|
Categoria de materiale auxiliare
|
Denumirea materialului
auxiliar
|
Documente restrictive
|
Caracteristici tehnice ale materialelor auxiliare
|
|
textile
|
Ata de
cusut SINTROM 63/3 Nm
|
Stas
|
Sarcina de rupere
N=22
Alungirea la
rupere(%)=18-28
Sensul
rasucirii: Z
Neregularitati
(%)65
|
|
Siret de
intarire
|
NID 20336/67
|
g =0,1mm;l=4mm
|
|
Sfoara pentru
legat comisioane
|
STAS
|
Tip 2c
Sarcina la repere:
10N
Neregularitate(%):0,5
|
|
Moltopren -
spuma poliuretanica
|
|
spuma
poliuretanica cu aspect spongios
se livreaza in
suluri cu latimea 90÷200cm
grosime 8 mm
|
|
METALICE
|
Texuri
|
STAS
|
OL 38
Diametru cap: 3.1
mm
Diametru tija: 1.2
mm
Lungime tija: 1.2
mm
Masa 0,12kg/1000buc
|
|
Ace de cusut
|
STAS 2111/81
|
Dimensiunea
corelata cu finetea materialului
|
|
Cuie
|
STAS 2111/81
|
M 1x10
Masa 0,065 kg la
100buc.
|
|
CHIMICE
|
Solutie de
cauciuc natural
|
STAS 2909/1976
|
Cauciuc cu
substanta uscata 8,5 - 11%
Rezistenta la
desprindere: 40N/cm
Densitate = 0,99
g/c3
Cauciuc vulcanizat
in benzina25%
|
|
Aracet
|
STAS
|
Continut in
substanta uscata: 60%
Densitatea:
1,04-1,07 g/cm3
|
|
Acetona
|
STAS
9790/68
|
Densitatea relativa
:0,93 0,009(200)C 0,009(200)C
Aciditate: 0,05%
Aldeihide: 0,1%
|
|
Adeziv
policloroprenic
|
STAS
|
Contine
substanta uscata: 20 -23 - 26
Rezistenta
la desprindere: 4 daN/cm
Viscozitate cupa
FORD  8mm:130±40 sec 8mm:130±40 sec
Dizolvant:
benzina + acetona+ toluen
|
|
Latex
|
STAS
|
Pe baza de
cauciuc
Continut de
substanta uscata 33±2%
Densitate 1,1 g /
cm3
Solvent in apa
Rezistenta
la desprindere in conditii uzuale = 8daN/5mm
Stabilitate
|
|
Toluen
|
STAS 70/80
|
Densitatea: 0,374
g/cm3
|
|
Termociment
|
NID 20/35
|
Punct de inmuiere
1350C
|
|
DIVERSE
|
Sanuri
|
MTI 97545 /82
|
Carton densitate:
0,89 g /cm3
|
|
Cutii de plex
|
MTI 97574/82
|
Dimensiuni:
(270*160*90) mm
Ambalaj individual
Carton tip A
Densitatea 1,5g/ cm3
|
|
Hartie ambalaj
|
MTI 97574/82
|
Coli de ambalaj cu
dimensiunea de 700*100
|
|
Folie pentru
stampilare
|
MTI 97574/82
|
Se prezinta
sub forma de sul de latime :70 mm
|
|
Etichete
|
STAS 2491/98
|
Dimensiuni:(186*113)
mm
|
|
Creion pentru
repararea defectelor
|
STAS
|
Ceara
topita +umplutura de masa ceroasa solida
Temperatura de
depozitare 320C
|
CAPITOLUL II
PROIECTAREA CONSTRUCTIVA A PRODUSULUI
Obtinerea
desfasuratei medii conventionale a calapodului
Generalitati
La baza
elaborarii constructiei incaltamintei sta copia suprafetei dorsale
si respectiv a suprafetei plantare a calapodului.
Problema aflarii
desfasuratei calapodului este foarte complexa. Deoarece
calapodul nu este un corp geometric cu
forma determinata, care
sa permita utilizarea metodelor obisnuite de
desfasurare, folosite in geometria descriptiva, aceasta
ridica probleme dificile in desfasurarea suprafetei dorsale
a calapodului.
Metoda obtinerii
desfasuratei suprafetei dorsale a calapodului trebuie sa aiba o precizie ridicata
pentru a conferi in final semifabricatului proiectat calitati superioare
privind formarea spatiala.
Desfasurarea suprafetei
dorsale a calapodului imbraca doua aspecte care afecteaza
precizia:
● mularea cat mai
fidela a unui material ajutator pe suprafata dorsala a
calapodului,
● aplatizarea acestui material cu erori de deformare tangentiale cat
mai mici.
In
legatura cu particularitatile constructive ale semifabricatului, materialul
ajutator utilizat, metoda de copiere, metoda de aplatizare, suprafata dorsala a calapodului poate
fi desfasurata in intregime, obtinandu-se o copie unica de pe suprafata
dorsala (metoda peliculei rigide),
separarea in doua, realizand desfasurarea laterala,
interioara si exterioara sau in mai multe zone in cazul
constructiilor de tip spatial si desfasurarea
separata a acestor zone cu pastrarea la lungime constanta a
contururilor comune.
Actualmente
s-au elaborat si introdus in productie cateva metode de obtinere
a copiei suprafetei dorsale cu
ajutorul carora se poate asigura construirea precisa a modelelor de
fete de incaltaminte, caracterizate printr-o inalta calitate privind formarea
semifabricatului pe calapod.
Cele mai
cunoscute metode sunt :
● metoda de desfasurare a suprafetei dorsale a calapodului
prin copiere cu hartie, carton subtire,
● metoda de desfasurare prin imbracarea calapodului cu material
textil de tip-netesuta,
● metode de copiere cu ajutorul peliculei din material termoplastic,
● metoda desfasurarii cu
tesatura impregnata cu o pelicula rigida,
● metoda de copiere cu fasii de hartie auto-adeziva,
Insemnarea
calapodului
Dupa verificarea formei si a
dimensiunilor calapodului pe suprafata dorsala a acestuia se
traseaza o serie de linii de separare si a unor puncte de control.
Suprafata dorsala este delimitata de suprafata platformei
si de cea a talpii prin muchiile de separare vizibile pe calapod.
Suprafata
dorsala a calapodului se delimiteaza in suprafata laterala
interioara si respectiv exterioara prin trasarea in zona de
calcai a liniei de separatie MN obtinuta prin unirea
punctului extrem posterior al platformei M, cu punctul extrem posterior al
talpii calapodului N, si o linie de separatie AB in zona
anterioara, trasata prin unirea punctului extrem anterior al
platformei A, cu punctul extrem anterior al talpii calapodului B.
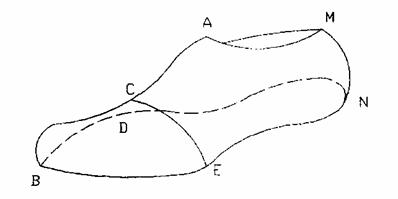
Cele doua linii de separatie sunt rezultatul intersectiei calapodului cu un plan
vertical axial longitudinal ce trece prin punctele de bombare maxima in
zona de rist si de varf, in partea anterioara si punctul de
bombare maxima la calcai in zona posterioara. Se marcheaza de asemenea, pe suprafetele laterale
interioara si exterioara, in zona degetelor, punctele de bombare
maxima D, respectiv E.
Cu ajutorul unei benzi flexibile (o fasie de hartie de 5 mm
latime) se unesc cele doua puncte, trasandu-se pe suprafata
dorsala a calapodului asa numita linie a degetelor ".
La intersectia liniei ED cu linia de separare AB se
marcheaza pe calapod punctul C, acesta fiind punctul de control ce serveste la stabilirea orientativa a deschiderii
caputei.
Copierea cu hartie auto-adeziva
Copierea cu hartie se realizeaza prin mularea
si lipirea unor sabloane de hartie, pregatite anterior, pe
suprafetele laterale ale calapodului.
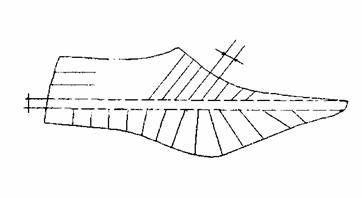
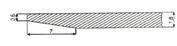
Pentru obtinerea acestor sabloane se
aseaza calapodul cu planul talpii intr-o pozitie aproximativ
perpendiculara pe planul hartiei si cu creionul in pozitie
verticala se contureaza profilul calapodului. Se indeparteaza calapodul iar la profilul obtinut se
adauga o rezerva de 15-30 mm obtinandu-se astfel conturul
sablonului pe hartie.
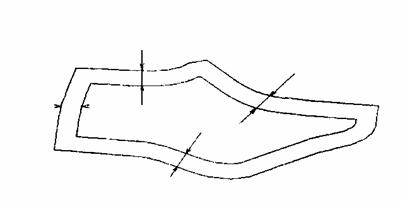
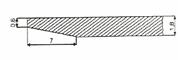
Pentru a se putea mula pe suprafata ce
urmeaza a fi desfasurata se va proceda la taierea
conturului sablonului pe directia normala la fel ca si intruna
din variantele prezentate in figurile de mai sus.
In
prima varianta din suprafata sablonului se indeparteaza
fasii in forma de clini avand baza de 5 mm iar adancimea de
40-50 mm ramanand pe contur fasii cu latimea de 10 mm.
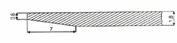
In a doua varianta pe suprafata sablonului O
se traseaza o fasie centrala avand latimea de 10-12 mm
unind zona de varf a sablonului cu mijlocul curburii posterioare.
Directia acestei fasii coincide cu directia de maxima
tensionare a fetelor in procesul formarii spatiale pe calapod.
Apoi se procedeaza la despicarea suprafetei sablonului in
fasii orientate dupa directia normala a conturului si
avand latimea de cca.10 mm.
Sablonul
pregatit in prima varianta se muleaza pe calapod prin lipire cu
solutie de cauciuc natural, solutie care permite dezlipirea
ulterioara fara deteriorarea lui, mularea facandu-se
fara incretituri sau goluri, pentru a copia cat mai corect
suprafata laterala a calapodului.
Sablonul
pregatit in a doua varianta se
va fixa pe suprafata laterala a calapodului, in lungul
fasiei centrale cu elemente de prindere apoi fiecare fasie se
aplica din aproape in aproape pe suprafata calapodului cu respectarea
plasticitatii acestuia fara aparitia unor tensiuni
suplimentare in fasii in zona de varf care ar putea conduce la
pozitii anormale a varfului copiei.
Dupa
mulare, pe sablon se traseaza cele patru linii de separare a
suprafetei ce se desfasoara, linii marcate anterior pe
calapod, respectiv linia de separare AM in zona anterioara, linia de
separare MN in zona posterioara si liniile AM si BN
corespunzatoare muchiilor calapodului. Se marcheaza de asemenea punctul
C pe linia AM.
Copia
realizata se dezlipeste de pe calapod, fara deformarea
fasiilor, lipindu-se pe o foaie de hartie, dupa care se
decupeaza conturul obtinut al desfasuratei suprafetei
laterale a calapodului, mentionandu-se carei suprafete a calapodului
apartine (exterioara sau interioara).
Obtinerea desfasuratei medii
Cele doua copii laterale nu sunt egale,
dupa cum nici calapodul nu este simetric, el reprezentand copia
fidela a piciorului. De aceea cele doua copii se vor suprapune
obtinandu-se copia medie. Suprapunerea se realizeaza in punctul
extrem posterior al copiilor si punctul de maxima curbura in
regiunea superioara a varfului.
Intre cele doua copii se traseaza
conturul mediu cu exceptia zonei inferioare a varfului si a
caputei, unde se pastreaza ambele contururi, pentru a respecta
asimetria piciorului pe aceasta portiune pronuntata,
obligandu-se la confectionarea asimetrica a acestor piese, pentru a
putea fi mulate pe calapod iar liniile mediane ale fetelor sa nu se
deplaseze fata de linia mediana a calapodului.
Se
realizeaza apoi din carton, sablonul copiei medii, astfel
obtinandu-se pe el o serie de date specifice calapodului. Pentru aflarea
lungimii copiei medii se va uni varful cu o treime inferioara a conturului
posterior si se va masura aceasta distanta.
Proiectarea ansamblului superior
Trasarea retelei de constructie
In
trasarea retelei de constructie pe desfasurata medie a
calapodului, se tine seama de particularitatile anatomice
ale piciorului subiectului pentru care a fost construita
incaltamintea. Reperele componente ale produsului proiectat
trebuie sa aiba urmatoarele proprietati :
reperele
de fete obtinute prin detalierea desenului de baza construit,
trebuie sa se muleze bine pe
calapod dupa imbinare,
liniile
de imbinare a reperelor de fete trebuie sa fie astfel plasate incat
prin prezenta lor sa nu jeneze functionarea normala a
piciorului,
reperele
de fete trebuie sa corespunda dimensiunilor calapodului pe care
se vor forma spatial, fara rezerve tehnologice mari,
proiectarea
reperelor trebuie facuta luand in considerare deformarea sistemului
de materiale, pentru a preveni denaturarea curburilor,
trebuie
tinuta seama de grosimea
reperelor intermediare (staif, bombeu) pentru prevenirea
deplasarii liniilor fetei.
Pentru
respectarea acestor principii este necesar ca pe o copie medie sa se traseze
o serie de linii de baza, linii care reprezinta urmele verticale ale
unor plane de profil ce sectioneaza piciorul considerat in pozitia orto-statica
(prin punctele anatomice importante). Liniile
de baza vor fi trasate pe desfasurata medie
conventionala a calapodului in functie de anumiti coeficienti,
calculati pe baza corelatiilor dintre parametri antropometrici ai
piciorului si sectiunile ce definesc liniile de baza. Coeficientii
pentru calculul pozitiilor liniilor de baza sunt:
|
LINIA DE BAZA
|
PUNCTUL ANATOMIC
|
COEFICIENTUL
DE CALCULUL
|
|
I
|
centrul maleolei interne
|
0,23 x 243 = 56
|
|
II
|
punctul de indoire a piciorului
|
0,41 x 243 = 100
|
|
III
|
punctul de mijloc al piciorului
|
0,48 x 243 = 117
|
|
IV
|
centrul articulatiei metatarso falangiene
|
0,68 x 243 = 165
|
|
V
|
extremitatea degetelor
|
0,78 x 243 = 190
|
Pe axa Oy se marcheaza segmentul 01 = Ht = 100 mm . Din punctul 1 se duce segmentul
1P = 0,62 Lcm = 0,62 x 243 = 150.66 mm, punctul P fiind situat pe axa Ox. Se plaseaza
desfasurata medie conventionala cu punctul posteroinferior
in punctul 1 si se roteste in partea anterioara astfel incat
punctul P sa se afle situat la
jumatatea intervalului intre cele doua
contururi ale copiei in zona degetelor sau cu conturul inferior tangent la Ox
in punctul P daca
desfasurarea are un singur contur in zona degetelor. Asezand
desfasurata medie conventionala in aceasta pozitie se
traseaza conturul ei.
Se
traseaza apoi sistemul de referinta x'O'y' astfel incat axa O'x' trece prin punctele 1 si P iar axa O'y' este
perpendiculara pe axa O'y' si
tangenta la punctul de bombare maxima a conturului posterior al
desfasuratei. Din originea sistemului x'O'y' in lungul axei O'x' se
masoara distanta x1 pana in dreptul liniilor de
baza si se traseaza aceasta perpendiculara pe O'x'.
Linia
CP, reprezinta linia degetelor ce se traseaza unind punctul C situat
la intersectia liniei de baza IV cu conturul la partea
superioara a copiei medii, aceasta linie servind la trasarea
conturului anterior al carambului precum si la trasarea conturului
caputei la pantofii decoltati pentru femei. Pe linia CP se
marcheaza punctul 2 situat la distanta 2 - P = CP/2 + 5 mm punctul 2
fiind orientativ in trasarea cheitei.
Linia
ajutatoare 2 - 4 care va servi la construirea conturului superior al
carambului se obtine unind punctul 2 cu punctul de maxima
inaltime al carambilor 4 ( la pantofi).
Pozitia
punctului 4 se determina masurand din punctul 1 inaltimea
carambilor la spate:
1- 4 = 0,15
x Nm + 24 mm la, femei si adolescenti.
Linia C - 5, serveste orientativ la
trasarea conturului carambului in zona ristului, se obtine unind punctul C cu punctul 5 situat la
jumatatea segmentului marcat de liniile de baza II si III pe
copia medie.
Adoptarea rezervelor tehnologice
Stabilirea
marimii rezervei de tragere, depinde de constructia
semifabricatului, grosimea si deformabilitatea materialelor folosite,
metoda de formare a semifabricatului, sistemul de confectie, grosimea
reperelor intermediare. Rezerva de
tragere se stabileste in cele mai caracteristice zone ale conturului inferior
al copiei medii: in zona de varf; in lungime si latime; in zona
degetelor; a glencului si in zona de calcai in functie de
sistemul de confectie si de deformabilitatea semifabricatului.
Punctele
obtinute se unesc printr-o curba continua avand aceeasi
alura ca si conturul inferior al copiei.
In regiunea inferioara unde copia
medie reprezinta de regula ambele contururi (interior si
exterior) rezerva de tragere se traseaza la ambele contururi, mentinand
astfel pe caputa aceeasi simetrie ca si pentru calapod, din
considerente aratate anterior (de pastrare a liniei mediane a
fetelor in pozitia medie normala in procesul de formare
spatiala a fetelor prin tragere pe calapod).
Valorile
se vor adopta diferentiat in functie de deformabilitatea materialelor
(valori maxime pentru semifabricate din: bizon, box fata
corectata, piei porcine cu fata acoperita valori medii pentru: box cu
fata naturala; valori minime pentru: spalt, velur).
Astfel pentru sistemul I.L.
pentru fete din piele box cu
fata naturala adoptam urmatoarele rezerve :
zona punctului tocului 14 mm ;
zona mijlocul tocului 15 mm ;
regiunea glencului 16 mm ;
regiunea
degetelor 14 mm
;
inceputul varfului 12 mm ;
mijlocul varfului 10 mm ;
punctul
degetului 8 mm
Rezervele de pregatire a
marginilor
Au valori diferite in functie de
modul de prelucrare a marginilor vizibile.
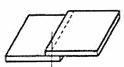
Piese
cu margine indoita - este un mod de prelucrare frecvent utilizat,
aplicandu-se atat la repere din piei naturale cat si din inlocuitori. In
acest caz se lasa o rezerva de 4mm, anterior indoirii, marginea fiind subtiata pe o
latime dubla fata de rezerva pentru a evita
ingrosarea marginii in urma indoirii.
Rezervele de imbinare a marginilor
Aceste
rezerve au valori diferite in functie de tipurile de imbinari utilizate
(modul de asociere al reperelor de imbinare, grosimea reperelor, numarul
de cusaturi, prezenta perforatiilor, etc).
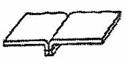
Imbinarea
prin suprapunere - in acest caz reperul superior, cu marginea
pregatira, se suprapune peste reperul inferior, a carui margine
a fost subtiata anterior pentru a evita ingrosarea
sectiunii semifabricatului in zona de suprapunere. Rezerva reperului
inferior, in vederea imbinarii se calculeaza in functie de
numarul de cusaturi, distanta intre margine si
cusatura, distanta intre cusaturi, existenta
perforatiilor si marimea lor. etc.
Se
recomanda urmatoarele normative de calcul:
- distanta de la marginea
prelucrata a reperului superior pana la prima cusatura
0,8 - 1mm,
- distanta dintre
cusaturi apropiate in absenta perforatiilor 0,8 - 1,5 mm.
- distanta de la ultima
cusatura la marginea reperului inferior la piei si
inlocuitori de piele:
4 -5 mm.
Ultima
distanta este necesara pentru a asigura prinderea reperului
inferior in ultima cusatura, marginea acestuia nefiind vizibila
in timpul coaserii avand volum redus ca si grosime prin subtiere.
Proiectarea subansamblului exterior
Diversitatea modelelor de pantofi poate
fi conventional grupate in cateva tipuri constructive, diferentiate
in functie de: modul de fixare pe picior, gradul de acoperire a piciorului,
modul de imbinare a detaliilor de fete, modul de imbinare a detaliilor de
captuseala, metoda de formare spatiala si
sistemul de confectie.
Asa cum s-a mentionat anterior, la
baza elaborari desenului de
baza al fetelor sta desfasurata medie conventionala (copia medie) a
calapodului. Realizarea unei
constructii rationale este determinata de respectarea unor
principii generale privind elaborarea linilor de constructie in dependenta cu:
- particularitatile anatomice ale piciorului mediu
reprezentativ pentru aceasta grupa de purtatori;
- deformabilitatea sistemului de
materiale in sensul prevenirii denaturari liniilor de contur in
procesul formari spatiale;
- particularitatile plastice ale calapodului (suplete sau
plinatate in zona degetelor) in vederea adaptarii liniilor de constructie la plastica
calapodului.
Proiectarea caramb-caputa
La inaltimea cu toc inalt
marginea superioara se proiecteaza asimetric in regiunea boltii
piciorului. Se recomanda ca latura interioara sa fie mai
ridicata cu 10 ÷ 17 mm pentru a acoperi corespunzator adancitura
naturala de pe suprafata interioara a piciorului, asimetria
crescand odata cu inaltimea tocului.
La trasarea conturului posterior al
pantofului, linia superioara a fetelor se micsoreaza cu 2÷5
mm (segmentul 44´) fata de copia medie pentru a
asigura tensionarea marginii superioare a semifabricatului in procesul
formarii spatiale, consumarea capacitatii de deformare plastica a sistemului de materiale din
care se structureaza si ca urmare, asigurarea unei bune aderente
sa picior a incaltamintei in zona postero-laterala in
timpul utilizarii ei.
Punctul 4 caracterizeaza
pozitia inaltimii carambului la spate pentru acest sortiment.
Conturul posterior va fi reprezentat sub forma unei curbe line ce trece prin
punctul 4´ si continua conturul posterior al copiei medii
prelungindu-se pana la intersectia cu linia rezervei de tragere.
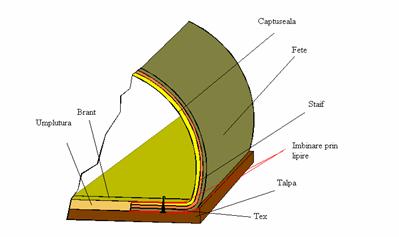
fete
Proiectarea subansamblului intermediar
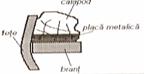
Proiectarea staifului
Staiful
este reperul rigid, apartinand subansamblului intermediar, ce are rolul de a rigidiza
si mentine forma spatiala a zonei de calcai a
incaltamintei si totodata de a asigura un contact cat mai fidel intre
incaltaminte si picior in perioada utilizarii acestuia.
Forma
staifului depinde de destinatia incaltamintei,
inaltimea tocului, particularitatile constructive ale
ansamblului superior (fete, captuseli). Pentru a se asigura
strangerea zonei de calcai a piciorului de catre incaltamintea de tip pantof
este necesar ca marginea superioara a staifului rigid precum si a
fetelor sa fie puternic tensionata. In acest sens la pantoful decupat este necesara ca
marginea superioara a staifului, dupa formare, sa nu
aiba posibilitatea de intindere libera la prelucrarea staifului
(subtiere, preformare, formare-spatiala) realizandu-se deformari ale conturului superior al reperului si ca urmare proiectarea reperului plan
se realizeaza in conditiile in care aripile staifului sunt inclinate
in sus fata de orizontala.
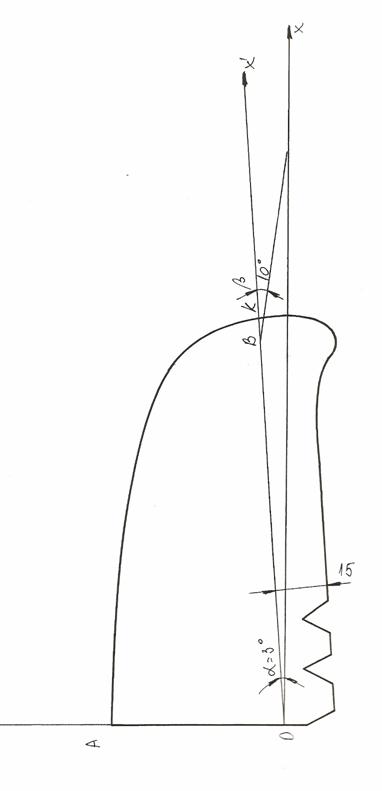
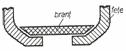
Conturul inferior al staifului trebuie
sa corespunda conturului
inferior al sectiunii vertical- longitudinale a calapodului. Segmentul OB
pana la sectiunea 0,41 Lp este
aproape o linie dreapta de aceea conturul inferior al staifului in aceasta zona se traseaza
sub forma de linie dreapta .
Din
punctul B, conturul inferior al sectiunii vertical-longitudinale a calapodului
isi modifica directia.
Lungimea
aripilor staifului trebuie corelata de asemenea cu inaltimea tocului (cu atat mai mare cu cat
inaltimea tocului ht este mai mare) tocmai pentru a
asigura stabilitate ridicata piciorului in incaltaminte.
Inaltimea staifului rigid se
determina cu relatia OA = 0,15Nm + (8 ÷ 10 mm). Conturul
superior al staifului se
traseaza rotunjit tocmai pentru a asigura un contact cat mai fidel al staifului la picior. Rezerva
de tragere la partea inferioara se adopta in functie de sistemul
de confectie al produsului. Pentru sistemul de confectie I.L. -
latimea rezervei adoptata este de 15 (mm).
Pe
conturul inferior, staiful prezinta taieturi cu adancimea de 8 - 10 mm in vederea unei bune
formari a rezervei de tragere a acestuia.
Proiectarea subansamblului
interior
Captuselile, ca parte
componenta a ansamblului superior indeplinesc functii importante atat
in faza de confectionare, cat si in cea de utilizare a produsului:
- captuselile exterioare diminueaza posibilitatea
de rupere a fetelor in
procesul formari spatiale prin preluarea partilor din
efortul de intindere la care este supus semifabricatul,
- protejeaza suprafata
dorsala a piciorului impotriva
actiunii exercitate de catre cusaturile de imbinare a reperelor
de fete,
- evita contactul direct al
piciorului cu reperele rigide ale ansamblului superior (staif,
bombeu),
- protejeaza fetele de
actiunea directa a
transpiratiei, prelungind astfel durata de utilizare a produsului,
- au rolul de a preveni deformarea
fetelor in timpul exploatari produsului, asigurand
pastrarea in timp a aspectului estetic al produsului.
Alegerea
materialelor din care se confectioneaza reperele captuselii exterioare trebuie sa aiba in vedere solicitarile
specifice diverselor zone ale semifabricatului atat in timpul
confectionari, cat si la purtare.
In
timpul purtarii produsului, ca urmare a usoarelor alunecari ale
piciorului in incaltaminte, atat in sens longitudinal cat si
in sens transversal, se produce o intensa uzura prin frecare a
captuselilor exterioare in
regiunea calcaiului, la limita superioara a carambului si in zona ristului, motiv pentru
care reperele captuseli exterioare
in aceste zone se confectioneaza numai din materiale textile care au o buna
rezistenta dar care ofera piciorului un confort sporit. La baza
elaborarii constructiei captuselilor exterioare sta
conturul desenului de baza a fetelor fara rezervele de
prelucrare a marginilor si de asamblare a reperelor. Conturul
captuselilor exterioare se traseaza corespunzator
particularitatilor constructive ale modelului de fete.
Captuseala
exterioara se construieste dupa conturul modelului proiectat,
fiind alcatuite din dintr-un singur reper din
mesina iar staiful din spalt, tot dintr-un singur reper.
Captuselile exterioare se vor fixa la partea superioara a
carambilor de piele prin intermediul unei cusaturi. La proiectarea
captuselilor, imbinarea dintre repere este de 5 mm, rezerva de finisare
dupa coasere este de 2mm, iar rezerva de tragere este cu 2-3 mm mai
mica decat fetele.
captuseli
Proiectare reperelor ansamblului
inferior
In
proiectarea ansamblului inferior s-a pornit de la desfasurata
suprafetei plantare a calapodului cu ajutorul careia se traseaza
conturul brantului.
Ansamblul
inferior este format din subansambluri:
- subansamblul interior brant, intaritura
de brat, acoperis de brant si glenc
- subansamblul intermediar:
umplutura
- subansamblul exterior:
talpa.
Obtinerea desfasuratei suprafetei plantare
Obtinerea desfasuratei suprafetei
plantare, care reprezinta de fapt brantul se realizeaza prin
copierea: cu material textil de tip netesut, materiale termoplastice, tesatura
impregnata cu o pelicula rigida sau alte materiale flexibile
precum benzi de hartie auto-adeziva.
Se
imbraca suprafata plantara a calapodului cu fasii de hartie
auto-adeziva mulate longitudinal utilizand aceeasi metoda ca si in cazul obtinerii copiei
medii a calapodului.
Se
marcheaza linia de separatie intre suprafata plantara
si cea dorsala a calapodului si se decupeaza
obtinandu-se conturul
desfasuratei suprafetei plantare a calapodului sau
brantului.
Proiectarea brantului
Conturul
exterior al brantului este identic cu al desfasuratei
suprafetei talpii calapodului la marea majoritate a sistemelor de
confectie. Se poate construi in baza dimensiunii si conformatiei
hartii antropometrice a piciorului mediu respectiv pentru grupa de
consumatori.
Proiectarea intarituri de brant
Se
proiecteaza dupa conturul brantului in zona de calcai
si zona glencului. Se construieste axa plantara si se
marcheaza centrele articulatiilor metatarso-falangiene I si
V la 10 ÷ 20 mm pentru a se evita
rigidizarea brantului in aceasta zona si diminuarea prin
aceasta a amplitudinii miscarilor de incovoiere.
Linia
anterioara a intariturii poate fi dreapta sau usor curbat.
In partea posterioara, intaritura de brant are acelasi
contur cu cel al brantului.
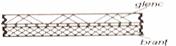
Proiectarea glencului
Glencul este o lamela profilata din otel plasata
intre brant si intaritura
de brant dupa axa glenc
calcai. Linia anterioara a glencului se plaseaza la 10÷12 mm in
spatele liniei anterioare a intarituri de brant, iar linia
posterioara se recomanda sa treaca de linia frontului
tocului cu 18 ÷ 20 mm in cazul tocului jos.
Linia
anterioara a glencului se plaseaza cu 10 - 12 mm in spatele liniei
anterioare a intariturii de brant. Acelasi glenc se poate folosi
pentru trei marimi succesive de incaltaminte.
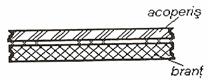
Proiectarea acoperisului de
brant
Acoperisul de brant se plaseaza in interiorul
incaltamintei pe suprafata interioara a brantului
si indeplineste multiple functiunii:
- protejeaza
piciorul de leziuni din partea capetelor elementelor de prindere metalice
si ale neregularitatii prezente pe suprafata
brantului,
- imbunatateste
proprietatile igienice ale incaltamintei,
- imbunatateste
aspectul estetic interior al incaltamintei.
21
Se recomanda pentru majoritatea produselor sa se
proiecteze un acoperis intreg de brant, uneori se poate realiza
si acoperisul de brant in zona de calcai - glenc sau numai
in zona calcai.
Pe considerente
igienice si de prelungire a duratei de utilizare a
incaltamintei este de preferat acoperisul intreg de brant.
Acoperisul de brant se proiecteaza plecand de
la conturul brantului pe care trebuie sa-l acopere. El se
proiecteaza cu 2 mm mai mic decat brantul, pe tot conturul brantului.
Proiectarea umpluturii
Se proiecteaza in
functie e conturul brantului. Se contureaza rezerva de tragere
pe calapod avand o latime de 15 mm. In interior, la cca 2 mm de
rezerva se traseaza conturul umpluturii. Marginea umpluturii se
traseaza dincolo de linia I -V cu 20 mm.
Indicatii privind marcare, ambalarea, depozitarea si
transportul produselor de incaltaminte
Marcarea produselor de incaltaminte
Aceasta
marcare se face in conformitate cu prescriptiile din S.T.A.S. 6741-1987.
Ansamblul
superior se marcheaza cu urmatoarele specificatii:
a) marca de fabrica a
intreprinderii producatoare,
b) marimea (lungimea,
largimea),
c) numarul modelului,
d) data fabricatiei,
e) numarul de program si
comision,
f) numarul standard de produs,
g) semnul organului de control tehnic al calitati (pe dreptul).
Specificatiile
a,b,c,d,e,f, se inscriu in interiorul
incaltamintei, pe partea superioara a captuselii
exterioare a carambului pe fiecare
bucata din pereche.
La
incaltamintea la care nu este posibila marcare pe caramb,
acesta se face pe o alta piesa
din interior sau pe o panglica atasata astfel incat
inscriptia sa fie
vizibila si estetica. Specificatia g se inscrie pe o singura bucata din pereche.
La
incaltamintea cu talpa din cauciuc sau din alte sortimente
corespunzatoare care nu se pot poansona, marcare se face in interiorul
incaltamintei pe acoperisul de brant sau talonet, trecandu-se
doar specificatiile b, c, d.
Inaltimea cifrelor pentru marcare incaltamintei
trebuie sa fie 4 - 6 mm de aceeasi marime pentru fiecare
specificatie.
Marcarea
trebuie sa fie facuta vizibila, rezistenta si
estetica conform mostrei omologate
sau a intelegeri dintre parti.
Marcare ambalajelor
individuale
Ambalaje individuale pot fi marcate
diferentiat. Marcare ambalajelor individuale cuprinde specificatiile
:
a) marca de fabrica a intreprinderii
producatoare,
b) denumirea produsului,
c) marimea,
d) numarul modelului,
e) felul materialelor de fete
si culoare,
f) felul materialului de talpa,
g) pretul de vanzare cu
amanuntul,
h) clasa de calitate,
i) numarul standard de produs.
Pentru
incaltamintea de copii, etichetele vor fi diferentiate prin
culori in functie de marime astfel:
- pana la 140 mm-rosu,
- de la 145-165 mm-oranj
- de la 170-190 mm-verde,
- de la 195-205 mm-albastru,
- de la 210-235 mm-violet.
Marcare ambalajelor colective si de
transport
Ambalaje
colective si de transport se marcheaza prin etichetare cu
urmatoarele specificatii:
a) marca
de fabrica a intreprinderii producatoare,
b) denumirea produsului,
c) felul materialelor de fete si
culoare,
d) felul materialului de talpa,
e) numarul de perechi din fiecare marime,
f
) numarul modelului,
g) clasa
de calitate.
Ambalarea
Fiecare
pereche de incaltaminte se ambaleaza intr-o singura
cutie de carton sau mucava. Cele doua bucati
se invelesc in hartie fiind separate intre ele. Se foloseste hartie
matase conform S.T.A.S. 3790-1980 pentru incaltamintea de
lux, si hartie de uz general, conform S.T.A.S. 82-1980 la celelalte
sortimente de incaltaminte. Fiecare pereche invelita se introduce
intr-o cutie de carton, conform S.T.A.S 10475-1983.
Se
pot ambala cate 10 perechi de incaltaminte de culori, sortimente,
modele si marimii identice in ambalaje colective cu separator fagure.
Sortimentele de incaltaminte care pot fi ambalate in acest fel,
precum si numarul perechilor din cutie, se stabileste prin conventie intre parti.
Cutiile, atat cele individuale cat si cele colective se stivuiesc pe paleti
si sunt introduse in containere sau lazi, care trebuie sa fie curatate,
uscate si in buna stare.
Cu
acordul partilor, cutiile individuale legate in pachete cate cinci,
in cruce, sau cele colective pot fi introduse direct in mijlocul de transport
daca sunt asigurate masurile necesare pentru transportul
corespunzator. La stabilirea tipului, dimensiunilor si folosirea
ambalajelor trebuie respectate dispozitiile in vigoare privind producerea si circulatia
ambalajelor.
Depozitare si
transport
Depozitarea
se face in incaperi uscate, aerisite, ferite de intemperii, cu
temperatura cuprinsa intre (10-250C) si umiditatea
relativa a aerului φ = 65%, la distanta de cel putin
un metru de orice sursa de caldura. Cutiile se depoziteaza
pe rafturi, stelaje sau pe un gratar situat la 15 - 20 cm de podea, in
stiva de 10 - 20 de cutii suprapuse. Distanta dintre stelaje, rafturi
si pereti trebuie sa fie de 0,7 m.
Transportul incaltamintei se
realizeaza cu diferite mijloace de transport pentru protejarea
incaltamintei contra actiunii directe a intemperiilor. Pe
pardoseala mijlocului de transport si deasupra ambalajelor se aseaza hartii pentru protectia ambalajelor.
Magaziile
trebuie prevazute cu o
ventilatie corespunzatoare, usor accesibile iar depozitarea se
va face ordonat respectand normele P.S.I
. in ceea ce priveste distanta culoarelor.
CAPITOLUL III
ELABORAREA MODELULUI DE ASEZARE TEORETICA
Normarea consumului de piei naturale pentru fete de
incaltaminte
In afara de utilizarea
corespunzatoare a zonelor topografice ale pielii, in procesul croirii
trebuie acordata o mare atentie utilizarii economice a
materialelor (65-70% din costul unei perechi de incaltaminte
fiind determinat de costul materiilor prime).
Acest
lucru trebuie sa atraga atentia asupra necesitatii
reducerii consumului de materiale actionand in doua directii:
proiectare
rationala a contururilor reperelor componente (contururi ce sa permita
o asezare cat mai compacta pe suprafata materialului),
utilizarea
rationala a materialului la croire, care depind de o serie de factori:
forma si dimensiunile materialelor;
raportul
de marime intre repere si material;
varianta
de asezare adoptata;
tehnologia
de taiere;
calificarea
muncitorului;
Marea
majoritate a reperelor componente ale incaltamintei au contururi
curbe care la asezarea reperelor pe suprafata materialului permit puncte de tangenta sau zone
relativ mici de tangenta liniara.
Daca avem
contururi cu forma regulata, asezarea unui astfel de contur de tipar se poate face prin
tangenta pe intreg conturul
fara a da nastere la pierderi de material.
Diversele categorii de deseuri sunt
generate in principal de configuratia reperului, dimensiunea materialului,
tehnologia de taiere si calitatea materialului.
Categorii de
deseuri:
1. deseuri marginale - apar in zonele marginale ale produsului
datorita necoincidentei conturului reperelor cu cel al pielii;
2. deseuri normale - apar la
asezare reperelor identice ca forma si marime;
3. deseuri de tipar - apar la tipare de forme si marimi
diferite;
4. deseuri prin punti - doua tipare vecine nu se pot
aseza tangential ci distantate
deoarece la croire apare o strivire a materialului de catre cutit.
Factorul de asezare se calculeaza
dupa urmatoarea formula
Fa =  X 100 %
X 100 %
Unde:
Aset - suma ariilor
reperelor setului
Aparalelogram - suma ariilor paralelogramelor ce includ
reperele setului
Calculul
factorului de asezare pentru reperele fete din piele
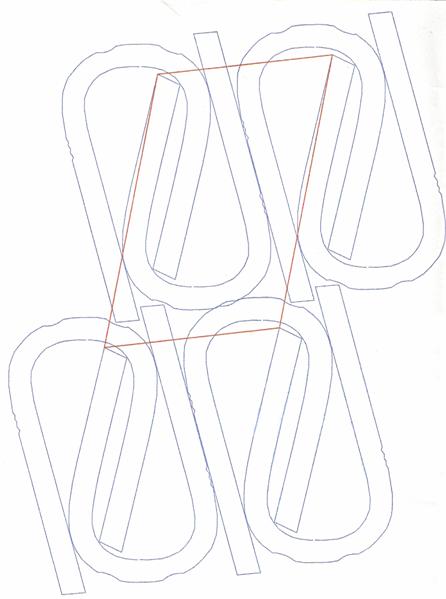
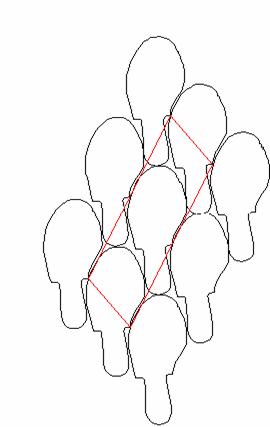
Calculul factorului de asezare
pentru reperul caputa
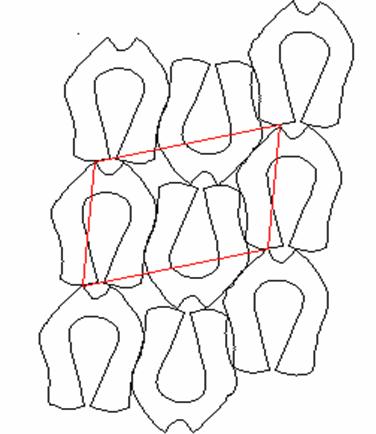
Model de asezare
teoretica:
Aria reperului: 2,93[dm2]
Perimetru reper: 12,06
[dm]
Aria paralelogramului:
8,59 [dm2]
Numar
de repere: 2 (la pereche)
Factorul
de asezare: 68,21 [%]
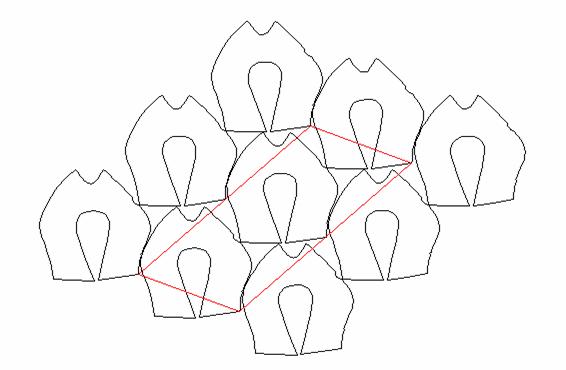
Calculul factorului de asezare
pentru reperul decor
Model de asezare
teoretica:
Aria reperului: 0,92[dm2]
Perimetru reper: 9,19 [dm]
Aria paralelogramului: 2,74
[dm2]
Numar
de repere: 2 (la pereche)
Factorul
de asezare: 67,15[%]
Calculul factorului de asezare
pentru reperul inel bareta
Model de asezare
teoretica:
Aria reperului: 0,11 [dm2]
Perimetru reper: 1,67 [dm]
Aria paralelogramului:
0,24[dm2]
Numar
de repere: 2 (la pereche)
Factorul
de asezare: 91,66 [%]
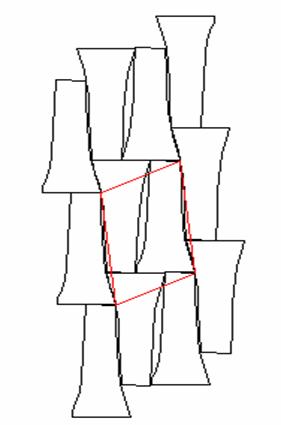
Calculul
factorului de asezare pentru reperul bareta

Model de asezare
teoretica:
Aria reperului: 0,43[dm2]
Perimetru reper: 6,39 [dm]
Aria paralelogramului:
0,97[dm2]
Numar
de repere: 2 (la pereche)
Factorul
de asezare: 88,66 [%]
Denumire reper
|
Nr. repere
similare in pereche
|
Aria (dm²)
|
Aria
paralelogramuli
(dm 2)
|
Perimetru
(dm)
|
Factorul de
asezare
|
|
A unui reper
|
A reperelor
din set
|
A unui reper
|
A reperelor din
set
|
A unui reper
|
A reperelor din
set
|
|
Caputa caramb
|
|
|
|
|
|
|
|
|
|
Bareta
|
|
|
|
|
|
|
|
|
|
Decor
|
|
|
|
|
|
|
|
|
|
Inel bareta
|
|
|
|
|
|
|
|
|
|
Imbracaminte de toc
|
|
|
|
|
|
|
|
|
|
Total:
|
|
|
|
|
|
|
|
|
Calculul indicelui de utilizare a
materialului :
U
= Fa -  X 100 = 60,6 %
X 100 = 60,6 %
Unde:
Fa = factor de asezare
W
=  = 35,77
= 35,77
Unde:
A - aria materialului
care are valoare constanta 35 sau 39.
m - este obtinut din
relatia m = Aset / n
=1,09
Aset - aria setului
(perechi ) dm2
n - numarul reperelor din set
Pset - perimetrul setului
Aset - aria setului celor 2
repere din pereche
Calculul normei de consum se face dupa
urmatoarea formula
Nc
=  = 14,49dm2/pereche
= 14,49dm2/pereche
|
Norma de consum se
calculeaza pentru materialul de calitate medie la numarul mediu de
marime din serie
|
Ic
|
nc
|
U%
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Calculul
factorului de asezare pentru reperele captuseli din piele
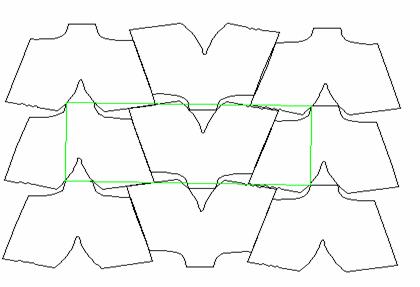
Calculul factorului de asezare
pentru reperul caputa
Model de asezare
teoretica:
Aria reperului: 2,55[dm2]
Perimetru reper: 9,80 [dm]
Aria paralelogramului:
7,04 [dm2]
Numar
de repere: 2 (la pereche)
Factorul
de asezare: 72,44 [%]
Calculul factorului de asezare
pentru reperul antiglisor
Model de asezare teoretica:
Aria reperului: 0,82[dm2]
Perimetru reper: 4,2 [dm]
Aria paralelogramului:
1,80 [dm2]
Numar
de repere: 2 (la pereche)
Factorul
de asezare: 91,11[%]
Calculul factorului de asezare
pentru reperul bareta

Model de asezare teoretica:
Aria reperului: 0,50[dm2]
Perimetru reper: 6,10[dm]
Aria paralelogramului:
1,10 [dm2]
Numar
de repere: 2 (la pereche)
Factorul
de asezare: 90,9[%]
Calculul factorului de asezare
pentru reperul acoperis de brant
Model de asezare
teoretica:
Aria reperului: 1,67[dm2]
Perimetru reper: 6,1 [dm]
Aria paralelogramului:
3,75[dm2]
Numar
de repere: 2 (la pereche)
Factorul
de asezare: 89,07 [%]
Norme consumului de piei pentru captuseli
Denumire reper
|
Nr. repere similare in pereche
|
Aria (dm²)
|
Aria
paralelogramului (dm 2)
|
Perimetru
(dm)
|
Factorul de asezare
|
|
A unui reper
|
A reperelor
din set
|
A unui reper
|
A reperelor din set
|
A unui reper
|
A reperelor din set
|
|
Mesina porcine
|
|
Captuseala
caramb - carambi
|
|
|
|
|
|
|
|
|
|
Captuseala
bareta
|
|
|
|
|
|
|
|
|
|
Acoperis
de brant
|
|
|
|
|
|
|
|
|
|
Total
|
|
|
|
|
|
|
|
|
|
Spalt
|
|
Antiglisor
|
|
|
|
|
|
|
|
|
| | | | | | | | | | |
mesina
porcine
W
= = 24,84
U
= Fa -  X 100 = 64,33 %
X 100 = 64,33 %
Nc
= = 14,67
spalt
W
= = 46,42
U
= Fa - X 100 = 52,16%
Nc
= = 3,14
|
Nr.
Nr. Crt.
|
Ic
|
nc
|
U%
|
|
Spalt
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Mesina
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| | | | | |
Normarea consumului la inlocuitori din piele
Inlocuitorii din piele se livreaza
sub forma de suluri daca
sunt flexibile tip
tesatura, piei sintetice sau sub forma de placi de tip
rigid fibrotex, carton, talpa din
fibre de piele, placi de cauciuc.
Aceste materiale se caracterizeaza
prin uniformitatea proprietatilor cum ar fi: dimensiune, grosime, aspectul si lipsa defectelor.
Pentru determinarea consumului de
materiale inlocuitoare se efectueaza asezari practice ale
reperelor in vederea stabilirii numarului de repere ce pot fi croite pe
latime, respectiv lungimea materialului.
Si pentru aceste materiale, in
realizarea variantelor de asezare practica, se va respecta regula de
baza a croirii care spune ca: directia de maxima solicitare
a reperelor sa corespunda cu directia de minima deformare a
materialului (urzeala tesaturii sau lungimea materialului sub
forma de placi).
Dupa determinarea numarului de
repere sau a numarului grupurilor de repere (dupa caz) ce se pot obtine pe fiecare dintre cele
doua directii ale materialului (lungime si latime), se
trece la calcularea normelor de consum luand in considerare dimensiunile
materialului pe care s-a facut asezare si numarul reperelor
(stabilit prin calculul) pe fiecare directie in parte.
Calculul se face reper cu reper, pe categorii
de materiale, iar relatiile de calcul sunt urmatoarele:
n L-1 = L - ( 1+ΔL1
) / ( 1 ± Δl ) rest Δ L 2, (1)
n B-1 = B - ( 1+ΔB1
) / ( b ± Δb ) rest Δ B2
, (2)
In relatiile (1) si (2) termeni au
urmatoarele semnificatii, unde:
nL - numarul de repere asezate in lungime;
nB - numarul de repere
asezate in latime;
L, B, - lungimea respectiv latimea,
materialului in mm;
ΔL 1 , ΔB 1 - deseuri marginale la inceputul croirii,
egale pe cele doua directii (5 mm)
Δl , Δb - intrepatrunderea sau
distantarea reperelor pe lungime si pe latime (mm)
ΔL 2 , ΔB 2 - deseuri marginale pe directia
lungimii, respectiv latimii, la terminarea croirii, (mm) .
Daca ΔL 2 este prea mare
se poate modifica dimensiunea L, din 50 in 50 mm, obtinandu-se dimensiunea
:
Loptim = 50x Lx
n ( mm )
Norma de consum N c se poate calcula pentru fiecare reper cu
relatia:

 ( dm2/ reper )
( dm2/ reper )
B max = B + toleranta admisa
Norma de consum pe pereche (Nc
') se determina inmultind norma de consum pentru un reper cu
numarul reperelor similare in pereche ( nB ) cu relatia:
Nc ' = Nc ns ( dm 2 / reper )
Cunoscand norma de consum pe reper se stabileste norma de consum pe pereche,
inmultind cu nS (
numarul similar in set ).
Inlocuitorii sub forma de placi se
livreaza in mai multe variante de dimensiuni. Pentru brant norma de
consum s-a calculat in trei variante.
Model de asezare practica pentru staif rigid
Varianta fara
decalaj
Varianta cu decalaj
Calculul Nc la inlocuitori de
piele pentru reperul staif rigid
|
Calculul Nc la
inlocuitori de piele cu decalaj
| |
|
L
|
B
|
lgrup
|
bgrup
|
interp L
|
interp B
|
|
mm
|
mm
|
mm
|
mm
|
mm
|
mm
|
|
|
|
|
|
|
|
|
|
numitor(L)
|
|
|
|
rezultat (L)
|
|
|
|
nlgrup
|
|
|
DL2
|
|
numitor(B)
|
|
|
rezultat (B)
|
|
|
|
nbgrup
|
|
Nc
|
|
dm2/reper
|
| | | | | | |
|
Calculul Nc la
inlocuitori de piele f r decalaj
|
|
L
|
B
|
lgrup
|
bgrup
|
interp L
|
interp B
|
|
dm
|
dm
|
dm
|
dm
|
dm
|
dm
|
|
|
|
|
|
|
|
|
|
numitor(L)
|
|
|
|
rezultat (L)
|
|
|
|
nlgrup
|
|
|
DL2
|
|
numitor(B)
|
|
|
rezultat (B)
|
|
|
|
nbgrup
|
|
Nc
|
|
Dm2/reper
|
CAPITOLUL IV
PROIECTAREA TEHNOLOGICA A PRODUSULUI
Stabilirea metodelor de prelucrare a
reperelor in scopul realizarii de subansambluri, separat pentru ansamblul superior si cel
inferior
Reperele componente ale produsului suporta diverse
prelucrari. Acestea sunt prezentate in tabelul 4.1 atat pentru reperele
flexibile cat si pentru cele rigide .
Tabel 4.1
|
Nr. crt.
|
Reperul si zona prelucrarii
|
Felul prelucrarii
|
Grosimea marginii prelucrate
(mm)
|
Latimea marginii prelucrate
(mm)
|
Profilul marginii prelucrate
|
|
|
|
|
|
|
|
Repere flexibile
|
|
Caputa-caramb
in zona de imbinare cu staiful
|
Subtiere
oblica pierduta
|
|
|
|
|
Decor cu caputa-caramb
|
Subtiere
oblica finita
|
0,3
|
|
|
|
Inel bareta
|
Subtiere
oblica pierduta
|
|
|
|
|
Bareta
|
Subtiere
oblica pierduta
|
|
|
|
|
Captuseala
caputa-caramb in zona de imbinare cu antiglisorul
|
Subtiere
oblica pierduta
|
|
|
|
|
Antiglisor in zona
de imbinare cu carambul
|
Subtiere
oblica finita
|
0,3
|
|
|
|
Caputa-carambi
pentru indoire
|
Subtiere
dreapta
|
0,5
|
|

|
|
Carambi la spate
|
Subtiere
dreapta
|
0,5
|
|
|
|
Repere rigide
|
|
Nr. crt.
|
Reperul si zona prelucrarii
|
Felul prelucrarii
|
Grosimea marginii prelucrate
(mm)
|
Latimea marginii prelucrate
(mm)
|
Profilul marginii prelucrate
|
|
|
|
|
|
|
|
Intaritura
de brant
|
Subtiere
oblica la dimensiune finita
|
0,2
|
|
|
|
Staif rigid
- zona superioara
|
Subtiere
oblica la dimensiune finita
|
0,2
|
|
|
|
Staif
rigid
- zona inferioara
|
Subtiere
oblica la dimensiune finita
|
0,2
|
|
|
Adoptarea
metodelor de imbinare, a modalitatilor de realizare si a
materialelor auxiliare, cu precizarea principalelor caracteristici ale acestora
In vederea realizarii produsului de incaltaminte
pentru care se intocmeste aceasta documentatie tehnica
si se elaboreaza proiectul, sunt folosite mai multe
modalitati de imbinare a reperelor care intra in componenta
produsului si anume
- imbinarea prin coasere practicand cusaturi de mai multe
tipuri dupa caz prezentate in tabelul 4.2.1.
- imbinarea prin lipire, in diferite modalitati si
conditii prezentate in tabelul 4.2.2.
- imbinarea prin prindere prezentate
in tabelul 4.2.3.
Metode de imbinare prin coasere . Tabel 4.2.1
|
Repere ce se imbina prin coasere
|
Caracteristicile
imbinarii
|
Denumirea cusaturii
|
Mod de imbinare
|
Sectiunea prin
cusatura
|
|
Desime pasi (cm)
|
superioara
|
|
Caputa - caramb
Cu decor
|
|
|
cusatura
simpla cu doua ate
|
suprapunere
|
|
|
Cusut bareta
|
|
|
cusatura
simpla cu doua ate
|
suprapunere
|
|
|
Captuseala
caputa-caramb
+cu Antiglisor
|
|
|
cusatura
simpla cu doua ate
|
suprapunere
|
|
|
Caputa -
caramb la spate
|
|
|
cusatura
simpla cu doua ate
|
intoarsa 180
|
|
|
Inel pentru bareta
|
|
|
cusatura
simpla cu doua ate
|
suprapunere
|

|
|
Fete cu
captuseli in zona superioara
|
|
|
cusatura
simpla cu doua ate
|
suprapunere
|

|
|
Fete cu
captuseli in zona caputei
|
|
|
cusatura
simpla cu doua ate
|
suprapunere
|
|
Imbinarile prin lipire a reperelor Tabel
4.2.2.
|
Repere imbinate
|
Materiale auxiliare
|
Tipul imbinari
|
Sectiune prin imbinare
|
|
Solutie adeziva
|
Solvent
|
|
Caputa-caramb cu
decor
|
Solutie de
cauciuc natural
|
Toluen
|
provizorie
|

|
|
Bareta cu captuseala bareta
|
Solutie de
cauciuc natural
|
Toluen
|
provizorie
|
|
|
Antiglisor cu captuseala caputa - caramb
|
Solutie de
cauciuc natural
|
Toluen
|
provizorie
|
|
|
Inel bareta cu antiglisor la spate
|
Solutie de
cauciuc natural
|
Toluen
|
provizorie
|
|
|
Fete cu captuseli
|
Solutie de
cauciuc natural
|
Toluen
|
provizorie
|

|
Rezerva cu
brant
|
Aderom 551
|
Toluen
|
definitiva
continua
|
|
|
Brant cu intaritura de brant
|
ICPC2
|
Benzen+Toluen
|
definitiva
continua
|

|
|
Acoperis de brant cu brant
|
Latex de cauciuc natural
|
Toluen
|
prin puncte, definitiva
|
|
|
Lipirea talpii cu semifabricat
|
ICPC2+
Agent de
intarire desmodur
|
Benzen+toluen
|
pe toata
suprafata
|

|
|
Repere care se imbina
prin prindere
|
Elemente de imbinare
|
Tipul imbinarii
|
Sectiunea prin imbinare
|
Fixarea brantului pe calapod
|
texuri
|
provizorie
|

|
Fixarea
glencului pe brant
|
capse
|
imbinare definitiva
( mecanic)
|
|
|
Prinderea fetelor laterale
|
Cuie
|
provizorie
|
|
Centrarea fetelor la spate
|
cuie
|
provizorie
|

|
Tragerea fetelor la spate
|
texuri
|
imbinare definitiva
( mecanic)
|
|
Imbinarea prin prindere. Tabel 4.2.3.
Calculul
consumului specific pentru materialele auxiliare
Normarea consumului de ata
Pentru calculul consumului
de ata se porneste de la precizarea tipului cusaturii de
imbinare a reperelor si a lungimii acestora, cunoscand ca exista
relatia de calcul care permite determinarea lungimii de ata
consumante pentru efectuarea unui cm de cusatura. Astfel pentru cusaturile
utilizate frecvent la imbinarea reperelor de fete si captuseli
se folosesc relatiile:
cusatura simpla cu 2 ate:
unde :
l = lungimea atei pentru 1 cm cusatura
(cm)
n = desimea cusaturii (pasi/cm)
δi
= grosimile
materialelor ce se imbina (cm)
= coeficient dependent de elasticitatea
atei si a materialelor care se imbina prin coasere (0,85-0,95)
Pe reperele superioare ca
pozitii in imbinari, copiate pe plansele de proiectare la scara
1:1, se reprezinta cusaturile de imbinare, se masoara
lungimea lor, iar apoi se determina necesarul de ata pentru
efectuarea tuturor imbinarilor prin coasere cu ata de
aceleasi caracteristici:
NCi
= l L nS(cm ata /cusatura)
l = lungimea atei necesara pe 1 cm de cusatura (cm)
Li = lungimea cusaturii "i"[cm]
nS = Numarul de cusaturi "i"similare in pereche
La valoarea totala obtinuta
se adauga un surplus de 10% pentru pierderile tehnologice.
In urma efectuarii probelor practice asupra
produsului s-a stabilit urmatorul consum de ata:
- ata pentru imbinarea reperelor de fete 39.68 dm/pereche Nm 30
- ata pentru imbinarea reperelor de cǎptuseli 24
dm/pereche Nm 40
|
Repere imbinate prin coasere
|
Desimea cusaturii
(pasi/cm)
|
Grosimea totala a reperelor(cm
|
Lungimea cusaturii(cm
|
Lungimea atei pe un cm de cusatura
|
Cusaturi similare in pereche
|
Nconsum
cm ata cusatura
|
|
Cusatura caputa-caramb exterior cu decor
|
Simpla cu 2
ate
|
|
|
|
|
|
|
|
Cusatura carambi la spate
|
Simpla cu 2
ate
|
|
|
|
|
|
|
|
Cusatura captuseli carambi cu
captuseala antiglisor
|
Simpla cu 2
ate
|
|
|
|
|
|
|
|
Cusatura
caramb -caputa cu
catusala caramb - caputa de jur imprejur
|
Simpla cu 2
ate
|
|
|
|
|
|
|
|
Cusatura
inel
|
Simpla cu 2
ate
|
|
|
|
|
|
|
|
Cusatura
bareta cu captuseala bareta
|
Simpla cu 2
ate
|
|
|
|
|
|
|
Normarea
consumului de adezivi
Necesarul de adezivi se
stabileste pentru toate tipurile de imbinari prin lipire, fie ele
definitive sau provizorii dupa cum urmeaza:
lipire pe toata suprafata (talpa),
lipire discontinua, cu depunerea adezivului
in benzi egal distantate sau in puncte (acoperis de brant),
lipire cu depunerea adezivului in banda de
latime constanta (indoirea marginilor, rezerva de tragere a
fetelor).
Factori care influenteaza consumul de adezivi:
tipul adezivului, concentratia sa, natura solventului, volatilitatea
si densitatea acestuia, grosimea peliculei, aria suprafetei pe care
se face depunerea adezivului.
Norma de consum a adezivului
va fi reprezentata de masa substantei uscate insumata cu masa
solventului, cantitate la care se va adauga un surplus de (5 - 10%) pentru
acoperirea pierderilor tehnologice. In calcule se vor folosi urmatoarele
relatii:
N'C = Nc nS
NC = 1,1 (MSU+Msolv) [g/reper]
ρ
SU = VSU QSU [g/reper]
MSU - masa substantei uscate (g);
Msol - masa solventului, (g)
VSU - volumul substantei uscate, (cm3)
ρ SU - masa specifica a substantei uscate, (g/cm3);
A - aria suprafetei reperului, pe care se face ungerea cu adeziv, (cm2)
δp - grosimea peliculei uscate, (cm)
nS Numarul de repere similare in
pereche.
Msolv = Vsolv·ρSolv;
 ; [cm3]
; [cm3]
M'solv = MSolv·ns;
[g/per]
Vsolv - volumul solventului,[cm3];
- densitatea solventului [g/cm3];
C - concentratia adezivului, [%];
Valori concrete:
1)
Masa specifica "QSU" pentru:
- solutie cauciuc natural = 1,3g/cm3
- solutie
cauciuc sintetic policloroprenic = 1,5g/cm3
- latex, aracet = 1,1
g/cm3
- solutie
nitroceluloza = 2,2g/cm3
2)Grosimea
peliculei, δp pentru:
- lipire de
rezistenta = 0,15 mm
- lipire provizorie =
0,10 mm
3)Concentratia
adezivului,C pentru:
- solutie
cauciuc natural = (11-12)%
- solutie
cauciuc sintetic = (20-22)%
- latex, aracet =
(50-60)%
- solutie
nitroceluloza = 20%
4)Densitatea
solventului, ρsolv pentru:
- benzina = 0,879 g/cm3
- benzina +
acetat etil + toluen (2/1/3) = 0,87 g/cm3
- acetona = 0,79
g/cm3
- toluen = 0,866 g/cm3
Calculul se
efectueaza pentru fiecare reper apoi pentru pereche, cunoscand
numarul reperelor similare in pereche, ns.
In urma efectuarii probelor practice
asupra produsului s-a stabilit urmatorul consum de adezivi.
- pentru cusut 0,06
kg/pereche pentru imbinari provizorii Ax1542
- termociment G23
0,0015 kg/pereche pentru imbinari definitive pentru TTF:
poligrip 327 ICF 20 g/pereche-uns I
poligrip 315 ICF 10 g/pereche-uns II
CHAMBERLAIN 1615 30 g/pereche (policloroprenic)
NEOGRIP 865 5g/pereche lipit
acoperis de brant
Halogen 11 0,0039 L/pereche - agent de
structurare
termoplast 19FN
8 g/pereche - tras varf
|
Reper
si modul de imbinare
|
Natura
adeziv
|
A
Cm2
|
dP
cm
|
Vsu
Cm3
|
rsu
g/cm3
|
rsol
g/cm3
|
Ns
|
C
|
Vsolv
Cm3
|
Msu
g
|
Msolv
G
|
Nc
G
reper
|
N,c
g
reper
|
|
Montat
decor pe caputa
|
Solutie cauciuc natural
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Montat
captuseli
exterioare
|
Solutie
cauciuc natural
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Montat
staif rigid
|
Aracet
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Umplutura
|
ICPC 3
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Intaritura
de brant pe brant
|
ICPC 3
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Acoperisul
de brant pe brant
|
ICPC 3
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Rezerva
de tragere a fetelor pe brant
|
Termo
adeziv
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Talpa
pe semifabricat
|
Aderom
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Rezerva
de tragere laterala pe brant
|
ICPC 3
|
|
|
|
|
|
|
|
|
|
|
|
|
Elaborarea procesului tehnologic de fabricatie a articolului de
incaltaminte proiectat si calcularea normei de timp si
a normei de productie
Consideratii generale
Realizarea
unui produs de incaltaminte presupune separarea procesului
tehnologic in urmatoarele etape: obtinerea reperelor componente
(flexibile si rigide), prelucrarea reperelor, formarea spatiala,
structurarea respectiv imbinarea ansamblului superior cu ansamblul inferior,
finisarea, C.T.C., ambalare.
Fiecare etapa se
desfasoara in diferite ateliere specifice.
In atelierele de debitare, repere
flexibile si rigide, se vor prevedea operatii de stantare
si croire a tuturor reperelor din componenta articolelor, de marcare,
control, alcatuirea comisioanelor. Ansamblul superior va fi realizat prin
procese in care succesiunea operatiilor de prelucrare-asamblare va fi
impusa de modelul fetelor si de tipul captuselilor.
Reperele rigide si subansamblele componente ale ansamblului inferior vor
fi prelucrate si structurate prin procese tehnologice in cadrul
carora succesiunea operatiilor si felul acestora vor fi impuse
de natura materialelor, de tipul prelucrarii si de varianta de
asamblare. Formarea spatiala, talpuirea, aplicarea tocului
si finisarea produselor vor avea un proces tehnologic impus si de
sistemul de confectie (IL) si de natura materialului pentru
talpa, factor ce va diferentia segmentul de finisare.
In atelierele de fabricatie a
incaltamintei, productia se desfasoara in
flux continuu. Pentru asigurarea continuitatii activitatii
de productie in fiecare atelier de productie se vor prezenta
operatii de alimentare a locurilor de munca cu materii prime, repere,
semifabricate, operatii de control si de transport al reperelor in
depozitele intermediare sau in final de transport al productiei in
depozitul central de produse finite, pentru expediere la beneficiar. Deplasarea
reperelor in atelierele de productie si intre acestea se face pe carucioare.
Tot sub aceasta forma se transporta si produsele
finite.
Criterii de intocmire a proceselor de fabricatie
Analiza
schemei procesului tehnologic ce pune in evidenta relatiile
dintre atelierul de fabricatie a unui produs de incaltaminte permite separarea in 4 etape distincte;
obtinerea reperelor
componente;
prelucrarea - asamblarea
reperelor;
formarea spatiala si structurarea produsului,
respectiv imbinarea ansamblului superior
cu ansamblul inferior printr-un anumit sistem de confectii;
finisare, C.T.C., ambalare.
Fiecare etapa se desfasoara in
diferite ateliere specifice, iar procesul de fabricatie, va fi elaborat in corelatie cu
schita modelului, conditiile
tehnice de prelucrare si asamblare a reperelor prin coasere, lipire, prindere care au fost stabilite
anterior.
In atelierele de debitare repere flexibile
si rigide se vor prevedea operatii de stantare si
croire a tuturor reperelor din
componenta modelului, de marcare, de control, de alcatuire a
comisioane.
Ansamblul
superior va fi realizat prin procese in care succesiunea operatiilor de
prelucrare-asamblare va fi impusa de modelul fetelor si de tipul
captuselilor (libere sau prinse in cusaturi). Cusaturile
utilizate vor fi cele adoptate anterior.
Reperele
rigide si subansamblurile componente ale ansamblului inferior nu vor necesita prelucrarii,
deoarece firma le va achizitiona sub forma de prefabricate. Formarea
spatiala, talpuirea si finisarea produselor vor avea un
proces tehnologic impus de sistemul de
confectie (IL) si de natura materialelor pentru talpa, factori
care vor diferentia segmentul de finisare in cadrul procesului tehnologic in ansamblu.
In atelierele de fabricatie a
incaltamintei productia se realizeaza in flux continuu.
Pentru asigurarea continuitatii activitatii de
productie, in fiecare atelier de fabricatie se vor prezenta
operatii de alimentare a locurilor de munca cu materii prime, repere, semifabricate, operatii de
control si de transport a reperelor in depozite intermediare sau in final
de transportul productiei in depozitul central de produse finite,
pentru expediere la beneficiar.
Deplasarea
reperelor si semifabricatelor in atelierele de productie si
intre acestea se face pe comisioane. Tot sub aceasta forma se
transporta si produsele finite.
Stabilirea normelor de timp
si de productie
Pentru stabilirea numarului de
locuri de munca manuale si mecanice si al necesarului de
muncitori care le deservesc in vederea realizarii volumului de produse
impus prin tema proiectului, se va stabili norma de timp, ce reprezinta timpul atribuit unui executant pentru
executarea unei unitati de produs in conditiile
tehnico-organizatorice precizate ale locului de munca in cadrul
operatiei respective. Se exprima min/per si se compune din:
Nt = Tpi + Top + Tdl + Tir
Tpi - timp de pregatire - incheiere
Top - timp operativ
Tdl - timp deservire loc de munca
Tir - timp intrerupere
Top = ta+tb
Tdl = tdo+tdt
tb - timp de baza;
ta - timp ajutor;
Tip = ton+tto
ton - timp de odihna
tto - timp de intreruperi conditionate
tehnologic
Schema particularizata a procesului tehnologic
Industria de
incaltaminte, apartine grupei de industrii caracterizate
prin cheltuieli mari cu materiile prime, sub aspectul costurilor. Nici
manopera nu poate fi considerate
simpla, cunoscand ca pentru fabricarea unui produs, procesul
tehnologic poate fi lung, compus din circa 100 - 200 de operatii distincte, diversificate prin natura procesului de realizare.
Procesul
tehnologic de confectionare reprezinta lantul pasilor
tehnologici, structurat secvential intr-o anumita ordine astfel incat sa duca la un traseu
optim care sa fie parcurs unidirectional, in flux continuu,
fara intoarceri.
Pentru
fabricarea modelului de incaltaminte proiectat se elaboreaza procesul
tehnologic ce va fi compus dintr-o serie de procese scurte care vor
contine toate operatiile necesare incepand cu debitarea reperelor componente, prelucrarea acestora,
realizarea de subansambluri si ansambluri, formare spatiala,
structurare si finisare.
Procesul
tehnologic este conditionat in mod dominant de sistemul de confectie
in care se realizeaza articolul.
Particularitatea de principiu a procesului de fabricatie a
oricarui produs de
incaltaminte consta in aceea ca prezinta
doua ramuri care se dezvolta initial in paralel si care se
unesc la un moment dat, alcatuind trunchiul comun care constituie
procesul de formare spatiala, structurare si finisare a
produsului.
Sub
aspect organizatoric, fiecare proces partial se realizeaza in cadrul unui anumit atelier. Exista
si situatii particulare cand pasii tehnologici pot fi deplasati dintr-un atelier in altul
sau cand se grupeaza in acelasi atelier cateva procese scurte.
De
asemenea se face precizarea ca la fabricarea incaltamintei
ce are in componenta ansamblului inferior repere rigide prefabricate din
procesul tehnologic lipseste ramura care include debitarea si
prelucrarea reperelor rigide.
Schema
de principiu a procesului tehnologic si relatiile dintre atelierele
de fabricatie a incaltamintei se reprezinta in figura
de mai jos.
Pentru asigurarea desfasurarii continue a procesului de fabricatie, se
impune a fi luate masuri organizatorice referitoare la organizarea lansarii
productiei pe cele doua ramuri paralele, astfel incat ele sa se reuneasca in acelasi
moment pentru ca procesul sa
continue, fara intrerupere pe ramura finala.
Elaborarea procesului
tehnologic pe ateliere
Modul de calculare a Nt si Nc la
operatiile de decupare, pentru stabilirea necesarului de forta
de munca si utilaje.
Repere
flexibile (fete si captuseli)
Top - timp operativ, in care executantul efectueaza
sau supravegheaza lucrarile necesare pentru transformarea
cantitativa si calitativa a obiectului muncii,efectuand si
actiuni ajutatoare cu componentele sale:
tb - executarea efectiva sau
supravegherea lucrarilor pentru modificarea obiectului muncii, difera
de tipul stantei si se compune din:
tb1 - deplasarea spatiului rabatabil sau a
podului si stantarea reperului;
tb2 - deplasarea spatiului rabatabil
dupa stantare
tb3 - pentru executarea unei
stantari suplimentare (S>1,5 dm2)
tb4 - taierea colturilor (puntilor) dupa stantare.
ta - timp ajutator efectuarii manuirilor necesare;
ta1
- asezarea materialelor pe butuc si
reasezarea;
ta2 - dependent de suprafata reperului
(s/dm2);
ta3 - numararea si asezarea
reperelor pe comisioane;
ta4 - legarea reperelor in comisioane.
Tdl,Tir,
Tpi se stabilesc in functie de Top, suma lor fiind
egala cu 0,24·Top,
deci NT devine:
NT = 1,24·Top
[min om/per]
Np = Tm/NT [per/8h om]
Se calculeaza necesarul de
stante nc = Qf·nf/Np si
se rotunjeste la un numar intreg.
Repere
rigide
Se va proceda in mod
asemanator considerand pentru tb
(doar tb1
lipseste): tb1+tb2+tb3,
iar pentru ta se
adopta valori normate pentru ta2
diferentiindu-se pe categorii de materiale rigide si numarul de
straturi.
Stabilirea
normei de timp si normei
de productie la operatia de coasere
NT=Top+Tpi+Tdl+Tir
Top - alcatuit din: timp de baza tb=tb1+tb2
tb1 - necesar pentru coaserea portiunilor
drepte
tb2
- necesar
pentru coaserea portiunilor cu contururi curbe
tb1
= ldi·tdi
ld - lungimea cusaturii drepte[cm]
td - timp necesar realizarii unui cm de
cusatura [s/cm]
tb
2 = R·φ
R- raza de curbura
- unghiul la centru [rad]
Pentru calcularea tb se porneste de la fragmentarea fiecarei
cusaturi in portiuni drepte si curbe in vederea
determinarii prin masurare a lungimii acestora. Dupa aceea pentru
fiecare caz concret ce corespunde traseelor cusaturii se extrag din
normative valori pentru td
si tc.
ta - timp ajutator se refera la
timpul consumat pentru efectuarea diferitelor manuiri necesare executarii
operatiei de imbinare prin coasere, se stabileste consultand
normative de timp si va reprezenta o suma de componente. Dupa
determinarea lui tb si ta se afla Top.
Tpi+Tdl+Tir
= K·Top
K = 0,154 la masina de cusut cu masa plana
K = 0,170 la masina de cusut coloana cu un ac
K = 0,200 la masina de cusut cu 2 ace
Nt = (1+K)Top
Np = Tm/Top
=> Nc = Qf/Np
Nc se rotunjeste la valoare intreaga na.
Stabilirea
normei de timp si
normei de productie la operatia de prelucrare-structurare a
ansamblului superior.
Alaturi
de prelucrari mecanice se efectueaza si diferite operatii
manuale de prelucrare (insemnari, egalizari, subtieri, indoiri
de margini, montari, depuneri de adezivi, perforari, finisari).
Np =
Tm/Nt[per/8h om]
Operatiile
manuale prin asimilare cu alte articole de aceeasi destinatie,
confectionate din aceleasi materiale la care sunt stabilite Nt si Np. Se va adopta o valoare
intreaga pentru Np,
iar apoi se va calcula Nt.
Operatiile mecanice; pot utiliza
aceleasi relatii sau se pot asimila cu operatii mecanice de
acelasi tip care se executa la confectionarea acelorasi
articole de referinta considerate. Se vor stabili Nt si Np pentru prelucrarea
reperelor. Pe baza acestora se va calcula necesarul de utilaje si de
forta de munca.
Stabilirea normei de timp si
normei de productie la operatiile din atelierului de formare spatiala
si structurare-finisare
- pentru operatiile de formare spatiala;
- pentru operatiile de talpuire-finisare;
- pentru talpuirea propriu-zisa;
Pentru calcularea Nt
se procedeaza astfel
- se stabileste in functie de
acesti factori (STAS)
NT = (1+Tdl/100)(1+Ton/100)
Tdl,
Ton - componente
ale NT [%]
Tdl = Tdl/[Tm-(Tdl+Ton)]·100
[%]
Ton = Ton/(tm-Ton)·100
[%]
Inlocuind in relatia NT valorile obtinute
prin calcul se va stabili NT
in [min/per]. Se va calcula NP,
nc si na.
Procesul
tehnologic
Elaborarea procesului tehnologic pentru atelierul 1.
"DECUPAREA REPERELOR FLEXIBILE"
|
Lansarea
materiei prime flexibile, alimentarea locului de munca
Materialele sunt:
- piele BOX FN.
- mesina
- tesatura
Modul de
executie al operatiei: manual
Utilajul folosit:
carucior cu dimensiunile [800X1000][mm]
Norma de timp: NT=0.32
[min*om/pereche]
Norma de
productie: NP=1500 [per/8h*om]
|

|
|
Croit
fete Box
Reperele sunt:
1. cǎputǎ-caramb
2. decor
3. inel pentru
bareta
Modul de executie al operatiei:
mecanic
Utilajul folosit este: stanta electrohidraulica cu
brat rabatabil ATOM, dimensiuni [900X960x1427] [mm], cu puterea
motorului de 4,4 [kW]
Norma de timp: NT=2.98 [min*om/pereche]
Norma de productie: NP=161.07 [per/8h*om]
|
  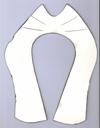
|
|
|
Croit
captuseala
Reperele sunt:
1. cǎputǎ-caramb
2. antiglisor
3. bareta
4. acoperis de brant
Modul de executie al operatiei: mecanic
Utilajul folosit este: stanta electrohidraulica cu
brat rabatabil
ATOM HS 588/5CN, dimensiuni
900X960x1427] [mm], cu puterea motorului de
4,4 [kW]
Norma de timp: NT=2.98 [min*om/pereche]
Norma de productie: NP=161.07 [per/8h*om]
|
 
 
|

|
|
Formarea
comisioanelor
Modul de executie al operatiei: manual
|
|
|
Stampilare
acoperis de brant
Modul de executie al operatiei: mecanic
Utilajul folosit este: masina de stampilat cu folie,
FORTUNA, de dimensiuni [650X650][mm],cu puterea
motorului de 0,74 [kW]
Norma de timp: NT=0.32 [min*om/pereche]
Norma de productie: NP=1500 [per/8h*om]
|

|
|
stampilarea numarului de
imperechere
Modul de executie al operatiei: mecanic
Utilajul folosit este: masina de stampilat cu tus,
SVIT 06128/P2 de dimensiuni [980X650X][mm], cu puterea motorului de 0,18[kW]
Norma de timp: NT=1.68 [min*om/pereche]
Norma de productie: NP=285,71 [per/8h*om]
|

|
|
Egalizat
piese fete
Egalizare pe
toata suprafata
Egalizarea se face
la 1÷1,1[mm] pentru a aduce toate piesele la aceiasi grosime.
Modul de executie al operatiei: mecanic
Utilajul folosit este: masina de egalizat repere flexibile, SVIT
06155P2 de dimensiuni[1500X850X1350][mm]
cu puterea
motorului de 3[kW] si
viteza de avansare
a materialului 6 - 25.5 m/min
Norma de timp: NT=0.81 [min*om/pereche]
Norma de productie: NP=600 [per/min*om]
|
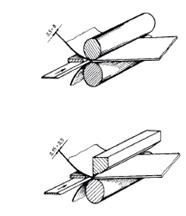
|

|
|
Control,
legarea si formarea programului, aranjat pe carucior si transportat
Modul de executie al operatiei: manual
Utilajul folosit: carucior cu dimensiuni [800X1000][mm]
Norma de timp: NT=0.96 [min*om/pereche]
Norma de productie: NP=500 [per/8h*om]
|
|
|
109. Transport
in depozitul de regrupare
Modul de
executie al operatiei: manual
Utilajul folosit:
carucior cu dimensiuni [800X1000][mm]
Norma de timp: NT=0.96 [min*om/pereche]
Norma de productie: NP=500 [per/8h*om]
|

|
Elaborarea procesului de fabricatie pentru
atelierul 2
"DECUPARE
REPERE RIGIDE, PRELUCRARI RIGIDE"
201. Alimentarea
locului de munca
Modul de executie al operatiei: manual
Utilajul folosit: carucior cu dimensiuni [800X1000][mm]
Norma
de timp: NT=0.96 [min*om/pereche]
Norma
de productie: NP=500 [per/8h*om]
|
|
Stantat
brant, intaritura de brant, umplutura de brant
Modul de executie al operatiei: mecanic
Utilajul folosit stanta hidraulica cu pod Atom de dimensiuni ][mm],
cu puterea motorului de 6,7 kW
Norma de timp: NT=0.32
[min*om/pereche]
Norma de productie NP=1500 [per/8h*om]
|

|
|
|
203. Subtiat
repere rigide
Modul de
executie al operatiei: mecanic
Utilajul folosit:
masina de subtiat Svit 01291/P11
dimensiunile
[600X1080][mm]
puterea motorului
1,5 kW
Norma de timp: NT=0,47 [min*om/pereche]
Norma de productie: NP=1021 [per/8h*om]
Necesar forta de munca :nc =0,58
|
|
Slefuit
brant, slefuit
intaritura de brant pe dos
Modul de executie al operatiei: mecanic
Utilajul folosit: masina de slefuit repere rigide, SVIT 04127/P10 de dimensiuni [820X600X1120] [mm], cu puterea motorului de 3[Kw]
Norma de timp:
Norma
de productie
|

|
|
205. Fixare
glenc cu 2 capse
Modul de executie al operatiei: mecanic
Utilajul folosit: masina de capsat glenc marca Cimuiu
Bucuresti de dimensiuni [600X800][mm], cu puterea motorului de 0,5 [Kw]
Norma
de timp:
Norma
de productie:
|
|
206. Crestat
staif, format staif
Modul de executie al operatiei: mecanic
Utilajul folosit: masina de crestat staif, SVIT 05062/P3
de dimensiuni [1300X 1800] [mm], cu
puterea motorului
de 2,2[Kw]
Norma
de timp:
Norma
de productie:
|
|
Preformat brant
Modul de executie al operatiei: mecanic
Utilajul folosit :
presa pneumatica de dimensiuni [800×700×1800][ mm], presiune min/max 400÷1000 kPa (4÷10
bar) productivitate maxim 200 perechi/ora
Norma
de timp:
Norma
de productie:
|

|
|
208. Control,
legarea si formarea programului, aranjat pe carucior si transportat
Modul de executie al
operatiei:
manual
Utilajul folosit: carucior cu dimensiuni
[800X1000][mm]
Norma
de timp: NT=0.96 [min*om/pereche]
Norma
de productie: NP=500 [per/8h*om]
|
|
Transport
in depozitul de regrupare
Modul de executie al operatiei: manual
Utilajul folosit: carucior cu dimensiuni [800X1000][mm]
Norma de timp: NT=0.96
[min*om/pereche]
Norma de
productie: NP=500 [per/8h*om]
|

|
Elaborarea procesului de fabricatie pentru
atelierul 3
"ASAMBLARE REPERE FLEXIBILE"
Alimentarea locului de munca
Modul de executie al operatiei: manual
Utilajul folosit: carucior cu dimensiuni [800X1000][mm]
Norma de timp: NT=0.96
[min*om/pereche]
Norma de
productie: NP=500 [per/8h*om]
|

|
Subtiat
marginile reperelor pentru imbinari
Modul de executie al operatiei: mecanic
Utilajul folosit: masina de subtiat repere flexibile,
FORTUNA model
35-RZ, de dimensiuni [1050X550][mm] cu puterea motorului de 0.5[kW]
Norma de timp: NT=1.64
[min*om/pereche]
Norma de
productie: NP=293 [per/8h*om]
|

|
|
303. Stampilat
captuseala
Modul de
executie al operatiei: mecanic
Utilajul folosit este: masina de stampilat cu tus,
SVIT 06128/P2 , de dimensiuni [980X650X][mm], cu puterea motorului de
0,18[kW]
Norma de timp: NT=1.68
[min*om/pereche]
Norma de
productie: NP=268 [per/8h*om]
|

|
|
Montat
decor pe fete
Modul de executie al operatiei: manual
Utilajul folosit: masa de lucru cu dimensiuni [600X800][mm]
vas
si pensula
ciocan
|
|
305. Cusut decor pe fete
Modul de executie al operatiei: mecanic
Utilajul folosit: masina de cusut simpla cu masa plana
cu doua ace MINERVA 72410-107, de dimensiuni [710X450] [mm]
Norma de timp: NT=1.1
[min*om/pereche]
Norma de productie:
NP=436 [per/8h*om]
|

|
306. Incheiat
carambi la spate, intarit, taiat capete ata
Modul de executie al operatiei: mecanic
Utilajul folosit: masina de cusut simpla cu coloana
PFAFF 191-45, de dimensiuni [710X450] [mm] cu puterea motorului 0,245[kW]
Norma de timp: NT=0.9
[min*om/pereche]
Norma de productie:
NP=533 [per/8h*om]
|

|
307. Cusut inelul pentru bareta
Modul de executie al operatiei: mecanic
Utilajul folosit: masina de cusut simpla cu masa plana
si doua ace MINERVA 72410-107 de dimensiuni [710X450] [mm]
Norma de timp: NT=1.1
[min*om/pereche]
Norma de productie:
NP=436 [per/8h*om]
|

|
Cusut
bareta si montat catarama bareta
Modul de executie al operatiei: mecanic
Utilajul folosit: masina de cusut simpla cu coloana
PFAFF 191-45 de dimensiuni [710X450] [mm], cu
puterea motorului de
0,245[kW]
Norma de timp: NT=0.9
[min*om/pereche]
Norma de productie:
NP=533 [per/8h*om]
|

|
309. Cusut captuseala cu
antiglisor
Modul de executie al operatiei: mecanic
Utilajul folosit: masina de cusut simpla cu coloana
PFAFF 191-45 de dimensiuni [710X450] [mm], cu
puterea motorului de 0,245[kW]
Norma de timp: NT=0.9
[min*om/pereche]
Norma de productie:
NP=533 [per/8h*om]
|

|
310. Cusut captuseala
(carambi-caputa) cu fetele de jur imprejur
Modul de executie al operatiei: mecanic
Utilajul folosit: masina de cusut simpla cu coloana
PFAFF 191-45 de dimensiuni [710X450] [mm], cu
puterea motorului
0,245[kW]
Norma de timp: NT=0.9
[min*om/pereche]
Norma de productie:
NP=533 [per/8h*om]
|

|
311. Taiat surplus
captuseala
Modul de executie al operatiei: mecanic
Utilajul
este: masina de taiat surplus
captuseala
Norma de timp: NT
= 1.4 [min*om/pereche]
Norma de productie:
NP = 342 [per/8h*om]
|

|
312. Parlit margini piese fete
Modul de executie al operatiei: manual
Utilajul folosit: spirtiera
Norma de timp: NT=1
[min*om/pereche]
Norma de productie:
NP= 480 [per/8h*om]
|
|
|
313. Finisare,
ardere ata, stergere adezivi
Modul de executie al operatiei: manual
Utilajul folosit: masa de lucru cu dimensiuni [600X800][mm]
Norma de timp: NT=1,57
[min*om/pereche]
Norma de
productie: NP=306 [per/8h*om]
|
|
|
|
314. Control (C.T.C.), formare comisioane
Modul de executie al operatiei: manual
Utilajul folosit: masa de lucru cu dimensiuni [600X800][mm]
Norma de timp: NT=1.5
[min*om/pereche]
Norma de
productie: NP=320 [per/8h*om]
|
|
|
Transport
in depozitul de regrupare
Modul de executie al operatiei: manual
Utilajul folosit: carucior cu dimensiuni [800X1000][mm]
Norma de timp: NT=0.96
[min*om/pereche]
Norma de
productie: NP=500 [per/8h*om]
|

|
Elaborarea procesului de fabricatie pentru
atelierul 4
"FORMARE, STRUCTURARE SPATIALA, FINISARE"
Alimentarea
locurilor de munca
Modul de executie al operatiei: manual
Utilajul folosit: carucior cu dimensiuni [800X1000][mm]
Norma de timp: NT=0.68
[min*om/pereche]
Norma de
productie: NP=706 [per/8h*om
|

|
Pregatirea
calapoadelor, lansat fete, branturi pe banda
Modul de executie al operatiei: manual
Utilajul folosit: carucior cu dimensiuni [800X1000][mm]
Norma de timp: NT=0.68
[min*om/pereche]
Norma de
productie: NP=706 [per/8h*om]
|
|
Introducerea
staifului intre fete si captuseli
Modul de executie al operatiei: manual
Utilajul folosit: masa de lucru cu dimensiunile [600X800][mm]
Norma de timp: NT=1.3
[min*om/pereche]
Norma de
productie: NP=369 [per/8h*om]
|
|
405. Fixat
brant pe calapod
Modul de
executie al operatiei: mecanic
Utilajul folosit: masina
de fixat brant cu scoabe de dimensiuni [600×610×1800][ mm], cu puterea
motorului de 1 kW si productivitate maxim 200 perechi/ora
Norma de timp: NT=1,37
[min*om/pereche]
Norma de
productie: NP=350 [per/8h*om]
|

|
Preformat
semifabricatul in zona de staif
Modul de executie al operatiei: mecanic
Utilajul folosit: masina de reformat staiful SVIT05062/P3; de
dimensiuni [1390X710X1852][mm], cu puterea motorului de 1,62[kW] si productivitate
maxim 140 perechi/ora
Norma de timp: NT=1.5
[min*om/pereche]
Norma de
productie: NP=320 [per/8h*om]
|

|
Uns
brant, uns fete pentru tras
Modul de executie al operatiei: manual
Utilajul folosit: vas si pensula
Norma de timp: NT=0.68
[min*om/pereche]
Norma de productie:
NP=706 [per/8h*om]
|
|
|
Tras
fete in zona calcai cu
fixarea rezervei
Modul de executie al operatiei: mecanic
Utilajul folosit: masina de tras rezerva in zona de
calcai SVIT 02161/P1, de
dimensiuni [860X625X1485] [mm], cu puterea
motorului de 2.2[kW] si presiunea 0,4 - 0,6 Mpa, productivitate 75 - 100 perechi/ora
Norma de timp: NT=0.68
[min*om/pereche]
Norma de
productie: NP=706 [per/8h*om]
|

|
Tras
in parti laterale
Modul de executie al operatiei: mecanic
Utilajul folosit: masina de tras in parti
Productivitate 75 -
100 perechi/ora
Norma de timp: NT=0.68
[min*om/pereche]
Norma de
productie: NP=706 [per/8h*om]
|
|
Centrat
vipusca
Modul de executie al operatiei: manual
Utilajul folosit: masa de lucru cu dimensiuni[600X800][mm]
Norma de timp: NT=1,37
[min*om/pereche]
Norma de
productie: NP=350 [per/8h*om]
|
|
Ciocanit
incaltaminte, scos cuie, format cant
Modul de executie al operatiei: manual
Utilajul folosit: carucior cu dimensiunile [800X1000][mm]
Norma de timp: NT=0.68
[min*om/pereche]
Norma de productie: NP=700
[per/8h*om]
|

|
Scamosat
rezerva fete, deprafare Modul de executie al
operatiei: mecanic
Utilajul folosit: masina de
scamosat si periat
SVIT 043132, de dimensiuni[895X960][mm
Norma de timp: NT=0.68
[min*om/pereche]
Norma de productie:
NP=706 [per/8h*om
|

|
|
Uns I
Modul de executie al operatiei: manual
Utilajul folosit: masa de lucru cu dimensiunile [600X800][mm]
vas si pensula
Norma de timp: NT=1.6
[min*om/pereche]
Norma de
productie: NP=300 [per/8h*om]
|
|
|
Uns II
Modul de executie al
operatiei: manual
Utilajul folosit: masa de lucru cu dimensiunile [600X800][mm]
vas si
pensula
Norma de timp: NT=2 [min*om/pereche]
Norma de productie: NP=240
[per/8h*om]
|
414. Reactivare
Modul de executie al operatiei: mecanic
Utilajul folosit: tunel de
activare cu infrarosu de dimensiuni[2600×600×1400 ][mm], cu putere: 5 kW
Norma de timp: NT=2.055
[min*om/pereche]
Norma de
productie: NP=234 [per/8h*om]
|

|
415. Fixat si presat talpa
Modul de executie al operatiei: mecanic
Utilajul folosit: masina de presat pneumatica Funk
Norma de timp: NT=2.055
[min*om/pereche]
Norma de productie: NP=236
[per/8h*om]
|

|
416. Intarit lipitura talpa
Modul de executie al operatiei: mecanic
Utilajul folosit dulap frigorigic de dimensiuni [2600×600×1400][ mm] , cu puterea motorului
de 2.2kW si
productivitate maxim 500m/ora
|

|
|
|
Ciocanit,
odihna
Modul de executie al operatiei: manual
Utilajul folosit: carucior cu dimensiuni [800X1000][mm]
Norma de timp: NT=0.68
[min*om/pereche]
Norma de
productie: NP=706 [per/8h*om]
|
|
|
Scos
calapod
Modul de executie al operatiei: manual
Utilajul folosit: carucior cu dispozitiv cu dimensiuni
[800X1000][mm]
Norma de timp: NT=0.68
[min*om/pereche]
Norma de
productie: NP=706 [per/8h*om]
|
|
|
Curatat
de solutie marginea talpii si a incaltamintei
Modul de executie al operatiei: manual
Utilajul folosit: masa de lucru cu dimensiuni [600X800][mm]
Norma de timp: NT=0.68
[min*om/pereche]
Norma de
productie: NP=706 [per/8h* om]
|
|
Aplicat
crema
Modul de executie al operatiei: manual
Utilajul folosit: masa de lucru cu dimensiuni [600X800][mm]
Norma de timp: NT
= 0.68[min*om/pereche]
Norma de
productie: NP=706 [per/8h*om]
|
|
421. Periat incaltaminte
Modul de executie al operatiei: manual
Utilajul folosit: masina de periat SVIT 043132; cu
dimensiuni[895X960][mm
Norma de timp: NT=0.685
[min*om/pereche]
Norma de
productie: NP=706 [per/8h*om]
|
|
|
Ungerea si lipirea acoperisului de
brant
Modul de executie al operatiei: manual
Utilajul folosit: masa de lucru cu dimensiuni [600X800][mm]
Norma de timp: NT=0.68
[min*om/pereche]
Norma de
productie: NP=706 [per/8h*om]
|
|
|
Controlul
(CTC) final
Modul de executie al operatiei: manual
Utilajul folosit: masa de lucru cu dimensiuni [600X800][mm]
Norma de timp: NT=0.68
[min*om/pereche]
Norma de
productie: NP=706 [per/8h*om]
|
|
|
Format
cutii si capace, pus etichete si ambalat individual
Modul de executie al operatiei: manual
Utilajul folosit: masa de lucru cu dimensiuni [600X800][mm]
Norma de timp: NT=0.68
[min*om/pereche]
Norma de
productie: NP=706 [per/8h*om]
|
|
|
Format
lot, confectionat cutii colective
Modul de executie al operatiei: manual
Utilajul folosit: masa de lucru cu dimensiuni [600X800][mm]
Norma de timp: NT=0.68
[min*om/pereche]
Norma de
productie: NP=706 [per/8h*om]
|
|
|
Transport
la magazia de produse finite
Modul de executie al operatiei: manual
Utilajul folosit: carucior cu dimensiuni [800X1000][mm]
Norma de timp: NT=0.68
[min*om/pereche]
Norma de
productie: NP=700 [per/8h*om]
|
|
TEMA II
CARACTERISTICI
IGIENICO-FUNCTIONALE ALE PRODUSELOR TEXTILE UTILIZATE IN
INDUSTRIA INCALTAMINTEI
CAPITOLUL I
CARACTERISTICI IGIENICO-FUNCTIONALE ALE
PRODUSELOR TEXTILE
Introducere
Incaltamintea trebuie
sa asigure un ansamblu de proprietati care sa
satisfaca cerintele functionale in stransa corelare cu
destinatia, cu cerintele estetice
si igienice, precum si cu tendintele de moda.
Avand in vedere ca prin incaltaminte, corpul omenesc mentine contactul cu solul, principala
functie a acesteia trebuie sa fie protectia piciorului contra actiunii factorilor din mediul exterior. Pentru
a servi scopului caruia ii este destinata
incaltamintea trebuie
sa indeplineasca o serie de cerinte obligatorii: sa fie comoda, usoara, destul
de flexibila, rezistenta, sa nu permita intrarea
umiditatii din mediul exterior, deci sa fie pe cat posibil
impermeabila la apa, dar in acelasi timp sa fie
permeabila la vapori de apa si aer si sa-si pastreze timp indelungat forma obtinuta la confectionare.
Proprietatile
igienice ale incaltamintei
Proprietatile
igienice au o mare importanta, deoarece pentru toate tipurile de tesaturi utilizate
in industria incaltamintei
(tesaturi pentru fete de
incaltaminte,
tesaturi pentru captuseli, suporti pentru inlocuitori
de piele,) acestea influenteaza in mod radical
proprietatile produsului finit.
Una dintre cele mai
importante proprietatii igienice ale incaltamintei o
reprezinta higroscopicitatea care caracterizeaza capacitatea
tesaturii de a retine umiditatea din mediul inconjurator si de a elimina
vaporii de apa degajati de corp. Viteza de absorbire a umiditatii este in
functie de natura firelor constituente si de structura acestora.
Tesaturile mai dese
si mai groase au o higroscopicitate redusa, tesaturile de
in si bumbac au o viteza de absorbtie mai mare decat cele de
lina (aceasta si din cauza structurii orientate a lanturilor macromoleculare).
Higroscopicitatea tesaturilor
este data de raportul dintre cantitatea de apa absorbita din mediul inconjurator si
masa tesaturii uscate (dupa 96 de ore de pastrare la 20 C
si la 100%
umiditate). Ea are valori cuprinse intre 14,3 - 21,8 % in cazul bumbacului, 29.5% in cazul
tesaturilor de lana si 16,2 - 24,7% in cazul celor de in.
Permeabilitatea
la apa este elocventa in cazul tesaturilor, ea fiind direct proportionala cu
porozitatea tesaturii si invers proportionala cu
desimea acesteia.
Capacitatea unor fibre de a-si
mari volumul sub actiunea apei, scade permeabilitatea tesaturii.
In cazul unor anumite scopuri de utilizare, tesaturile se imbiba cu substante hidrofuge, aceasta
pentru a le conferi o mai buna comportare
la patrunderea apei.
Porozitatea
tesaturilor este caracterizata de raportul dintre volumul de aer
inchis in tesatura si volumul total al acestuia, exprimat
in procente. Ea depinde
in mare masura de desimea tesaturii si de tipuri
legaturii constituente. In general parametrii acesteia variaza intre 60 - 80%.
Capacitatea de absorbtie
fata de apa este reprezentata de cantitatea de apa pe care o absoarbe tesatura la
inmuiere. Aceasta caracteristica releva comportarea tesaturilor fata
de transpiratie.
Umiditatea piciorului poate fi eliminata pe
doua cai: fie prin absorbtia ei de
catre ciorap si eliminarea in sus prin capilaritatea fibrelor, fenomen inlesnit
si de faptul ca temperatura gambei este cu aproximativ 3 - 7°C mai ridicata decit temperatura piciorului, fie
prin absorbtia de catre ciorap si de catre captuseala interioara a
incaltamintei pe de o parte si de catre brant pe
de alta parte. Eliminarea prin
piele a umiditatii ce se afla in stare de vapori in interiorul incaltamintei
datorita proprietarii obligatorii a acesteia, sau a materialului textil, de a fi permeabila la
vapori. Deoarece doar o parte din umiditate
se elimina in stare de vapori, restul eliminandu-se in stare lichida,
aceasta din urma dupa ce
va fi absorbita de captuseala interioara si brant, nu mai poate fi eliminata prin materialul textil
utilizat ca fata de incaltaminte dupa momentul
ajungerii acestuia la limita de saturare. Ca atare, aceasta cantitate de
umiditate, poate fi eliminata numai prin intreruperea procesului de
purtare a incaltamintei,
respectiv prin uscarea acesteia in timpul stationarii.
Transpiratia
alcalina reduce rezistenta mecanica a tesaturilor; in exploatarea
incaltamintei, concomitent cu actiunea transpiratiei
are loc ai patrunderea
prafului care reduce flexibilitatea in portiunile supuse repetat la indoire. In acest fel durata de
exploatare a tesaturilor folosite pentru incaltaminte se reduce
foarte mult. Preintampinarea acestui fapt se poate face prin adoptarea unei serii
de masuri cum ar fi:
se evita folosirea
tesaturilor albite chimic, la care an cadrul procesului de albire a avut loc un
inceput de degradare oxidativa a fibrelor;
se recomanda impregnarea
tesaturilor cu substante bacteriostatice care nu impiedica fiziologia
normala a piciorului; se indica asigurarea unui regim rational de folosire a incaltamintei,
care sa permita eliminarea, in
proportie maxima, a transpiratiei acumulata de aceasta in
procesul de purtare.
Toate aceste masuri pot contribui intr-o mare
masura la prelungirea duratei de
folosire a tesaturii de captuseala, astfel incit
sa ajunga sa aiba aceeasi
durata de utilizare ca a fetelor de incaltaminte.
Pentru a asigura o
temperatura normala a piciorului in mod deosebit in procesul purtarii, in cazul mediului rece,
incaltamintea trebuie sa posede proprietati termice .
In acest scop, in special
materialele ce intra in compozitia partii de jos a incaltamintei
trebuie sa aiba o conductibilitate termica redusa. Din
studiile efectuate
pana in prezent, s-a constatat ca pielea si panza care
intra in componenta
partii de sus a incaltamintei, raspund
multumitor acestei cerinte, materialul textil fiind prin structura
lui, capilaroporos, porii fiind plini de aer, care dupa cum se stie,
are cel mai redus coeficient de conductibilitate termica.
Trebuie remarcat faptul ca
umiditatea mediului are o influenta negativa asupra proprietatilor
termice ale incaltamintei. Din punct de vedere structural, cu cit
tesatura are o porozitate mai mare, cu atat conductibilitatea
termica este mai
redusa, deoarece aerul din tesaturi asa cum a fost
aratat anterior, are o conductibilitate redusa. Se poate concluziona ca grosimea
tesaturii este invers proportionala cu conductibilitatea
termica, concluzie ce se regaseste si in datele prezentate in tabelul
urmator:
Variatia
conductibilitatii termice functie de grosimea tesaturii:
|
Grosime (mm)
|
Conductibilitate termica (kcal/mhC)
|
|
|
|
|
|
|
|
|
Pentru a asigura
respiratia normala a piciorului in incaltaminte, materialul textil din care se confectioneaza
aceasta, trebuie, pe cit posibil, sa fie
permeabil la aer, lipsa acestei proprietati avand o influenta
negativa asupra piciorului si chiar asupra organismului in
general. Permeabilitatea la aer este un
indice calitativ important, ce caracterizeaza proprietatile
igienice ale tesaturii
si determina conductibilitatea ei termica. Aceasta
caracteristica este influentata
de desimea tesaturii in urzeala si batatura,
cresterea desimii scazand permeabilitatea,
iar cresterea torsionarii marind-o. Permeabilitatea la aer mai poate fi influentata pozitiv prin tratarea
tesaturii cu substante izolante avandu-se totusi in vedere pastrarea de catre
tesatura a porozitatii.
Pentru a crea conditii favorabile piciorului,
incaltamintea trebuie sa posede calitatile
necesare crearii unui microclimat adecvat, indiferent de concursul de
imprejurari. Tesaturile din care se confectioneaza
incaltamintea in procesul de
purtare, pot fi atacate de microorganisme, care le influenteaza
negativ proprietatile initiale, actiunea acestor
microorganisme fiind favorizata de
prezenta pe tesaturi a apretului pe baza de amidon, de depozitarea incaltamintei in medii unde si
calde. Astfel un continut de umiditate in tesatura mai mare de 9% conduce la aparitia
macroorganismelor, peste 10% apar
ciupercile, iar peste 20% este favorizata aparitia bacteriilor. Toate
acestea conduc la aparitia pe tesatura a unor pete de culoare ce
vor afecta in sens negativ rezistenta
acesteia.
Proprietatile igienice
necorespunzatoare ale materialelor textile utilizate in industria
incaltamintei provoaca urmari neplacute
purtatorului, cum ar fi: rosaturi, ciuperci, senzatie de rece, supraincalzirea
piciorului, ingreunarea circulatiei sangvine, motiv pentru care aceste materiale joaca
un rol important in
indeplinirea de catre picior a functiilor sale fiziologice.
CAPITOLUL
II
CARACTERISTICI
MECANICE ALE PRODUSELOR TEXTILE UTILIZATE IN INDUSTRIA INCALTAMINTEI
Materialele textile isi
gasesc o larga utilizare la confectionarea articolelor de incaltaminte,
fie ca repere de intarire, captuseli sau chiar repere de fete. Prin structura lor si prin natura
procesului de fabricatie, tesaturile prezinta proprietati specifice, caracteristici
diferentiate net de caracteristicile pieilor flexibile pe care le
inlocuiesc sau uneori le insotesc.
Se stie ca in urma
presiunii exercitate de corp asupra piciorului, acesta isi modifica intr-o anumita
masura dimensiunile longitudinale si transversale, atat in
pozitie ortostatica cit si in mers. De aceea in special partea
de sus a incaltamintei trebuie sa fie confectionata
din materiale elastice si moi, care sa favorizeze aceasta schimbare de
dimensiune.
Stiind ca presiunea
specifica a piciorului asupra partii de jos a incaltamintei
poate ajunge pana la valori de 10Kgf7cm2, in punctele de concentrare maxima,
brantul trebuie sa aiba forma partii plantare a piciorului,
si sa
fie confectionat din materiale cu proprietati elasto-plastice
care sa favorizeze
formarea patului piciorului, necesar maririi suprafetei de contact
dintre picior si planul de sprijin si micsorarii presiunii
specifice, astfel incat aceasta sa nu atinga valori suparatoare.
Incaltamintea
trebuie sa fie rezistenta la purtare, rezistenta este
influentata in mod direct de calitatea materialelor utilizate la
confectionare si de modul de imbinare a pieselor componente. In acelasi timp
incaltamintea trebuie sa fie flexibila, pentru a permite
indoirea repetata in timpul dinamicii piciorului si implicit sa asigure o
micsorare considerabila a
efortului depus in timpul mersului.
Rezistenta la rupere a
tesaturilor este o caracteristica importanta ce releva
comportarea acestora atunci cand sunt supuse la diferite eforturi in timpul procesului de purtare.
Ea se determina prin metode dinamometrice, pe fasii standardizate dimensional,
taiate paralel cu marginea tesaturii (respectiv pe directia urzelii)
si perpendicular pe aceasta (respectiv pe directia
bataturii). Valorile sarcinii de rupere se dau pe latimea
fasiei si permit compararea diferitelor tipuri de tesaturi intre ele.
Pentru determinare, se scot din tesatura fasii la care se
destrama marginile in sensul lungimii, pana se ajunge la o
latime standardizata.
Proba se aseaza intre clemele aparatului dinamometric pentru a se asigura o intindere
uniforma) iar la partea inferioara, se aplica o sarcina de
intindere preliminara. Clemele aparatului se strang, se indeparteaza
sarcina de intindere
preliminara si se pune in functiune dinamometrul. Valoarea
astfel obtinuta
este conditionata de natura firelor, de finetea acestora, de
gradul de torsiune,
de desime, de tipul de legatura si de tipul finisajului.
Firele de urzeala fiind
obtinute intotdeauna din materii prime de cea mai buna calitate si avand un
grad de torsiune mai mare decat firele de batatura, rezistenta la rupere in
directia urzelii, va fi intotdeauna mai mare decat rezistenta la rupere din
directia bataturii.
Referitor la tipul
legaturii cu cit flotarea firelor este mai redusa si numarul de ondulari
pe unitatea de lungime este mai mare, cu atat rezistenta tesaturii va
fi mai mare. Cele mai rezistente sunt tesaturile cu legatura
panza, care folosesc aceleasi conditii de obtinere (respectiv
natura si caracteristicile firelor), urmeaza legaturile diagonal
si atlas. Unele operatii chimice de finisaj (albirea) reduc din rezistenta
la tractiune a tesaturilor.
Alungirea unei tesaturi,
arata modul cum va se comporta in timpul utilizarii. Alungirea la rupere se
determina concomitent cu proba de rupere la dinamometru, fiind exprimata
in procente fata de lungimea initiala.
Aceasta
proprietate are o importanta capitala in cazul tesaturilor
destinate
captuselii sau a fetelor de incaltaminte.
Alaturi de
alungirea elastica si cea plastica trebuie sa posede si
capacitatea de
a-si schimba forma in timpul solicitarii si de a reveni la forma
initiala
in momentul incetarii fortei de deformare. Alungirea elastica
si remanenta
apare ca un indiciu al calitatii tesaturii. Aceasta trebuie
sa aiba un minim de alungire care sa permita formarea pe calapod
a incaltamintei fara a afecta proprietatile
ulterioare.
De o
importanta la fel de mare este si proprietatea de a-si
mentine forma
obtinuta, respectiv un procent de alungire plastica.
Deformatiile plastice sunt specifice pieilor tabacite si se manifesta, in
masura redusa in cazul tesaturilor, de aceea in cazul
utilizarii tesaturilor in cadrul procesului de fabricare al incaltamintei,
se iau anumite masuri - apretarea bombeului pentru intarire, care sa-i permita acestuia
sa-si mentina
forma.
Alungirea
tesaturilor este data de natura firelor, desimea acestora in urzeala si
batatura, de caracterul legaturii si de finetea
firelor constituente.
|
Tip legatura
|
Alungire in urzeala %
|
Alungire in batatura %
|
|
Panza
|
7,7
|
|
|
Diagonal 2/2
|
|
|
|
Diagonal 1/3
|
|
|
|
Atlas
|
5,7
|
|
Din tabelul
anterior se observa ca alungirile tesaturilor din
directia urzelii,
sunt diferite de alungirile din directia bataturii, deci se
poate trage concluzia ca in procesul de croire a pieselor de
captuseli, acest fapt are o importanta covarsitoare, directia de
solicitare maxima fiind aleasa intotdeauna pe directia urzelii, care
prezinta rezistenta cea mai mare si alungirea cea mai mica.
Exemplu: axa caputei va fi
paralela cu directia de urzeala. ca si inaltimea carambului de cizma.
Tesaturile
au in general alungiri mai mici decat pieile finite, ceea ce constituie un avantaj
si un dezavantaj in acelasi timp. Dezavantajul consta in faptul ca tragerea pe
calapod nu este chiar atat de facila, respectiv tesatura se
muleaza mai greu si deci trebuiesc alese modele de
incaltaminte cu modelare spatiala mai facila, iar avantajul consta
in aceea ca si captuselile de incaltaminte realizate din
tesaturi, precum si materialele folosite la intarire, avand alungiri mici, nu permit o deformare
considerabila a fetelor de piele, deci contribuie nemijlocit la mentinerea formei incaltamintei
un timp mai indelungat.
Functia sistemului
piele-tesatura este ilustrata in graficul urmator prin curbele de
intindere ale acestui
sistem.
Diagrama alungirii sistemului
piele-tesatura
Piesele exterioare de piele au de obicei,
o rezistenta si o alungire mai mare
la rupere (conform curbei 1), fata de piesele realizate din
tesaturi (curba 2). In
afara de acestea, in perioada initiala, de intindere, pielea are
o extensibilitate mult mai mare
decat tesatura. Daca se presupune
ca in timpul purtarii, la frecare si indoire repetata, materialul se intinde cu valoarea X,
in acest caz tesatura este supusa unei sarcini de intindere Q,, relativ mai
mare decat sarcina care revine pielii Qp. Tesatura fiind astfel
solicitata mai puternic, este evident ca se va uza mai repede ca pielea, fapt favorizat in
mare masura si de actiunea distructiva a transpiratiei.
Aceasta este explicatia faptului
ca in procesul de purtare a incaltamintei,
initial se distruge captuseala si apoi fetele
confectionate din piele.
Daca pentru prevenirea acestui inconvenient s-ar crea tesaturi
care sa dispuna de proprietati apropiate de rezistenta
si elasticitatea pielii, s-ar evita inconvenientul distrugerii
premature a captuselilor, dar ar aparea inconvenientul pierderii de catre incaltaminte a
formei initiale dupa o foarte scurta perioada de purtare, fapt ce ar anihila tocmai calitatea
ce se confera incaltamintei in acest sens prin utilizarea
captuselilor exterioare si intermediare din tesaturi, in portiunea de maxima
solicitare a incaltamintei, datorita indoirilor repetate. Aceste deformari sunt
prevenite tocmai de proprietatile mecanice ale sistemului piele-tesatura
(curba 3).
In alegerea materialelor din
care se confectioneaza captuselile trebuie de asemenea sa se
tina cont de faptul ca in timpul purtarii, datorita
miscarilor piciorului in incaltaminte, atat in sens longitudinal,
cit si in sens transversal, se produce o eroziune a captuselilor
care este mai pregnanta in regiunea calcaiului si la limita superioara a
carambului, ca urmare a acestui fapt, pentru contracarare, in aceste regiuni
captuselile se vor confectiona din piele si nu din panza, pielea
prezentand proprietati net superioare de rezistenta la
uzura.
Tricoturile sunt structuri
textile obtinute prin legarea intr-o ordine data a ochiurilor obtinute prin
incovoierea firelor. Ca urmare, deformarea tricotului reprezinta rezultatul
deformarii ochiurilor in momentul solicitarii. Caracterul acestor deformari este
in special elastic, datorita lucrului mecanic elastic inmagazinat in bucla ochiului
in cadrul procesului de deformare.
Comparativ cu tricoturile,
tesaturile se comporta diferit la diverse tipuri de solicitare, dupa directia
acesteia, respectiv, directia urzelii, directia bataturii sau pe diagonala..
Acest fapt este relevat si
in graficul urmator:
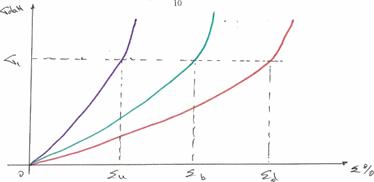
Diferentele
dintre directia urzelii si a bataturii sunt generate de proprietatile
firelor. In cazul solicitarii pe directie diagonala, deformarea
are valori mai
mari, datorita faptului ca unghiul dintre cele doua sisteme se modifica la aparitia
unor componente tangentiale si axiale. Aceasta modificare poate avea un caracter
temporar sau permanent, functie de intensitatea solicitarii si
continutul de umiditate.
Comparativ cu
tesaturile, marimea deformatiilor suferite de tricoturi, depinde
de natura firului, directia solicitarii si structura tricotului.
Raspunsul acestora
la solicitari, depinde de fortele de frecare dintre fire si
valoarea rezistentei
mecanice a acestora. Fortele de frecare ce apar intre elementele ochiului, in punctele de legare,
sunt dependente de natura si finetea firelor, de starea suprafetei acestora,
de structura tricotului, iar elasticitatea este data de structura tricotului, de desimea
lui si de caracterul firului.
Dintre caracteristicile de
calitate ale tricoturilor, se impun:
- stabilitatea dimensionala
data de caracterul firului, parametrii de
structura
si solicitarile la care este supus, ea creste pe masura ce
ochiurile
si razele de curbura sunt mai mici,
- rezistenta la alungire este
data de raportul solicitarilor tricotului.
Solicitarile
pot fi: de tractiune pe directia randului, a sirului,
tractiunea ochiurilor,
solicitari
bidimensionale sau de frecare.
Dintre proprietatile
igienice se remarca: conductibilitatea termica si permeabilitatea
la vapori de apa si aer.
Caracteristicile
negative sunt reprezentate de desirabilitate si efectul de piling
(aparitia pe suprafata tricotului a unor noduri mici, datorate
frecarii, ca rezultat
al migrarii firelor din interior spre exterior si rasucirea
acestora in jurul
firelor mai rezistente).
Rezistenta
la uzura a materialelor textile se determina prin
'roaderea' suprafetei acestora cu materiale abrazive, stabilindu-se ulterior
pierderea in greutate.
Ea reprezinta un indice important pentru determinarea valorii de utilizare a tesaturii si
este conditionata de starea suprafetei tesaturii,
natura si lungimea
fibrelor componente, gradul de torsiune al firelor si grosimea tesaturii.
Tesaturile
au diferite grade de acoperire a firelor de urzeala cu cele de
batatura si datorita acestui fapt, uzura
tesaturii nu se face uniform pentru cele doua sisteme de fire.
|

|
|
legatura panza
|
legatura
cu raport2/' 1
|
legatura
cu raport 3/1
|
|
|
|
Gradul de acoperire al firelor la diferite
tesaturi
Se vor uza mai
repede, firele sistemului cu flotari mai lungi, fapt ce conduce la micsorarea
rezistentei mecanice a firelor din respectivul sistem.
In cazul
legaturii-panza, firele din cele doua sisteme, fiind uniform repartizate la suprafata
tesaturii, se vor uza uniform, iar coeficientul de frecare in acest
caz are valori mult mai mari decat in cazul altor tipuri de legaturi.
Avand in vedere
acest lucru. se vor utiliza pentru captuseli la incaltamintea
pentru femei si copii,
tesaturi cu legatura-atlas care dispun de cel mai mic coeficient
de frecare. In cazul incaltamintei barbatesti, se
vor utiliza tesaturi cu legatura-diagonal.
Pentru
captuseli interioare si pentru dublarea brantului cusut pe
rama, la care
nu este necesar un coeficient redus de frecare, se intrebuinteaza
legatura-panza si uneori panama.
Referitor la natura si
lungimea fibrelor componente ale tesaturii, se stie ca firele de bumbac au o
rezistenta la frecare sporita fata de fibrele acetat iar fibrele de bumbac mai lungi
au rezistenta la frecare mai buna decat fibrele de bumbac mai scurte. Firele groase
si mai torsionate, sunt mai rezistente decat firele simple si slab tensionate. De aceea in cazul
tesaturilor pentru confectii din piele au legaturi in care
firele unui sistem prezinta flotari lungi, acestea fiind mai torsionate si uneori chiar rasucite
din doua sau trei fire simple ca in cazul firelor de urzeala la
legaturile diagonale ale tesaturilor pentru captuseli.
Repartitia uniforma
a ambelor sisteme de fire la suprafata, precum si cresterea grosimii
tesaturii, conduce la cresterea nemijlocita a
rezistentei la uzura.
Realizarea unor
produse corespunzatoare din punct de vedere calitativ, impune utilizarea unor metode
de testare adecvata. Evidentierea valorii de intrebuintare a produselor textile
in industria incaltamintei, functie de destinatie, conform
conceptiilor moderne de apreciere a calitatii, se face prin determinarea confortului la
purtare, a stabilitatii dimensionale, a usurintei de intretinere, a duratei de utilizare si a
cerintelor de ordin estetic impuse de utilizator
sau moda.
CAPITOLUL III
PROPRIETATI
TEHNOLOGICE ALE MATERIALELOR TEXTILE FOLOSITE IN INDUSTRIA
INCALTAMINTEI
Pozitionarea
reperelor
La debitarea reperelor de pe
suprafata materialelor
textile, trebuie sa se adopte un astfel de sistem de asezare a reperelor pe suprafata
materialului, astfel incat sa rezulte o utilizare maxima a suprafetei si
sa se obtina repere de calitate corespunzatoare.
Adoptarea unui
anumit sistem de asezare a reperelor la croire, este conditionata
de : consumul de material, variatia proprietarilor fizico-mecanice pe suprafata acestuia, de
necesitatile impuse reperelor componente ale produselor. Necesitatile
impuse reperelor ansamblului superior al incaltamintei, sunt determinate de
solicitarile la care sunt supuse aceste repere in procesul de confectionare
si exploatare al produselor.
Complexitatea croirii
reperelor este determinata de cele mai multe ori de variatia indicatorilor
proprietarilor fizico-mecanice pe suprafata materialului textil.
Latimea constanta
ca si uniformitatea, alaturi de o grosime si o alungire
constanta pe o anumita directie, fac posibila croirea
stratificata a materialelor textile,
utilizand de asemenea la pozitionarea reperelor pe suprafata stivei, sistemul translatiei liniare si combinand
detaliile dupa un unghi drept sau diferit de 90° .
Datorita faptului ca
cele mai bune caracteristici mecanice ale tesaturilor se intalnesc pe directia
urzelii, reperele se vor aseza pe suprafata materialului, astfel incat
directia lor de maxima solicitare sa coincida cu
directia urzelii.
Este contraindicat
asezarea dupa diagonala, pentru a preveni manifestarea unor deformatii mari
si necontrolate in procesul de formare spatiala a ansamblului
superior al incaltamintei.
La croirea
tesaturilor, latimea materialului joaca un rol
important in vederea
utilizarii optime a suprafetei materialului, intrucat pe
latime este necesar sa se aseze un numar intreg de repere, pentru a
se evita pierderile marginale.
In cazul latimi mici
a materialului si dimensiunii mari a reperelor asezarea sub unghi diferit de 90 nu este
recomandata, deoarece desi ea poate creste
capacitatea sistemului de asezare, determina in acelasi timp
pierderi marginale mari, deci asezarea sub un unghi drept este cea mai
indicata.
Croirea reperelor de dimensiuni
mici se poate face economic si sub un unghi diferit de 90° , dar tinandu-se
cont ca directia de minima alungire a materialului sa
coincida cu latimea produsului de incaltaminte.
Metode de taiere
Operatiile de
taiere se intalnesc fie la debitarea reperelor de pe suprafata materialelor plane,
fie in anumite etape de prelucrare a reperelor sau chiar in cadrul finisarii
mecanice a produsului.
Fiecare operatie se
executa pe masini speciale dotate cu diferite instrumente de taiere. Dupa
caracterul prelucrarii, taierea poate fi o operatie de tip succesiv sau paralel, iar
dupa caracterul deformatiei materialului in procesul taierii se disting trei
variante de baza necesare realizarii operatiei de taiere:
metoda cutitului
- instrumentul de taiere sau materialul se deplaseaza in directia de taiere (stantare,
egalizarea cu masini cu cutit fix, frezarea)
metoda fierastraului banda - taierea, se executa ca urmare a miscarii combinate a materialului si a cutitului
(croirea la masini cu functionare continua, subtierea)
metoda foarfecelui - taierea se realizeaza cu ajutorul
a doua instrumente
ce se deplaseaza unul catre celalalt (ghilotina).
Fiecare din aceste metode, se
bazeaza pe crearea anumitor deformatii in material, in procesul taierii
si se aplica functie de proprietatile acestuia.
Dupa
caracterul miscarii instrumentelor de taiere, debitarea poate fi
realizata
la masini cu functionare continua
sau la masini cu functionare discontinua.
In primul caz se folosesc masini
dotate cu cutit mobil, respectiv cutit banda, cutit vertical sau
cutit disc, iar in cel de al doilea caz, masini dotate cu prese de
stantat.
Schema masinii de taiat cu cutit banda
Aceasta masina dotata cu fierastrau
banda este utilizata la taierea reperelor din stiva de tesaturi.
Cutitul este o banda continua de otel. cu latimea
de 8
-15 mm si o grosime de 0.8-1mm. infasurata pe o roata
motoare si pe doua
roti de abatere, banda efectueaza o miscare continua primita de la un electromotor prin intermediul
unei transmisii cu curea - electromotor-roata motoare.
Masina de
taiat cu cutite multiple este utilizata la croirea reperelor sub
forma de benzi, iar cea dotata cu
cutit vertical este folosita la taierea stivelor de tesaturi in bucati.
Schema masinii de
taiere dotata cu prese de stantat
Debitarea
reperelor de pe suprafata materialelor textile se realizeaza in
principal pe prese, cu ajutorul unor dispozitive speciale de taiat, care
au forma si
dimensiuni corespunzatoare reperelor - cutitul pentru stantat
(debitat) are un contur inchis.
In
cazul acestor masini exista diferente majore din punct de vedere
constructiv
si al modului de actionare, dar din punct de vedere al deformatiei
suferite de material in final, a taierii acestuia, aceste masini
dotate cu prese de stantat
sunt sensibil asemanatoare .
Sub
actiunea presiunii exercitate de elementul mobil al presei, cutitul
patrunde in materialul asezat pe suprafata de reazem,
deformindu-l intr-o faza initiala si mai apoi taindu-l in momentul
depasirii rezistentei la deformarea acestuia.
Aceasta operatie
numita si operatie de stantare, presupune utilizarea
unei scale indispensabile si anume a
cutitului de stanta, care este un cutit cu contur inchis ce copie fidel conturul reperului si cu
ajutorul caruia se efectueaza decuparea acestuia.
Prin
patrunderea cutitului in material, acesta incepe sa se deformeze
pe straturi, fapt relevat si in figurile urmatoare:
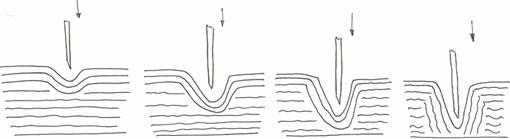
Pe masura ce cutitul se
deplaseaza in raport cu materialul, deformatiile de intindere si
comprimare ale materialului cresc si la depasirea limitei de rezistenta a acestuia,
structurile superioare incep sa cedeze. Patrunderea in continuare a cutitului
este insotita de o intindere a straturilor pe directia deplasarii acestuia, respectiv straturile de
material in contact cu marginea taisului,
sunt antrenate in jos, ceea ce da nastere la un fenomen de comprimare
si compactizare a lor.
Deplasarea in continuare a cutitului, ca urmare a cresterii incarcarii, va
determina ruperea straturilor inferioare ale materialului si implicit decuparea detaliului. Marimea stratului inferior care se rupe,
depinde de proprietatile materialului, cu cit materialul textil
este mai compact, cu atat stratul care se rupe este mai gros.
In cazul materialelor mai putin compacte, in care
tesutul are posibilitati de
orientare, stratul inferior care se rupe are o grosime mai mica, acest fapt facand necesara
patrunderea cutitului mobil in suprafata suport pentru desavarsirea
taieturii.
La deplasarea
cutitului in material, apar forte de frecare intre material si cutit, influentand
efortul de taiere. Coeficientul de frecare, depinde de aspectul
suprafetei de taiere a cutitului si de proprietatile
materialului.
In cazul decuparii
detaliilor din stiva de tesaturi, initial cutitul, comprima straturile pana
la aproximativ 75 % din grosimea stivei, apoi incepe sa le taie, forta
de taiere scazand dupa inceputul procesului de taiere,
datorita aparitiei
fortelor de frecare intre straturi si intre cutit si
material. In ultimii ani au fost realizate
instalatii automate pentru taierea automata a reperelor, utilizand ca instrument de
taiere o sursa energetica neconventionala a carei miscare este
dirijata pe baza programului de asezare optima a reperelor. Ca surse
energetice, pot fi folosite: jetul de apa sub presiune, radiatia
laser, jetul de plasma, ultravioletele
Raspandirea
acestor tehnologii neconventionale in industria incaltamintei si confectiilor,
este justificata prin avantajele nete care decurg din utilizarea lor
eliminarea preselor si cutitelor de stanta
posibilitatea programarii asezarii reperelor in
conditii optime;
automatizarea croirii;
lipsa poluarii sonore;
cresterea randamentului;
micsorarea volumului de pierderi.
Toate aceste multiple avantaje
sunt umbrite de faptul ca aceste instalatii ce folosesc surse energetice
neconventionale de taiere au un pret de cost foarte ridicat si necesita o
calificare deosebita.
Utilizarea economica a materialelor textile
la croirea
reperelor pentru incaltaminte
Utilizarea
rationala a materialelor textile ce intra in componenta incaltamintei
are o deosebita importanta, deoarece mai mult de 65% din
pretul de
cost a! incaltamintei este reprezentat de costul materiilor
prime. Datorita acestui fapt, in actiunea de reducere a pretului de cost al produselor
finite, este necesar
sa se puna in primul rand accentul pe reducerea consumului de material. Aceasta se poate
realiza prin mai multe metode, dupa cum urmeaza:
proiectarea economica a reperelor;
folosirea rationala a suprafetelor materialelor;
utilizarea
subproduselor rezultate.
Proiectarea economica a tiparelor,
vizeaza doua aspecte: proiectarea tiparelor cu cea mai mica arie
si cu cea mai buna asezare.
Nici unul din materialele
utilizate la obtinerea reperelor plane ale reperelor de incaltaminte nu
poate fi folosit in proportie de suta la suta. La croirea reperelor dupa
contur, apar pierderi tehnologice - deseuri - care se pot grupa in functie de locul
de producere, in mai multe categorii:
deseuri marginale - deseuri care se formeaza pe marginea
materialului datorita
necoincidentei conturului materialului cu cel al
reperelor, respectiv abaterile dimensionale la lungime si
invizibilitatea latinii materialului
cu cea a detaliilor.
deseuri normale - deseuri care se
formeaza intre reperele de acelasi fel si de aceeasi
marime, datorita configuratiei curbe a majoritarii reperelor
articolelor de incaltaminte, configuratie ce nu permite
decat tangente punctiforme sau pe portiuni, ele fund limitate de conturul
reperelor vecine;
- deseuri
intre tipare - deseuri ce apar la croirea reperelor de forme si
dimensiuni diferite
deseuri de calitate - deseuri rezultare in urma
faptului ca materialele textile prezinta defecte de structura. La
croirea intr-un singur strat, aceste defecte pot fi evitate prin dispunerea lor pe intervale
intre repere,
lucru ce nu este posibil in cadrul croirii in straturi multiple. Metodele de dispunere a
reperelor pe suprafata materialului trebuie sa satisfaca
urmatoarele conditii: sa fie usor aplicabile, sa dea
posibilitatea de apreciere a
eficientei variantelor sistemelor de asezare si sa reduca
la minim deseurile.
Aceste
cerinte pot fi satisfacute, asezand reperele intr-un sistem
liniar translat,
cunoscut si sub denumirea de 'sistemul paralelogramului' ce are
la baza respectarea stricta
a paralelismului randurilor si deplasarea prin
translatie a reperelor in cadrul
fiecarui rand.
Estimarea
consumului de material necesar la croire, se efectueaza printr-o metoda de calcul
ce are la baza determinarea automata a factorului teoretic de asezare a
reperelor. Acest factor se refera la incadrarea teoretica a reperelor pe suprafata
materialului si se determina prin procedee clasice, bazate pe tatonarea mai
multor variante de asezare, in cadrul unui sistem de asezare a
contururilor reperelor cu ajutorul sabloanelor (tiparelor de croire), retinand in final
varianta ce corespunde valorii maxime (optime) a acestui factor.
Pe suprafata de asezare, se
separa un element si printr-un anumit punct al sau se duce linii paralele in doua
directii. Aceste linii impart suprafata pe care s-a realizat varianta
de asezare, in parti egale cu forma de paralelogram.
In fiecare dintre aceste paralelograme,
trebuie sa fie incluse unul, doua, sau mai multe repere, uneori formate din
bucati care alcatuiesc reperul intreg, astfel incit totalitatea reperelor
produsului sa se regaseasca aici.
Raportul dat de aria
suprafetei incluse in paralelogram si aria suprafetei acestuia, reprezinta factorul
de asezare. Datorita faptului ca numai persoanele cu o inalta pregatire
si o bogata experienta pot obtine factori de
asezare optima,
a caror evaluare sa depaseasca valoarea minima
acceptata de 65 %, s-au elaborat
programe speciale, dedicate proiectarii incaltamintei
si implicit determinarii factorului
de asezare optim in mod automat. Materialele
textile care au dimensiuni precise, caracteristici uniforme pe intreaga suprafata si defecte relativ
putine pot fi croite in mai multe straturi. Factorii care influenteaza in acest caz utilizarea economica
sunt:
asezarea reperelor pe material;
raportul dintre dimensiunile reperelor si dimensiunile
materialului,
prezenta puntilor.
Asigurarea unui deseu
tehnologic de pornire, justificat prin necesitatea evitarii stirbirii marginii
reperelor periferice din straturile interioare (datorita alimentarii acestora), are scopul gasirii unor solutii de
minimizare a deseurilor, pentru aceasta este necesara cunoasterea
valorilor procentuale
ale fiecarei categorii de deseuri, respectiv a acelora care detin o
pondere mai mare.
Automatizarea croirii necesita existenta unui
program de asezare a reperelor in
vederea optimizarii folosirii materialului. In acest sens metoda programarii liniare prezentata anterior
s-a dovedit de un real folos. Ea are la baza un sistem de ecuatii si inecuatii cu mai multe
necunoscute, in cadrul caruia,
functia data variabila de iesire din aceste relatii,
primeste o evaluare extrema (maxima sau minima). Ca
functie scop se folosesc coeficientul de utilizare a suprafetei materialului.
Programul de automatizare astfel conceput, serveste la
dirijarea sursei energetice neconventionale
in vederea croirii materialelor in varianta optima.
CONCLUZII
Avand in vedere ca prin incaltaminte, corpul omenesc mentine contactul cu solul, principala
functie a acesteia trebuie sa fie protectia piciorului contra actiunii factorilor din mediul exterior. Pentru
a servi scopului caruia ii este destinata,
incaltamintea trebuie
sa indeplineasca o serie de cerinte obligatorii: sa fie comoda, usoara, destul
de flexibila, rezistenta, sa nu permita intrarea
umiditatii din mediul exterior, deci sa fie pe cat posibil
impermeabila la apa, dar in acelasi timp sa fie
permeabila la vapori de apa si aer si sa-si pastreze timp indelungat forma obtinuta la confectionare
Proprietatile igienice ale
incaltamintei
Proprietatile
igienice au o mare importanta, deoarece pentru toate tipurile de tesaturi
utilizate in industria incaltamintei
(tesaturi pentru fete de
incaltaminte,
tesaturi pentru captuseli, suporti pentru inlocuitori
de piele,) acestea influenteaza in mod radical
proprietatile produsului finit.
Una dintre cele mai
importante proprietatii igienice ale incaltamintei o
reprezinta higroscopicitatea care caracterizeaza capacitatea
tesaturii de a retine umiditatea din mediul inconjurator si de a elimina
vaporii de apa degajati de corp. Viteza de absorbtie a umiditatii
este data in functie de natura firelor constituente si de structura
acestora.
Tesaturile mai dese
si mai groase au o higroscopicitate redusa, tesaturile de
in si bumbac au o viteza de absorbtie mai mare decat cele de
lina (aceasta si din cauza structurii orientate a lanturilor macromoleculare).
Higroscopicitatea tesaturilor
este data de raportul dintre cantitatea de apa absorbita din mediul inconjurator si
masa tesaturii uscate (dupa 96 de ore de pastrare la 20 C
si la 100%
umiditate), ea are valori cuprinse intre 14,3 - 21,8 % in cazul bumbacului, 29,5% in cazul
tesaturilor de lana si 16,2 - 24,7% in cazul celor de in.
Umiditatea piciorului poate fi eliminata pe
doua cai: fie prin absorbtia ei
de catre ciorap si eliminarea in sus prin capilaritatea fibrelor, fenomen inlesnit
si de faptul ca temperatura gambei este cu aproximativ 37°C mai ridicata decat temperatura piciorului, fie
prin absorbtia de catre ciorap si de catre captuseala interioara a
incaltamintei pe de o parte si de catre brant pe
de alta parte.
Eliminarea prin piele a
umiditatii ce se afla in stare de vapori in interiorul
incaltamintei datorita proprietarii obligatorii a acesteia,
sau a materialului
textil, de a fi permeabile la vapori. Deoarece doar o parte din umiditate se elimina in stare
de vapori, restul eliminandu-se in stare lichida, aceasta din urma dupa ce va fi
absorbita de captuseala interioara si brant, nu mai poate fi eliminata prin
materialul textil utilizat ca fata de incaltaminte
dupa momentul ajungerii acestuia la limita de saturare.
Transpiratia alcalina
reduce rezistenta mecanica a tesaturilor, in exploatarea incaltamintei,
concomitent cu actiunea transpiratiei are loc si patrunderea prafului care
reduce flexibilitatea in portiunile supuse repetat la indoire. In acest fel durata de
exploatare a tesaturilor folosite pentru incaltaminte se reduce
foarte mult. Preintampinarea acestui fapt se poate face prin adoptarea unor serii
de masuri cum ar fi:
se evita folosirea
tesaturilor albite chimic, la care in cadrul procesului de albire a avut loc un
inceput de degradare oxidativa a fibrelor;
se recomanda impregnarea
tesaturilor cu substante bacteriostatice care nu impiedica fiziologia
normala a piciorului, se indica asigurarea unui regim rational de folosire a
incaltamintei, care sa permita eliminarea in proportie maxima, a transpiratiei acumulata
de aceasta in procesul de purtare.
Toate aceste masuri pot contribui intr-o mare
masura la prelungirea duratei de
folosire a tesaturii de captuseala, astfel incat
sa ajunga sa aiba aceeasi
durata de utilizare ca a fetelor de incaltaminte.
Materialele textile isi
gasesc o larga utilizare la confectionarea articolelor de incaltaminte,
fie ca repere de intarire (captuseli) sau chiar repere de fete. Prin structura lor si prin
natura procesului de fabricatie, tesaturile prezinta proprietati specifice,
caracteristici diferentiate net de caracteristicile pieilor flexibile pe
care le inlocuiesc sau uneori le insotesc.
Se stie ca in urma
presiunii exercitate de corp asupra piciorului, acesta isi modifica intr-o anumita
masura dimensiunile longitudinale si transversale, atat in
pozitie ortostatica cit si in mers. De aceea in special partea
de sus a incaltamintei trebuie sa fie
confectionata din materiale elastice si moi, care sa favorizeze aceasta
schimbare de dimensiune.
Incaltamintea
trebuie sa fie rezistenta la purtare, rezistenta
influentata in mod direct de calitatea materialelor utilizate la
confectionare si de modul de imbinare a pieselor componente. In acelasi timp
incaltamintea trebuie sa fie flexibila, pentru a permite
indoirea repetata in timpul dinamicii piciorului si implicit sa asigure o
micsorare considerabila a
efortului depus in timpul mersului.
Rezistenta la rupere a
tesaturilor este o caracteristica importanta ce releva
comportarea acestora atunci cand sunt supuse la diferite eforturi in timpul procesului de purtare.
Firele de urzeala fiind
obtinute intotdeauna din materii prime de cea mai buna calitate si avand un
grad de torsiune mai mare decat firele de batatura, rezistenta la rupere in
directia urzelii, va fi intotdeauna mai mare decat rezistenta la rupere din
directia bataturii.
Croirea reperelor de dimensiuni
mici se poate face economic si sub un unghi diferit de 90° , dar tinandu-se
cont ca directia de minima alungire a materialului sa
coincida cu latimea produsului de incaltaminte.
BIBLIOGRAFIE
|
Gabriela Malureanu
Aura Mihai
|
Bazele proiectarii
incaltamintei,
Editura "PERFORMANTICA" IASI, 2003
|
|
Cornelia Ionescu Luca , Rodica Silvia
Volocariu
|
Materii prime pentru confectii din
piele si inlocuitori Editura Universitatii din Oradea, 2005
|
|
Cornelia Ionescu
|
Asigurarea si controlul
calitatii incaltamintei pe fluxul de fabricatie
;Editura Universitatii din Oradea,2002
|
|
Harnagea F.
|
Bazele Tehnologiei confectiilor din
piele si inlocuitori
|
|
Gabriela Malureanu
Vasile Cociu
|
Bazele produselor din piele si
inlocuitori
Rotaprint I. P. Iasi, 2003
|
|
Donisanu R. Nebert C.
|
Proiectarea
articolelor din piele si inlocuitori
Editura Didactica si
pedagogica, Bucuresti, 1977
|
|
Volocariu R.
|
Procese de
fabricatie a produselor din piele si inlocuitori;Editura " Gh.
Asachi", Iasi, 2000
|
|
Cociu V, Malureanu G, Volocariu R.S
|
Indrumar de laborator pentru bazele tehnologiei produselor
din piele si inlocuitori ; Rotaprint I.P Iasi 1993
|
|
|
|
|
|
|
|
|
|