Confectioner tamplarie din aluminiu si mase plastice.
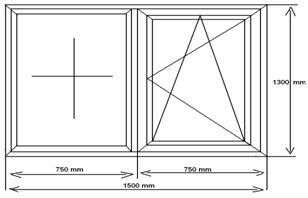
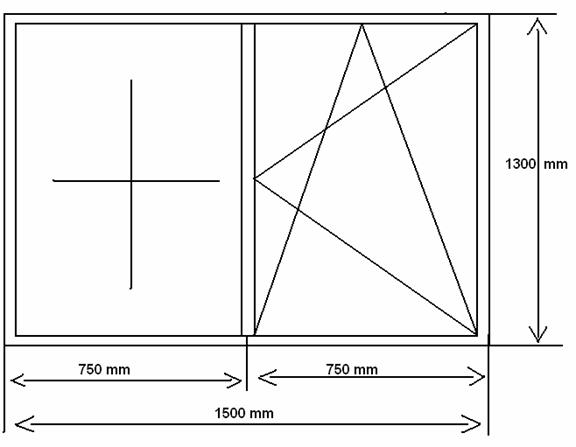
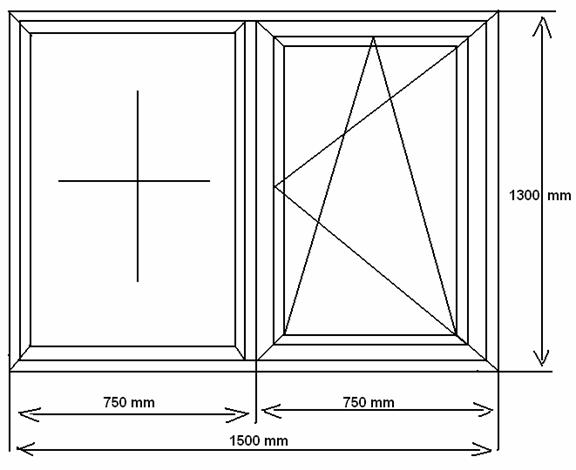
Fereastra PVC fixa+oscilobatanta
Cuprins
1.Argument:
1.1 Motivatia alegerii temei.
1.2 Generalitati privind tamplaria din aluminiu, P.V.C, lemn stratificat.
2.Caracteristici
generale ale ferestrelor, usilor, peretilor cortina:
1.1 Clasificare.
1.2 Componente.
1.3 Materiale.
3.Date tehnice
referitoare la fereastra, use, perete cortina:
1.1 Materiale, Avantaje, Dezavantaje.
1.2 Dimensiuni.
1.3 Sistemul de profile.
1.4 Feronerie.
1.5 Necesarul de materiale.
4.Tehnologia de
executie:
1.1 Succesiunea operatiilor.
1.2 Utilaje.
1.3 Scule.
1.4 Dispozitive.
5.Bibliografie.
6.Anexe:
1.1 Desen.
1.2 Desen de ansamblu.
1.3 Desen profile.
1.4 Fisa tehnologica.
1. Argument.
1.1 Motivatia
alegerii temei.
Am dorit sa aleg ca
tema fereastra PVC fixa+oscilobatanta deoarece este o proiectie
cunoscuta intampinata in multe lucrari si are un aspect simplu si frumos, are
decat o singura deschidere care ajuta la etanseitate mai buna si impiedica
agentii atmosferici sa intre sau sa iasa .
Aceasta a fost ales de mine deoarece este un obiect de
tamplarie care face parte din lucrarile executate frecvent la agentul economic
unde ma desfasurat instruirea practica .
Aceasta tema a fost
aleasa din dorinta de a furniza oamenilor mai multe informatii despre acest tip
de fereastra, dar si despre modul de prelucrare al acesteia. In acelasi timp
este si o metoda de a evidentia etapele prin care confortul ajunge in casele
oamenilor.
Etansietatea la apa este
capacitatea unui sistem de tamplarie de a impiediaca trecerea apei in conditi
de vant si ploaie.
Etansietatea la aer este capacitatea unui
sistem de tamplarie de a impiedica trecerea aerului
Rezistenta la vant este capacitatea
sistemului de a rezista la incarcarea produsa de vant
1.2 Generalitati
privind tamplaria din aluminiu, P.V.C, lemn stratificat.
PVC-ul
Policlorura de vinil sau prescurtat PVC este
un polimer creat din etilena (un produs derivat din petrol) si clorura (un
derivat al sarii). Pentru a putea fi utilizat la scara industriala PVC-ul
trebuie aditivat cu diferite microingrediente, dintre care cele mai importante
sunt:
-
stabilizatori termici, modificatori de impact,lubrifianti, stabilizatori UV.
Mecanismele si
garniturile de etansare pot fi inlocuit usor fara a fi necesare demonstrarea
intregului ansamblu si fara a fi posibila deteriorarea finisajului.Accesorii pt
inchiderea, deschiderea si blocarea lor.Fiecare profil P.V.C are armaturile lui
specifice. Exista insa si sisteme mai simple de P.V.C care folosesc acelasi tip
de armatura pentru mai multe tipuri de profile. Intre fereastra, usa respectiv
golul din zidarie se lasa o distanta intre ele pentru a fi intepetine si prinse
cu ajutorul spumei poliuretanice.
2.Caracteristici
generale ale ferestrelor, usilor, peretilor cortina:
1.1 Clasificare
Ferestrele
reprezinta ochii casei sau ai cladirilor , ferestrele sunt cele care ilumineaza
pe timp de zi incaperea si ii reda viata acesteia.
Rezistente la efectele poluarii sau la soare
si ploi, ferestrele din PVC nu 'putrezesc' si nu necesita absolut
nici o intretinere, decat o simpla spalare periodica. Un alt atu al ferestrelor
din PVC il reprezinta excelentele calitati izolatoare termice si fonice si cea
mai buna etanseitate la apa si vant.
Ferestrele din tamplarie pvc se clasifica si dupa
numarul de 'camere' pe care le are profilul ce compune acea
fereastra. Exista profile de geamuri termopane
cu 3, 5 si 6 camere. Cu cat numarul de camere ce compun profilul este mai mare
cu atat bariera termica este si ea mai mare. Totusi, tinand cont de faptul ca tamplarie pvc reprezinta maxim 10% din
suprafata totala,
Parti componente:
-Profil toc (L)
-Profil montant (T)
-Profil cercevea (Z)
-Cremon
-Balamale
-Tija cremon
-Sistem
oscilo-batant
1.3 Materiale.
-profil toc(L) 2 buc
-profil toc(L) 2 buc
-profil montant (T)
1buc
-profil cercevea (Z)
2 buc
-profil cercevea (Z)
2 buc
-cremon-1 buc
-tija cremon-1 buc
-sistem
oscilo-batant-1 buc
-balamale -2 buc
-geam -2buc
-baghete -8 buc
3.Date tehnice
referitoare la fereastra, use, perete cortina:
1.1 Materiale,
Avantaje, Dezavantaje.
a)Materiale:
Pentru fiecare
profil in parte inafara de montant voi lasa 10mm in plus pentru operatia de
lipire cei 10 mm se impart la 2 capete ale profilelor unde vor fi lipite
acestea. Am lasat aceasta diferenta de 10 mm deoarece va trebui ca lucrarea sa
iasa perfect dupa cotele date si sa nu existe abateri. Cei 5 mm vor fi scazuti
prin lipire iar profilele vor ramane la cotele pe care trebuie ca eu sa le
respect.
Montantul a fost
debitat la dimensiunea de 2088mm deoarece s-a scazut cate 6 mm pentru fiecare
cap al lui grosimea profilului (L) aceasta fiind de 6 mm.
Pentru profilul
cercevea(Z) am masurat din nou si am obtinut alte cote.
b) Avantaje.
Etanseitate buna a
garniturilor, buna inchidere a cercevelelor, numarul mare al camerelor ajuta la
izolarea termica si fonica. Durata de viata destul de lunga. Usile si
ferestrele sunt elemente de tamplarie usoare si rezistente.
Armatura din
interior face profilul mult mai rigid, si ii prelungeste durata de viata.
izolatie termica si fonica foarte buna
datorita proprietatilor excelente ale materialului profilelor, a geometriei
camerelor interioare si a etansarii duble;
indeplinirea cerintelor de statica prin
rigidizarea interioara a profilelor cu armaturi din otel zincat;
protectie foarte buna, prin sistemul de
garniture duble (cauciucul rezistent la intemperii isi pastreaza timp
indelungat proprietatile) ;
design
atragator, intretinere usoara.
Conductivitatea termica redusa a PVC-ului si numeroasele alveole in configuratia
profilului confera tamplariei o izolatie termica superioara care evita
fenomenul de condens pe suprafata.
Confort pt spatiul de
locuit
PVC-ul
are proprietati
antifungicide
c) Dezavantaje.
Rupererea se face
mult mai repede fata de celelalte profile din aluminiu daca nu este intretinut
asa cum trebuie.
Exista riscul ca
profilul sa nu se lipeasca corespunzator din cauza calitatii acestuia fiind
prea proasta calitatea lui.
Daca elemente de
tamplarie nu sunt confectionate asa cum trebuie dupa niste norme specifice
exista riscul ca elemental de tamplarie sa nu fie folosit, sau sa fie folosit
dar sa de-a niste rezultate destul de proaste.
durata de viata mai mica decat a unei
ferestre realizata din tamplarie de aluminiu
In cazul profilului
de aluminiu. geamul este strans perfect pe surub si nu permite patrunderea
apei, pe cand la PVC se pune prin presare o bagheta care face posibila intrarea
apei in cazul pozitiei inclinate a planului ferestrei(deci nu este indicat
pentru acoperisuri, pereti cortina, etc).
1.2 Dimensiuni
1500 x 1300mm
1.3 Sistemul de
profile.
-profil ,,L''4 camere
-profil,,T''4 camere
-profil Z 4 camere
1.4Feroneria
Se pot folosi toate sistemele de feronerie
consecrate , rezistente la coroziune si
fixate cu suruburi inoxidabile,montate in concordanta cu standardele STS 36 si
STS 52.
Sistemul de feronerie ales trebuie sa corespunda
sistemului de profile folosit si tipului de freastra realizat.
Pentru lipirea
profilelor voi lasa 5 mm la fiecare cap.
1.4 Necesarul de
materiale.
-profil toc(L) 2
buc-1510 mm
-profil toc(L) 2
buc-1310 mm
-profil montant (T)
1buc- 1240mm
-profil cercevea (Z)
2 buc-1180mm
-profil cercevea (Z)
2 buc-690 mm
-armatura toc 2 buc-1460mm+2
buc-1260 mm
-armatura cercevea
-2 buc 1120+2 buc 640 mm
-armatura montant 1buc1180
mm
-cremon-1 buc
-tija cremon-1 buc
-sistem
oscilo-batant-1 buc
-balamale -2 buc
-geam -1 buc la 1180
x 630 mm (cercevea)
-geam -1 buc la 1180
x 690 mm
-baghete -8 buc
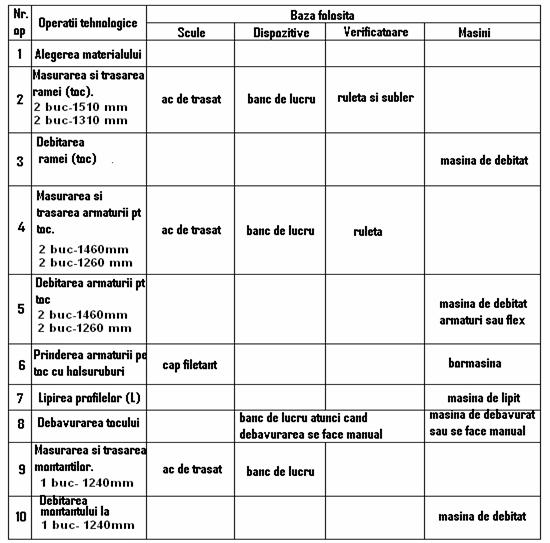
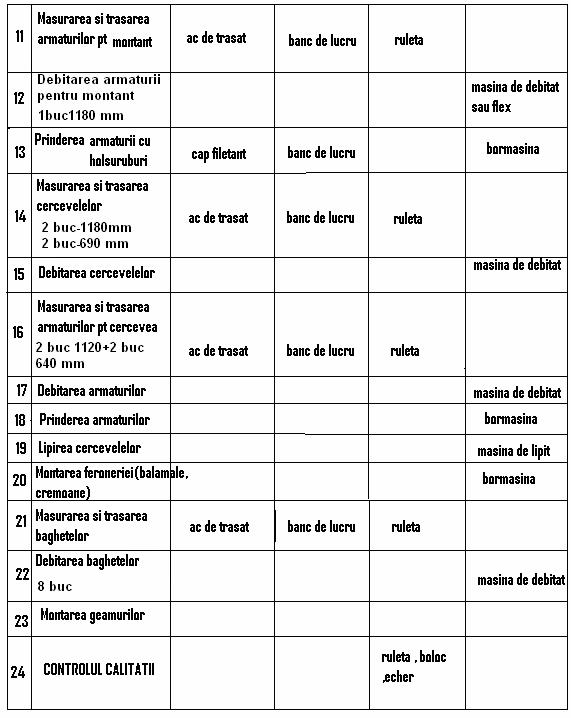
4.Tehnologia de
executie:
1.1 Succesiune
operatiilor.
-Alegerea materialului
(semifabricatului)
-Trasarea
-Debitarea
-Amarea profilului
(se face cu armatura din otel zincat)
-Taierea chederului
-Fixarea chederului
-Lipirea profilelor
-Debavurarea
-Debitarea
baghetelor
-Montarea
feroneriei -balamale
-tija cremon
-sistem
oscilo-batant
-cremon
Controlul calitatii.
1.2 Utilaje.
-Masina de debitatat
profil toc (L)
-Masina de debitat
profil cercevea (Z)
-Masina de debitat
profil montant (T)
-Masina de debitat
baghete
-Masina de frezat
electrica si pneumatica
-MAsina de debavurat
1.3 Scule. si dispozitive.
Indiferent de nivelul de utilare al
atelierului, datorita faptului ca productia implica multa munca manuala,
sculele, dispozitivele si alte dotari sunt indispensabile intr-un atelier de
tamplarie PVC, lipsa acestora facand imposibila desfasurarea activitatii in
conditii decente de calitate si productivitate:
- masina de
gaurit (bormasina) cu percutie cu mandrina SDS- pentru montaj la santier
- polizor
unghiular cu diametru 230 mm, putere minima 2000 W - pentru demolari la
santier
- bormasina
electrica cu mandrina pana la 13mm - pentru lucrul in atelier
- surubelnita
electrica sau pneumatica
- capete bit
pentu surubelnita
- freza biax,
electrica sau pneumatica
- freza sferica
pentru curatarea canalului (nutului) de garnitura pentru biax
- ghilotina
pentru feronerie, manuala sau pneumatica
- polizor
- fierastrau
pendular pentru debitarea panelului
- pistoale de
suflat aer comprimat
- freze pentru
profilare montant, (specifice profilului) pentru masina de frezat montanti
- bacuri de
sudura (specifice profilului), pentru masina de sudat
- bacuri
debitare baghete (specifice profilului), pentru masina de debitat baghete
- sablon pentru
fixat montantul (specific profilului)
- sabloane
pentru balamalele de usa si pentru feroneria oscilobatanta (specifice
sistemului de feronerie)
- cutit - freze
pentru pantograf
- dispozitiv de
antrenare cu 3 burghie simultan (gauri cremon), sau sablon de gaurire, in
cazul in care pantograful nu este echipat cu un astfel de dispozitiv;
acest dispozitiv este bine sa fie dotat cu burghie in doua trepte
- cutit
semiluna (cutit Don Carlos)
- foarfeca
pentru garnituri
- lopatica de
plastic pentru montant geam
- ventuze
pentru transportul geamului
- dalti pentru
lemn cu diferite latimi
- burghie 3 -
12 mm
- surubelnite
- chei tubulare
- chei imbus
- boloboc
(nivela) normal sau electronic
- rulete sau
dispozitive de masurare electronica
- vinclu
- raportor mare
- compas mare
- pistol pentru
spuma
- chingi
- pistol pentru
silicon
- mese de
montaj (200 x 300 x 90 mm) sau capre pentru montaj
- conveior cu
role pentru sustinere la debitare
- stative
pentru depozitare si transport profile debitate
- cruci pentru
mosoarele de garnitura
- capra pentru
depozitare tamplarie finita la atelier
A. Debitarea si frezarea
montantilor
Montantii (sau traversele) se
executa din profilul de montant (traversa) sau profilul T.
Se ia pozitia montantului din desen si se insemneaza pe toc
pe partea interioara. In mod obisnuit pozitia montantului se coteaza la nivelul
axului profiului T. Pentru stabilirea lungimii montantului se masoara golul pe
partea interioara a ramei (toc sau cercevea) in locul unde trebuie fixat
montantul.
Profilul T se taie in unghi de 90 de grade la dimensiunea
stabilita dupa formula de mai jos.
lungime montant = dimensiune gol + adaos de frezare
Adaosul de frezare este in functie de tipul de profil
folosit si de modul de fixare a montantului. Exista sisteme la care adaosul de
frezare este 0.
Debitarea montantilor se face in
mod uzual la 90 de grade, exceptie facand situatiile cand se doreste realizarea
unor montanti ornamentali (pe usi) caz in care debitarea si frezarea
montantilor se fac la unghiuri diferite de 90 de grade. Frezarea montantilor la
alte unghiuri decat 90 de grade se poate face doar pe o masina de frezat cu
unghi reglabil si necesita o atentie deosebita. Cu cat unghiul de frezare este
mai mic, cu atat pericolul ca profilul sa se sparga la frezare este mai mare.
Pentru a preintampina spargerea profilului, viteza de avans a frezei se
micsoreaza corespunzator.
Profilul T se pune pe masina de debitat cu partea lata jos.
Apoi se trece la frezarea
montantilor la ambele capete pe masina de frezat montanti. Se porneste motorul
masinii. Profilul se pune pe masina de frezat montanti cu partea lata jos si se
sprijina lateral in bacul menghinei iar in fata in distantor. Se apasa pe
butonul de pornire care va actiona menghina pneumatica si se trece la frezare
prin impingerea manerului cu viteza potrivita si consanta pana la capatul
cursei apoi se revine in punctul initial tot cu viteza constanta. In cazul in
care se foloseste o masina cu avans automat, viteza de avans se regleaza in asa
fel icat la contactul cu cutitul de freza profilul sa nu se sparga.Se debiteaza
armatura pentru profilul T. Lungimea armaturii pentru profilul T trebuie sa fie
egala cu lungimea profilului in cazul in care fixarea montantilor se face cu
piese de fixare exterioare sau conform cu specificatiile producatorului.
B. Fixarea montantilor
Fixarea montantilor se face cu ajutorul unor piese metalice
sau din P.V.C. speciale. Acestea se fixeaza pe montant cu suruburi autoforante
3,9*16 (4 buc.) La fixarea capetilor de montant suruburile de fixare trebuie sa
treaca si prin armatura profilului.
Pe rama in dreptul pozitiei de
fixare insemnate la masurare se face o gaura de 5 mm cu ajutorul sablonului.
Gaura se executa cu masina de gaurit cu atentie astfel incat burghiul sa cada
perpendicular pe rama. Dupa gaurire se pozitioneaza montantul dupa semnele de
pe montant si rama. Se fixeaza cu suruburile M 4*60 si eventual cu saibe. Apoi
se fixeaza suruburile autoforante 3.9*16 pe rama, pe fata interioara.
Se verifica pozitia montantilor
din toc. Cu rama asezata pe masa se masoara golurile pe partea interioara a
tocului. Dimensiunile astfel obtinute se noteaza. Ele folosesc la dimensionarea
cercevelelor, a baghetelor si a sticlei. Aceste cote se pot obtine utilizand si
software-ul special de proiectare a tamplariei P.V.C. insa acest mod de lucru 'din
aproape in aproape' permite efectuarea de corectii din mers, cotele
cercevelelor, sticlei si a baghetei fiind stabilite pe rama gata executata si
nu din calcul. In cazul in care se doreste o productivitate crescuta, atat
cotele de debitare ale tocurilor cat si cele ale montantilor si a cercevelelor
se iau din progamul de debitare si optimizare. In acest caz nu mai este
posibila rectificarea eventualelor erori aparute pana in aceasta etapa.
 DEBITAREA SI ARMAREA CERCEVELELOR
DEBITAREA SI ARMAREA CERCEVELELOR
Cercevelele se executa din profil
Z. Debitarea profilului Z se face similar cu cea a profilului L. Profilul Z se
pune pe masina de debitat intotdeauna cu faltul spre exterior ca in figura:
Lungimea profilului pentru
cercevea se calculeaza in felul urmator: profilul de cercevea acopera tocul cu
cate 8 mm
pe fiecare parte (garnitura de etansare), in total 16 mm, deasemenea trebuie
tinut seama si cei 6 mm
care se pierd la lipire; deci:
lungime de debitare cercevea =
dimensiune gol + 22 mm
Armatura se taie la fel ca armatura pentru profilul L cu 40 mm mai scurta decat
lungimea camerei pentru armatura a profilului. Armarea se face cu suruburi
autoforante 3.9*16 la distante de 250-300 mm.
La executia usilor, inainte de operatiunea de lipire, se
frezeaza orificiile pentru montarea feroneriei (brosaca, butuc). Aceasta
operatiune se realizeaza cu autorul frezei cu pantograf. In lipsa acestui
utilaj se foloseste masina de gaurit cu coloana si se procedeaza in felul
urmator: se insemneaza cu ajutorul unui sablon pe profilul de usa locurile
pentru maner, suruburi si butuc si se dau gaurile cu masina de gaurit cu
coloana conform desenului. Apoi se frezeaza in faltul usii deschiderea pentru
broasca.
Inaltimea normala a manerului de
usa este de aproximativ 1000
mm de la pardoseala. Armatura pentru profilul de usa se
decupeaza cu flexul in dreptul gaurilor si apoi se fixeaza cu suruburi
autoforante.
La executia ferestrelor, se dau in prealabil gaurile pentru
fixarea manerului pe fata interioara cu autorul masinii de gaurit cu trei
burghie. Daca nu dispunem de un astfel de utilaj, gaurile se pot da si cu
masina de gaurit cu coloana cu autorul unui sablon. Apoi se frezeaza in faltul
profilului de fereastra deschiderea pentru mecanismul cremonului.
Deasemenea, inainte de lipire si
debavurare, se pot executa orificiile de scurgere a condensului cu ajutorul
frezei de tamplarie portabile si a masini de gaurit.
LIPIREA SI DEBAVURAREA CERCEVELELOR
Lipirea si debavurarea
cercevelelor se face similar cu cea a tocurilor.La lipirea cercevelelor pentru
usa este necesara marirea timpilor de incalzire si presare. Se urmaresc toate
etapele descrise la paragrafele 3 si 4. La debavurarea cercevelelor o atentie
deosbita se va acorda debavurarii coltului exterior in zona faltului deoarece
in acel loc se vor monta coltarele pentru feroneria oscilo-batanta,
functionarea corespunzatoare a acesteia depinzand in mod direct de modul in
care s-a facut debavurarea. De aceea este recomandabila debavurarea coltului
exterior cu autorul frezei pentru colturi. Pentru aceasta insa este necesara
masina de debavurat automata. Frezarea colturilor se poate face si pe freza de
montanti insa aceasta necesita pregatirea masinii in prealabil.
MONTAREA GARNITURILOR
Tamplaria P.V.C foloseste doua
tipuri de garnituri, pentru etansarea tocului pe cercevea (garnitura de bataie)
si pentru etansarea geamului termoizolant (garnitura de geam). Acestea se
monteaza manual in canalul pentru garnitura in prealabil curatat de bavuri in
zona sudurii. Sistemele cu etansare pe trei garnituri mai folosesc si o
garnitura de bataie intermediara care asigura o etansare suplimentara.
Garnitura se monteaza incepand cu mijlocul laturii superioare a ramei si se
incheie tot acolo. Nu se monteaza garnitura din bucati ci se urmareste
obtinerea unui fir continuu. In anumite cazuri, garnitura de geam se cresteaza
la colturi pentru un mai bun contact cu geamul in acel loc.
In cazul utilizarii profilelor cu garnitura gata montata,
termosudabila, in aceasta etapa se face doar verificarea garniturii.
FREZAREA ORIFICIILOR DE SCURGERE
Daca se dispune de utilaj automat
de frezat orificiile de scurgere sau de freza cu pantograf, atunci aceasta
operatiune se executa imediat dupa debitarea profilelor.
Orificiile de scurgere sunt importante pentru ca asigura
drenajul apei care se scurge pe suprafata geamului. Apa se ghideaza prin
profilul de cercevea pe profilul de toc si de acolo se colecteaza si se scurge
in exterior printr-un orificiu mascat de un capac special. Orificiile de drenaj
se executa pe suprafata tocului cu o freza manuala de tamplarie (oberfreza)
echipata cu un cutit special de diametru 5-6 mm care permite atat gaurirea cat si avansul
pe orizontala. Orificiile din canalul de colectare a condensului, atat pe toc
cat si pe cercevea se dau in unghi de 45 de grade si se pot da si cu masina de
gaurit echipata cu un burgiu de 6
mm.
Pentru ochiurile de geam cu
traverse orizontale este necesara practicarea orificiilor de scurgere si in
profilul T.
In figura 1 se poate observa traseul apei prin orificiile
de scurgere intr-un ansamblu toc-cercevea precum si elementele principale ale
acestui tip de ansamblu:
DEBITAREA BAGHETELOR
 Debitarea baghetelor se realizeaza pe masina
automata de debitat baghete, aceasta asigurand o productivitate si precizie
sporita.
Debitarea baghetelor se realizeaza pe masina
automata de debitat baghete, aceasta asigurand o productivitate si precizie
sporita.
Daca nu dispunem de o masina de debitat
baghete, acestea se pot taia si pe masina pentru debitat profile cu ajutorul
unui suport confectionat dintr-o bucata de profil de toc taiata in unghi de 45
de grade la ambele capete. Mai intai baghetele se taie la dimensiune in unghi
de 90 de grade iar apoi se taie capetele la 45 de grade. Deoarece in nutul
baghetei de pe toc se gaseste material topit, varful baghetei se va taia pe
partea de feder pe aproximativ 10
mm cu ajutorul unui cleste bine ascutit.
-surubelnita electrica sau pneumatica.
-ruleta, subler, rigla, vinclu, raportor, pistol silicon.
-surubelnita manuala, dalti, chei hexagonale, cutter, ciocan, foarfeca
pentru garnituri, capat bit.
-ciocan cauciuc.
1.4 Dispozitive.
-dispozitiv de frezat
-dispozitiv de perforat (perforator) sau matrita
-dispozitiv pistol cu aer comprimat
-Dispozitiv de
verificat cu bula de aer.
-Ruleta.
-Vinclu
5. Bibliografie.
-www.compakt.ro
-www.gealan.ro
-www.sinax.ro
-www.naturd.ro
-www.twist.ro
-www.rehau.ro
-www.balcan.ro
-www.acoording.ro
-www.palatcomtur.ro
-www.aplast.ro
-www.alumil.ro
-www.jurasic.ro
-www.vimar.ro
-www.infoindustry.ro
-www.konsafir.ro
-www.windoor.ro
-www.naturel.ro
Anexe.
1.1 Desen.
1.2 Desen de
ansamblu.
 1.3 Desen profile.
1.3 Desen profile.
a) cercevea.(Z)
b) montant.(T)
c)tocul.(L)
1.4 Fisa
tehnologica.
Unitatea
de invatamant:
Atelier______________
Data_______________
Fisa Tehnologica