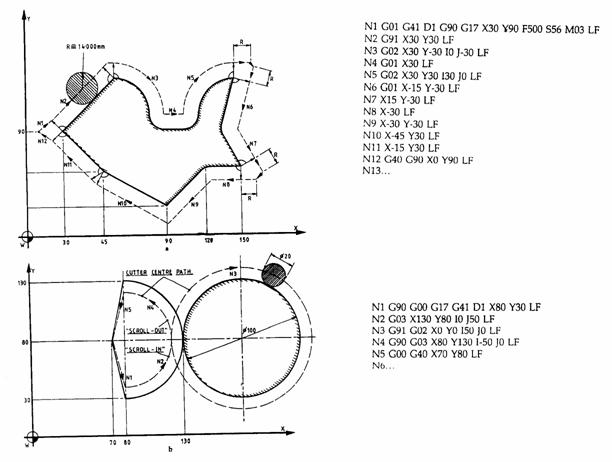
N1 G01 G41 D1 G90 G17 X30 Y90 F500 S56 M03
LF
N2 G91 X30 Y30 LF
N3 G02 X30 Y-30 I0 J-30 LF
N4 G01 X30 LF
N5 G02 X30 Y30 I30 J0 LF
N6 G01 X-15 Y-30 LF
N7 X15 Y-30 LF
N8 X-30 LF
N9 X-30 Y-30 LF
N10 X-45 Y30 LF
N11 X-15 Y30 LF
N12 G40 G90 X0 Y90 LF
N13..
N1 G90 G00 G17 G41 D1 X80 Y30 LF
N2 G03 X130 Y80 I0 J50 LF
N3 G91 G02 X0 Y0 I50 J0 LF
N4 G90 G03 X80 Y130 I-50 J0 LF
N5 G00 G40 X70 Y80 LF
N6..
|
|
Fig. 3.56.
Particularitati
ale "CR" la CNC in raport de NC.
Fig. 3.57
1. Activare
-
corectia devine activa la sfarsitul blocului in care s-a
programat
N20 G00 G42 G17 D1 XA YA LF
-
selectarea "CR" se poate programa in blocuri care contin G00, G01 sau G03
-
registrul D0 este rezervat pentru valoarea "0" a corectiei
-
citirea in devans a blocurilor din program (4-5 blocuri)
2.
In program
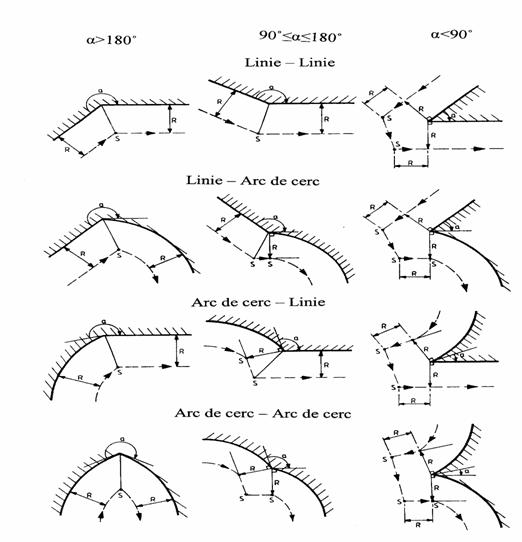
Fig. 3.58
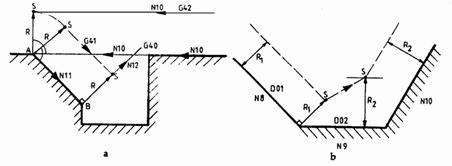
Fig.
3.59.
Este
posibila:
-
schimbarea G41 / G42 (3.59., a.)
-
schimbarea directiei "CR"
- modificarea
registrului "D" (fig. 3.59., b.)
- schimbare a
valorii registrului
(similar
cu anterior)
(fig.
3.60. , a)
- repetarea
adresei G
(fig.
3.60. , b)
|
|
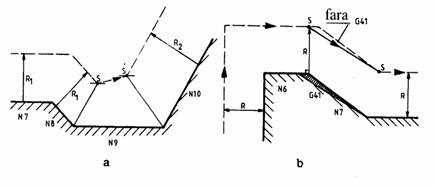
Fig. 3.60
N4 G91 D10 G41 XY..LF
N5 Y.LF N7 G41.YLF
N6 X.LF N8 X..LF
Observatii.
Programarea in blocul N7 a functiei
G41 (din nou) produce o eroare de prelucrare.
Anularea "CR"
foarte importanta
prin prisma
erorilor pe care le poate produce (G40).
- devine
activa la sfarsitul blocului
- poate fi
programata in blocuri in care G00, G01 sau G02, G03 sunt active
- G01 -
N20 G40 G10 XA.YA..LF
Alternativa:
programarea registrului D0
|
|
3. Anulare "CR"
Fig. 3.61
Traiectoria sculei la activarea
"CR" poate fi anticipata
 CNC - clasic
CNC - clasic
NUMEROM
530 CNC
Constante masina
Fig.
3.62.
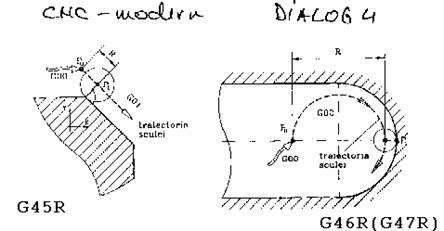
Suplimentar:
RACORDARE cu arc de cerc G62R
TESIRE G62 L
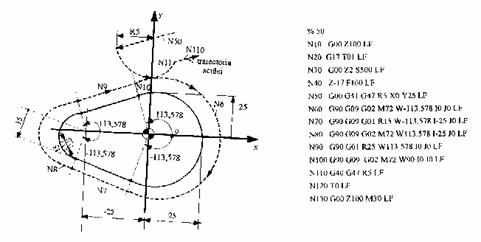
Fig. 3.63.
N10 G00 Z100 LF
N20 G17 T01 LF
N30 G00 Z2 S500 LF
N40 Z-17 F100 LF
N50 G00 G41 R5 X0 Y25 LF
N60 G90 G09 G02 M72 W-1130.578 I0 J0 LF
N70 G90 G09 G01 R15 W-113.578 I-25 J0 LF
N80 G90 G09 G02 M72 W113.578 I-25 J0 LF
N90 G90 G01 R25 W113.578 I0 J0 LF
N100 G90 G09 G02 M72 W90 I0 J0 LF
N110 G40 G47 R5 LF
N120 T0 LF
N130 G00 Z100 M30 LF
Prin
parametrii (constante de masina). Exemplu: CNC 530
a < 180o N10 G0 G41 D1 XA
YA LF a > 180o R36 / D3 = 0
R36
/ D3 = 0 N15 G9 X Y LF
a < 180o a > 180o R36 / D3 = 1
R36
/ D3 = 1
Fig. 3.62.
Alte CNC - uri (Dialog) Distanta de
anticipare R
G45
R G46 R G62
R G62 L
G47 R
Fig.
3.63.
% 80 lf
N10 G0 Z100 LF
N15 G17 T1 M6
N20 G0 X0 Y40 S1500 M3 LF
N25 Z-16 LF
N30 G41 G47 R5 X0 Y25 LF
N35 G2 G9 I0 J0 W-113.578 R15 LF
|
|
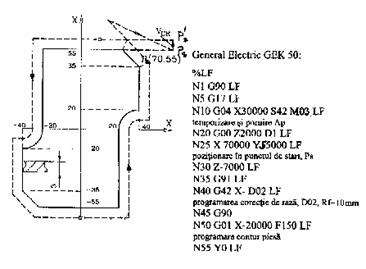
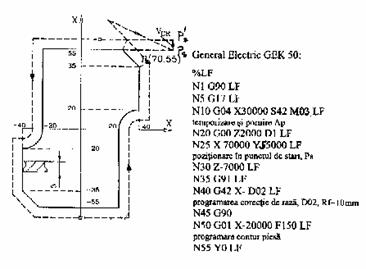
General Electric GEK 50:
%LF
N1 G90 LF
N5 G17 LF
N10 G04 X30000 S42 M03 LF
temporizare si pornire Ap
N20 G00 Z2000 D1 LF
N25 X70000 Y55000 LF
pozitionare in punctul de start, Ps
N30 G91 LF
N40 G42 X - D02 LF
programare corectie de raza,
D02, Rf=i0mm
N45 G90
N50 G01 X-20000 F150 LF
programare contur piesa
N55 Y0 LF
|
|
 Ex.: Programarea "CR" la NC clasice
Ex.: Programarea "CR" la NC clasice
M-U
: CPV - 1 ECN : GEK 50
Activarea
corectiei de raza:
Deplasarea
efectiva a sculei din Ps-Ps'
Fig. 3.65
Strunguri
Subprograme
Se utilizeaza cand aceeasi prelucrare / prelucrari
trebuie repetate pentru realizarea completa a unei piese.
Nota! Este indicata
utilizarea adresei G91 in subprograme.
Pot fi apelate:
in programul principal;
- in subprograme.
Structura
unui subprogram
| | | | | |
| |
INCEPUT : L
urmata de 3 - 4 digiti
SFARSIT :
Adresa M17, poate si precedata de orice adresa
|
|
|  |
|
| |
|
|

 INCEPUT
INCEPUT
.
.
M17

.
Apelare:
se programeaza numele subprogramului.
Numar
de repetari - de regula prin adresa P _ _
Exemplu: L131 P5
in care L131 - numele subprogramului
(1999)
P5 - numar de repetari
Fig. 3.66.
Fig.
3.67.
O structura agregata de subprograme (fig. 3.67) conduce la
scurtarea considerabila a programului de prelucrare.
| | | |
|
|
| | % 153 LF
N1 G90 G94 FSTMLF
N2 G00 X52 Z60 LF
N3 L130 P1 LF (apelare
subprogramul L130)
N80 M30 LF (sfarsit program
principal)
|
|
Fig. 3.68.
L130 LF (inceput subprogram) L230 LF
N1300 G91 G01 X-1 LF N2300 G91 G00 Z5 LF
N1301 G00 X11 LF N2301 G01 X-16 LF
N1302 L230 P2 LF N2302 G00 X 16 LF
N1303 M17 LF N2303 M17 LF
Programare parametrica
Se utilizeaza pentru a asigna valori adreselor din
program: diferite valori pentru avans, turatie, cicluri de prelucrare,
dimensiuni ale pieselor asociate cu tehnologia de grup (GT) etc.
Operatii cu parametrii (notati
cu P sau R sau )
definire parametru
R1 = 10; R1
/ 10; P4 = 60 P2 = [sin (45)]
Exemplu: % 250 LF
N1
N50 R1=10 R29=20.05 R5=50 LF
(defin. parametrii)
N58 L51 P2 LF (apelare subprogram 51, repetat de 2 ori)
N59 M02 LF
L51
N510 Z=-R5 B=-R1 LF Z = -R5
N51 X=-R29
N519 M17 LF
Calcule
Definire R1=100 sumare R1=R2 + R3
Asignare R1=R2 scadere R1=R2 - R3
Negare R1=-R2 inmultire R1=R2
* R3
R1=R3 / R3
Inlantuire de parametrii
R1
= R2 + R3 - R4 * R5 /R6 Pot
fi utilizate toate operatiile de baza.
Calcul:
pasul 1: R1=R2 +
R3 R1=R2 + R3
 pasul 2 : R1=R1 - R4 R1 - R4
pasul 2 : R1=R1 - R4 R1 - R4
 pasul 3 : R1=R1 * R5 R1 * R5
pasul 3 : R1=R1 * R5 R1 * R5
 pasul 4 : R1=R1/R6 R1 / R6
pasul 4 : R1=R1/R6 R1 / R6
R1
 Atribuiri de parametrii
Atribuiri de parametrii
Se
pot utiliza pe langa adrese (N, X, Y, Z, I, J, K, L, F, S, etc.) si
pentru structuri.
R7 =
S1200 F120 N38 R1=9.7 R2=-2.1 LF
N40 X=20.3 + R1 LF (X=30)
R8 =
X20 Y15 N41 Y=32.9 - R2 LF (Y=35)
N42 Z=19.7 - R1 LF (Z=10)
R9 = G89
Exemple
Exemplul 1
% 1 LF



N50 G0 XA..YA.LF
N60 G43 D.ZA.LF
N70 R0/50 R1/10 R2/35 L2005 F80 LF
% L20 LF
N2002 G91 G1 XR0/ LF
N2002 G03 XR1 YR1/I0 JR1/ LF
N2003 G01 YR2/ LF
N2008 G3 XR1 YR-1/ IR1/ J0 LF
N2009 M17 LF
|
|
N2004 G02 XR1/ YR1/ IR1 / J0 LF
N2005 G1 R0/ LF
N2006 G02 XR1/ YR-1/ I0 JR-1/ LF
N2007 G1 Y R-2/ LF
R2=5 - adancimea
de aschiere
B1 - punctul de
inceput / sfarsit subprogram
% 53 LF
N26 G90 XB1.YB1 LF (pozitia START)
N27 L46 P1 R0=60 R1=30 R2=5 R3=8 LF
N28 G90 XB1.YB1 LF
N29 L46 P1 R0=40 LF (pozitia START)
|
|
Exemplul 2
Fig. 3.70.
L46 LF
N5 G01 G64 G91 Z
= -R2 LF
N10 X = R0 LF
N15 G02 X=R3 Y=-R3 I0 J=-R3 LF
N20 G01 Y=-R1 LF
N25 G02 X=-R0 LF
N30 G01 X=-R0 LF
N35 G02 X=-R3 Y=R3 I0 J=R3 LF
N40 G01 Y=R1 LF
N45 G02 X=R3 Y=R3 I=R3 J0 LF
N50 G01 Z=R2 LF
% 53 LF
N1_ _ _
N2 L11 P1 R1 = 50 R9 = 10 LF
N3 _ _ _ LF
L11 LF
N1 R1 = R1 - R9 LF
N2 G00 G64 G17 G41 D01 LF
N3 R1 = R1 + R9
N4 G03 X = -R9 Y = -R9 I0 J = -R9 LF
N5 X = R1 Y = -R1 I = R1 J0 LF
N6 X = R1 Y = R1 I0 J = R1 LF
N7 X = -R9 Y = R9 I = -R9 J0 LF
N8 R1 = R1 - R9 LF
N9 G00 G40 X = -R1 Y = -R9 LF
N10 R1 = R1 + R9 M01
N11 M17 LF
|
|
N55 M17 LF
Fig. 3.71.
Alte posibilitati de
utilizare a subprogramelor
(Dialog 4) : -
macrouri
- programe locale
- repetari de blocuri
o
Macrouri : se apeleaza din memoria de macrouri a ECN. Mod
de apelare:
%40 LF
N10 G0 Z100 LF
N20 G17 T1 M6 LF
N30 G0 X25 Z15 Z2 S2000 M3 LF
N40 %%1 LF se
deplaseaza macroul 1
N50 G0 X50 Y30 LF
N60 %%1 LF se
deplaseaza macroul 1
N70 G0 X75 Y45 LF
N80 %%1 LF se
deplaseaza macroul 1
N90 G0 Z100 T0 M5 LF
%%1 LF
N1 G1 Z-8 F100 LF
N2 X110 F200 LF deplasare
incrementala pe axa X
N3 Y120 LF deplasare incrementala pe
axa Y
N4 G0 Z2 LF
|
|
n in care n este numele macroului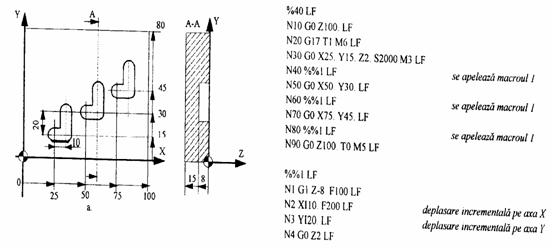
Programe locale. Pot fi apelate in: programul principal % N *
n
Nume program principal nume
program local
In macrouri
% % N * n
%45 LF
N10 G0 Z100 LF
N20 G17 T1 M6 LF
N30 G0 X92 Y-22 Z0 S2000 M3 F100 LF
N40 L3 %*1 LF se
apeleaza de trei ori subprogramul local
N50 G0 Z100 T0 M30 LF
%45*1 LF
N1 G0 Z1-4 LF deplasare incrementala pe axa Z
N2 G41 X90 Y10 G45 R2 G1
N3 G1 X10 LF
N4 X25 Y70 LF
N5 X70 LF
N6 X90 Y10 LF
N7 G40 G45 R2 LF
N8 X92 Y-22 LF pozitionare
pentru reluarea
subprogramului
|
|
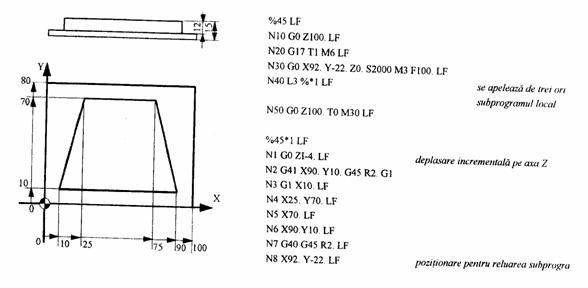
Fig. 3.73
Repetari de blocuri
Fig.
3.74.
Utilizare variabile
Tipuri
de variabile - locale [# 1 ÷ #3] Nu isi pastreaza
valoarea pe parcursul programului intreg
Clasificarea
si asignarea - comune [#1 ÷
#149] [#500 ÷ #509] pastreaza valoarea
variabilelor
specifice fiecarui -
sistem [#1000 ÷ #5105] Nu
pot fi definite de program
tip de CNC
| | | |
|
|
Adresa
|
Variabila
|
Adresa
|
Variabila
|
|
A
|
|
Q
|
|
|
B
|
|
R
|
|
|
C
|
|
S
|
|
|
D
|
|
T
|
|
|
E
|
|
U
|
|
|
F
|
|
V
|
|
|
H
|
|
W
|
|
|
I
|
|
X
|
|
|
J
|
|
Z
|
|
|
K
|
|
Y
|
|
|
M
|
|
|
|
|
| |
|
Adresa
|
Variabila
|
Adresa
|
Variabila
|
|
A
|
|
K5
|
|
|
B
|
|
I6
|
|
|
C
|
|
J6
|
|
|
I1
|
|
K6
|
|
|
J1
|
|
I7
|
|
|
K1
|
|
J7
|
|
|
I2
|
|
K7
|
|
|
J2
|
|
I8
|
|
|
K2
|
|
J8
|
|
|
I3
|
|
K8
|
|
|
J3
|
|
I9
|
|
|
K3
|
|
J9
|
|
|
I4
|
|
K9
|
|
|
J4
|
|
I10
|
|
|
K4
|
|
J10
|
|
|
I5
|
|
K10
|
|
|
J5
|
|
|
|
|
|
|
Structura
tipica de bloc pentru apelare macrou si atribuire de valori variabilelor:
G65 P_ _ _ _ _ _ _L_
_ _ _ A_ _ _ _ _C_ _ _ X_ _ _ Y_ _ _ _Y_ _ _ _Z_ _ _ _
sau
G65 P_ _ _ _ _ _ _A_ _ _ _ B_ _ _ _ _ C_ _ _ I_
_ _ J_ _ _ _ _K_ _ _ I_ _ _J_ _ _ _K_ _ _ _
in care: G65
apeleaza macroul
P (9000 - 9896) nume macrou
Adresele A ÷ Z (exceptie G, L, O, N, si P) pot fi utilizate
pentru transferul variabilelor (tabelul anterior)
Exemplu: atribuire a variabilelor
a) N80 G65 P9050 L2 A20 C10 J18 W2
A - se transfera valoarea 20 variabilei #1
C - se transfera valoarea 10 variabilei #3
J - se transfera valoarea 18 variabilei #5
b) N80 G65 P9051 B5 I3 K7 I11 K4 K8 J12
B - se transfera valoarea 5 variabilei #2
I - se transfera valoarea 3 variabilei #4
K - se transfera valoarea 7 variabilei #6
I - se transfera valoarea 11 variabilei #7
etc.
J - se transfera valoarea 12 variabilei #5
Exemplu:
0 005 programul
principal nr. 5
N50 G90 X0 Y50 Pozitionare pentru primul rand
de gauri la z=20
N60 G0 Z20
N70 G65 P9090 L3 X50 Y0 Z-20 R-15 T1000
F100 A3
Apelare
macrou si asignare valori
pentru variabile
macrou
N10 G91
N20 G90 G82 X#24 Y#18 T#20 F#9 L#1
Ciclul fix se executa de trei
ori (A=3) pentru primul rand
de gauri
N30 G00 X[3*#24] Y#24 Pozitionare la randul urmator de gauri
N40 G90 M99 Revenire in programul principal
|
|
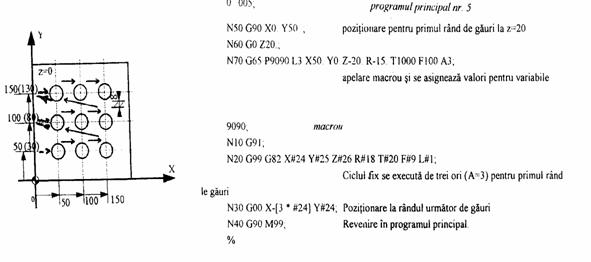
Fig.
3.75.
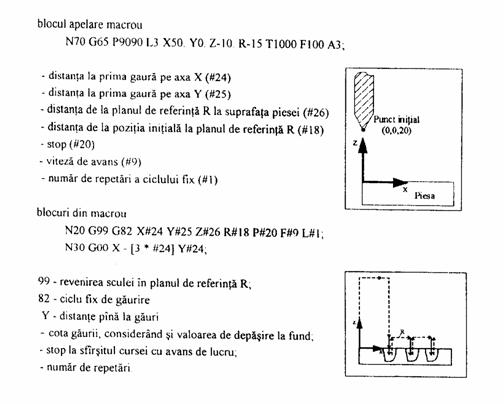
Blocul apelare macrou
N70 G65 P9090 L3 X50 Y0 Z-10 R-15 T1000 F100 A3
: - distanta la prima gaura pe
axa X (
- distanta la prima gaura pe axa Y (
- distanta de
la planul de referinta R la suprafata piesei (#26)
- distanta de
la pozitia initiala la planul de referinta R (#18)
- stop (#20)
viteza de avans
numar de repetari a ciclului fix
Blocuri din macrou
N20 G99 G82 X#24 Y#25
Z#26 R#18 P#20 F#9 L#1
N30 G00 X- #24] Y#24
revenirea sculei in planul de referinta R
82 ciclu fix de gaurire
.Y - distante pana la gauri
- cota gaurii, considerand si
valoarea de depasire la fund
- stop la sfarsitul cursei cu avans
de lucru
- numar de repetari.
|
|
Observatii: Apelarea cu G65 NU ESTE MODALA
Exista
ECN care au facilitatea apelarii modale: G66
Anulare
G66 prin G67
| | | |
|
N50 G90 G00 X0 Y0
N60 G00 Z20
N70 G66 P9081
L3 X50 R-15 Z-20 F100
N80 G00 X50 Y30
N90 G00 X50 Y80
N100 G00 X50 Y130
N110 G67
N10 G91
N20 G00 Z
N30 G01 Z#26 F#9
N40 G00 Z- [#18 +
#26]
N50 G00 X#24
N60 G90 M99
|
|
| |
- blocul apelare macrou
N70 G66 P9081 L3 X50 R-15 Z-10 F100
Semnificatia adreselor (variabilelor)
a fost deja prezentata.
- apelarea macrou
N80
G00 X50 Y30
N90
G00 X50 Y80
N100
G00 X50 Y130
Dupa fiecare bloc este apelat macroul
- macrou
N20
G00 Z
N30 G00 Z#26 F#100
N40 G00 Z - - [#18 + #26]
N50 G00 X#24
Cele patru
blocuri ce constituie macroul produc acelasi efect ca si un ciclu
fix.
|
|
|
Limbaje specializate (TNC)
TNC
355 HEIDEMHAIN
Select program
BEGIN
PGM nume program
Call tool data
-
Tool number nr. scula
-
Axa AP
3. Tool change
-
Coordonatele pozitia de schimbare scula
- Corectia
de raza (RO)
- Avansul
-
Functii M (pentru schimbare)
4 Approch starting
position
- Coordonatele punctului de start
- Corectia de raza (RO)
- Avansul
- Functii M (pornire AP, sens rotatie etc.)
5. Move the working
depth
- Coordonata adancimii de aschiere
- Avansul
6. Approch to first
contour point
- Coordonatele punctului de start
- Corectia de raza (R+, R-)
- Avansul
7. Machining to last
contour point
- Datele necesare pentru toate elementele de contur
8. Approch end
position
- Coordonatele punctului final
- Compensare radiala (RO)
- Functii M (STOP)
9. Retract tool
Coordonatele
punctului situat deasupra piesei
10.
END
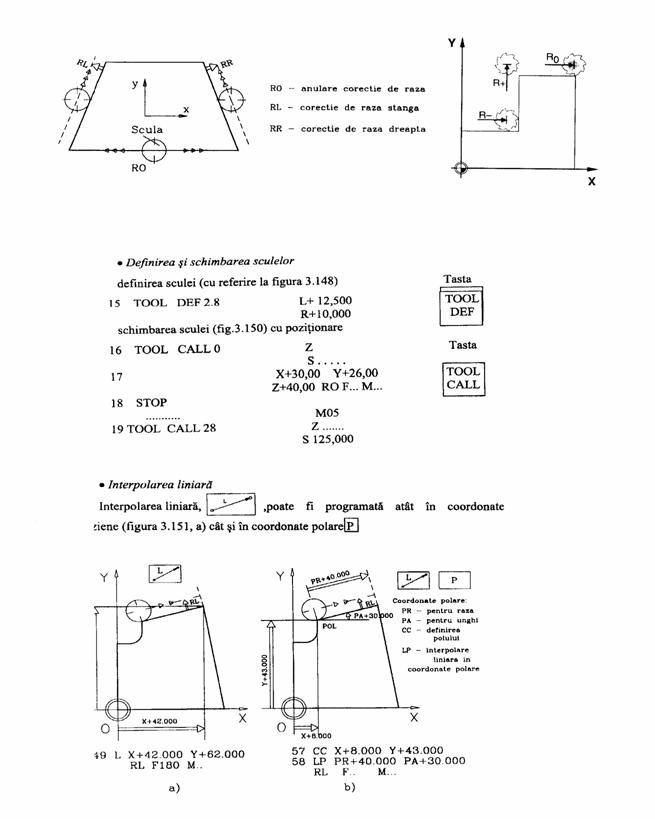
Corectia de raza
RO-anulare corectie de raza
RL- corectie de raza stanga
RR- corectie de raza dreapta
|
|
Coordonate polare
PR - pentru raze
PA - pentru unghi
CC - definirea polului
LP - interpolare liniara in
coordonate polare
|
|
- Definirea si schimbarea sculelor
|
|
- Angajarea sculei in aschiere dupa o traiectorie
circulara
|
|
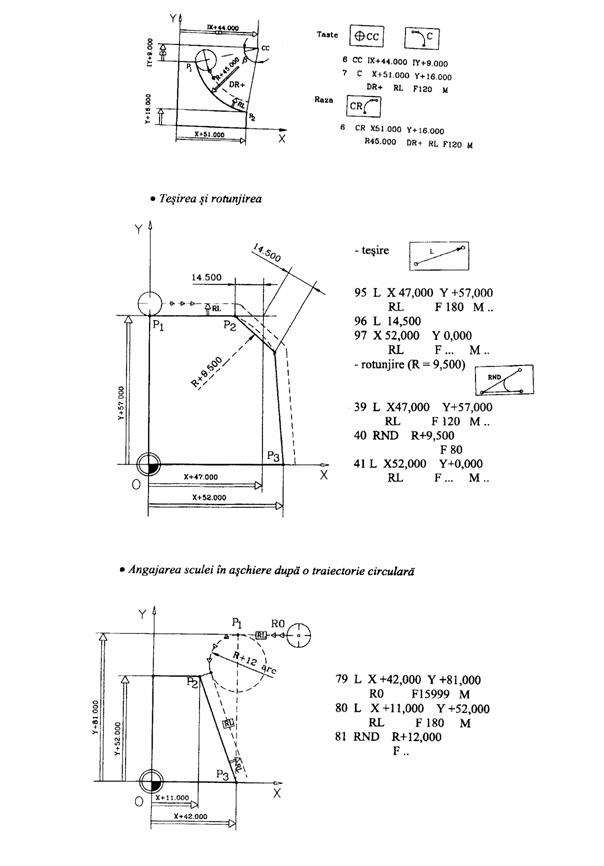
- Angajarea sculei in aschiere dupa o traiectorie
circulara
|
|
[44,46,29]