Sudura
1 SUDURA DE COLT, PRIN SUPRAPUNERE SI IN T
|
Rost sudura de colt
*t = grosimea
coastei(sau elementului de sudat)
|
d 2 mm
|
- daca 2< d 3, dar nu mai mare de 1.5t, marirea pas
sudura "p" cu 1 mm;
- if 3< d 4, nu mai mare de 1.5t, marire pas
cu 2 mm;
- daca 4< d 5, but not bigger than 1.5t,
increase weld leg "p" by 3mm.
- if d >5,
detach and re-assemble; if this is not possible, procee d as follows: d as follows:
if 5< d 16, but not bigger than 1.5t, bevel on a 30 slope and weld on (using if needed a
backing plate which is to be removed after welding);
if d >16 or d >1.5t whichever is smaller, make an insert
|
|
  Sudura prin suprapunere nealiniata Sudura prin suprapunere nealiniata
|
d 2 mm
|
1) Idaca 2 < d marire pas
sudura (p) cu 1mm
2) If 3 < d 4 , increase weld leg (p) by 2 mm
3) If 4 < d 5 , increase weld leg (p) by 3 mm
4) If d > 5 detach and re-assemble
|
I1
|
|
Pregatire capat sudura in
(1/2 or K grooved):
- gap (d);
|
d 3 mm
|
- if 3 < d 16,
weld on (if needed, use backing plate
which is to be removed later on, then back gauge and seal the root)
- if d > 16, weld in place an insert plate, of min. 300mm width
|
|
|
- unghi (aT
|
aT
|
If aT
< 35 - grind
If aT > 60 - weld
on
|
|
|
- capat nesanfrenat (e)
|
e 3 mm
|
If e >
3 mm - grind
|
|
|
Toe angle
|
a
|
Polizare
laterale cordoane sudura; daca este necesar se incarca apoi cu sudura
|
|
2 PREGATIRE SUDURA CAP LA CAP
|
Sudura automata
- rost (d)
|
t (mm) d (mm)
3 - 6 0
2
7 - 22 0
4
23 -30 5 7
|
Desprindere tach
and set to correct gap size
|
|
|
- rost (d)
- unghi (a
|
t (mm) 8 30
d (mm) 0 3
a 45 60
|
Desprindere si
setare la marimea corecta a rostului
If a < 45°, polizare simetrica a ambelor
capete la unghsymmetrically grind both edges to required angle
If a > 60°, symmetrically weld on (and grind)
|
Sr2
|
|
|
t (mm) 30 65
d (mm) 0 4
a 45 60
|
|
|
|
Sudura manuala
|
|
|
|
|
- rost (d)
|
d 3
mm
|
- if 3 < d 1.5t, but max. 25 mm weld on to gap d = 0.5t
(if needed use backing plate which is to be removed later on, then back gauge
and seal the root)
- if d > 1.5t or d > 25 mm, weld in place a min. 300
mm wide insert plate
|
|
- unghi (a
|
a
|
If a < 50 - polizare
If a > 60 - incarcare cu sudura
|
I1
|
- capat nesanfrenat (e)
|
e < 3 mm
|
If e >
3 mm - grind
|
|
|
Nealiniere sudura cap-la-cap(a)
*t1 t2
|
Elemente primare:*
a 0.15 t1 (STANDARD
a 3 mm (LIMIT)
Elemente secundare:*
a
0.2 t1 (STANDARD)
a 3
mm (LIMIT)
*see annex 1
|
Desprindere si aliniere prin metode mecanice
|
|
Curatire canelura sudura
|
Pete vopsea, rugina, shoprimer
nesudabil, uleiuri condens nu se accepta
|
Polizare
pana la luciu metallic si re-sudare and re-weld
|
Np
|
3 DEFECTE SUDURA
|
Defecte
sudura:
- crapaturi
(F), lipsa topire (LF), lipsa penetrare(LP), crater (CT), arsura (SG)
Slaba
restartare sudura(RD)
|
Inacceptabil
|
Polizare pana la luciu
metallic si sudura manuala
|
Np
|
|

Sant neumplut suficient (SU)
|
Inacceptabil
|
Sudura
|
|
|
Suprapunere(SM)
|
Inacceptabil
|
Polizare pt
asigurarea unei treceri line de la metalul de baza la cordonul de sudura
|
Si1
|
|
Arsura marginala (u)
|
u = 0 (standard)
u (limit)
|
Polizare locala
arsura
< u
In toate
cazurile sudura in zona polizata
|
|
|
Umplere excesiva (h)
|
h 0.2 B (standard)
h 6 mm (limit)
|
Polizare cordon de suura in limitele acceptate
|
I1
|
|
Resturi de zgura pe cordon(z)
|
Inacceptabil
|
Curatarea
zgurei pe toata lungimea cordonului
|
Np
|
Unghi flanc (a
|
a
|
Polizarea
ambelor laterale ale sudurii pentru obtinerea unuei treceri line intre
materialul de baza si cordonul de sudura
|
I1
|
|
 
Stropi sudura (SP)
A.
B.
|
inacceptabil
|
A.
Indepartarea stropilor neaderenti prin polizare cu materiale abrazive, smirghel
sau dalta
B.
Polizare broc si daca nu e indepartat utilizarea primei metode
Note: In
principal brocurile aflate pe cordonul de sudura nu vor fi indepartate prin
cordonul de sudura
|
I1
|
|
 R R
|


Cordon de sudura neuniform (u)
h 3 mm
R 2 mm
|
Polizare solzi
> 3 mm si muchiile rezxultate (cu R < 2 mm)
|
|
Porozitate (P) si incluziuni de
zgura(SI)
|
acc. to ISO 5871
- class B
|
Polizare si
resudare
|
Si1
|
4.2.3 Utilaje
pentru sudarea MIG.
La acest procedeu, arcul electric se formeaza intre
piesa si sarma electrod (fig. 4.5).
Sarma avanseaza mecanizat si continuu, de pe un tambur. Gazul protector se scurge printr-un ajutaj al arzatorului
special si are misiunea de a proteja
baia de metal topit de actiunea atmosferei. Sursa de
sudare poate fi un generator sau un redresor de curent continuu, ce se
racordeaza cu polul negativ la piesa si cu polul pozitiv la
electrod.
Gazele utilizate pentru protectie la sudare pot fi:
Ar, He sau amestecuri de gaze: (Ar + He).
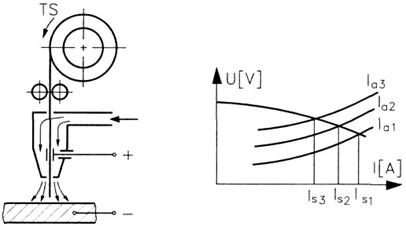
Figura
4. Schema procedeului WIG. Figura 4.6. Caracteristica arcului.
Deoarece arcul arde la densitati mari de
curent, va avea caracteristica statica
urcatoare. Deci, se recomanda ca si sursa de curent sa
aiba o caracteristica rigida sau
lent coboratoare. Sudarea prin acest procedeu noate fi executata atat semiautomat cat si automat.
In timpul sudarii, lungimea arcului variaza in
anumite limite. In figura 4.6 se vede
ca daca lungimea arcului creste accidental se trece de De caracteristica 2
pe 3, curentul absorbit de la sursa reducandu-se substantial
(la valoarea IS3). Deoarece viteza de avans a sarmei este constanta, se va reduce si viteza de
topire a electrodului, datorita micsorarii
intensitatii curentului. Ca urmare, se va reduce lungimea arcului, revenindu-se la caracteristica 2.
Datorita variatiilor mari ale curentului de sudare la variatia lungimii arcului, fenomenul de
autoreglaj se manifesta foarte rapid. Autoreglarea arcului electric
se manifesta bine si din acest
motiv viteza de avans a sarmei electrod este de obicei constanta. Fenomenul are loc in mod similar in
cazul micsorarii accidentale
a lungimii arcului.
Procedeul se aplica pentru sudarea aluminiului
si a aliajelor sale, precum si a aliajelor ce contin
procente mari de cupru, nichel, cat si la sudarea otelurilor carbon,
slab si inalt aliat. Schema instalatiei este asemanatoare cu cea de la procedeul W.I.G., cu deosebirea
ca electrodul este avansat in arc de catre un mecanism de
avans, ca la instalatiile de sudare
semiautomata sub strat de flux.
4.2.4 Utilaje
pentru sudarea MAG.
Arcul electric se formeaza intre electrodul fuzibil
si piesa, intr-un mediu de gaz
activ. De obicei, se utilizeaza bioxidul de carbon (CO2), care realizeaza protectia arcului. Acest gaz
are o actiune oxidanta, ce poate fi
compensata prin cresterea continutului de elemente de aliere din
sarma electrod. Datorita temperaturii
ridicate, bioxidul de carbon disociaza,
iar oxigenul atomic oxideaza elementele de aliere:
CO2 -> CO + O
Elementele
cu afinitate mare la oxigen: Si, Va, Mn, C, vor intra in reactie de oxidare, concomitent avand loc
si reactii de reducere:
Mn + O = MnO oxidare
MnO
+ C = CO + Mn reducere
Din
reactia azotului cu bioxidul de carbon rezulta oxizi insolubili in baia
de metal topit. Bioxidul de carbon trebuie sa aiba o puritate de 99%.
Fiind avid de apa, bioxidul de
carbon va forma acidul carbonic H2CO3.
Prin destindere, la iesirea din butelie a bioxidului
de carbon se va forma zapada
carbonica, care va reduce presiunea gazului. Din aceste motive, in instalatie vor fi prevazute un incalzitor
electric, cuplat cu un uscator pentru eliminarea vaporilor de
apa.
Schema unei instalatii pentru sudarea prin procedeul
MAG este prezentata in figura 4.7.
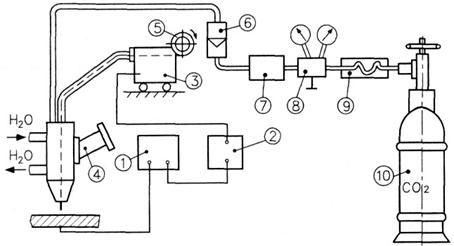
Figura 4.7. Schema
instalatiei de sudare prin procedeul MAG.
1 - sursa de curent; 2 - tabloul de
comanda; 3 - mecanism de avans; 4 - cap de sudare; 5 - tambur sarma;
6 - debitmetru; 7 - uscator gaz; 8 - reductor de presiune; 9 -
incalzitor gaz; 10 - butelie CO2.
Acest procedeu de sudare are o serie
de avantaje, printre care enumeram:
putere mare de topire, ca urmare a densitatilor
mari de curent (200 - 230)A/mm2;
productivitate ridicata: (34) kg/h de metal
depus.