1.1 Scurt istoric
Generalitati:
Cumenul[98-82-8]
este o substanta lichida, incolora, solubila in alcool
si
insolubila in apa avand urmatoarele
caracteristici: p.t.= -96.90C, p.f.=1520C, d420=0.862
g/cm3si nD=1.491.[1]
Molecula
de cumen poate fi vizualizata ca un lant de propil ce are atasat
un nucleu benzenic la carbonul din mijloc.
Astfel, cumenul (1-metiletilbenzen,
2-fenilpropan, izopropilbenzen) C9H12 este un compus
aromatic substituit din seria benzenului,
toluenului, etilbenzenului.[2]
Cumenul este un lichid incolor in conditii
normale. Cumenul de puritate mare este fabricat in mod normal din propena
si benzen si este un compus minor din majoritatea benzinelor.
Izopropilbenzenul a fost realizat pentru prima
oara in 1841 de catre Gerhardt.
Procedeele de obtinere a cumenului s-au dezvoltat in anii 1939 si 1945 pentru
a satisface cererea aviatiei de benzina cu cifra octanica
ridicata in timpul celui de-al Doilea Razboi Mondial.
In 1989 circa 95% din productia de cumen
era folosita ca intermediar pentru obtinerea fenolului si
acetonei. Un procent mic este folosit pentru producerea de α-metil-stiren.[3]
1.2 Utilizari
Cumenul este principalul produs chimic utilizat
in productia fenolului si acetonei, prin intermediul hidroperoxidului
de cumen.
Mai mult
de 50% din cumenul produs este folosit la obtinerea fenolului si a
coprodusului sau, acetona. Procesul de oxidare a cumenului pentru sinteza
fenolului a inregistrat o crestere a popularitatii incepand cu
1960 si este folosit si in zilele noastre. Primul pas al acestui
proces il constituie formarea hidroperoxidului de cumen. Hidroperoxidul este
apoi selectiv transformat in fenol si acetona in mediu acid.
Reactia de
obtinere a fenolului [4]:

Fenolul, la diferite grade de puritate, este
utilizat in rasini fenolice pentru a lega materialele de
constructie, cum ar fi placajele si scandurile (40% din fenolul
obtinut), pentru obtinerea bisfenolului A folosit la fabricarea
rasinilor epoxi si policarbonate (30%), sau la obtinerea
caprolactamei, material de baza pentru nylon-6 (20%). Cantitati
mici sunt utilizate pentru a obtine alchil-fenoli si produse farmaceutice.
Productia
de acetona este puternic influentata de productia de fenol.
Acetona are o larga intrebuintare ca solvent, cantitati
insemnate fiind folosite si la obtinerea bisfenolului A si a
metil-metacrilatului. α-metilstirenul este produs in regim controlat din
descompunerea hidroperoxidului, sau poate fi obtinut direct prin dehidrogenarea
cumenului. Aproximativ 2% din cumenul produs in 1987 a fost folosit la
fabricarea α-metilstirenului.
Reactia
de obtinere a α-metil-stirenului:
Cumenul
mai este folosit in cantitati mici ca diluant pentru vopsele,
emailuri si lacuri, si pentru a obtine acetofenona, intermediar
pentru dicumil-peroxidul. Se mai poate adauga in benzine sau ca si
compus cu cifra octanica mare pentru combustibil in aviatie.
Este, de asemenea, un bun solvent pentru grasimi si rasini,
sau poate fi materie prima pentru catalizatori de oxidare, cum ar fi
catalizatori de polimerizare pentru rasini acrilice si
poliesterice, si a fost sugerat drept un inlocuitor al benzenului in multe
aplicatii industriale.[5]
Principalii
producatori din lume si capacitatile exprimate in
tone *103/an
|
Companie
|
Locatie
|
Capacitate
|
|
Europa
|
|
|
|
Borealis
|
Porvoo,
Finlanda
|
|
|
Domo
Group
|
Leuna,
Germania
|
|
|
BP Amoco
|
Marl,
Germania
|
|
|
Ruhr
Oel
|
Gelsenkirchen,
Germania
|
|
|
Eni
(Agip)
|
Priolo,
Italia
|
|
|
EniChem
|
Porto
Torres, Sardinia
|
|
|
Ertisa
|
Huelva,
Spania
|
|
|
Dow
|
Terneuzen,
Olanda
|
|
|
HICI
|
North
Tees, Anglia
|
|
|
Rhodia
|
Rousillon,
Franta
|
|
|
Europa de Est
|
|
|
|
MZRIP
|
Plock,
Polonia
|
|
|
Neftochim
|
Burgas,
Bulgaria
|
|
|
Petro
Brazi
|
Brazi,
Romania
|
|
|
Carom
|
Borzesti, Romania
|
|
|
Slovnaft
|
Bratislava,
Slovacia
|
|
|
CIS
|
|
|
|
Ethanol-Camara
|
Povolzhje,
Rusia
|
|
|
Kazanorgsynthez
|
Povolzhjelga,
Rusia
|
|
|
Nitron
|
Saratov,
Rusia
|
|
|
Omsk
Kauchuk
|
West
Siberia
|
|
|
Orgsteklo
|
Dzerzhinsk,
Rusia
|
|
|
Severodonetsk
|
Severodonetsk,
Ucraina
|
|
|
Nitrogen
|
|
|
|
Ufaorgsynthez
|
Ural,
Russia
|
|
America de Nord
|
|
|
|
CItgo
|
Corpus
Christi, Texas
|
|
|
Chevron
|
Port
Arthur, Texas
|
|
|
Coastal
Eagle
|
Westville,
NJ
|
|
|
Georgia
Gulf
|
Pasadena,
Texas
|
|
|
JLM
|
Blue
Island, Il
|
|
|
Koch
|
Corpus
Christi, Texas
|
|
|
Marathon
Ashland
|
Catlettsburg,
Kentucky
|
|
|
Shell
|
Deer
Park, Texas
|
|
|
Sun
|
Point
Breeze, PA
|
|
|
Texaco
|
El
Dorado, Kansas
|
|
|
Asia/Orientul
Mijlociu
|
|
|
|
Unichem/
|
Yanbu,
Arabia Saudita
|
|
|
Mitsubishi
Chemical
|
Kashima,
Japonia
|
|
|
Mitsui Chemicals
|
Osaka,
Japonia
|
|
|
Chiba,
Japonia
|
|
|
Tosoh
|
Yokkaichi,
Japonia
|
|
|
Kumho
Shell
|
Yeochon,
Coreea
|
|
|
Taiwan
Properity
|
Kaohsiung,
Taiwan
|
|
|
Formosa
|
Mailiao,
Taiwan
|
|
|
China
|
various
locations
|
|
|
India
|
various
locations
|
|
|
Huntsman
|
West
Footscray, Australia
|
|
Capitolul 2: Metode de obtinere
Metode de obtinere
Cumenul este obtinut prin alchilarea
benzenului cu propena in prezenta unui catalizator acid. De-a lungul
timpului, au fost utilizati nenumarati catalizatori pentru
reactia de alchilare, incluzand triflorura de bor, acid fluorhidric,
clorura de aluminiu si acid fosforic.[7]
Primul proces industrial de obtinere a
cumenului s-a bazat pe utilizarea acidului sulfuric drept catalizator, dar datorita problemelor pe care le
prezinta utilizarea acidului sulfuric liber, acestea au fost abandonate in
favoarea unor tehnlogii bazate pe acid fosforic depus pe kieselgur.[2]
Aproape toata cantitatea de cumen era
obtinuta comercial prin doua procese: 1) procedeu in faza
gazoasa dezvoltat de UOP in strat fix de catalizator acid fosforic depus
pe kieselgur si 2) procedeu in stare lichida bazat pe un sistem
omogen catalizat de AlCl3 si HCl dezvoltat de Monsato. In
ultimii 10 ani au fost aduse imbunatatiri tehnologiilor
existente prin introducerea unui nou tip de catalizator. Principalele
producatoare de tehnologii sunt UOP, Badger Licensing (fostul grup ExxonMobil si Washington Group),
si CDTech bazate pe catalizatori de tip zeolit. Multe din
imbunatatirile din aceste tehnologii se refera la
productivitate, stabilitate si costuri de operare.
In prezent peste 80% din productia
totala de cumen este obtinuta din procese bazate pe catalizatori
zeoliti. Primele procese bazate pe catalizatori zeoliti au fost
dezvoltate la sfarsitul anilor 1980 si includeau tehnologiile firmei
Unocal bazate pe sisteme conventionale in strat fix si sistemul
catalitic de distilare a firmei CR&L. In prezent procedeul Q-MaxTM
oferit de UOP si tehnologia
Badger dezvoltata de ExxonMobil si Badger Licensing reprezinta
adevarate opere de arta ale tehnologiilor bazate pe catalizatori
zeoliti.[7]
Un numar limitat de unitati mai
utilizeaza procedeele in strat fix pe catalizator de acid fosforic depus
pe kieselgur (SPA), sau sistemele cu AlCl3 in faza
omogena.
In
Germania, firma Chemische Werke Hüls,comercializeaza un proces de
alchilare a benzenului cu propena in faza lichida utilizand
drept catalizator HF, la 50-70 °C si 7 atm.[2]
Descrierea
procedeelor ce au fost folosite:
. Tehnologia cu catalizator H2SO4
Alchilarea
in faza lichida a fost realizata initial folosind acidul
sulfuric drept catalizator. Se utiliza acid sulfuric de concentratie
pana la 90%. La concentratii mai mari poate avea loc o sulfonare a
benzenului. Pentru a realiza faza lichida, procesul are loc la presiunea
de 12 at si temperatura de
20-30˚C. Se utilizeaza un
raport molar propena/benzen de 1/5 si un raport
benzen+propena/acid sulfuric de 1/1. Reactia are loc intr-un reactor
sub agitare timp de 20-30 min, cand conversia propenei este aproape
totala. Se introduce amestecul propan-propena in emulsia de benzen
si acid sulfuric si se scoate in mod continuu o emulsie de alchilat.
Dupa separare, acidul sulfuric este refolosit in proces, iar alchilatul
brut este spalat cu o solutie de hidroxid de sodiu 5%. In prima
coloana distila propanul la presiunea de 14 at si 170˚C in
prezenta solutiei de hidroxid. Temperatura ridicata este
necesara pentru vaporizarea esterilor formati din propena
si acid sulfuric. In coloanele urmatoare are loc separarea benzenului
si a cumenului. Propena trebuie sa fie lipsita de etena
pentru a evita formarea sulfatului de etil. De asemenea, benzenul trebuie
sa aiba un continut scazut de tiofen.[8]
2. Tehnologia SPA
Procesul
care utilizeaza acidul fosforic drept catalizator a fost sursa
predominanta de cumen inca din anii 30. Acest proces acoperea mai
mult de 90% din necesarul de cumen.[3]
Materii
prime
Benzenul utilizat ca reactant in proces este
obtinut din diferite surse cum ar fi distilarea carbunilor,
dehidrogenarea fractiilor naftenice ce contin ciclohexan,
dehidrogenarea si ciclizarea hidrocarburilor alifatice continand 6
atomi de carbon liniari, cum ar fi n-hexanul, sau hexenele liniare.
Propena utilizata ca agent de alchilare
poate fi obtinuta din gazele produse la cracarea titeiului,
prin dehidratarea alcoolului propilic sau izopropilic sau prin alte metode care
conduc la formarea propenei pure sau in amestec cu alte hidrocarburi. De
obicei, aceste fractii care contin propena, contin si
o cantitate mare de propan.
Pentru a efectua reactia dintre benzen
si propena, materiile prime
sunt puse in contact cu acidul fosforic la o temperatura cuprinsa
intre 204-260˚C. S-a constatat in acest domeniu de temperatura
reactia incepe iar catalizatorul este usor de intretinut. La
temperaturi ce depasesc aceste limite, catalizatorul tinde sa
piarda apa, fiind greu de mentinut starea de hidratare la
temperaturi atat de inalte. De asemenea cresterea ratei reactiei
cauzeaza diferente mari de temperatura intre straturile de
catalizator, incat rehidratarea catalizatorului in aceste conditii extreme
este dificila sau chiar imposibila.
Catalizatorul
folosit
Catalizatorul de acid fosforic folosit este cel
cunoscut in literarura. El poate fi preparat prin amestecarea acidului
orto-, piro- sau tetra-fosforic cu un compus pe baza de siliciu fin
divizat (diatomita, diferite forme de siliciu, argile tratate cu acid)
pentru a forma o pasta umda; prin calcinare la o temperatura sub
500˚C, se obtine un produs solid, care se macina pentru a se
obtine particule de marimi utilizabile. Daca calcinarea are loc peste
300˚C, este de preferata o rehidratare a particulelor la o
temperatura mai scazuta, pentru a produce un acid cu activitate
mare de alchilare. Procedeul de preparare a catalizatorului poate fi variat
prin formarea particulelor din pasta originala, prin extrudere, etc.
In reactiile care au loc in timpul
calcinarii este evident ca o parte din acid este fixat pe
purtator, si este probabil sa se formeze acid metafosforic, care
nu este activ in aceste conditii. Etapa de rehidratare produce un acid de
compozitie asemanatoare cu a acidului pirofosforic care are formula H4P2O7.
Este cunoscuta de ceva vreme utilizarea
acidului fosforic drept catalizator in nenumarate reactii de
alchilare si polimerizare. Este de asemenea cunoscut faptul ca acest
catalizator este supus unor factori care pot duce la deteriorarea sa
afectandu-i continutul de umiditate. In consecinta au fost
propuse variante pentru a mentine o hidratare uniforma in timpul
folosirii sale. Pierderea hidratarii cauzeaza deteriorari a
catalizatorului, ducand la coacerea acestuia, in cele din urma conducand
la caderi mari de presiune in straturile de pelete, procesul necesitand
oprirea si inlocuirea catalizatorului. Pe de alta parte, o hidratare
excesiva inmoaie peletele de catalizator avand acelasi rezultat.
Pierderea umiditatii poate aparea
de fiecare data cand catalizatorul se afla in contact cu o
atmosfera uscata, in special cand catalizatorul se afla la
temperatura inalta. Excesul de apa rezulta din expunerea
catalizatorului la o atmosfera umeda.
Acest lucru poate deveni o problema
serioasa atunci cand catalizatorul este implicat intr-o reactie
exoterma, cum ar fi alchilarea benzenului cu propena pentru a produce
izo-propilbenzen. Formarea unui kilogram de produs necesita aproximativ 25
kcal, marea majoritate fiind absorbita de catalizator, provocand
deshidratarea.
Procesul
are loc in general la o presiune intre 25 pana la 60 atmosfere. Presiunile
din acest interval sunt necesare la temperaturile precizate anterior pentru a asigura
mentinerea a cel putin unei portiuni dintr-un reactant in
faza lichida, ceea ce mareste viata catalizatorului.
Raportul molar de injectare al reactantilor trebuie sa fie de 3:1
benzen:propena pentru a minimaliza formarea de produsi secundari,
si a obtine maximul de productivitate pentru izopropilbenzen. O
proportie mai mare de 8:1 nu are efect asupra reactiei dorite si
impune pasi suplimentari la obtinerea produsului dorit.[9]
O diagrama
simplificata a procesului este aratata in figura de mai jos:
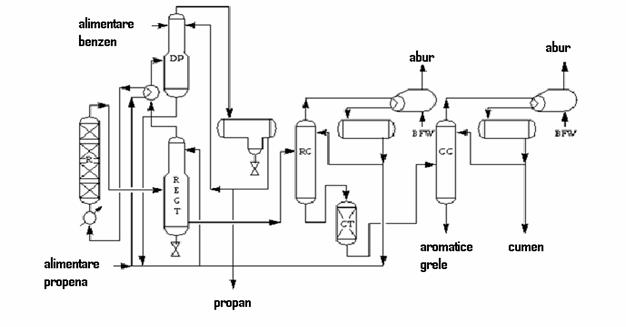
Figura 1.
Instalatia de obtinere a cumenului prin procedeul UOP cu catalizator
SPA:DP=depropanator, CT=tratament cu argila, CC=coloana de distilare a
cumenului, R=reactor de alchilare, RECT=rectificator, RC=recirculare benzen.
Propena, benzenul proaspat si benzenul
recirculat sunt alimentate la reactor care opereaza la 3-4 MPa si 200-2600C. Benzenul si
propena nu trebuie sa contina sulf. Continutul in tiofen al
benzenului nu trebuie sa depaseasca 0.14%. Catalizatorul
acid fosforic realizeaza o conversie completa a propenei intr-un singur pas. Un efluent tipic care iese din reactor
contine 94.8 % (wt) si 3.1% (wt) diizopropilbenzen (DIPB). Restul de
2.1% sunt in principal aromatice grele.
Productia mare de cumen este obtinuta fara
transalchilarea DIPB ceea ce este specific procesului ce utilizeaza
catalizator acidul fosforic.
Se utilizeaza reactoare cu mai multe
straturi adiabatice si racire intermediara. Caldura
reactiei exoterme este de 25 kcal/mol. Se utilizeaza un catalizator
cu 62-65% P2O5 si 25% SiO2. Efluentul
gazos din reactor, dupa racire, este condus intr-o coloana de
depropanare ce functioneaza la 200˚C si 12 at. Produsul din
baza intra intr-o coloana de indepartare a benzenului, iar
produsul din baza al acestei coloane este distilat intr-o alta
coloana pentru recuperarea cumenului. In aceasta coloana se
obtin alchilati superiori in baza.
Cumenul final are o puritate de 99.9% procente
de masa, iar produsele aromatice grele care au o cifra octanica
destul de ridicata (109) pot fi folosite ca si componente pentru a
mari cifra octanica in benzine sau sunt amestecate cu benzenul
si trimise la etapa de transalchilare unde DIPB este convertit in
cumen. Productia de cumen pe tot
procesul este de 97-98% cu transalchilare si 94-96% fara
transalchilare.[3]
3.
Tehnologia cu catalizator AlCl3
In 1970, Monsanto- Lummus a introdus o
tehnologie bazata pe sistemul catalitic AlCl3-HCl, care
imbunatateste randamentul in cumen prin transalchilarea
poliizopropilbenzenilor obtinuti.
Istoric
vorbind, procesul ce utilizeaza AlCl3 a fost utilizat mai intensiv
pentru productia de etilbenzen decat pentru cumen. In 1976, Monsato a dezvoltat si
imbunatatit procesul care utilizeaza AlCl3 drept
catalizator, iar la mijlocul anilor 80 tehnologia a fost comercializata
cu succes. Productia pe intreg procesul poate depasi 99%
raportata la benzen, si 98% raportata la propena.[1]
Un
proces simplificat este aratat in figura 2. [3]
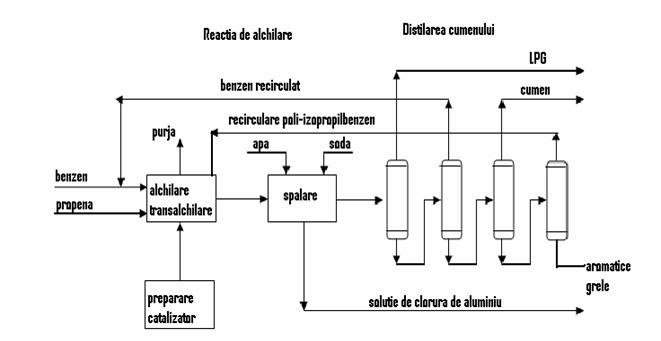
Figura 2.
Procesul de obtinere a cumenului prin procedeul Monsato-Lummus Crest
Benzenul anhidru, proaspat si
recirculat, si propena sunt amestecate in zona de alchilare impreuna
cu AlCl3 si HCl la o temperatura sub 1350C
si presiune sub 0.4MPa. Se poate utiliza si benzen cu continut
scazut de tiofen. Pentru a minimaliza reactiile secundare se
foloseste un exces mare de benzen, ceea ce conduce insa la raporturi
mari la recirculare. Raportul molar optim benzen/propena este de 3/1.
Conversia propenei este ridicata si se utilizeaza reciclu numai
in cazul in care concentratia acesteia este scazuta.
Consumul de catalizator este de 0.025 kg/kg de
cumen. Cantitatea de produse secundare depinde in mare masura de
tipul de catalizator si conditiile de reactie. Ele sunt in
special diisopropilbenzen, triisopropilbenzen, n-propilbenzen si urme de
poliisopropilbenzen. Fractiunea diisopropilbenzen contine si
izomerul para. Acesta din urma este un produs valoros, intrucat poate fi
transformat prin oxidare in acid tereftalic. Izomerul meta poate fi oxidat la
acid izoftalic. 1,3,5- triisopropilbenzenul, singurul ce se obtine, poate fi
transformat prin descompunere acida a trihidroxiperoxidului sau in
floroglucina. Analog, 1,3-diizopropilbenzenul si
1,4-diizopropilbenzenul pot fi transformati in resorcina, respectiv
hidrochinona.
Poliizopropilbenzenul poate fi transformat prin
disproportionare cu benzen in cumen pe acelasi catalizator de
clorura de aluminiu.
Efluentul
de la alchilare este amestecat cu poli-izopropilbenzenul si alimentat in
zona de transalchilare, unde PIPB este transalchilat la cumen. Catalizatorul puternic acid este separat de
faza organica prin spalarea efluentului care iese din reactor cu
apa alcalina.
Sistemul
de distilare este creat pentru a recupera un produs final de mare puritate.
Benzenul nereactionat si PIPB sunt separati si recirculati
la sistemul de reactie. Propanul din debitul de propena este
recuperat ca si gaz petrolier lichefiat.[7]
Mecanismul reactiei de alchilare in prezenta
de clorura de aluminiu:
Mecanismul
alchilarii nucleului aromatic catalizata de clorura de aluminiu sau
de clorura de aluminiu acid clorhidric a fost fundamentat prin
lucrarile efectuate in principal de F.W Witmore, S.A Olah, C.D
Nenitescu. Acesta presupune intr-o prima etapa formarea
carbocationilor si a unor formatiuni ionizate, care ulterior
interactioneaza cu hidrocarbura aromatica conducand la
obtinerea unor complecsi π si σ asa cum este
exemplificat mai jos:

In cazul halogenurilor
de alchil, carbocationii se formeaza in absenta completa a
umiditatii sau a unui acid protonic, pe cand in cazul olefinelor este
necesar un donor de protoni. Reactantul electrofil format ataca substratul
aromatic la un atom de carbon cu hibridizare sp2 cu formarea unui intermediar, complex σ in care
hibridizarea devine sp3 ,
care se transforma in produs prin pierderea unui proton.[1]
Comparatii
ale celor doua procedee[1]:
Procesele
SPA dezvoltate de UOP si cele ale firmei Monsanto Lummus prezinta
caracteristici diferite, dar ambele sufera din cauza unor dezavantaje cum ar fi:
probleme de protectia mediului, corozivitatea catalizatorilor si formarea
oligomerilor si altor impuritati. Caracteristicile acestor procese sunt
prezentate in Tabelul 1.
Tabel 1. Principalele caracteristici ale
celor mai folosite procedee
|
Proces
SPA
|
Proces Monsanto - Lummus
|
|
Temperatura,
°C
|
|
|
|
Raport
molar in alimentare benzen/propena
|
|
|
|
Presiune,atm
|
|
|
|
Faza
|
gazoasa
|
lichida
|
|
Conversia
benzenului, %
|
|
|
|
Conversia
propenei, %
|
|
|
|
Durata
de viata a catalizatorului, ani
|
|
|
Prima prezentare a
alchilarii benzenului cu propena in faza de vapori
catalizata de zeoliti tip X si Y dateaza din 1965. In mod
diferit fata de obtinerea etilbenzenului, eforturile
cercetatorilor de transpunere a procesului la scara industriala
a luat mai mult timp. Aceasta se datoreaza, probabil, inabilitatii
zeolitului ZSM-5 ( primul catalizator folosit de Mobil Badger pentru
obtinerea etilbenzenului) de a cataliza satisfacator
reactia de alchilare a benzenului cu propena. De fapt, ZSM-5 produce
o izomerizare avansata a cumenului la n-propilbenzen, posibil
datorita temperaturilor ridicate necesare pentru a depasi
impiedicarile difuzionale in porii zeolitului (10 MR). Pe langa aceasta se
observa o rapida dezactivare datorita oligomerilor propenei. Pe
de alta parte, ZSM-5 prezinta o activitate catalitica scazuta in
alchilarea in faza lichida, probabil datorita constrangerilor
difuzionale.
Ca urmare, au fost facuti
pasi importanti in procesul de obtinere a cumenului in sensul
operarii in faza lichida cu utilizarea zeolitilor cu pori mai mari (12 MR) ca
de exemplu zeolitul Y, mordenit, ZSM-12,Omega, Beta si MCM-22.[1]
Firma
Unocal a introdus un reactor cu catalizator in strat fix bazat pe cataliztori
zeolitici de tip Y. Selectivitatea pentru cumen este de obicei intre 70 si
90% procente de masa . componentii secundari sunt in principal
poli-izopropilbenzeni, care sunt transalchilati la cumen intr-o zona
separata de reactie pentru a mari productia globala de
cumen la aproximativ 99%. Cerintele de distilare implica separarea
propanului in scopul folosirii lui ca GPL, recircularea excesului de benzen la
zona de reactie, separarea poliizopropilbenzenului pentru transalchilarea
la cumen, si purificarea cumenului brut.
Cel de-al doilea proces bazat pe zeoliti a
fost dezvoltat de CR&L si este bazat pe conceptul distilarii
catalitice, care este o combinatie intre reactia catalitica
si distilarea intr-o singura coloana. Principiul de baza
este de a utiliza caldura de reactie pentru a furniza caldura
necesara fractionarii. Acest concept a fost aplicat comercial
doar pentru productia de MTBE, insa nu a fost aplicat comercial
si pentru cumen.[3]
Pe baza acestor zeoliti, noi procese
comerciale au fost elaborate dupa 1990 de firmele Dow- Kellog, Mobil-Raytheon,
CD-Tech, Eni Chem si UOP.
Tabel
2. Tehnologii de obtinere a cumenului pe baza de zeoliti:
|
Proces
|
|
3-DDM/
Dow-Kellog
|
Mobil-Raytheon
|
CD-tech
|
Q-max/UOP
|
EniChem
|
|
zeolit
|
Mordenit
|
MCM-22
|
Y
|
Beta
(QZ-2000)
|
Beta
(PBE-1)
|
|
Tip
reactor
|
Strat fix
|
Strat
fluidizat
|
Tip
coloana distilare
|
Strat
fix
|
Strat
fix
|
Procesul firmei Mobil-Raytheon
utilizeaza un reactor cu catalizator in strat fluidizat. Natura
catalizatorului nu este prezentata, dar conform literaturii de brevete, se
poate presupune ca zeolitul utilizat este de tip MCM-22.
Tehnologia CD Tech se
bazeaza pe un reactor tip coloana de distilare, operat similar cu cel
folosit la obtinerea etilbenzenului.
Studii ale cercetatorilor
de la ABB-Lummus scot in evidenta o activitate catalitica
buna pentru catalizatorii pe baza de zeolit de tip Y.
Firma Dow a implementat pentru
prima data in 1992 tehnologia sa 3-DDM de obtinere a cumenului intr-o instalatie industriala la
Terneuzen in Olanda. Instalatia este completata cu un reactor de transalchilare tip SPA.[1]
In continuare sunt prezentate
doua procedee pe baza de catalizatori zeoliti.
Procesul Q-Max UOP
Procesul Q-Max este reprezentativ pentru noua
generatie de obtinere a cumenului bazata pe catalizatori de tip
zeolit stabili. Acest proces produce un cumen de mare puritate (cca 99.97%).
Catalizatorul folosit in procesul Q-Max este zeolitul QZ-2000. Acesta
utilizeaza un debit scazut de benzen ceea ce duce la costuri
scazute de investitie. Catalizatorul QZ-2000 este necoroziv si
regenerabil, evitand astfel problemele care se datoreaza intretinerii
instalatiilor ce apar in cazul sistemelor cu acid fosforic sau
clorura de aluminiu.
In comparatie cu alte tehnologii ale
cumenului pe baza de zeoliti, procesul Q-Max ofera o
toleranta mai mare la impuritatile materiei prime, cel mai
inalt produs din punct de vedere calitativ din productia comerciala
si o excelenta stabilitate.
Pentru restructurarea proceselor bazate pe
catalizator de acid fosforic deja existente, procesul Q-Max ofera:
O expansiune a
capacitatii cu 50-100% pentru cresterea castigurilor
Un cost mai scazut pe
unitatea de cumen produs
Un catalizator regenerabil
pentru mai putine reziduuri solide si un cost mai scazut al
dispozitivelor
Sisteme necorozive pentru
costuri de intretinere mai scazute
Un cost de productie mai
mic pentru o crestere a eficientei cu 4-5% wt
Descrierea
instalatiei:
Instalatia Q-Max este alcatuita
dintr-un reactor de alchilare, o sectiune de distilare si un reactor
de transalchilare. Ambele reactoare sunt in strat fix. Propena si un
amestec de benzen proaspat si recirculat sunt alimentate la un
reactor de alchilare care contine patru straturi de catalizator, unde
propena reactioneaza in totalitate pentru a forma in principal cumen.
Fluxul de propena este impartit in portiuni si
injectat in reactor intre straturile de catalizator, fiecare portiune
injectata fiind complet consumata in fiecare strat. Este utilizat un
exces de benzen la reactorul de alchilare pentru a evita poli-alchilarea
si pentru a minimiza oligoemerizarea olefinelor. Efluentul din reactorul
de alchilare este trimis la coloana de depropanare, unde este indepartat
propanul ce a patruns o data cu debitul de propena,
impreuna cu excesul de apa care se poate sa fi impurificat
debitele de alimentare. Produsul din baza coloanei de depropanare este trimis
la coloana de benzen, unde este colectat si recirculat benzenul. Produsul
din blazul coloanei de benzen este trimis la coloana de cumen unde cumenul este
recuperat la partea superioara a coloanei. Produsul din baza coloanei de
cumen, contine in principal diisopropilbenzen, este trimis la coloana de
distilare a DIPB unde DIPB este recuperat si recirculat la reactorul de
transalchilare. Din baza coloanei de DIPB se obtin produse aromatice grele
care sunt adaugate in pacura. Caldura necesara pentru
sectiunea de fractionare este furnizata de abur sau de ulei
incins.
O
portiune din benzenul recirculat de la partea superioara a coloanei
de benzen este amestecata cu DIPB obtinut din coloana de DIPB si
trimis la reactorul de transalchilare. In reactorul de transalchilare, DIPB
este convertit in cumen. Efluentul din reactorul de transalchilare este trimis
la coloana de benzen.
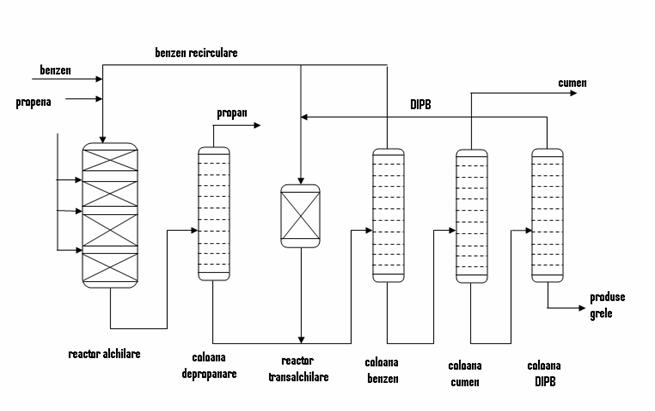
Figura 3.
Schema procesului Q-Max
Catalizatorul
folosit in cele doua reactoare este regenerabil. Lungimea ciclului intre
regenerari este de 2 ani, dar instalatia poate fi proiectata
si pentru cicluri mai lungi. Conditiile blande de operare precum
si procesele necorozive pernit utilizarea constructiilor din
otel-carbon.
Materii prime si produsi
Procesul
Q-Max accepta o gama variata a propenei alimentate, incepand de
la 65% mol, si pana la propena de puritate chimica 99.5%
mol. Benzenul este supus unei rafinari tipice. Procesul Q-Max
tolereaza sulful, apa, dioxanul si hidrura de arsen. Calitatea
produsului final depinde de nivelul impuritatilor precursorilor ce
alimenteaza instalatia.
Calitatea produsului in procesul Q-Max
Date comerciale pentru
alimentarile cu benzen si propena de inalta puritate:
Puritate
cumen 99.97%
wt
Indice
de brom <5
Sulfuri <0.05
wt ppm
Impuritati hidrocarbonate
Ne-aromatice <10 ppm
Etilbenzen
<15
n-propilbenzen <250-300
ppm wt
butilbenzen <15 ppm wt
cimeni
0-20 ppm wt
DIPB
0-5 ppm wt
Prima instalatie Q-Max a fost
pusa in functiune in august 1996 la JLM Chemicals. Acest proiect avea
drept scop restructurarea instalatiilor existente bazate pe catalizator de
acid fosforic. Obiectivele reechiparii erau: cresterea
capacitatii, imbunatirea productivitatii
cumenului, imbunatatirea calitatii α-metil
stirenului rezultat din fenol, costuri mai scazute ale catalizatorului,
ciclu de viata mai lung al catalizatorului, si coroziune mai
mica a echipamentelor.
Incepand cu introducerea procesului
Q-Max UOP in 1996, UOP a acordat 9 proiecte cu capacitati cuprinse
intre 37 000 si 700 000 milioane tone/an. In lume functioneaza 7
astfel de instalatii avand o capacitate de productie de 1 600 000
milioane tone/an. Celelalte doua unitati cu capacitati
de 650 000 milioane tone/an sunt inca in faza de proiectare.
Chimia alchilarii in prezenta zeolitilor
Obtinerea cumenului
se produce prin alchilarea Friedel-Crafts modificata a benzenului cu
propena. Mecanismul clasic de alchilare este prezentat in Fig. 4. Olefina
formeaza intermediar un ion carboniu, care ataca nucleul benzenic
intr-o reactie de substitutie electrofila. Aditia propenei
la nucleu se face la carbonul din mijloc a olefinei, in concordanta
cu regula lui Markovnikov. Prezenta grupei izopropil produce o activare
slaba a nucleului benzenic conducand mai departe la o noua alchilare
cu producere de DIPB si compusi polialchilati mai grei.
Reactia principala

Mecanismul reactiei

Reactii secundare:
Fig.4 Chimia reactiilor de
alchilare
Datorita activitatii mari a
zeolitului QZ-2000 si a aciditatii mari, ei sunt folositi
la temperaturi mai joase decat catalizatorul SPA sau alti zeoliti cu
activitati mai mici cum este MCM-22. Temperatura de reactie mai
mica reduce oligomerizarea olefinei, reactie cu o pondere destul de
mare in cazul catalizatorului SPA. Explicatia este ca
beta-zeolitii au o selectivitate mai mare pentru cumen decat pentru
compusii nearomatici, cum sunt olefinele, analizati cu indicele de
brom.
De exemplu, desi butilbenzenul este de
obicei produs datorita urmelor de butena din alimentarea de cracare
si alchilare producand butlibenzeni si amilbenzen. Rezultatul
activitatii marite si a temperaturilor de operare
scazute, catalizatorii beta-zeoliti tind sa elimine reactiile de
oligomerizare. Produsul final obtinut in cazul procesului Q-Max ce
utilizeaza o alimentare cu propena fara butena
contine mai putin de 15 ppm wt butilbenzen.
Procedeul
Q-Max produce cumen in proportie de 85-95% molar si DIPB in
proportie de 5-15% molar. DIPB este separat de cumen si reactat cu
benzen recirculat in reactorul de transalchilare pentru a produce cumen
aditional. Reactia de transalchilare se produce prin transferul unei
grupe izopropilice in cataliza acida de la DIPB la o molecula de
benzen formand doua molecule de cumen, cum este aratat in Fig. 5.
Reactia primara
Posibile reactii secundare
Fig. 5 Chimia reactiilor
de transalchilare
Catalizatorul
QZ-2000 este de asemenea eficient in reactia de transalchilare a DIPB la
cumen. Datorita activitatii mari a catalizatorului,
transalchilarea are loc la temperaturi joase, formarea de produsi
secundari cum ar fi aromatice grele sau n-propilbenzen fiind minima,
asa cum este aratat in Fig. 6. Ipotetic, nu se formeaza
tri-izopropilbenzen datorita selectivitatii structurii
tridimensionale a beta-zeolitului care inhiba formarea produsilor mai
grei decat DIPB.
Oligomerizarea olefinelor
Polialchilare
Transfer de hidrura
Figura 6. Formarea produselor
secundare grele
Procedeul Lummus
Polimeri Europa and Lummus Technology, o
companie a grupului CB&I, au dezvoltat procedeul de obtinere a unui
cumen de mare puritate denumit Polimeri/Lummus.
In comparatie cu alte procedee bazate pe
catalizatori de tip zeolit in faza lichida, procesul Lummus de
obtinere a cumenului atinge o productivitate mare (99.7% wt) cu o puritate a produsului final de 99.5%
si necesita costuri mici de investitie. Calitatea produsului
final obtinuta fara tratare cu argila
depaseste usor cererile pentru productia de cumen.
Procedeul
Lummus foloseste catalizatorul zeolit PBE-1, care a fost utilizat in
operatii comerciale inca de la mijlocul anilor 1990. Catalizatorul
PBE are o selectivitate mare spre cumen fata de alti
zeoliti obisnuiti, si are efect atat asupra alchilarii
benzenului cat si asupra transalchilarii poli-izopropilbenzenilor la
cumen. Nu este coroziv, este regenerabil si nu este daunator
mediului.
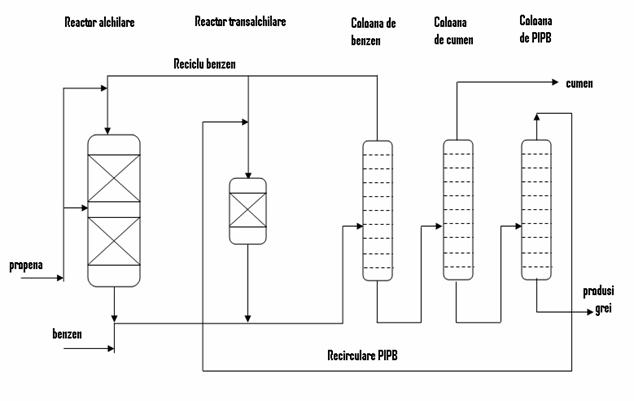
Figura 7: Schema procesului Lummus
Descrierea procesului
Cumenul este fabricat prin alchilarea benzenului
cu propena, care conduce la un amestec de benzen alchilat si
polialchilat. Este folosit un exces de benzen pentru ca propena sa
reactioneze complet. Propena este injectata inainte de fiecare strat
catalitic pentru a imbunatati selectivitatea catalizatorului
si pentru a-i spori activitatea si stabilitatea.
Amestecul de alchilat si polialchilat este
trimis la sectiunea de distilare care consta dintr-o coloana de
benzen, o coloana de cumen si una de poli-izopropilbenzen. Benzenul
polialchilat este recuperat in coloana de PIPB si transalchilat cu benzen
pentru a produce cumen aditional marind astfel productivitatea de
cumen. Efluentii de la alchilare si transalchilare sunt alimentati
la coloana de benzen, unde excesul de benzen este captat la partea
superioara a coloanei si recirculat la reactoare.
Amestecul
din blazul coloanei de benzen merge la coloana de cumen, unde este captat ca
produs din varful coloanei. Blazul coloanei este trimis la coloana de PIPB,
unde PIPB care iese pe la partea superioara este recirculat la reactorul
de transalchilare. Amestecul din blazul coloanei de PIPB este compus din mici
cantitati de aromatice grele care pot fi folosite drept combustibil.
Propanul sau alte gaze necondensabile continute in propena alimentata trec prin proces
fara a reactiona si sunt recuperate sau utilizate drept
combustibil.
Alte
procedee
Procedeul de obtinere a
cumenului prin alchilarea benzenului cu alcool izopropilic
Scopurile
urmarite de acest procedeu sunt:
Indepartarea continua
a produsilor de reactie formati care va modifica echilibrul
reactiei in directia formarii de produsi (conform
principiului lui Le Chatelier).
Folosirea unui raport molar de
alimentare mai mic al reactantilor. Acest lucru va duce la scaderea
excesului de reactant folosit, minimizand efectul diluarii si
reducand costul de recirculare/recuperare al benzenului.
Scaderea
cantitatii de catalizator folosit. Reducerea cantitatii de catalizator va produce o minimizare a
volumului reactorului, costul catalizatorului si reducerea costului de
activare/regenerare a catalizatorului.
Eliminarea produsilor
secundari(DIPB, izomeri, n-propilbenzen, fractii grele). Acest lucru va
elimina dezactivarea catalizatorului precum si utilizarea echipamentelor
de separare si transalchilare. Avand un singur produs in reactor se
diminueaza costurile de separare.
Procedeul descris in continuare este un procedeu
de obtinere a cumenului utilizand un reactor cu membrana
catalitica, bazat pe reactia dintre alcool izopropilic si benzen
in raport molar de 1:1 pana la 8:1, la o temperatura cuprinsa
intre 190˚-400°C, cu o viteza de curgere de 1-6 h-1
si presiunea cuprinsa intre 1-10 bari, precum si utilajele
aferente de separare a cumenului. Cumenul este trimis la coloanele de separare
cu ajutorul unui gaz inert.
Membrana catalitica utilizata este
fabricata dintr-un material polimeric selectat dintr-un grup de poliimide,
polieterimide, poli-benzimidazoli, poli-fenilchinaxoline, poli-oxazoli,
poli-etersulfone, poli-feniloxizi, uleiuri siliconice ce contin numeroase
grupe substituiente si aditivi polimerici obtinuti dim monomeri
olefinici, si coplimeri sau oligomeri ai polimerilor enumerati mai
sus. Membrana este impreganta cu zeoliti prin orice metoda
conventionala. Materialul inert este selectat dintre baghete de
portelan, baghete de ceramica, etc. Gazul purtator este ales
dintre argon, azot, hidrogen sau heliu. Catalizatorul zeolit are un raport de
Si/Al de 50 pana 250, de exemplu zeoliti β, zeoliti X,
zeoliti Y sau zeoliti asemanatori. Suprafata ariei
zeolitului este de preferat sa fie cuprinsa intre 200 si 350
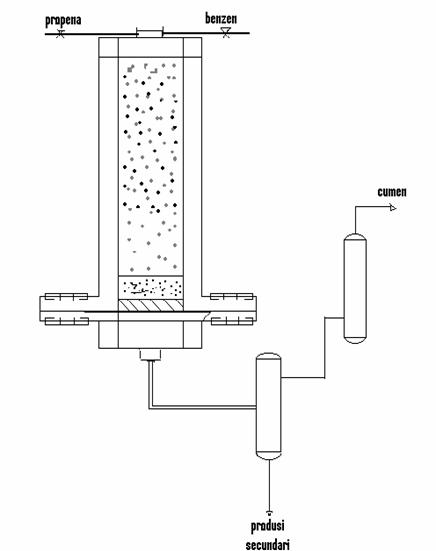
Figura 8. Instalatia procedeului de obtinere a
cumenului prin alchilarea benzenului cu alcool izopropilic
Procesul de preparare a
cumenului prin acest procedeu are urmatoarele avantaje:
Utilizand
un reactor cu membrana catalitica, produsul format este
indepartat continuu. Aceasta continua indepartare deplaseaza echilibrul in
directia formarii produsului dorit. De asemenea cumenul nu mai
participa la reactii secundare care ar putea produce substante
nedorite.
Raportul
molar al reactantilor este redus la jumatate, in comparatie cu
un proces ce utilizeaza drept catalizatori zeoliti. Prin urmare scade
costul de recuperare/recirculare al benzenului.
Cantitatea
de catalizator necesara acestui proces reprezinta jumatate din
cantitatea necesara in cazul utilizarii unui reactor
conventional care utilizeaza zeoliti. Acest lucru duce la
necesitatea unui reactor mai mic, ceea ce inseamna si costuri mai
mici.
Formarea
produsilor secundari de tipul DIPB, n-propilbenzen, etc, este
eliminata. Absenta acestor coprodusi reduce posibilitatea
dezactivarii catalizatorului. De asemenea sunt indepartati sau
minimalizati pasii necesari reactiilor de separare si
transalchilare.
Bilant de materiale:
Pentru intocmirea bilanturilor
de materiale propunem urmatoarele ipoteze:
Se proiecteaza o
instalatie de obtinere a cumenului prin alchilare in faza
lichida a benzenului cu propena in prezenta unui catalizator zeolit
de tip Y.
Se considera
ca reactia de alchilare are loc la temperatura de 1000C
si presiunea de 20 atm. Amestecul de alimentare este in faza
lichida.
Propena folosita este propena grad
polimerizare, de concentratie 99.8 %
Conversia propenei in
reactor este de 100%
Benzenul este uscat in prealabil si
introdus in instalatie fara umiditate
Raportul molar benzen:
propena in alimentarea reactorului este de 3:1
Gradul de transformare
al propenei in cumen este de 95%, 4% se transforma in di-izopropilbenzen,
iar restul de 1% in tri-izopropilbenzen.
Am considerat ca se
formeaza un singur produs greu, tri-izopropilbenzenul.
Materii prime
Propena
Propena (CH2=CH-CH3 ) este in conditii
normale un gaz incolor, inflamabil. In stare lichefiata, la temperatura
normala se gaseste sub presiune.
Cunoasterea proprietatilor fizice ale propenei este
esentiala pentru proiectarea echipamentelor de depozitare, transport
si utilizare in diferite procese chimice.
|
Substanta
|
Propena
|
|
Proprietate
|
Valoare
|
|
CAS
|
|
|
masa molara
|
|
|
temperatura de inghet, K
|
|
|
temperatura de fierbere, K
|
|
|
presiune critica, Mpa
|
|
|
temperatura critica, K
|
|
|
volum critc, cm3/mol
|
|
|
compresiune critica
|
|
|
densitate, 223 K, g/cm3
|
|
|
entalpia standard de formare, kj/mol
|
|
|
solubilitate, la 200C, 1 atm, mL gaz/100mL solvent
|
|
in apa
|
|
|
in alcool etilic
|
|
|
in acid acetic
|
|
|
indice de refractie, nD
|
|
|
|
|
|
|
|
|
|
Propena a devenit constituientul principal
al gazelor de rafinarie la inceputul secolului 20, cand au inceput sa se aplice procesele secundare
de prelucrare a titeiului.
In prezent, sursele principale de propilena sunt instalatiile
de piroliza si de cracare catalitica. Propena rezulta ca
produs secundar cu randamente relativ mari in urmatoarele procedee:
cracarea fractiunilor petroliere grele, piroliza hidrocarburilor si
mai recent, in procesele de obtinere a etilenei din gazul de sinteza
si piroliza metanolului. Un procedeu de obtinere a propenei ca produs
principal este dehidrogenarea propanului.
La piroliza hidrocarburilor se pot
obtine doua calitati diferite de propena: grad
chimizare (concentratie 92-94%) si grad polimerizare
(concentratie 99.5-99.8%), in functie de utlizarea ei.
Rezervoarele pentru depozitarea propenei la
temperatura ambianta trebuie astfel proiectate incat sa reziste
la presiunea de vapori corespunzatoare temperaturii maxime, ce poate fi
atinsa in functie de locul de amplasare
Benzenul:
Benzenul este un compus aromatic lichid,
incolor si inflamabil. El este un component natural al petrolului dar
cantitatea de benzen prezenta in titei reprezinta mai
putin de 1%. De aceea recuperearea benzenului din titei nu a
fost economica pana in anii 1940. O data cu cresterea cererii
pentru benzen, s-a dezvoltat si industria de carbonizare a carbunilor
si pentru a suplimenta productia au fost dezvoltate tehnologii de
obtinere si separare a benzenului din petrol. Benzenul mai poate fi
obtinut din piroliza benzinei formata la cracarea olefinelor.
|
Substanta
|
Benzen
|
|
Proprietate
|
Valoare
|
|
CAS
|
|
|
masa
molara
|
|
|
punctul
de inghet, 0C in aer la1 atm
|
|
|
punct
de fierbere, 0C la 1 atm
|
|
|
densitate
,g.cm3 250C
|
|
|
presiune de vapori la 250C , kPa
|
|
|
indice
de refractie, nD, 250C
|
|
|
vascozitate,
250C , mPa*s (cP)
|
|
|
temperatura
critica, C
|
|
|
presiune
critica, kPa
|
|
|
volum
critic, cm3/mol
|
|
|
caldura
de formare
|
|
g,
kj/mol
|
|
|
L,
kj/mol
|
|
|
caldura
de ardere, kj/mol
|
|
|
caldura
de vaporizare, 250C, kj/mol
|
|
|
solubilitate
in apa, 250C, g/100g apa
|
|
Bilant de partial de materiale pentru
fiecare utilaj:
Datele pentru bilanturile
partiale le-am importat din programul de calcul Hysis.
Mixer: Mix-101
|
Mix-101
|
|
Debite
intrate
|
kg/h
|
Debite
iesite
|
kg/h
|
|
benzen
proaspat
|
|
Mix-101_out
|
|
|
Rec1
|
|
benzen
|
|
|
benzen
|
|
cumen
|
|
|
cumen
recirculat
|
|
|
|
|
Total
|
|
Total
|
|
Mix-102
|
Mix-102
|
|
Debite
intrate
|
kg/h
|
Debite
iesite
|
kg/h
|
|
Blaz-R1
|
|
Mix-102_out
|
|
|
benzen
|
|
benzen
|
|
|
cumen
|
|
cumen
|
|
|
DIPB
|
|
DIPB
|
|
|
TIPB
|
|
TIPB
|
|
|
Blaz-R2
|
|
|
|
|
benzen
|
|
|
|
|
cumen
|
|
|
|
|
DIPB
|
|
|
|
|
TIPB
|
|
|
|
|
Total
|
|
|
|
|
Mix-103
|
|
Debite
intrate
|
kg/h
|
Debite
iesite
|
kg/h
|
|
Rec2
|
|
Mix-103_out
|
|
|
benzen
|
|
benzen
|
|
|
cumen
|
|
cumen
|
|
|
v-col3
recirculat
|
|
DIPB
|
|
|
DIPB
|
|
TIPB
|
|
|
cumen
|
|
|
|
|
TIPB
|
|
|
|
|
Total
|
|
|
|
|
Reactor
alchilare (R1)
|
|
Debite
intrate
|
kg/h
|
Debite
iesite
|
kg/h
|
|
Debit
1
|
|
Blaz-R1
|
|
|
benzen
|
|
benzen
|
|
|
cumen
|
|
cumen
|
|
|
propena
|
|
DIPB
|
|
|
|
TIPB
|
|
|
Total
|
|
Total
|
|
|
Coloana
1 (Distilare benzen)
|
|
Debite
intrate
|
kg/h
|
Debite
iesite
|
kg/h
|
|
Mix-102_out
|
v-col1
|
|
benzen
|
|
benzen
recirculare
|
|
|
cumen
|
|
cumen
|
|
|
DIPB
|
|
T100-blaz
|
|
|
TIPB
|
|
benzen
|
|
|
cumen
|
|
|
DIPB
|
|
|
TIPB
|
|
|
Total
|
|
Total
|
|
|
Coloana
2 (Distilare benzen)
|
|
Debite
intrate
|
kg/h
|
Debite
iesite
|
kg/h
|
|
T100-blaz
|
|
Produs
|
|
benzen
|
|
cumen
|
|
|
cumen
|
|
DIPB
|
|
|
DIPB
|
|
benzen
|
|
|
TIPB
|
|
T101-blaz
|
|
DIPB
|
|
|
cumen
|
|
|
TIPB
|
|
|
Total
|
|
Total
|
|
|
Coloana
3 (Distilare DIPB)
|
|
Debite
intrate
|
kg/h
|
Debite
iesite
|
kg/h
|
|
T101-blaz
|
v-col
3
|
|
DIPB
|
|
DIPB
|
|
|
cumen
|
|
cumen
|
|
|
TIPB
|
|
TIPB
|
|
|
T-102-blaz
|
|
TIPB
|
|
|
DIPB
|
|
|
Total
|
|
Total
|
|
|
TEE-100
|
|
Debite
intrate
|
kg/h
|
Debite
iesite
|
kg/h
|
|
v-col
recirculat
|
|
Rec1
|
|
|
benzen
|
|
benzen
|
|
|
cumen
|
|
cumen
recircult
|
|
|
|
Rec2
|
|
|
|
benzen
|
|
|
|
cumen
|
|
|
Total
|
|
Total
|
|
|
Reactor
transalchilare (R2)
|
|
Debite
intrate
|
kg/h
|
Debite
iesite
|
kg/h
|
|
Mix-103
incalzit
|
|
Blaz
R2
|
|
|
benzen
|
|
benzen
|
|
|
cumen
|
|
cumen
|
|
|
DIPB
|
|
DIPB
|
|
|
TIPB
|
|
TIPB
|
|
|
Total
|
|
Total
|
|
Bilant total de materiale pentru intreaga
instalatie:
|
Debit
total
|
|
Debite
intrate
|
kg/h
|
Debite
iesite
|
kg/h
|
|
benzen
proaspat
|
|
Produs
|
|
|
propena
|
|
cumen
|
|
|
|
benzen
|
|
|
|
DIPB
|
|
|
|
Produsi grei
|
|
|
|
TIPB
|
|
|
|
DIPB
|
|
|
|
Pierderi
pe instalatie
|
|
|
Total
|
|
Total
|
|
Bilant termic:
Utilajul : Compresor
|
K-100
|
|
Flux intrare
|
Flux iesire
|
|
propena
|
propena-compr
|
|
Stare
|
vapori
|
vapori
|
|
Temperatura,oC
|
|
|
|
Presiunea
[atm]
|
|
|
|
Debit
molar, kmoli/h
|
|
|
|
Debit
masic, kg/h
|
|
|
|
Entalpie
molara [kj/kmol]
|
|
|
|
Debit
de caldura [kj/h]
|
8.1E+05
|
1.2E+06
|
|
K100_sarcina
kj/h
|
3.4E+05
|
Utilajul: Pompa 1
|
P-100
|
|
Flux intrare
|
Flux iesire
|
|
Mix-101_out
|
benzen-compr
|
|
Stare
|
lichid
|
lichid
|
|
Temperatura,oC
|
|
|
|
Presiunea
[atm]
|
|
|
|
Debit
molar [kmol/h]
|
|
|
|
Debit
masic [kg/h]
|
|
|
|
Entalpie
molara [kj/kmol]
|
|
|
|
Debit
de caldura [kj/h]
|
6.3E+06
|
6.3E+06
|
|
P100_sarcina
[kj/h]
|
2.9E+04
|
Utilajul: Pompa 2
|
P-102
|
|
Flux intrare
|
Flux iesire
|
|
Mix-103_out
|
Mix-103_compr
|
|
Stare
|
lichid
|
lichid
|
|
Temperatura,
oC
|
|
|
|
Presiunea
[atm]
|
|
|
|
Debit
molar [kmol/h]
|
|
|
|
Debit
masic [kg/h]
|
|
|
|
Entalpie
molara [kj/kmol]
|
|
|
|
Debit
de caldura [kj/h]
|
6.4E+06
|
6.4E+06
|
|
Qp102
[kj/h]
|
6.7E+03
|
Utilajul: Schimbator de
caldura (racitor)
|
E-100
|
|
Flux intrare
|
Flux iesire
|
|
v-col1
|
v-col1_racit
|
|
Stare
|
lichid
|
lichid
|
|
Temperatura,oC
|
|
|
|
Presiunea
[atm]
|
|
|
|
Debit
molar [kmol/h]
|
|
|
|
Debit
masic [kg/h]
|
|
|
|
Entalpie
molara [kj/kmol]
|
|
|
|
Debit
de caldura [kj/h]
|
1.5E+07
|
1.1E+07
|
|
QE100 [kj/h]
|
3.9E+06
|
Utilajul: Schimbator de
caldura (preincalzitor)
|
E-101
|
|
Flux intrare
|
Flux iesire
|
|
benzen_compr
|
benzen_incalzit
|
|
Stare
|
lichid
|
lichid
|
|
Temperatura,oC
|
|
|
|
Presiunea
[atm]
|
|
|
|
Debit
molar [kmol/h]
|
|
|
|
Debit
masic [kg/h]
|
|
|
|
Entalpie
molara [kj/kmol]
|
|
|
|
Debit
de caldura [kj/h]
|
6.3E+06
|
7.0E+06
|
|
QE101_sarcina
[kj/h]
|
7.4E+05
|
|
E-102
|
|
Flux intrare
|
Flux iesire
|
|
Mix-103_compr
|
Mix-103
incalzit
|
|
Stare
|
lichid
|
lichid
|
|
Temperatura,
oC
|
|
|
|
Presiunea
[atm]
|
|
|
|
Debit
molar [kmol/h]
|
|
|
|
Debit
masic [kg/h]
|
|
|
|
Entalpie
molara [kj/kmol]
|
|
|
|
Debit
de caldura [kj/h]
|
6.4E+06
|
7.9E+06
|
|
Qe102 [kj/h]
|
1.5E+06
|
Utilaj: Coloana de distilare a
benzenului
|
Coloana 1
|
|
Flux intrare
|
Flux iesire
|
|
Mix-102_out
|
v-col1
|
T100-blaz
|
|
Stare
|
lichid
|
lichid
|
lichid
|
|
Temperatura
|
|
|
|
|
Presiunea
[atm]
|
|
|
|
|
Debit
molar [kmol/h]
|
|
|
|
|
Debit
masic [kg/h]
|
|
|
|
|
Entalpie
molara [kj/kmol]
|
|
|
1.13E+04
|
|
Debit
de caldura [kj/h]
|
1.2E+07
|
1.5E+07
|
5.36E+05
|
|
T
100 cond, [kj/h]
|
7.6E+06
|
|
T100
reb, [kj/h]
|
1.07E+07
|
Utilaj: Coloana de distilare a
cumenului
|
Coloana 2
|
|
Flux intrare
|
Flux iesire
|
|
T100-blaz
|
Produs
|
T-101-blaz
|
|
Stare
|
lichid
|
lichid
|
lichid
|
|
Temperatura
|
|
|
|
|
Presiunea
[atm]
|
|
|
|
|
Debit
molar [kmol/h]
|
|
|
|
|
Debit
masic [kg/h]
|
|
|
|
|
Entalpie
molara [kj/kmol]
|
1.13E+04
|
|
-3.22E+04
|
|
Debit
de caldura [kj/h]
|
5.36E+05
|
4.9E+05
|
-3.42E+04
|
|
T
101 cond, [kj/h]
|
1.9E+06
|
|
T101reb,
[kj/h]
|
1.77E+06
|
Utilaj: Coloana de distilare a
di-izopropilbenzenului
|
Coloana 3
|
|
Flux intrare
|
Flux iesire
|
|
T-101-blaz
|
v-col3
|
T-102-blaz
|
|
Stare
|
lichid
|
lichid
|
lichid
|
|
Temperatura
|
|
|
|
|
Presiunea
[atm]
|
|
|
|
|
Debit
molar [kmol/h]
|
|
|
|
|
Debit
masic [kg/h]
|
|
|
|
|
Entalpie
molara [kj/kmol]
|
-3.22E+04
|
|
-2.61E+04
|
|
Debit
de caldura [kj/h]
|
-3.42E+04
|
-2.9E+04
|
-3.50E+03
|
|
T
101 cond, [kj/h]
|
4.9E+04
|
|
T101reb,
[kj/h]
|
5.09E+04
|
Bilant termic pentru reactoare
Reactor de alchilare:
|
R1
|
|
Flux
intrare
|
Flux
iesire
|
|
Flux
1
|
Blaz
R1
|
|
Stare
|
lichid
|
lichid
|
|
Temperatura
|
|
|
|
Presiunea
[atm]
|
|
|
|
Debit
molar [kmol/h]
|
|
|
|
Debit
masic [kg/h]
|
|
|
|
Entalpie
molara [kj/kmol]
|
|
|
|
Debit
de caldura [kj/h]
|
8.2E+06
|
4.3E+06
|
|
R1-sarcina [kj/h]
|
-4.0E+06
|
Reactor transalchilare:
|
R2
|
|
Flux
intrare
|
Flux
iesire
|
|
Mix-103_incalzit
|
Blaz
R2
|
|
Stare
|
lichid
|
lichid
|
|
Temperatura
|
|
|
|
Presiunea
[atm]
|
|
|
|
Debit
molar [kmol/h]
|
|
|
|
Debit
masic [kg/h]
|
|
|
|
Entalpie
molara [kj/kmol]
|
|
|
|
Debit
de caldura [kj/h]
|
7.9E+06
|
7.9E+06
|
|
R1-sarcina [kj/h]
|
1.6E+03
|
Calculul de predimensionare a schimbatoarelor de
caldura:
Un schimbator de caldura trebuie
sa realizeze un schimb cat mai intens de caldura cu o cat mai
mica pierdere de presiune a fluidului care circula prin aparat.
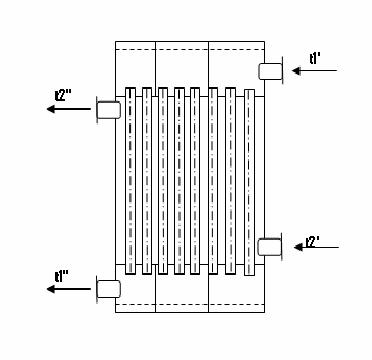
Se
foloseste urmatoarea ecuatie ca metoda de calcul:
Q= c1G1(t1
t1) = c2G2(t2 t2)
= k*A*Δtm
Unde:
Q este caldura primita sau cedata, in kj/h
Δtm este media
logaritmica a diferentelor de temperatura
A este aria suprafetei
schimbatorului, m2
k este coeficientul total de
transmitere a caldurii, [kj/m2*h*K] sau [W/m2*K]
G1 , G2 sunt
debitele de intrare, respectiv de iesire, kg/h
c1 , c2 caldurile masice specifice fiecarui
amestec
Δtm = (t1 t2)
(t1 t2)/ ln(t1
t2)/(t1 t2)
Unde:
t1 este
temperatura la intrarea fluidului cald
t1 este
temperatura la iesirea fluidului cald
t2 este
temperatura la intrarea fluidului rece
t2 este
temperatura la iesirea fluidului rece
Propunem
o valoare pentru coeficientul total de transfer termic in schimbatoarele
de caldura apa-lichid k=
250 W/m2*K (200 kcal/m2*h*K) si o valoare a lui k =
290 W/m2*K ( 250 kcal/m2*h*k) pentru schimbatoarele
de caldura saramura lichid. [Bratu, pag 345 vol II]
Se
obtine aria din ecuatia: A=
Q/Δtm*k
Pentru schimbatorul de
caldura E-100 (racitor) am
facut urmatoarele presupuneri:
Am ales
ca agent de racire saramura cu o temperatura de intrare de -12oC
si cu o temperatura de iesire de -6oC. [Bratu,pag 345,vol II]
|
Schimbator de caldura
|
E100
|
|
T
intrare fluid cald, oC
|
|
|
T
iesire fluid cald, oC
|
|
|
T
intrare fluid rece, oC
|
|
|
T
iesire fluid rece,oC
|
|
|
Δtm
|
|
|
k,
[W/m2*K]
|
|
|
Q,
[W/h]
|
1.1E+06
|
|
Aria
, m2
|
|
Pentru preincalzitorul E-101 am facut
urmatoarele presupuneri:
|
Schimbator de caldura
|
E-101
|
|
T
intrare fluid cald, 0C
|
|
|
T
iesire fluid cald, 0C
|
|
|
T
intrare fluid rece, 0C
|
|
|
T
iesire fluid rece, 0C
|
|
|
Δtm
|
|
|
k,
[W/m2*K]
|
|
|
Qe101
, [W/h]
|
2.06E+05
|
|
Aria
, m2
|
|
Am obtinut o arie de aproape 20
m2.
|
Schimbator de caldura
|
E102
|
|
T
intrare fluid cald, 0C
|
|
|
T
iesire fluid cald, 0C
|
|
|
T
intrare fluid rece, 0C
|
|
|
T
iesire fluid rece, 0C
|
|
|
Δtm
|
|
|
k,
[W/m2*K]
|
|
|
Qe101
, [W/h]
|
4.17E+05
|
|
Aria
, m2
|
|
Calculul de predimensionare a
coloanelor de distilare:
Din programul Hysis, Tools-Utilities-Tray sizing am optat
pentru coloane de distilare cu pachete. Am obtinut urmatoarele date:
Coloana de distilare a
benzenului:
|
Coloana 1
|
|
|
Tipul
coloanei
|
cu
pachete
|
|
Diametru
sectiunii, [m]
|
|
|
Inaltimea
sectiunii [m]
|
|
|
|
|
Aria
sectiunii [m2]
|
|
|
Nr
de talere teoretice
|
|
Coloana de distilare a cumenului:
|
Coloana 2
|
|
|
Tipul
coloanei
|
cu
pachete
|
|
Diametru
sectiunii, [m]
|
|
|
Inaltimea
sectiunii [m]
|
|
|
Fluxul
maxim [%]
|
|
|
Aria
sectiunii [m2]
|
|
|
Nr
de talere teoretice
|
|
Coloana de distilare a DIPB:
|
Coloana 3
|
|
|
Tipul
coloanei
|
cu
pachete
|
|
Diametru
sectiunii, [m]
|
|
|
Inaltimea
sectiunii [m]
|
|
|
Fluxul
maxim [%]
|
|
|
Aria
sectiunii [m2]
|
|
|
Nr
de talere teoretice
|
|
Calculul de predimensionare a
reactoarelor:
dV= u*A
dV=debitul volumic (m3/s)
u= viteza fictiva
A= aria sectiunii de curgere, m2, A= πd2/4
Pentru reactorul de alchilare:
Din Hysis luam valoarea pentru
dV (debitul volumic,m3/3)
u= m/s
dV= 16.5 m3/s
A=dV/u=0.04/1.8= 0.022 m2
,obtinem ca d= 3.41 m
L=u*t0, t0=durata
de stationare,s
T0=5 s L=1.8*5=9 m
Consideratii privind efectul asupra mediului:
Factori de
sanatate si protectie:
Expunerea
umana: Exista riscuri la expunerea in mediu profesional sau in mediu
Expunerea in mediul profesional
Cumenul este o substanta chimica de uz
curent, de aceea exista posibilitatea ca multi lucratori sa
fie expusi. Expertiza Nationala de Expunere Profesionala
(NOES), care a fost condusa de catre Institutul National pentru
Sanatate si Siguranta Profesionala (NIOSH) intre
anii 1981 si 1983, a estimat ca 14 268 de lucratori au fost
expusi la locul de munca. Baza de date a NOES nu include
informatii despre frecventa, nivelul sau durata expunerii
lucratorilor.
Expunerea in mediul inconjurator
Cumenul este un contaminant al aerului, sedimentelor,
apelor de suprafata si subterane si este un constituient
natural al vegetatiei. Expunerea populatiei la cumen este data
in primul rand de inhalarea aerului contaminat de cumen in urma evaporarii
produselor petroliere, dar poate interveni si expunerea rezultata in
urma ingerarii unor alimente.
Aparitii in mediul inconjurator
Cumenul este emis in natura in timpul producerii
sale in instalatii, transportului, din rafinarii petroliere,din
evaporari si combustii ale produselor petroliere, in timpul
transportarii si distributiei combustibililor pentru motoare,
si prin utilizarea produselor care contin cumen. Tutunul din
tigari elibereaza de asemenea cumen in timpul consumarii.
Emisiile de cumen din toate sursele au fost estimate la aproape 10500 tone
annual. Mai exista si surse care nu pot fi cuantificate si care
includ : operatii de vulcanizare a cauciucului, materiale de
constructie, evacuarile motoarelor cu reactie, utilizarile
ca solvent, fabricarea vopselelor, productia de medicamente si
produse textile. Cumenul este eliberat in mediu in efluentii de la
vopsirea pielei, fabricarea otelului, printari si
publicatii, formulari ale vopselelor si cernelurilor, exploatari
miniere, fabricarea produselor plastice si organice, fabricarea
pesticidelor, etc.
Cumenul exista in stare naturala in
titeiul neprelucrat si in grudroanele de carbune. Mai apare
de asemenea si intr-o varietate mare de substante naturale incluzand
uleiuri esentiale din plante, spanac si alte varietati de
alimente. S-au gasit urme in fructele de papaya, Sapodilla si miere
australiana. Au fost detectate urme, dar nu au putut fi cuantificate, in
puiul prajit, rosii, orez gatit, legume uscate, etc.
Cumenul prezinta un
risc semnificativ atunci cand este expus flacarilor sau scanteielor
si face parte din clasa de lichide care se pot aprinde sub aproape toate
conditiile normale de temperatura. Incendiile provocate de cumen ar
trebui stinse cu spuma, dioxid de carbon sau substante chimice
uscate. Apa poate fi ineficienta. Deoarece vaporii de cumen sunt mai grei
decat aerul si pot parcurge distante mari, ei pot intalni o
sursa de aprindere. Cand concentratia cumenului in aer atinge
valoarea de 0.1ppm, incepe sa se simta mirosul asemanator cu al
benzinei. Intr-o atmosfera ce
contine pana la 500 ppm se poate lucra doar daca este utilizat
un cartus chimic respirator. Personalul nu ar trebui sa intre in
atmosfere ce contin 500-8000ppm decat daca poarta masti de
protec. Personalul nu ar trebui sa intre in atmosfere ce contin
500-8000ppm decat daca poarta masti de protectie de tipul
C. Se recomanda evitarea purtarii lentilelor de contact in atmosfere
de cumen.
Cumenul cauzeaza
iritarea pielii si a ochilor. Expunerea poate provoca narcoza, dureri
de cap si greata. Din cauza actiunii depresive, are o
perioada de inductie lenta si o perioada lunga de
eliminare, efectele cumulative trebuind luate in considerare. Pragul limita recomandat este 50ppm
(243mg/m3), care reprezinta cca 8 h de expunere. Aceasta
valoare este recomandata pentru a preveni inducerea starii de
narcoza. Valoarea limita contine si o notatie despre
posibilitatea cumenului de a fi absorbit de piele, in consecinta trebuie
luata si aceasta cale in calcualarea expunerii totale.
Cumenul este este de
asteptat sa existe numai in stare de vapori in atmosfera. In
apa, culturi mixte de microorganisme colectate din locatii variate de
la diferite adancimi au fost gasite capabile sa degradeze cumenul .
Studii au aratat ca, in mod normal, cumenul este degradat sub limita
detectabila intre 7 si 10 zile. Cumenul este strans adsorbit in sol
si nu este mobil.
Un numar relativ mic de studii au raportat
efectele cumenului asupra plantelor, pestilor si altor organisme.
Studiile efectelor cumenului asupra pestilor din apele dulci si
sarate au indicat cea mai scazuta concentratie
toxica(LC50) pentru pesti era de 20-30mg/L. Solubilitatea cumenului
este de aproximativ 50mg/L. La nevertebrate, cea mai scazuta
concentratie toxica a fost de 0.012mg/l dupa18 ore. Singurele
date disponibile despre efectul cumenului asupra plantelor acvatice indica
faptul ca fotosinteza catorva specii este inhibata la concentratii incepand de la 9 la 21 mg/L.
Calculul economic:
Preturile au crescut in Europa pentru
benzen atingand cele mai inalte cote din ultimii 20 de ani. Pretul
benzenului a crescut cu aproape 60 de procente fata de anul trecut
pana la 566 ($684) pe tona metrica.
Costuri de investitie:
O instalatie de obtinere a
cumenului cu o productie de 50 ktone/an are estimat un cost de investitie
de 4.68 milioane .
|
Nr
crt
|
Articole
de calculatie
|
UM
|
Consum
specific
|
Pret
unitar
|
Cheltuieli
unitare
|
Str
|
|
UM/t
|
e/UM
|
e/t
|
|
|
Materii
prime
|
|
benzen
|
t
|
|
|
|
|
|
propena
|
t
|
|
|
|
|
Total
|
|
|
|
|
Materii
auxiliare
|
|
|
|
|
|
|
Catalizator
|
kg
|
|
|
|
|
|
Agent
termic
|
m3
|
|
|
|
|
Butoaie
de tabla
|
buc
|
|
|
|
|
Total
|
|
|
|
|
|
|
CTA1
|
|
|
|
|
|
|
U
|
|
|
|
|
|
|
Energie
electrica
|
MWh
|
|
|
|
|
|
Energie
termica
|
Gcal
|
|
|
|
|
|
Total
|
|
|
|
R
|
|
Energie
termica
|
Gcal
|
|
|
|
|
|
Total
|
|
|
|
SD2
|
|
|
|
TSD3
|
|
|
|
CCS3
|
|
A4
|
|
|
|
IR5
|
|
|
|
SS6
|
|
|
|
TSS7
|
|
|
|
PM8
|
|
|
|
Total
|
|
|
|
|
|
|
|
|
|
|
|
Total cost intreprindere
|
|
|
Cheltuieli
de transport-aprovizionare (CTA); CTA=10%*(MP+MA)=
/t
Necesar angajati:
Direct productivi
Nmdp = 40 Retributie/luna Rmdp = 350 EURO
Indirect productivi
Nmip = 10 Retributie/luna Rmip = 200 EURO
Personal TESA
NTESA= 5 Retributie/luna RTESA= 300 EURO
SD = FSD/P = Nmdp * Rmdp
*12/P
FSDfondul
salariilor directe;
Nmdp
numarul muncitorilor direct productivi;
SD = 40*350*12/40000= 4.2 /t
Contributii
la asigurari sociale si alte taxe aferente salariilor directe
TSD = 0.36*4.2 = 0.36*16.2 = 1.56
/t
Amortizarea
mijloacelor fixe (A)
A = Aa/P; Aaamortizare
anuala; Aa = a*C/100; acota medie anuala de amortizare
a =  [%/an]; a = 20/40+50/25+20/18+7/30+3/4 = 4.59
%/an
[%/an]; a = 20/40+50/25+20/18+7/30+3/4 = 4.59
%/an
Aa
= 4.59*40000/100 = 2295 /an;
A = 2295/350 = 6.5 /t
intretinerea
si repararea mijloacelor fixe (IR)
IR = 0.7*A = 4.59 /t
salariile
personalului de sectie (SS)
SS = (Nmip* Rmip+
NTESA* RTESA
)/P = (10*200+5*300)*12/40000 = 0.84 /an
Contributii
si alte taxe aferente salariilor de sectie (TSS)
TSS = 0.36*SS = 0.36*0.84 = 0.28
/an
Protectia
muncii (PM); PM = 0.1*SD = 0.1*4.2 = 0.42 /an
cheltuieli
generale ale intreprinderii (CGI);
CGI = k*(U+SD+TSD) =
0.3(223+3.78+1.36) = 68.44 /an
k- cota asupra cheltuielilor de
industrializare = [0.25-0.4]

