Metode si sisteme de control al calitatii
contactarii
1. Standarde de referinta
Sistemul de standardizare romanesc
nu este actualizat la nivelul cerintelor actuale si de perspectiva ale
tehnologiei electronice. Pe plan mondial sau dezvoltat organizatii specializate
care promoveaza standarde in domeniul tehnologiei electronice si packagingului.
Printre aceste asociatii se numara:
- IPC - Association Connecting
Electronics
- Japan Printed Circuit Association
(JPCA)
- Wiring and Harness Manufacturers
Association (WHMA)
- Electronic Industries Association (EIA)
- Joint Electron Device Engineering
Council (JEDEC)
- National Electronic Manufacturing
Initiative (NEMI)
- American National Standards Institute
(ANSI)
- European Federation of Interconnection
and Packaging (EFIP)
IPC
a dezvoltat o familie larga de standarde pe domenii specifice tehnologiei
electronice si packagingului: - asamblarea modulelor electronice, fabricarea
pcb, proiectarea pcb si a modulelor electronice.
Practic, sunt
utilizate standardele:
IPC-A-600, Acceptability
of Printed Wiring Boards
J-STD-001, National
Soldering Standard -Hand-Soldering Training and Certification
IPC-7711 and
IPC-7721, Rework and Repair Training and Certification
IPC-A-610,
Acceptability of Electronics Assemblies
IPC/WHMA-A-620 "Requirements
and Acceptance for Cable and Wire Harness Assemblies
IPC-7351A,
Generic Requirements for Surface Mount Design and Land Pattern Standards
2 Inspectie optica
In industria electronica, inspectia
optica este larg raspandita in toate fazele de productie, de la receptia
materialelor si componentelor, in fazele proceselor de productie pana la
receptia finala. executa vizual direct sau cu utilizarea unor instrumente
optice auxiliare. Operatia se executata:
- automat pe
liniile de fabricatie (on line) cu echipamente optice specializate pentru
liniile de fabricatie;
- semiautomat (off
line) cand se utilizeaza echipamente optice speciale indepentente de liniile de
fabricatie;
- manual de catre
operatori, vizual direct sau cu utilizarea unor instrumente optice auxiliare,
lupe sau microscoape.
Statia de reparatii METCAL APR5000
(Fig. 7.1) este in complet cu sistemul de inspectie optica VPI-1000, care are
distanta focala 0-76mm, poate marii de 100x la maxim 175x si permite o serie de
masuratori de precizie. Rezultatul este preluat direct pe calculator (Fig.
7.5).
 a.
a.  b.
b. 
Fig. 7.3. a, b. Sistemul de inspectie optica VPI-1000 Fig. 7.4.
Miscope MV-40
 a.
a.  b.
b.
Fig. 7.5. a, b. Inspectie optica lipituri BGA
Pe linia de fabricatie sau pentru
completarea inspectiei X-Ray, este foarte util un microscop portabil pentru
inspectia optica de detaliu. Un asemenea tip de microscop este MISCOPE MV-40,
care este de dimensiunea unui mouse, poate fi tinut in mana si este conectat la
un laptop, oferind astfel un sistem de inspectie optica portabil. Are
posibilitatea de marire 40x si 140x, la o rezolutie de 4µm pentru marirea de
140x. Campul de analiza in lumina normala sau ultraviolete este de 6x8mm pt 40x
si 1.5x2mm pentru 140x. Permite masuratori de precizie prin softul de analiza
cu care este livrat.
Comparativ cu sistemul de inspectie
X-Ray (Tab. 7.1) se observa ca ofera mai multe posibilitati de analiza externa
dar nu permite analiza de structura. Concluzia este ca aceste sisteme de
inspectie sunt complementare.
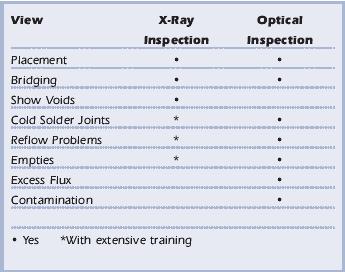
Tab. 7.1. Comparatie inspectie X-Ray / optica
3. Tehnologia X-Ray
Echipamentul
de test este un Analizor cu raze X (X-Ray Analyser, Phoenix, v. figura 7). Cel
mai mic detaliu detectabil cu acest echipament este de 1 μm. Componentele
principale ale analizorului sunt tubul pentru raze X (X-Ray Tube),
intensificatorul de imagine si detectorul digital. Intr-un
tub cu vid electronii sunt emisi de catre un filament incalzit si apoi sunt
accelerati spre un anod de diferenta de potential, Uacc. Electronii
accelerati trec printr-o gaura a anodului si intra in campul unei lentile
magnetice care focalizeaza fasciculul electronic intr-un mic spot de cativa
microni in diametru pe tinta. Tinta consta intr-un strat subtire de tungsten
depus pe o placheta usoara de metal care serveste totodata ca fereastra de
iesire pentru radiatia X. In stratul de tungsten electronii sunt brusc
decelerati, de unde sunt generate razele X.

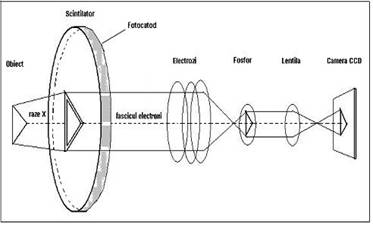
Fig. 3.1. Analizorul cu raze X Fig. 3.2. Conversia
razei X in domeniul vizibil
De aici, spotul focal reprezinta o foarte mica sursa de
raze X care permite cele mai patrunzatoare imagini cu rezolutia de ordinul
micrometrilor. Curentul fasciculului de electroni este controlat de polarizarea
tensiunii Ug prin intermediul electrodului grila Wehnelt. Un set de
bobine de deflexie aliniaza fasciculul de electroni cu axa optica a lentilelor.
Deoarece spotul focal este situat la o mica distanta de cel mult 0.4mm de fata
opusa a ferestrei de iesire, conul de raze X se imprastie sub un unghi de
170˚.
Dupa ce ajunge la intrarea intensificatorului imaginea
invizibila a umbrei rezelor X este convertita in lumina vizibila prin
intermediul unui cristal avand proprietatea de scintilatie. De la fotocatod
aceasta raza de lumina elibereaza un fascicul de electroni care acum poarta
informatia despre imagine. Electronii sunt accelerati si focalizati de un camp
electric spre un ecran de fosfor unde se produce o imagine stralucitoare si
vizibila ce poate fi captata de o camera CCD digitala. Ilustrarea conversiei in
domeniul vizibil este redata schematic in figura
Imaginea umbrei de raze X este convertita de o folie
scintilator in lumina vizibila care este detectata direct de o arie de
fotodiode. Principalele avantaje ale acestei tehnici sunt imaginea
nedistorsionata, dinamica marita si rezolutia contrastului superioara.
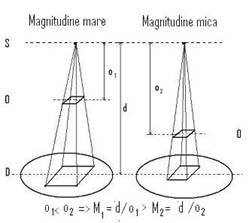
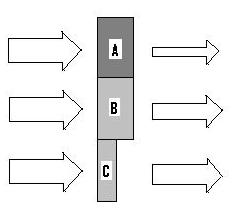
Fig. . Magnitudinea Fig. . Absorbtia razelor X de diferite materiale
Principiul
operarii este urmatorul: capsula este iradiata cu un fascicul conic de raze X
astfel incat o imagine marita apare pe un detector. Punerea in evidenta a unui
defect prin intermediul imaginii este posibila datorita urmatoarelor
caracteristici: magnitudine, rezolutie si contrast. Rezolutia realizabila este in principal
determinata de dimensiunea sursei de raze X. Magnitudinea este data de
geometria fasciculului de raze X, M =d/o (v.figura 9) si poate avea valori
cuprinse intre 1000 si 2500. Recunoasterea unei caracteristici individuale ale
obiectului depinde de contrastul introdus de aceasta caracteristica pe imagine.
Din punct de vedere fizic, contrastul provine din absorbtia diferita a razelor
X de catre diferite arii ale obiectului, care poate fi datorata variatiei
grosimii sau variatiei materialului. In figura 10 este ilustrat acest lucru:
obiectul A are aceeasi grosime ca si obiectul 2, dar absoarbe mai mult razele X
datorita unei densitati mai mari sau a unui numar atomic mai mare al
materialului. Obiectul C, care este din acelasi material ca si obiectul B,
absoarbe mai putina radiatie decat acesta din urma pentru ca are grosimea mai
mica.
O problema inca in dezbatere este daca examinarea
voidurilor este o problema de energie a nivelelor razelor X sau a unghiului
fasciculului. Extreme in energia nivelelor pot rezulta fie dintr-o trecere
falsa, fie dintr-o cadere falsa. Spre deosebire de alte criterii de test unde
verdictul Acceptat/Neacceptat este specificat de o anumita componenta a unui
echipament, inspectia cu raze X nu este standardizata. Tipul de voiduri nu este
specificat (spre exemplu, voiduri la suprafata sau voiduri in interiorul
lipiturii). IPC recomanda ca aria maxima a unui void sa nu depaseasca 25% din
suprafata unui ball. Facand un mic calcul geometric rezulta ca nici un void nu
trebuie sa aiba diametrul mai mare decat raza ballului.

