Analiza procesului de aglomerare din
punct de vedere al conducerii complexe
1.Procese
fizico-chimice la aglomerarea
minereurilor feroase
Exploatarea sectiilor de furnale moderne, dotate cu
furnale de mare capacitate necesita o incarcatura bine preparata. Intrucat aglomeratul
formeaza inca in majoritatea cazurilor, componentul principal din
incarcatura furnalelor, se urmareste
imbunatatirea calitatii si
uniformitatii sale precum si cresterea
productivitatii masinilor de aglomerare.
Stabilitatea compozitiei granulometrice a
aglomeratului alaturi de uniformitatea compozitiei chimice
reprezinta factorii principali care asigura cei mai inalti indici
tehnico-economici de functionare ai furnalelor moderne.
1.1. Stadiile
procesului de aglomerare.
Din variantele posibile de aglomerare a minereurilor
si concentratelor, o aplicatie larga industriala o are
metoda de aspiratie a aerului prin stratul de incarcatura
pentru aglomerare, cantitatea necesara de caldura a procesului
de sinterizare obtinandu-se prin arderea unei anumite cantitati
de combustibil solid (cocs).
In
acest caz procesul de aglomerare cuprinde trei stadii(fig.1):
- pregatirea incarcaturii pentru
aglomerare;
- arderea (sinterizarea incarcaturii);
- prelucrarea mecanica si racirea
aglomeratului obtinut.
In general incarcatura pentru aglomerare
se compune din amestecuri de minereuri, concentrate, adausuri fondante,
combustibili, retur si eventuale adausuri care imbunatatesc
formarea micropeletelor de minereu marunt (var, lapte de var,
substante active de suprafata).
Incarcatura
reprezinta in sine un sistem de dispersie, care reactioneaza
activ cu apa si poseda tendinte termodinamice de formare a
granulelor. Proprietatile fizico-chimice ale incarcaturii
pentru aglomerare si prezenta
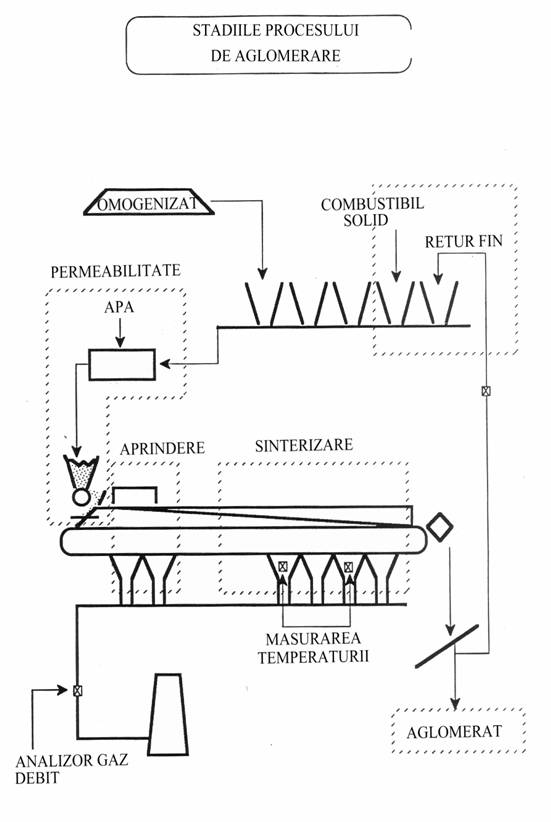
Fig.1.Stadiile
procesului de aglomerare
posibila a
substantelor active de suprafata definesc caracteristica de
reactie a incarcaturii
cu apa, iar porozitatea generala a stratului de incarcatura
si cantitatea golurilor de diferite dimensiuni caracterizeaza
compozitia granulometrica a componentelor ei. Aspectul si marimea sarcinilor
dinamice de presare depind de tipul si regimul de lucru al utilajului
si in functie de caracterul interactiunii particulelor de minereu cu apa se defineste
caracterul si marimea fortelor de aderenta a
particulelor solide.
Aparitia granulelor din componentele
incarcaturii in prima etapa se datoreste fortelor de
capilaritate si reactiunilor. Sub actiunea fortelor
dinamice in procesul de amestecare a materialului de
incarcatura, surplusul de apa din granulele formate, se
separa, distanta dintre micropelete devine identica cu grosimea
invelisului de apa absorbita, iar fortele de aderenta
sunt limitate de catre fortele de reactiune moleculare.
Caracterul si particularitatile primului
stadiu al procesului de aglomerare, indicatorii de calitate si
productivitatea depind atat de caracterul de reactiune al particulelor
solide cu apa cat si conditiile de micropeletizare, determinate de
regimul de lucru al agregatului, de metoda de umezire cat si de
compozitia granulometrica a incarcaturii.
Caracteristicile aglomerarii incarcaturii,
proprietatile fizico-chimice si deasemeni temperatura,
umiditatea, compozitia granulometrica si rezistenta
granulelor, determina caracterul si particularitatile celui
de-al doilea stadiu al procesului de aglomerare.
Rezistenta granulelor incarcaturii
influenteaza asupra modului de asezare pe gratarele
masinii, iar compozitia granulometrica, proprietatile
fizico-chimice si umiditatea incarcaturii determina
inaltimea stratului de aglomerare si stabilitatea lui sub
actiunea depresiunii masinii. Aprinderea stratului de material de
incarcatura este prima operatie la cald care
influenteaza mersul procesului. Efectul arderii depinde de consumul
specific de caldura care este direct proportional cu durata de
ardere si intensitatea ei. Cantitatea de caldura consumata
pentru arderea incarcaturii in unitatea de timp, trebuie sa
acopere nu numai pierderile de caldura pentru evaporarea umiditatii
hidroscopice dar sa asigure si conditiile pentru arderea
incarcaturii pana la incandescenta sa si
mentinerea unui regim stabil de ardere a combustibilului in zonele
superioare ale stratului. In functie de proprietatile
fizico-chimice ale incarcaturii pentru aglomerare consumul de
caldura pentru ardere poate varia, intensitatea de ardere fiind
cuprinsa intre 34 si 50 MJ/m2/min.
In produsele arderii din cuptorul de aprindere trebuie
sa existe oxigen (ardere cu exces mare de aer) care sa asigure conditiile
de ardere a combustibilului solid in zona. Este necesar ca oxigenul liber
sa depaseasca 12%, aceasta depinzand de tipul
combustibilului cat si de coeficientul de exces de aer. Nivelul de
temperatura atins prin ardere influenteaza nu numai asupra indicatorilor
calitativi ai aglomeratului din stratul de suprafata dar si asupra
vitezei de ardere a combustibilului solid si deplasarii undei
termice. Durata de ardere depinde de tipul de incalzire a stratului de
suprafata pana la temperatura de incandescenta a
combustibilului solid si de timpul de ardere a lui, adica durata este
in functie de inaltimea zonei de ardere si de viteza de
trecere a gazelor prin strat. Inaltimea zonei de ardere in stratul de
sinterizare nu depaseste 20 mm si depinde de patrunderea
oxigenului spre particulele solide de combustibil. Independent de surplusul. de
aer la sinterizare in apropierea particulelor solide de combustibil se
observa o insuficienta de oxigen liber, conditionata
de structura granulelor si formarea topiturii.
In stratul materialului de incarcatura
depus pe masina de aglomerare exista doua zone distincte de
schimb de caldura: deasupra zonei de ardere a combustibilului solid,
unde caldura aglomeratului obtinut se transmite aerului rece absorbit
si sub zona de ardere, unde caldura gazelor fierbinti
incalzeste incarcatura rece. Miscarea curentului
de gaz prin stratul materialului supus aglomerarii determina astfel
deplasarea undei termice si schimbul de caldura in strat. Viteza
de deplasare liniara a undei termice depinde de viteza de trecere a
gazelor aspirate prin strat si este in functie de
proprietatile termofizice ale incarcaturii si de
parametrii de ardere a combustibilului solid. La viteze mari de trecere a
gazelor aspirate prin stratul de incarcatura, si o cantitate
mare de combustibil , viteza de deplasare a undei termice mai depinde si
de viteza de ardere a combustibilului in stratul de incarcatura.
Schimbul de caldura in stratul de incarcatura se face
prin convectie iar la temperaturi inalte, in zona de ardere a
combustibilului solid si de incalzire a incarcaturii
schimbul de caldura se face prin radiatie si
conductibilitate termica.
Proprietatile
materialului de incarcatura si a aglomeratului format
(caldura specifica, conductibilitatea, porozitatea, densitatea,
marimea particulelor componente a incarcaturii si
granulelor formate din ele, s.a.) au influenta asupra procesului de
schimb de caldura in stratul de ardere. Adaugarea
fondantilor in materialul de incarcatura schimba
simtitor proprietatile termofizice in special caldura
specifica. Se mareste astfel cantitatea gazelor rezultate;
datorita unei inalte penetrabilitati a gazelor prin stratul de
sinterizare, creste viteza de filtrare, si prin urmare viteza de deplasare
a undei termice.
Prezenta combustibilului solid in
incarcatura complica mult schimbul de caldura in
stratul de sinterizare, intrucat procesul de ardere a combustibilului si
deplasarea undei termice se suprapun; sincronizarea lor influenteaza
desfasurarea procesului si conditiile de formare a
aglomeratului.
1. Procese fizico-chimice la aglomerarea minereurilor de fier
Tehnologia
de aglomerare fiind complexa, este analizata in continuare pe
secvente urmarind fluxul tehnologic al procesul precum si o
descriere sumara a utilajelor aferente.
Alimentarea
incarcaturii pe masina de aglomerare Incarcatura
formata din minereuri omogenizate si cocs, umezita si
amestecata in tobele de amestec este trimisa pe un flux de benzi
intr-un buncar de incarcatura, de unde cu ajutorul unui
tambur extractor este depusa pe masina de aglomerare peste stratul de
pat. Tamburul de extractie isi regleaza continuu viteza de
rotatie in functie de viteza masinii de aglomerare.
Incarcatura trebuie alimentata pe
masina astfel incat sa se aseze in mod uniform pe toata
latimea masinii de aglomerare evitandu-se segregarea sau
compactarea. Astfel este posibil ca particulele de cocs sa nu fie uniform
distribuite in masa de incarcatura, facand posibila in
partea de sus a stratului unui deficit
de cocs care ar influenta nefavorabil aprinderea stratului de sub focar.
In ce priveste calcarul, bucatile mari
care se aseaza la baza incarcaturii de pe masina
formeaza un aglomerat cu pori neuniformi si putin
rezistenti. Din punct de vedere al compozitiei chimice, calcarul dispersat
neuniform in incarcatura duce la variatii mari ale
bazicitatii aglomeratului.
Aparitia fenomenului de compactare are o
influenta negativa asupra permeabilitatii la gaze a
stratului, conducand la un mers greoi a procesului de sinterizare si la o
micsorare a vitezei de aglomerare deci scaderea
productivitatii masinii.
Inainte
ca materialul ce formeaza incarcatura sa ajunga pe
masina de aglomerare, pe suprafata carucioarelor
(gratarelor) se aseaza un strat de aglomerat, clasa 8 - 15 mm - pat de aglomerat -
care are rolul de a proteja gratarele masinii impotriva
temperaturilor zonei de ardere care avanseaza pana la baza stratului
de material si de a nu permite infundarea spatiilor dintre
gratare cu material de incarcatura, ceea ce ar impiedica
trecerea normala a aerului prin strat. Grosimea stratului de pat este
cuprinsa intre 20 - 40 mm.
Aprinderea stratului Are rolul de a dezvolta la suprafata incarcaturii o
temperatura suficient de mare (1250 - 13000C) pentru
inceperea arderii cocsului marunt din amestecul de
incarcatura si aglomerarii stratului superior, precum
si deplasarea procesului in interiorul stratului cu ajutorul aerului
aspirat.
Din punct de vedere constructiv, focarul este constituit
din doua zone(fig.2):
- zona de aprindere (cca.1/3 din lungime);
- zona de intensificare aglomerare (2/3 din lungime).
In prima zona, de amorsare a aprinderii stratului de
incarcatura gazele de ardere au temperaturi de 12500C. A doua
zona a focarului, functioneaza la un regim de ardere cu exces
mare de aer, care furnizeaza gaze arse la 5008000C si
favorizeaza
accelerarea procesului de aglomerare datorita insuflarii in
aceasta zona a aerului de dilutie.
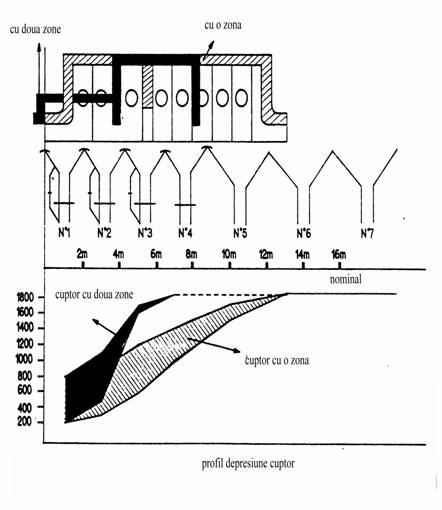
Fig. Cuptor cu zone pentru aprinderea
materialului de incarcatura
Instalatia de ardere este echipata cu
arzatoare care pot functiona la un regim de ardere cu amestec gaz-aer
stoechiometric, pana la un regim de ardere cu exces mare de aer.
Aprinderea stratului de material este
influentata de marimea depresiunii sub cuptor. Daca
depresiunea este prea mica, gazele arse nu mai pot fi absorbite complet,
ele impiedicand transferul de caldura in stratul imediat de sub
suprafata in care trebuie sa se aprinda cocsul. Daca
depresiunea este prea mare, caldura trece prea repede prin toata masa
de amestec crud si nu se concentreaza in locul unde este nevoie de
aceasta pentru formarea frontului de ardere. In acest caz creste
cantitatea de retur.
Influenta pe care o exercita aprinderea asupra
procesului de sinterizare, deci a calitatii7 aglomeratului, se
manifesta in temperatura la care este incalzit stratul superficial al
amestecului de aglomerare in momentul aprinderii. Aceasta valoare are un
domeniu strans de variatie si depasirea limitei superioare
conduce la formarea unei cruste compacte, putin permeabila dar extrem
de friabila, iar o temperatura de aprindere sub limita
inferioara conduce la formarea unui strat de material nesinterizat, care
trece integral in retur.
Aglomeratul
cu bazicitati mari necesita o mare concentratie a caldurii
pentru aprindere datorita continutului mare de carbonati in
amestec, cat si din necesitatea unei incalziri suficiente a
straturilor superioare de amestec, pentru inceperea procesului de ardere a
cocsului.
O buna functionare a focarului de aprindere, o
reglare corecta a temperaturii si distribuirea uniforma a
acesteia pe intreaga suprafata, fac ca la iesirea de sub focar,
stratul de aglomerat sa pastreze o suprafata
incandescenta uniforma pe o lungime de 1,5 - 3 m, fara a prezenta
pete intunecate ca efect al aprinderii neuniforme. Pe masura racirii
suprafata devine de culoare neagra mata si bine
sinterizata.
Sinterizarea. Temperatura de ardere in stratul superficial, in care aprinderea
combustibilului a fost amorsata, atinge 1000 - 12000C, iar ulterior,
pe masura coborarii zonei de ardere a combustibilului, temperatura in
aceste zone creste treptat pana atinge 1300 - 14000C in
straturile inferioare.
Cand zona de ardere se afla suficient de sus, gazele
arse, avand de parcurs un strat gros de material, se racesc mai mult
si ies din camerele de aspiratie cu 70 - 1000C, iar cand
zona de ardere se apropie de patul de protectie de pe barele
gratarului, temperatura lor atinge 5000C.
Zona de preincalzire a materialelor se intinde atat
cat temperatura acestora este apropiata de 1000C, dupa
care urmeaza zona de uscare in care are loc evaporarea intensa a apei
continuta in incarcatura. Evaporarea apei are loc in
portiunea de incarcatura cu temperatura de 1000C pana la
temperatura punctului de roua; la temperaturi mai scazute, vaporii de
apa continuti de produsele de ardere incep sa condenseze
producand supraumezirea straturilor inferioare si odata cu aceasta
inrautatirea permeabilitatii lor, ceea ce
influenteaza negativ viteza de coborare a zonei de aglomerare. In
sectiune longitudinala prin materialul de pe masina apar 5
zone distincte(fig.3):
- zona de racire a aglomeratului format si de
preincalzire a aerului aspirat;
- zona de ardere a combustibilului si de aglomerare
a incarcaturii;
- zona de preincalzire cu gaze fierbinti in
care incarcatura pierde apa de constitutie;
- zona
de uscare in care se elimina umiditatea;
- zona in care
incarcatura isi mareste umiditatea prin condensarea
vaporilor de apa formati in straturile superioare.
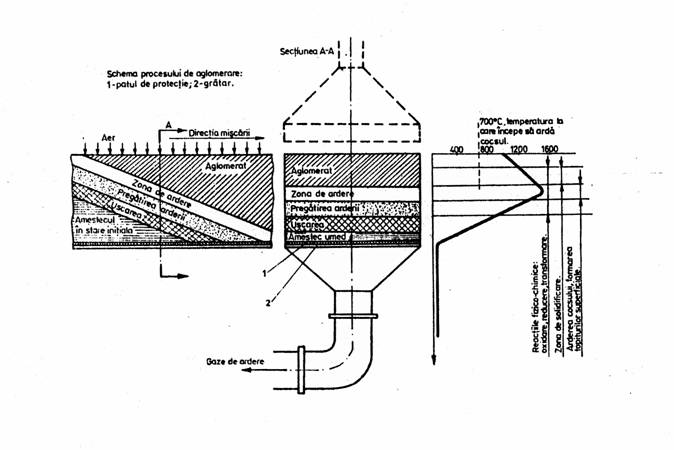 Fig.3.Zonele procesului de aglomerare
Fig.3.Zonele procesului de aglomerare
Coeficientul
mare de utilizare a caldurii in procesul de aglomerare determina un
consum mic de combustibil (3 - 7% din greutatea incarcaturii) si
un bilant termic bun(fig.4).
In zona arderii si aglomerarii, are loc arderea
combustibilului amestecat intim cu incarcatura, pana la
temperaturi de 1380 - 14000C.
Procesele fizico-chimice la aglomerare, care se
desfasoara in cadrul unui sistem cu numar mare de
componenti si intr-un interval mic de timp, in care temperatura
amestecului de aglomerare creste rapid de la 10 - 150C pana la
1200 - 15000C(Fig.5)
pot fi periodizate astfel:
a) Procese intre faza gazoasa si fazele solide
in perioada cresterii temperaturii pana la aparitia fazelor
lichide;
b) Procese intre fazele lichida, solida si
gazoasa din momentul aparitiei fazei lichide pana la temperatura
maxima;
c) Procese intre aerul aspirat si fazele solide
precum si in interiorul fazelor solide la racirea aglomeratului
pana la temperatura ambianta.

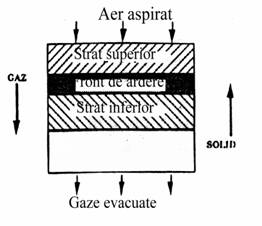
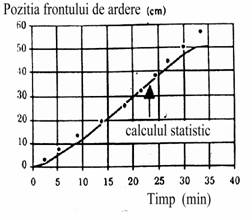
Fig.4.
Principiul bilantului Fig.5.Pozitia frontului de
termic etajat ardere in
functie de timp
In prima grupa de procese intre arderea
combustibilului, eliminarea umiditatii, disocierea carbonatilor,
disocierea si oxidarea sulfurilor, descompunerea hidratilor si
interactiunea complexa intre componentii amestecului de
aglomerare si produsele rezultate.
Desi in ansamblu, la aglomerare aerul este in exces
in zonele din vecinatatea particulelor de combustibil atmosfera este
reducatoare. In urma interactiunii dintre vaporii de apa si
cocs, se formeaza o oarecare cantitate de hidrogen, care in produsele de
ardere reprezinta 1,5 - 3,0%. In general produsele gazoase au in conducta
colectoare urmatoarea compozitie: 10 - 25% CO2; 2,5 - 5,0%
CO si 2,8 - 6,9% O2, in functie de incarcatura
si de consumul de cocs. Introducerea calcarului in
incarcatura conduce la cresterea continutului CO2
in gazele evacuate(fig.6).
Fig.6.Diagrama de reducere a oxidului de fier cu
monoxidul de carbon
In zonele cu exces de
CO, pot avea loc reactii de reducere la temperaturi joase:
3Fe2O3
+ C = 2Fe3O4 + CO - 128,6 MJ
3Fe2O3
+ CO = 2Fe3O4 + CO2 + 37,1 MJ
Peste 6000C
reducerea continua pana la FeO, cu formarea unei solutii solide
de magnetita in FeO (wüstita), cu temperatura joasa de topire, care
contribuie apoi la aparitia fazei lichide, absolut necesara pentru
formarea unui aglomerat cu rezistenta mecanica
corespunzatoare. Formarea acestei solutii solide la 600 - 7000C este
asigurata chiar de un continut relativ mic de CO in faza
gazoasa:
Tabel nr.1
Expresiile
valorice pentru calculul entalpiei libere standard si a logaritmului constantei
de echilibru log Kp pentru reactiile de reducere a oxizilor de
fier
|
Reactia
|

J/mol
O2
|
log Kp
|
|
6Fe2O3+2H2=4Fe3O4+2H2O
|
1140-41,04
T
|

|
|
2Fe2O3+2H2=6FeO+2H2O
|
31440-31,80
T
|

|
|
2Fe2O3+2H2=2Fe+2H2O
|
6300-3,70
T
|

|
|
1/2Fe2O3+2H2=3/2Fe+2H2O
|
49200-41,40
T
|

|
|
6Fe2O3+2CO=4Fe3O4+2CO2
|
-15760-25,74
T
|

|
|
2Fe2O3+2CO=6FeO+2CO2
|
14240-16,50
T
|

|
|
2FeO+2CO=2Fe+2CO2
|
-10900-11,60
T
|

|
|
1/2Fe3O4+2CO=3/2Fe+2CO2
|
18460+18,30
T
|

|
|
6Fe2O3+2C=4Fe3O4+2CO
|
65840-109,14
T
|

|
|
2Fe3O4+2C=6FeO+2CO
|
95840-99,90
T
|

|
|
2FeO+2C=2Fe+2CO
|
70700-71,80
T
|

|
|
1/2Fe3O4+2C=3/2Fe+2CO
|
63140-65,10
T
|

|
|
2FeO+8/3C=2/3Fe+2CO
|
74950-74,74
T
|

|
Fe3O4
+ C = 3FeO + CO - 186,6 MJ
Fe3O4
+ nCO = 3FeO + CO2 + (n - 1)CO - 20,8 MJ
FeO +
nCO = Fe + CO2 + (n - 1)CO 13,6 MJ
Aceste
reactii de reducere au expresiile pentru calculul entalpiei libere
standard si a logaritmului constantei de echilibru in functie de
temperatura prezentate in tabelul 1.
Reactiile de reducere a oxidului feric sunt favorizate
cand in incarcatura se gaseste o cantitate mai mare de
carbon. Abundenta oxidului feroferic (magnetita) si a oxidului feros
in prezenta bioxidului de siliciu in zona de ardere a stratului supus
aglomerarii favorizeaza reactiile de formare a silicatilor
de fier, dintre care cel mai important este fayalita. Aceasta se formeaza
numai la contactul dintre granulele de magnetita si cuart.
Pana cand hematita (Fe2O3) nu este redusa la Fe3O4,
formarea fayalitei nu este posibila.
De aceea reactia de formare a fayalitei in faza
solida incepe la 9900C,
iar viteza este mai mica decat aceea a reactiei de formare a
feritilor. Cresterea consumului de combustibil favorizeaza
formarea fayalitei in faza solida si impiedica formarea
feritilor. Formarea fayalitei in stare solida este
conditionata de o atmosfera reductoare. Reactia care are
loc este urmatoarea:
2Fe3O4
+ 3SiO2 + 2CO = 3Fe2SiO4 + 2CO2
sau
2FeO +
SiO2 = Fe2SiO4
Dintre reactiile in faza solida, primul
loc ca amploare il ocupa cele dintre CaO si Fe2O3
cu formarea feritilor de calciu. Aceasta se explica prin temperatura
joasa la care incep reactiile si viteza lor mare in faza
solida si care au loc prin difuziunea ionilor de la o granula la
alta (sistemul CaO - SiO2 - ortosilicatul). Formarea feritilor
de calciu in stare solida nu garanteaza obtinerea unui aglomerat
cu ferite de calciu, daca bazicitatea fazei lichide nu este
corespunzatoare si atmosfera nu este oxidanta.
In a doua grupa de procese intra inmuierea
materialelor, formarea fazei lichide si interactiunea complexa
dintre faza gazoasa, faza lichida si faza solida. Inmuierea
este un efect de ansamblu al topirii intr-o serie de microvolume, a unor
substante cu temperatura mai joasa de topire, partial provenite
din reactiile premergatoare are au avut loc in faza solida.
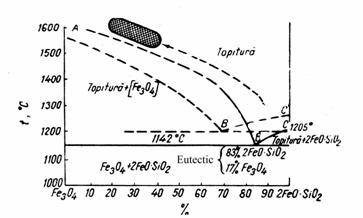
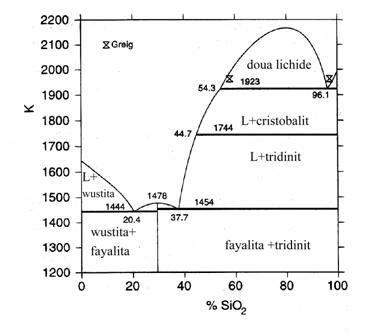
In sistemul Fe3O4 - 2FeO SiO2
(fig.7 ) sistem de baza pentru procesul de aglomerare a minereurilor de
fier in cazul absentii fondantilor se observa ca
|
|
Fig.7.Sistemul
Fe3O4 - 2FeO SiO2
|
dupa topirea
fayalitei la 12090C
odata cu dizolvarea in topitura a magnetitei, temperatura de topire a
silicatului creste treptat (B - A). Compozitia finala a
topiturii dupa dizolvarea unei cantitati de magnetita este
indicata in zona hasurata.
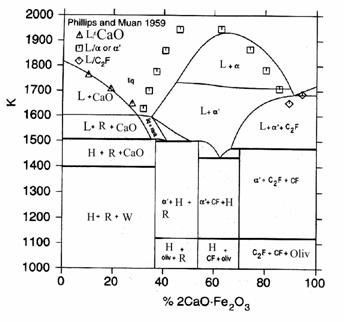
Din diagrama Fe2O3 - CaO (fig.8.)
rezulta ca dupa topirea feritelor de calciu, dizolvarea oxidului
de fier conduce la scaderea temperaturii de topire a fazei lichide.
|
|
R-ranchinit - 3CaO SiO2;
W-wolastonit - CaOSiO3;
Oliv- olivina - Mg2FeSiO5;
H-hematita - Fe2O3
a' - CaO.SiO2-2FeO.SiO2
|
Fig.8.
Sistemul CaO - Fe2O3
Topitura de fayalita devine mai greu fuzibila
prin dizolvarea magnetitei, astfel materialul solid se incalzeste la
temperaturi mai inalte inainte de a se dizolva in topitura, iar caldura de
topire este consumata la temperaturi inalte; aspectul liniei lichidus
determina in anumita masura temperatura in zona de topire.
Fayalitul - Fe2SiO4 - la randul sau impreuna cu
oxidul feros si bioxidul de siliciu, formeaza doua eutectice
(complexi de tipul Fe2SiO4 - FeO SiO2) cu
temperatura de topire de 1177 - 11780C.
Fayalitul si cu ceilalti complexi care se formeaza in zona de
ardere alcatuiesc faza lichida care poate dizolva alumina
si alti oxizi greu fuzibili din incarcatura (fig.9).
|
|
Fig. 9.Sistemul
FeO - SiO
|
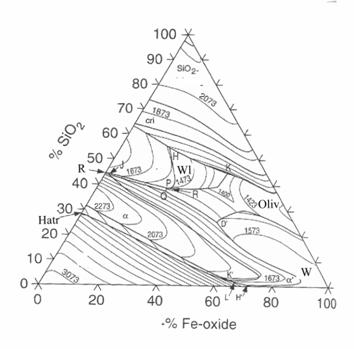
Oxidul de calciu din amestecul de aglomerare
interactioneaza cu silicatii de fier, formand compusi
ternari cu temperaturi de topire mai joase decat ale celor din sistemul FeO -
SiO La un continut de 10% CaO temperatura de topire este de circa 10300C. In
conditiile realizarii unui aglomerat autofondant reactiile de
formare a fayalitei sunt ingreunate de prezenta oxidului de calciu,
fata de care SiO2 are o afinitate mai mare decat
fata de FeO (fig.10), fapt care favorizeaza reactiile:
CaO +
SiO2 = CaSiO2
Fe2SiO4
+ 2 CaO = Ca2SiO4 + 2FeO
iar in cazul cand CaO
este insuficient in incarcatura are loc reactia:
Fe2SiO4
+ CaO = Ca2SiO4 + FeO
|
|
R -ranchinit - 3CaO SiO2;
Wl-wolastonit- CaOSiO3;
Oliv- olivina - Mg2FeSiO5;
Hatr - hatrurite
a' - CaO.SiO2-2FeO.SiO2
|
Fig.10.
Sistemul CaO-FeO-SiO2
Practic oxidul de calciu (CaO) scoate oxidul feros (FeO)
din fayalit (Fe2SiO4), iar oxidul feros rezultat in urma
reactiilor de mai sus impiedica dezvoltarea de la stanga la dreapta a
reactiilor reversibile:

 2Fe3O4 6FeO + O2
2Fe3O4 6FeO + O2
sau

 Fe3O4 +
CO 3FeO + CO2 -
20,8 MJ
Fe3O4 +
CO 3FeO + CO2 -
20,8 MJ
explicand astfel faptul
ca aglomeratul autofondant contine mult mai putin FeO decat
aglomeratul fara fondant. Din acest motiv continutul de FeO in
aglomeratul autofondant nu mai poate constitui un criteriu de calitate pentru
ca este neglijabil si nu mai are cum influenta calitatea
aglomeratului.
In tabelul sunt
prezentati compusii usor fuzibili care se formeaza la
aglomerarea minereurilor de fier si care contribuie in mare
masura la formarea fazelor lichide.
Fayalitul si ceilalti complexi care se
formeaza in zona de ardere, alcatuiesc faza lichida care poate
dizolva alumina si alti oxizi greu fuzibili din
incarcatura. In cazul unui continut mare de Al2O3
(~ 12%) in aglomeratul autofondant obtinut din hematita (Fe2O3)
se formeaza ferite de tipul CaO Al2O3 2Fe2O3
si 3CaO FeO 7Fe2O3 foarte usor reductibile
datorita Al2O3 care reduce vascozitatea si
tensiunea superficiala a topiturii.
Tabelul
2
Compusi
usor fuzibili, care se formeaza la aglomerarea minereurilor de fier.
|
Substante
initiale
|
Produsul
interactiunii
|
Temperatura
de topire 0C
|
|
FeO -
Fe3O4
|
Solutia
solida
|
|
|
FeO -
SiO2
|
Fayalita
|
|
|
Fe2SiO4
- FeO - SiO2
|
Eutectice
|
|
|
FeO -
SiO2 CaO
|
Silicat
de Fe si Ca
(10%
CaO)
|
|
|
FeO -
SiO2 - CaO - Al2O3
|
Aluminosilicat
de Fe si Ca
|
|
Reducerea la minim a continutului de fayalita
face ca aglomeratul autofondant sa aiba o reductibilitate
ridicata in furnal, in schimb are o rezistenta mecanica mai
redusa. Rezistenta mecanica mai redusa se datoreste
particulelor de var liber din aglomerat, care sub influenta umiditatii
din exterior se transforma in hidroxid de calciu cu majorare de volum,
ceea ce conduce la formarea si faramitarea bulgarilor de
aglomerat.
In ceea ce priveste influenta diferitelor
elemente asupra compozitiei finale mineralogice a aglomeratelor se constata
ca acestea schimba intr-o anumita masura natura
fazelor. Astfel la bazicitati ridicate, impreuna cu feritele
obisnuite de calciu (CaO-2Fe2O3, CaO-Fe2O3,
2CaO-Fe2O3), in aglomeratele care contin 7 - 12% Al2O3 s-a stabilit prezenta feritelor de alumina
(4CaO-Al2O3-Fe2O3, CaO-Al2O3-2Fe2O3).
La bazicitati mai reduse, in afara de olivina de calciu se
descopera de asemenea helenita (2CaO-Al2O3-SiO2).
Astfel prezenta Al2O3 in strat schimba intr-un
fel compozitia legaturii de silicat in aglomerat. La aglomerarea
amestecurilor care contin alumina se ridica substantial
bazicitatea la care silicatii de calciu apar in structura aglomeratului
sub forma unei faze separate. Daca fazele separate de silicati de
calciu in mod normal apar la bazicitatea 0,4 - 0,6 atunci in aglomeratele din
amestecuri cu alumina, acestea se intalnesc la o bazicitate mai mare de 1,
ceea ce influenteza pozitiv asupra rezistentei aglomeratului.
In cazul aglomerarii minereurilor care contin
si un procent mai ridicat de mangan, se constata prezenta in
aglomeratul finit (fara fondant) si a cristalelor de
hausmanita, legatura asigurandu-se printr-o solutie solida
de fayalita
2FeO-SiO2
si tefroit 2MnO-SiO In ceea ce priveste aglomeratul cu fondant (fig.11),
baza legaturii constituie olivinele manganoase de calciu 2(CaO, MnO,
FeO).SiO
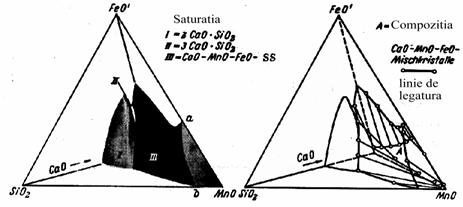
Fig.11.
Sistem CaO - FeOn - SiO2 - MnO
Oxidul de mangeziu, MgO,
participa si el in reactiile cu componentele solide ale
stratului si se dizolva in topitura de fier. La cristalizare ionii de
magneziu patrund in reteaua silicatului bicalcic, formand o
solutie solida cu 2CaO-SiO2 - b, fapt care preintampina transformarea
polimorfa (fig.12) .De aceea adaosurile de calcar dolomitic in amestecul
de aglomerare sunt pe deplin justificate. La bazicitati mai mari de
2, in structura aglomeratului se gasesc primele urme de silicat tricalcic
care determina din nou cresterea rezistentei aglomeratului
si a feritelor de Ca care au calitati de liant la fel de bune ca
ale olivinelor.
Fig.1
Sistemul CaO-FeOn - SiO2 - MgO
O serie
de autori [73] mentioneaza ca si P2O5, Cr2O3
si alti compusi contribuie la stabilizarea 2CaO-SiO2
- b
Prin procesul de aglomerare se realizeaza si o
eliminare totala sau numai partiala a elementelor
daunatoare continute in minereuri, cum ar fi sulful, arsenul,
zincul si altele.
Eliminarea sulfului prezinta mare
importanta in prepararea anumitor minereuri bogate in sulf, acestea
trebuind sa fie redus sub 0,1% pentru a putea utiliza in incarcatura
furnalului, minereurile respective. Sulfura de fier in conditiile
procesului de aglomerare disociaza incepand de la 2000C; disocierea
se intensifica cu cresterea temperaturii dupa reactia:
FeS2
=FeS + S
Sulful liber, sub forma de vapori, este evacuat cu gazele
unde aceasta se oxideaza:
S + O2
= SO2
S +
3/2O2 = SO3
La temperaturi peste 4000C, sulfura de
fier se oxideaza dupa reactiile:
4FeS2
+ 11O2 = 2Fe2O3 + 8SO2
3FeS2
+ 8O2 = Fe3O4 + 6SO2
3FeS +
5O2 = Fe3O4 + 3SO2
In cursul procesului de aglomerare, la temperaturi peste 5000C, oxidarea
sulfurii de fier se realizeaza si prin reactii directe cu oxidul
feric:
7FeS2
+ 2Fe2O3 = 11FeS + 3SO2
FeS +
10Fe2O3 = 7Fe3O4 + SO2
Pentru eliminarea sulfului din minereuri, in procesul de
aglomerare factorul cel mai important este mentinerea la minim a
continutului de carbon in incarcatura. Continutul de
carbon in incarcatura trebuie astfel stabilit, incat
caldura care se degaja prin combustia combinata a carbonului
si sulfului sa fie suficienta pentru producerea temperaturii de
aglomerare. Daca exista exces de carbon, oxigenul se va combina cu
carbonul, producand astfel topirea si aglomerarea prematura a
anumitor compusi sulfurosi, din care apoi este extrem de greu sa
se mai elimine sulful. Este cunoscut faptul ca 1% S in
incarcatura inlocuieste 0,5% cocs marunt de 24000
kJ/kg. Din practica a rezultat ca o sporire a consumului de cocs cu 0,5%
sporeste sulful in aglomerat cu 0,1%, in materiale bine sfaramate, si
cu 0,09% in materialele rau sfaramate.
Gradul de macinare a minereurilor cu continut
de sulf influenteaza in mare masura desulfurarea, deoarece
ofera suprafete de reactie mult mai mari si
influenteaza favorabil asupra reactiilor de oxidare a sulfului.
In conditiile unui proces de aglomerare bine condus, sulful din minereu
continut sub forma de sulfuri se poate elimina in proportie de 98%.
Sunt cazuri cand sulful din unele minereuri se
gaseste sub forma de sulfati si anume CaSO4
si BaSO4. Indepartarea sulfului din acesti
compusi este posibila prin disocierea lor la temperaturi ridicate.
Disocierea CaSO4 incepe la temperaturi peste 8000C si ia
sfarsit la 13750C.
Disocierea are loc dupa reactia:
CaSO4
= CaO + SO3
Reactia de disociere este favorizata de
prezenta silicei si mai putin a aluminei si a oxidului
feric. Aceasta disociere are loc dupa reactia:
CaSO4
+ SiO2 = CaO.SiO2 + SO2 + 1/2O2
Sulfatul de bariu disociaza la temperaturi de peste 14000C, insa
in prezenta silicei, reactia de disociere are loc si la
temperaturi de 1000 - 12000C.
In general, in cursul procesului de aglomerare, sulful din sulfati se
poate elimina in proportie de 70 - 80%. Un consum mai ridicat de
combustibil in procesul de aglomerare contribuie la disocierea deplina a
sulfatilor si in consecinta la eliminarea totala a
sulfului provenit din sulfati.
Eliminarea arsenului prezinta de asemenea o
importanta deosebita, deoarece indepartarea lui in procesul
de producere a fontei nu este posibila. In cursul procesului de
aglomerare, incepand de la 4000C
combinatiile arsenului se oxideaza:
2FeAsS
+ 5O2 = Fe2O3 + 2SO2 + As2O3
2FeAsS2
+ 7O2 = Fe2O3 + 4SO2 + As2O3
Trioxidul de arsen (As2O3), la
temperaturi de peste 4500C
se volatilizeaza complet si trece in gaz, unde in prezenta
oxizilor de fier si in mediu oxidant, se oxideaza in continuare
pana la pentaoxid care nu mai este volatil si disociaza numai la
temperaturi mari (700 - 1000oC) si in atmosfera
reducatoare. Reactia lui de formare este urmatoarea:
As2O3
+ O2 = As2O5
Sub aceasta forma, o mare parte din arsen
ramane in aglomerat, racindu-se o data cu acesta, iar in
prezenta oxidului de calciu pentaoxidul de arsen formeaza arseniatul
de calciu, care este de asemenea un compus stabil.
As2O5
+ CaO = CaO-As2O5
Prezenta bioxidului de siliciu face posibila
reactia:
CaO.As2O5
+ SiO2 = CaO.SiO2 + As2O5
La temperaturile mari din procesul de aglomerare,
pentaoxidul de arsen disociaza in trioxid de arsen si oxigen. La
scaderea temperaturii gazelor arse sub 4000C, cea mai
mare parte din trioxidul de arsen incepe sa condenseze depunandu-se in
straturile inferioare ale incarcaturii, unde poate sa se oxideze
din nou la pentaoxidul de arsen, iar cand zona de ardere si aglomerare
ajunge la straturile inferioare, cu toata atmosfera oxidanta, se
reuseste indepartarea in gaze a unei bune parti din
arsen sub forma de oxid de arsen volatil.
Cu toate conditiile defavorabile, in procesul de
aglomerare obisnuit se poate elimina pana la 25 - 30% din arsenul
continut initial in minereuri. Conducerea procesului de aglomerare la
temperaturi mari favorizeaza o eliminare mai mare a arsenului. Efectuarea
aglomerarii intr-o atmosfera mai reducatoare (ceea ce este
posibil in cuptoarele rotative) conduce la o eliminare a arsenului din
incarcatura pana la 50 - 60%. Astfel, la temperaturi peste 7000C; si
intr-o atmosfera reducatoare, pentaoxidul de arsen se descompune
rezultand substante volatile, care pot fi indepartate din aglomerat:
As2O5
+ 2CO = As2O3 + 2CO2
As2O5
+ 2H2 = As2O3 + 2H2O
As2O5
+ 2C = As2O5
+ 2CO
Arsenul ramas in aglomerat se gaseste sub
forma de pentaoxid de arsen nevolatil, arseniati si trioxid de
arsen in cazul cand procesul de aglomerare nu a ajuns pana jos la
gratar.
In procesul normal de aglomerare, zincul se elimina
in cantitati foarte mici, iar fosforul ramane complet in
aglomerat.
4.Conditii de calitate a materiilor prime si a
aglomeratului

Aglomerarea minereurilor feroase este definita prin
standardul de intrerpindere al "SIDEX"SA ca fiind "produsul in care un amestec de minereuri de fier
cu granulatia fina (d<1
mm) sintetizata prin actiunea caldurii
dezvoltata de arderea cocsului adaugat in acest amestec" (STI - or7).
4.1.Calitatea
omogenizatului din minereuri
Amestecul de
minereuri feroase, constituit dupa o anumita reteta
tehnologica trebuie sa indeplineasca conditii de calitate
cum ar fi: compozitia chimica a amestecului si granulatia
acestuia.
Importanta asigurarii unor materii prime pentru
fabricile de aglomerare corespunzatoare din punct de vedere al
constantei chimice si granulometrice face ca rolul operatiei de
omogenizare - de a aduce minereuri cu compozitii chimice si
granulometrice diferite la un amestec cu o compozitie chimica si
granulometrica uniforma si omogena - sa fie determinat
pentru obtinerea aglomeratului de calitate pentru furnale.
Omogenizarea se realizeaza prin depunerea
diferitelor sorturi de minereuri (cu compozitia chimica
cunoscuta si in cantitati stabilite) in straturi succesive
pe toata lungimea stivei. Preluarea amestecului omogenizat se face pe intreaga
sectiune transversala a stivei, deci din toate straturile.
Cu cat gradul de
omogenizare al amestecului utilizat va fi mai ridicat, cu atat indicii de
calitate ai aglomeratului, exprimati in stabilitatea la continutul de
Fe si bazicitate vor fi mai buni.
Compozitia chimica permite
verificarea la dozare a indicelui de bazicitate prescris, prin raportul intre
oxizii bazici si oxizii acizi cat si respectarea tehnologiei de
formare a stivei de omogenizare prin variatia continutului de Fe ( 1%) pe masura
consumului.
Granulatia amestecului omogenitizat controleaza aptitudinea fizica
pentru aglomerare a minereurilor marunte introduse in stiva de omogenizare
(0-8mm; max.15% >8 mm).
4.Calitatea
calcarului si cocsului
Calitatea
calcarului si cocsului pentru dozare se controleaza numai din punct
de vedere granulometric. Granulatia calcarului trebuie sa fie in mod
riguros cuprinsa intre 0 si 3
mm (recomandat fiind 0,5 - 2 mm), iar cocsul
dupa operatia de concasare
este sortat la o granulatie de 0 - 3 mm (recomandat 0,2 - 2 mm).
Granulometric calcarul concasat se considera
corespunzator daca fractia mai mare de 3 mm este de max.6%, iar
pentru cocsul concasat se considera corespunzator daca
fractia mai mare de 3 mm
este de max.8%.
Compozitia chimica a calcarului si
cocsului este data in tabelul 3
Tabel nr.3
|
Material
Element
|
Calcar
0 -3mm
|
Cocs
0 - 3 mm
|
|
FeT
|
|
|
|
Al2O3
|
|
|
|
SiO2
|
|
|
|
CaO
|
|
|
|
MgO
|
|
|
|
MnT
|
|
|
|
PC
|
|
|
|
Cenusa
|
|
|
In procesul de aglomerare, minereurile utilizandu-se
numai sub forma de omogenizat, dozarea practic se reduce la amestecarea
celor trei componenti: omogenizat, calcar si cocs in proportii
bine stabilite. Sarja formata din cei trei componenti se
completeaza apoi cu o cantitate prescrisa de retur cu granulatia
de 0-6 mm.
Pentru o dozare corecta este necesar sa se
cunoasca cat mai exact compozitia chimica a omogenizatului, a
calcarului si cocsului iar dozatoarele gravimetrice sa aiba
erori cat mai mici de cantarire.
In functie de indicele de bazicitate cerut, de
continutul de CaO si SiO2 din omogenizat si calcar,
se dozeaza calcarul in reteta, cu relatia:
 , [t/h] (1)
, [t/h] (1)
in care: Qc este
debitul de calcar dozat, t/h; Q0- debitul de omogenizat, t/h;
Ib - indicele
de bazicitate prescris; b0 - continutul de SiO2 in
omogenizat, %;
a0 -
continutul de CaO in omogenizat, %; bc - continutul de SiO2
in calcar, %;
ac -
continutul de CaO in calcar, %.
Cocsul marunt se dozeaza in functie de
debitul de omogenizat si de retur. Se prescrie 80 kg de cocs pe tona de
omogenizat si 20 kg
pe tona de retur.
4.3.Calitatea
aglomeratului
Calitatea
aglomeratului produs se controleaza din punct de vedere al
compozitiei chimice, granulometrice si al rezistentei mecanice.
Compozitia
chimica a aglomeratului este controlata in vederea
cunoasterii continutului de Fe, Mn si al bazicitatii.
Agomeratul se considera corespunzator si nu se declaseaza
daca la compozitia chimica bazicitatea nu depaseste
Continutul de Fe in aglomeratul autofondant poate
avea valori cuprinse intre 46-54%, functie de balanta de materii
prime si conditiile de aprovizionare existente.
Indicele de bazicitate (Ib) al aglomeratului
este impus de conditiile de aprovizionare si poate avea valori intre
1,4 - 2,4.
Granulatia aglomeratului se determina prin ciuruire dupa statia de sortare a
fabricilor de aglomerare (G.A.) si este reprezentata pin
continutul in procente a fractiei 6-10 mm, din aglomeratul sortat
care nu trebuie sa depaseasca 16%. Granulatia
aglomeratului incarcat in furnale (GF) este reprezentata prin
continutul in procente a fractiei 6 - 10 mm
din aglomeratul incarcat in furnale care nu trebuie sa
depaseasca 26%. Gradul de sfaramare al aglomeratului, SA,
il constituie raportul dintre granulatia de la furnal GF si
granulatia aglomeratului la statia de sortare, GA, care nu trebuie
sa depaseasca valoarea de 1,75.
Rezistenta mecanica se
determina cu ajutorul tobei Rubin (STAS 10929-878). Proba
reprezentativa are o greutate de 100 Kg si reprezinta insumarea a
patru probe elementare. Probele elementare sunt formate din bulgari de
aglomerat cu f > 100 mm. Din aceasta
cantitate se alege prin sitare
20 kg aglomerat cuprins intre 10
- 40 mm
si se introduce in toba Rubin . Toba cu material se va roti timp de 4
minute cu 25 rot/min dupa care se goleste complet, continutul tobei
fiind sitata mecanic (manual) timp de 3 minute prin sita cu ochiurile de 6,3 mm.
Tabel nr.4..
|
Clasa
|
Calitate aglomerat
|
Fractia
6-10 mm[%]
|
Rezistenta
mecanica [%]
|
|
A
|
Foarte bun
|
max.12
|
max.10
|
|
B
|
Bun
|
max.12
max.14
|
max.12
max.10
|
|
C
|
Mediu
|
max.12
max.14
max.16
|
max.14
max.12
max.10
|
|
D
|
Satisfacator
|
max.12
max.14
max.16
max.18
|
max.16
max.14
max.12
max.10
|
|
E
|
Slab
|
max.12
max.14
max.16
max.18
max.20
|
>16
max.16
max.14
max.12
max.10
|
|
F
|
Foarte aliat
|
max.14
max.16
max.18
max.20
max.22
|
>16
max.16
max.14
max.12
max.10
|
Rezistenta mecanica este data de
continutul in procente al fractiei granulometrice 0-6,3 mm(vezi tabel nr.4)
Aprecierea calitatii aglomeratului din punct de
vedere fizico-mecanic se face dupa continutul in fractia
granulometrica 6 - 10 mm
si rezistenta mecanica.
Aglomeratul care
contine fractia 6 - 10 mm
mai mare de 22% se considera necorespunzator. Daca se incadreaza
in clasele A-D acesta se considera corespunzator pentru furnale.
4.4.Indicele
de calitate a aglomeratului.
Indicatorii de calitatea
sunt legati in special de compozitia chimica,
starea fizica a bucatilor de aglomerat, rezistenta
mecanica a acestora, precum si
comportarea la cald in conditiile din furnal.
Realizarea compozitiei chimice
consta in cunoasterea continutului de Fe a
cantitatilor de steril din componenta a substantelor nocive
si a bazicitatii.
Pentru
a realiza cerinta de indice de bazicitate complet (CaO+MgO/SiO2+Al2O3)
singura posibilitate de reglare a compozitiei consta in introducerea
de calcar si dolomita in omogenizat, tinand cont si de
continutul de magneziu al minereurilor. Aceasta presupune cunoasterea
compozitiei chimice de la pregatirea stivei de omogenizare. In
prezent, bazicitatea propusa se obtine intr-o prima aproximare
prin analiza previzionala a stivei, plecand de la analizele obisnuite
ale componentilor, ceea ce permite determinarea unui prim procentraj al
adaosului de calcar. La iesirea primelor aglomerate
corespunzatoare unei noi stive, o serie de circa sase prelevari
pe probe permit verificarea acestei analize si efectuarea de eventuale
corectii definitive a adaosului de calcar. Dupa aceea compozitia
este verificata o data pe zi.
Desi
obtinerea bazicitatii vizate, chiar daca este primul
obiectiv in realizarea compozitiei chimice, nu este singurul.
Printre alte
caracteristici determinate prin analiza chimica figureaza
cantitatea de elemente insotitoare din minereuri si cel de oxid
feros. Se admit abateri foarte mici in compozitia aglomeratului la
continutul de Fe (sub
0,5%).Continutul de magneziu, se obtine prin reglarea adaosului de
dolomita cu o precizie satisfacatoare.
Realizarea proprietatilor
fizice se refera la porozitatea,
granulatia, rezistenta mecanica, reductibilitatea si
indicatori de calitate privind comportatea la cald a aglomeratului.
Porozitatea
aglomeratului variaza de regula, in limite destul de largi, si
anume intre 40-60%. Aceasta nu este
normata in cadrul fabricilor de aglomerare, insa pentru analize
tehnice de functionare a furnalelor, sunt necesare efectuarea de astfel de
analize, metodologia de determinare fiind similara cu cea aplicata la
determinarea porozitatii cocsului.
Urmarind ordinea prezentata,
urmatoarea caracteristica fizica este rezistenta
mecanica a aglomeratului (gradul de sfaramare) la rece, necesara
pentru a evita formarea de granule fine in cazul manipularii si in
cursul incarcarii in furnal.
Tabel
nr.5
Instalatii pentru determinarea rezistentei mecanice a
aglomeratului
|
Caracteristici
|
Denumirea
probei
|
|
MICUM
|
MICUM
IRSID
|
ASTM
|
RUBIN
|
SEND
WEILANDT
|
MORTON
|
|
Diametrul,mm
|
|
|
|
|
|
|
|
Lungime,
mm
|
|
500
si 250
|
|
|
|
|
|
Nr.cornier,mm
|
4x100
|
4x100
|
2x50
|
3x250
|
4x100
|
2x50
|
|
Greutate
proba,kg
|
|
25
si 15
|
|
3x250
|
4x100
|
2x50
|
|
Granulatie,
mm
|
|
|
|
|
|
|
|
Viteza,
rot/min
|
|
|
|
|
|
|
|
Nunmar
rotatii
|
|
|
|
|
|
|
|
Indice
rezistenta
|
+10mm,%
-2,5mm,%
|
-5mm,%
-3 mm
|
+10mm
10-6mm
6-3mm
-3mm
|
-5mm
|
+40mm
40-20mm
20-10mm
10-5mm
|
20-10mm
10-5mm
-5mm
|
Cea mai cunoscuta
si utilizata metoda de determinare a rezistentei mecanice
este utilizarea tobei rotative pentru sfaramarea aglomeratului. In tabelul
5 sunt date caracteristicile acestor instalatii.
Incercari la cald pentru aglomerat. Deoarece o singura
incercare care sa caracterizeze de o maniera globala comportarea
aglomeratului in furnal nu exista, s-au pus la punct o serie de
incercari a caror sinteza a rezultatelor ne permite sa
facem o apreciere generala. Incercarile la cald pentru aglomerare se
refera la reductibilitatea acestuia si temperatura de inmuiere -
topire (inmuiere la cald sub sarcina).
Reductibilitatea este
dependenta de natura oxizilor supusi reducerii, caracteristicile
fizice ale minereurilor, natura agentului reducator, precum si
conditiile de presiune si temperatura, la care are loc procesul.
Sunt cunoscute mai multe
metode de determinare a reductibilitatii (Gakushin, V.D.E.H., etc.)
care vor fi tratate mai amanuntit in capitolul 3.3.
Rezultatele
determinarii constau in efectuarea granulatiei aglomeratului
dupa desfasurarea reducerii si cantarirea
fractiei mai mici de 3 mm,
exprimate in procente de greutate. In aceasta incercare se acorda mai
multa importanta comportarii fizice a materialelor
dupa reducere, decat reductibilitatii sale; aceasta
comportare este apreciata dupa procentele fractiei mai mici de 5 mm dupa o ora de
reducere si prin rezistenta mecanica la abraziune dupa
reducere. Aceasta se determina printr-o incercare la abraziune intr-o
instalatie tip tambur intins, timp de o ora.
Comportarea
aglomeratului in furnal este simulata prin determinarea punctului de
inmuiere al acestuia sub sarcina. Incercarea este realizata in
atmosfera reducatoare. La intervale de timp egale, sunt
masurate: temperatura probei, inaltimea stratului, caderile
de presiune din strat si temperatura la care apare prima
picatura de lichid.
Probele privind
comportarea la cald se fac pentru stabilirea tehnologiei de fabricatie a
aglomeratului si cunoasterea influentei acestuia in
functionarea furnalelor.
Indici de calitate. Principalii indici care pot fi considerati pentru eficienta
productiei si calitatea aglomeratului sunt:
- rezistenta
mecanica la rece a aglomeratului (toba Rubin sau Micum),
- continutul de Fe2*
in aglomerat,
- indicele de
bazicitate,
- alte determinari
calitative (contractia la cald, reductibilitatea, etc.).
Pe plan mondial
calitatea aglomeratului este apreciata dupa IQ (indice de calitate)
care cuprinde mai multe caracteristici ale aglomeratului si se
calculeaza dupa o metodologie stabilita pe baza influentei
acestora in procesul de elaborare a fontei in furnal.
Fiecare
caracteristica contribuie cu un numar de procente la calculul lui IQ
ale caror valori sunt cuprinse intr-un interval de la 0 la 100 (fig.18).
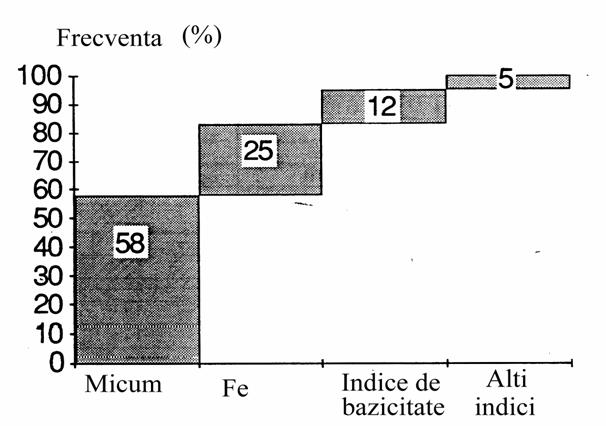
Fig.18. Indicele de calitate IQ pentru aglomerat
5.Concluzii
Procesul
tehnologic de aglomerare a minereurilor si concentratelor pe masini
continue tip banda prin aspiratia aerului are cea mai larga
aplicatie industriala pentru transformarea fractiilor fine in
bulgari.
Incarcatura
pentru masinile de aglomerare se compune in general din diverse sorturi de
minereuri si concentrate feroase, adaosuri fondante, combustibil si
retur de aglomerat, iar produsul final este aglomeratul, componentul principal,
in incarcatura furnalelor.
Procesele
chimice caracteristice tehnologiei de aglomerare cuprind reactii in
faza solida, lichida si gazoasa, iar sistemele
principale care caracterizeaza procesul sunt Fe-Si-O, Ca-Fe-Si-O,
Al-Ca-Si-O. Din diagramele de echilibru rezulta ca procesul de
aglomerare trebuie astfel condus incat temperatura din strat sa nu
depaseasca 13500C,
pentru a favoriza obtinerea in proportii cat mai mare a SFCA
(silicoferiti de calciu si aluminiu) care este un compus stabil, usor
reductibil in procesele din furnal.
Proprietatile
fizice ale amestecului format cum ar fi capacitatea calorica,
conductibilitatea termica, densitatea, porozitatea, marimea
particulelor incarcaturii au o influenta directa
asupra schimbului de caldura din strat si aglomeratului produs.
Fluxul
tehnologic de aglomerare este complex si analizat pe secvente
urmarind tehnologia procesului, variabilele de intrare si
iesire, precum si factorii de perturbatie care
influenteaza procesul. In cazul sinterizarii minereurilor
feroase sistemul tehnologic cuprinde si instalatiile si
utilajele in care se desfasoara procesele precum si
legaturile dintre acestea.
Instalatiile
de aglomerare reprezinta un ansamblu la care diferitele operatii
si procese se grupeaza in subsisteme intre care se poate stabili o legatura pe baza fluxului
tehnologic. Acestea sunt prevazute cu dispozitive periferice de
masura si control cu ajutorul carora se poate urmari
si caracteriza desfasurarea procesului sau valorile
masurate pot fi introduse in bucle de reglare a sistemelor ceea ce conduce
la automatizarea procesului.
Calitatea
aglomeratului se controleaza din punct de vedere al compozitiei
chimice, granulometrice si a rezistentei mecanice indicatori insuficienti
pentru a caracteriza influenta acestuia asupra proceselor din furnal.
Indicele
de calitate caracterizeaza complex aglomeratul produs si se
refera la influenta proprietatilor fizice, chimice si
mecanice al acestuia in procesul de elaborare al fontei in furnal.
Deoarece
procesul dea aglomerare are un caracter complex fiind influentat de o
multitudine de factori ce actioneaza in subsistemele proceselor
componente se impune utilizarea tehnicii de calcul la conducerea proceselor ce
au loc in sistem.

