Ocrotirea
Mediului
1 ANALIZA NOXELOR SI A REZIDUURILOR POLUANTE
IN PROCESELE DE CEMENTARE - CARBONITRURARE - NITRURARE IN GAZE
Noxele poluante pentru tratamentele de cementare - carbonitrurare si
nitrurare in gaze au fost discutate in capitolul 8. Metode pentru
imbunatatirea mediului si a conditiilor de munca
la producerea si utilizarea atmosferelor controlate.
Asa cum s-a aratat, atmosferele endotermice folosite la
tratamentul de cementare si carbonitrurare contin cantitati
ridicate de oxid de carbon, care este toxic, si de hidrogen care este
exploziv. In cazul carbonitrurarii si nitrurarii, amoniacul este
un gaz foarte toxic. Pe langa metodele descrise in capitolul 8, ca de
exemplu utilizarea atmosferelor produse pe baza de azot comercial, metode
noi au fost introduse in practicarea tratamentelor termochimice si care
vor fi descrise in cele ce urmeaza.
2 METODE PENTRU IMBUNATATIREA
MEDIULUI SI A CONDITIILOR DE MUNCA LA PROCESELE DE CEMENTARE IN
GAZE
Indiferent de tehnica utilizata, principiul cementarii este
acelasi: cementarea este un proces limitat de difuziune:
timpul pentru realizarea gradientului de
carbon dorit este guvernat de rata de difuzie a carbonului in piese;
difuzivitatea creste exponential
cu temperatura absoluta, deci o difuzie rapida se obtine prin
ridicarea temperaturii.
Dezvoltarea de echipamente si procese noi de cementare este
dirijata de nevoia de a creste productivitatea, de a trata piese
variate, de a reduce efectul poluant asupra mediului inconjurator si
de a reduce costul.
Metode noi de cementare, care indeplinesc aceste
cerinte sunt:
a)
cementarea la temperatura
inalta;
b)
cementarea in vid;
c)
cementarea in plasma - cementarea
ionica.
2.1 CEMENTAREA LA TEMPERATURA RIDICATA
Prin cresterea temperaturii de cementare de
la 900°C la 950°C, timpul pentru acelasi strat se reduce la jumatate,
iar de la 955°C la 1010°C inca la jumatate, asa cum este
aratat in figura 1.
Figura 1 - Influenta temperaturii de cementare la reducerea duratei de
cementare
|
Temperatura de cementare
|
Timpul
de cementare
|
|
 900°C 900°C
|
|
|
17
ore
|
|
 930°C 930°C
|
|
|
12
ore
|
|
 955°C 955°C
|
|
|
8,5
ore
|
|
 980°C 980°C
|
|
|
6,2
ore
|
|
 1100°C 1100°C
|
|
|
4,6
ore
|
|
 1040°C 1040°C
|
|
|
3,6
ore
|
Desigur, cresterea
temperaturii de cementare poate avea efecte negative ca reducerea timpului de
viata a cuptorului de cemntare si posibilitatea de a reduce
proprietatile mecanice ale pieselor, datorita cresterii
grauntilor.
Incercari pe diferite oteluri de cementare au demonstrat ca
este posibil sa se cementeze la temperatura ridicata
fara a avea efecte daunatoare asupra
proprietatilor mecanice.
Pentru temperaturi de cementare ridicate, timpul de cementare este redus
substantial pentru obtinerea unui strat echivalent. In aceste
conditii nu se obtine o marire a grauntilor.
S-a demonstrat ca nu apoare nici o schimbare importanta la
rezistenta si rezilienta Charpy pentru piese cementate la
temperaturi intre 930 si 1040°C.
Desigur ca marirea (cresterea) grauntilor este in
functie si de otelul utilizat, existand o limita a
temperaturii pentru fiecare otel.
Pentru a face posibila cementarea la temperaturi ridicate,
producatorii de cuptoare au construit cuptoare cu bazin integrat, capabile
sa functioneze un timp indelungat la temperaturi ridicate de
cementare.
Pe langa modificari in constructia generala a
cuptorului, sunt folosite aliaje speciale pentru tuburile radiante, care
impreuna cu arzatoare cu eficienta ridicata, permit
utilizarea tuburilor radiante la temperaturi ridicate si cresterea
vitezei de incalzire.
Temperatura maxima a cuptorului modificat poate ajunge la 1065°C.
Cantitati mai mari de materiale pot fi incalzite la temperaturi
ridicate. De exemplu, pentru obtinerea unui start cementat de 1,25 mm,
cuptorul de tip nou asigura o crestere a productivitatii de
50%, respectiv 119% (1820 kg/sarja), cand functioneaza la
955°C si 1040°C, comparat cu cementarea intr-un cuptor standard (1360 kg
si la 955°C). De asemenea, este si o reducere a costului si a
substantelor poluante emanate.
2.2 CEMENTAREA IN CUPTOARE CU VID
Cementarea in vid este un proces de cemnetare la temperaturi ridicate
si presiuni sub presiunea atmosferica (sub 760 torr). Temperatura in
cazul cementarii in vid variaza intre 980°C si 1050°C (poate
ajunge pana la 1095°C). Atmosfera de cemnetare consta in hidrocarburi
ca: gazul natural, metan sau propan. Uneori azotul este folosit ca gaz
purtator in timpul procesului de cementare, presiunea in cuptor fiind
mentinuta in limita de 50 pana la 400 torr.
Fluxul de gaz poate fi mentinut constant sau alternant cand cuptorul
este vidat si alimentat cu gaze. Cementarea se produce prin disocierea
hidrocarburii gazoase pe suprafata otelului si prin
absorbtie directa a carbonului. Din reactie rezulta
hidrogen. In cazul utilizarii
metanului, reactia este:
CH + Fe = Fe(C) + 2H
La temperaturile de cementare, reactia are loc de la stanga la dreapta.
Reactia favorizeaza disocierea rapida a gazului si
absorbtia rapida a carbonului de catre suprafata calda
a otelului.
Normal aceasta reactie
nu atinge echilibrul. Echilibrul
potentialului de carbon nu este folosit in cementarea in vid.
Cementarea in vid foloseste asa-zisa metoda de difuzie in
salturi, un proces in doua trepte. In prima treapta suprafata
este saturata cu carbon, iar in treapta a doua se produce difuzia
carbonului in otel la o presiune scazuta, fapt care face sa
scada concentratia carbonului din suprafata si stratul
sa creasca.
Treapta de carburare a suprafetei se produce la o presiune de 50 la
400 torr (uzual la 300 torr). Gazele carbonizate sunt prevazute la
mentinerea acestei presiuni. Treapta de difuzie este executata la
presiunea normala in vid de 100 torr sau mai jos. In figura 2 este
prezentat un ciclu de cementare in vid. In unele cazuri ciclul de
carbuarare-difuzie poate fi repetat de mai multe ori pentru obtinerea
stratului si a gradientului de carbon dorit.
In afara reducerii timpului de cementare, ca urmare a temperaturii mai
ridicate decat cea normala, cementarea in vid are urmatoarele
avantaje:
a) deoarece
procesul se produce utilizand numai un gaz natural sau propan, necesitatea pentru un generator de
gaze dispare; daca totuai un gaz purtator este necesar, se
foloseste azot din butelii;
b) preincalzirea
si tratamentul dupa cementare se poate face in vid obtinandu-se piese
foarte curate;
c) elementele
de aliere ca: Cr, Mn, Si, nu sunt oxidate in timpul ciclului de cementare conventional, fenomen
care nu are loc in cazul cementarii in vid;
d) echipamentul
poate fi pornit si oprit in cateva minute, iar gazul este folosit numai in timpul ciclului de
carburare;
e) gazele
de evacuare din cuptorul
de cementare in vid sunt in cantitate foarte mica si nu prezinta
un pericol ecologic;
f) parametrii
procesului de cementare in vid sunt usor de controlat si rezultatele obtinute sunt
repetabile;
g) cuptorul
poate fi folosit si la alte operatii de tratament termic ca: brazarea, sintetizarea
fara curatiri speciale;
h) diferite
procese pot fi combinate, de exemplu: piese din pulberi metalice pot fi sintetizate, cementate
si calite in acelasi proces, fara a fi necesara
transportarea pieselor in alte cuptoare.
Figura 2 - Ciclul tipic pentru cementarea in vid
a)



b)
2.3 CEMENTAREA IN PLASMA (CEMENTAREA IONICA)
Cementarea in plasma nu se deosebeste foarte mult de cementarea
in vid in ceea ce priveste gazele utilizate. Cementarea in plasma
este facuta in cuptoare speciale, folosind gaze naturale la presiuni
subatmosferice, ca sursa de carbon, ceea ce elimina necesitatea
folosirii generatorului de atmosfera controlata. Sursa de carbon este
imunizata si accelerata datorita unui potential
electric intre piese si mediul din cuptor. Acest potential electric
creeaza un mediu bogat in carbon care inconjoara uniform suprafetele
ce trebuie cementate.
Spre deosebire de cementarea in gaze care utilizeaza atmosfera
endotermica, continand dioxid de carbon si vapori de apa,
in cementarea in plasma nu exista oxidanti, deci oxidarea
intergranulara la suprafata este complet eliminata.
Mecanismul transferului de carbon, la carburarea in plasma in timpul
unei incarcari luminiscente, nu este perfect cunoscut. Este posibil
ca reactiile la suprafata sa fie similare cu cele produse
la nitrurarea ionica. Ionii de carbon de fier, creati prin extragerea
atomilor de fier de la suprafata sunt atrasi de campul electric
creat la suprafata pieselor. Acest fenomen este prezentat schematic in
figura 3.
Temperaturi in general mai ridicate sunt folosite la cementarea in
plasma, comparativ cu temperaturile utilizate in cazul cementarii in
atmosfera endoterma; in plus descacarea luminiscenta este
foarte eficienta in eliminarea cu carbon a suprafetei pe aproape tot
timpul carburarii.
Combinatia alimentarii eficiente cu
carbon si a temperaturii mai ridicate a procesului in plasma permit
reducerea duratei procesului de cementare fara a deteriora calitatea
si obtinerea de piese curate si cu deformatii reduse.

 Figura
3 - Schema mecanismului
de transfer al carbonului in procesul de cementare in plasma.
Figura
3 - Schema mecanismului
de transfer al carbonului in procesul de cementare in plasma.
La cementarea in atmosfera controlata, gazele transporta
carbonul la suprafata pieselor. In cazul in care piesele au
cavitati, transportul carbonului in cavitate se face cu dificultate.
Acelasi lucru se intampla si la cementarea rotilor
dintate.
Prin comparatie, carburarea in plasma, care se produce uniform in
gauri si cavitati genereaza starturi cementate mult
mai uniforme. De exemplu asa cum este prezentat in figura 4. Cementarea in
plasma poate produce straturi uniforme in gauri nepatrunse,
avand raportul lungime/diametru (L/D) aproape de doua ori mai mare in
comparatie cu cementarea in atmosfera controlata. Cuptoarele in
care se face cementarea in plasma nu difera de cuptoarele de
cementare in atmosfera decat prin faptul ca au prevazute
instalatia de producere a luminiscentei.
Cementarea in plasma este din ce in ce mai mult acceptata in
toata lumea. Utilizarea cementarii in plasma pe o scara din
ce in ce mai mlarga, se datoreaza urmatoarelor avantaje:
a) ecologic
- procesul este curat, nu
este toxic si nu are probleme de depozitare si de manipulare a
deseurilor poluante;
b) reducerea
costului - cementarea in plasma este o metoda economica deoarece reduce necesarul de
manopera, spatiul necesar, materiale consumabile si costul de
energie; un dezavantaj este pretul ridicat al investitiei
initiale comparat cu pretul altor utilaje de tratamente termice, dar
in final costul redus de exploatare a echipamentului echilibreaza
investitia initiala;
c) repetabilitatea
- rezultatele sunt foarte
reproductibile si uniforme;
d) curatirea
- piesele nu
necesita curatire dupa cementare;
e) considerente
metalurgice - uniformitate
a stratului cementat in special pentru roti dintate si piese cu
forme complicate, lipsa oxidarii intergranulare, datorita lipsei
totale a vapoorilor de apa si a dioxidului de carbon, deformatii
reduse ale pieselor. Un alt avantaj metalurgic este posibilitatea de a cementa
oteluri cu continut ridicat de crom, care sunt greu de tratat in
procesul de cementare in atmosfera controlata.
Figura 4 - Comparatia in adancimea de cementare a unei gauri
nepatrunse
3 METODE PENTRU IMBUNATATIREA MEDIULUI
SI A CONDITIILOR DE MUNCA LA PROCESELE DE NITRURARE IN GAZE
3.1 NITRURAREA IN PLASMA (NITRURAEA
IONICA)
Nitrurarea in plasma este un proces la temperatura joasa
(400°C la 650°C), ideal pentru aplicatii in care se cere un strat
putin adanc, dar cu duritate foarte mare. Acest proces castiga
popularitate deoarece constituie o alternativa ecologica curata
la nitrurarea in gaze sau nitrurarea in bai de sare. Reactia care se
produce la procesul de nitrurare in gaze este reprezentata printr-o
simpla formula de disociere a amoniacului:
2NH3 = N + 3H
Formula indica faptul ca atunci cand amoniacul este incalzit
se disociaza in gazele componente: azot si hidrogen. Posibilitatea de
a aduce separat azot si hidrogen impreuna permite a se varia raportul
de azot la hidrogen dupa dorinta.
Daca azotul este considerat ca principalul gaz care formeaza
nitruri stabile in otel,
e- + N = N + N + 2e
atunci utilizand numai azot, gazul poate fi
ionizat ca sa produca atomi de azot neutri.
Azotul monoatomic rezultat difuzeaza in
suprafata pieselor si formeaza nitruri stabile.
In procesele conventionale de nitrurare se formeaza intotdeauna
un "strat alb". Acest "strat alb" este format de un amestec de gaze, de nitruri
epsilon si gamma care sunt foarte fragile. In cazul nitrurarii in
plasma "stratul alb" fragil poate fi inlaturat.
Ca si in cazul cementarii in plasma prin aplicarea unui
curent electric in vid are loc o descarcare luminiscenta intre piese
si gazul de nitrurare care inconjoara piesele.
Sunt doua metode diferite pentru procesul nitrurarii in
plasma.
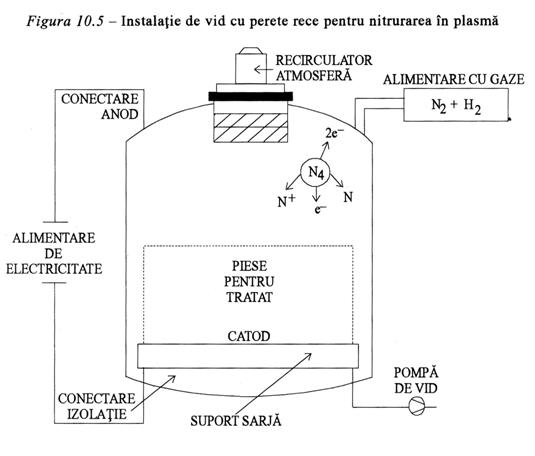
Primul sistem utilizeaza o camera in vid cu pereti reci,
fara sistem de incalzire. Incalzirea pieselor se producee
prin curentul electric care formeaza descarcarea luminiscenta.
Schema acestui tip de instalatie este prezentata in figura 5.
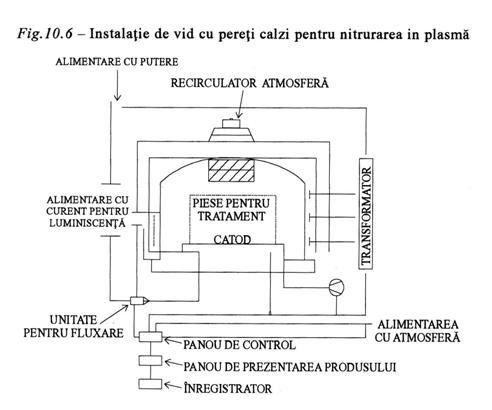
Alt sistem este instalatia
cu pereti calzi care are forma unui cuptor vertical dar care
incorporeaza o retorta cu vid. In acest sistem sursa de
caldura si voltajul pentru producerea plasmei sunt separate.
Acest sistem permite un control
mai adecvat al producerii plasmei. Folosind sistemul cu pereti calzi
pentru producerea plasmei se poate utiliza o presiune mai scazuta
fara deteriorarea ratei de difuzie.
Schema instalatiei de nitrurare in plasma cu pereti calzi
este prezentata in figura 6.
Aceleasi avantaje ca la cementarea in plasma se regasesc
si la nitrurarea in plasma, in plus cel mai mare avantaj ecologic
este reducerea consumului de amoniac care este un gaz foarte toxic.