MEMORIU
TEHNIC
Faptul ca placutele din carburi metalice au o
duritate si o rezistenta ridicata la temperaturi ridicate, mult superioare
otelului rapid, a permis ca aceste cutite sa lucreze cu viteze de aschiere
substantial marite, ceea ce a contribuit la dezvoltarea si diversificarea
rapida a acestora.
Cutitele de strung cu taisul din carburi metalice
au aparut ca rezultat al descoperirii si punerii la punct a fabricarii
economice a placutelor din carburi metalice. Ele se executa in doua constructii
diferite si anume:
1.
cu placuta din
carburi metalice lipita:
2.
cu placuta din
carburi metalice prinsa mecanic.
Datorita faptilui ca fixarea placutelor metalice
prin lipire este o operatie laborioasa si costisitoare trecerea la fixarea
mecanica a placutelor pe corpul cutitelor se considera complet justificata,
deoarece se obtin urmatoarele avantaje importante:
se elimina tensiunile
interne care apar in urma lipirii;
se asigura
exploatarea rationala a placutelor;
permite folosirea
unui singur corp cutit la un numar mare de placute;
se reduce timpul
pentru schimbarea sculei, intrucat suportul placutei nu se scoate de pe masina
dupa uzura, ci se inlocuieste usor si rapid, numai placuta;
placa de prindere a
placutei aschietoare joaca si rolul de prag de conducere si rupere a aschiilor;
creste
productivitatea prelucrarii, etc.
Aceste avantaje au facut de altfel ca in prezent
cutitele prevazute cu placute aschietoare fixate mecanic sa primeasca o
dezvoltare deosebita, deoarece se obtine reducerea costurilor pe muchia de aschiere,
singurul factor care justifica acceptarea unor conditii de aschiere mai putin
favorabile.
Calculele de rentabilitate arata ca, costurile
pentru cutite scad mult la utilizarea placutelor aschietoare amovibile,
deoarece se micsoreaza costurile de achizitionare, se elimina costurile pentru
reascutire, iar schimbarea sculelor mult mai repede. Intrucat costurile privind
prelucrarea propriu-zisa nu se modifica si deci costul unei ore de masina se
mentine, trebuie restabilit raportul optim intre aceste costuri si costurile
pentru scule deoarece acest raport determina viteza de aschiere economica.
Asadar, costurile micsorate pentru scule admit viteza de aschiere mai mare.
In aceste fel, costurile micsorate pentru scule
influenteaza costurile de fabricatie nu numai direct, ci si indirect, putand
admite in cazul unei scule ieftine o aschiere mai rapida, consumand intentionat
mai multe scule.
Inlocuirea constructiilor de cutite cu placute
lipite prin cutite cu placute amovibile, fixate mecanic, duce la marirea capacitatii
de aschiere a muchiei de aschiere insasi. Acest avantaj rezulta din urmatoarele
consideratii: muchia de aschiere, fiind lipsita de tensiunile de la lipire si
de la ascutire , admite solicitari dinamice mari; modificarile remanente ale
liantului dinstructura placutei, cauzate de solicitarile dinamice, raman fara
influenta intrucat nu se mai aschiaza cu o muchie de aschiere reascutita; pot
fi utilizate pentru anumite operatii de aschiere, calitati superioare de
carburi metalice, datorita sensibilitatii reduse a placutelor.
Dupa modul de pozitionare al placutelor, se
disting:
cutite cu placuta
aschietoare asezate radial;
cutite cu placuta
aschietoare asezata tangential.
In functie de directia avansului, sunt: cutite pe
dreapta si cutite pe stanga.
Dupa forma capului cutitului si pozitia acestuia in
raport cu corpul, se deosebesc: cutite drepte, cutite incovoiate si cutite cu
cap ingustat.
In functie de destinatie, sunt: cutite pentru
prelucrari interioare si cutite pentru prelucrari exterioare.
In cele ce urmeaza vom analiza doua variante
constructive, a cutitelor de strung cu placuta schimbabila, dupa aceea urmand
sa alegem varianta mai avantajoasa pentru realizarea proiectului.
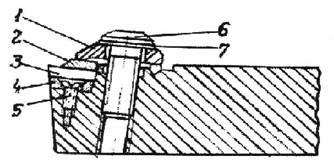
Fig 1.
La varianta constructiva din Fig.1, placuta se
fixeaza direct cu ajutorul unui surub. La acest sistem de fixare, blocarea
placii de sprijin 2, se face cu ajutorul unui surub, sau cu un stift cilindric.
In vederea fixarii in bune conditii a placutei aschietoare, axa surubului de
fixare trebuie astfel directionata incat surubul sa realizeze, prin insurubare,
pe langa strangerea placutei si impanarea acestuia catre peretii laterali ai
locasului. In acest sens, unghiul minim de inclinare trebuie sa fie cu cel
putin 5 grade mai mic ca unghiul γ.
Varianta constructica cu fixarea placutei prin
brida, desenata in fig.2, este cea mai folosita si s-a dezvoltat in mai multe
variante constructive. Astfel brida prin intermediul unui surub blocheaza
placuta din carbura metalica aflata pe o placuta de sprijin. Placuta de sprijin
este fixata prin intermediul unui surub, sau stift cilindric.
Brida este incastrata, impotriva rotirii, cu
ajutorul gulerului. Surubul are pas fin.
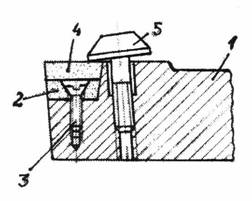
Fig.2
Am ales varianta constructiva nr.2 pentru ca
prezinta mai multe avantaje decat celelalte variante. Cel mai important avantaj
ar fi acela ca sistemul de prindere al placutei din carburi metalice este mai
sigur decat varianta 1 prin faptul ca brida se sprijina pe doua suprafete, una
pe corpul cutitului si alta pe placuta.
Placutele aschietoare, folosite la executarea
cutitelor cu fixare mecanica, se deosebesc substantial de cele mai utilizate
prin lipire. Acest fapt se datoreaza conditiilor noi, specifice, impuse de
fixarea propriu-zisa, de crearea posibilitatiilor repozitionarii fiecarui tais
aschietor dupa uzura, etc.
La randul lor placutele prinse mecanic se
diferentiaza intre ele atat prin forma constructiva, cat si prin geometrie,
diferentiere care a fost determinata de multitudinea de situatii in care
lucreaza cutitele, in ceea ce priveste materialul aschiat si tipul operatiei
executate. In practica se intrebuinteaza insa, in principal placutele de forma
patrata, paralelogram, rombice si in mai mica masura restul.
Intrucat forma acestor placute trebuie sa asigure
unghiurile de aschiere in starea lor montata, fara interventia ascutitorului si
in oricare pozitie succesiva-reglata a muchiilor de aschiere, forma lor
impreuna cu forma locasului din suport trebuie astel alese incat geomatria care
rezulta sa satisfaca in conditii bune majoritatea cazurilor de prelucrare.
Necesitatile existente in aceasta privinta sunt satisfacute de doua variante
constructive, caracterizate fie prin unghiul de degajare negativ, fie prin
unghiul de degajare pozitiv.
In ceea ce priveste precizia si calitatea
suprafetelor, placutele aschietoare se executa, in conformitate cu tolerantele
indicate in STAS, rezultand: placute foarte precise, precise si normale.
Placutele foarte precise au toate suprafetele fin rectificate, placutele de
precizie normala numai suprafetele superioare si inferioare rectificate, iar
cele mai putin precise nici una din suprafete finisate ci livrate asa cum au
rezultat de la sinterizare.
In timpul lucrului, placutele foarte precise au o
durabilitate mult mai mare si se utilizeaza indeosebi la prelucrarile fine si
pentru realizarea de dimensiuni strans tolerate.
STUDIU DE
CAZ
Influenta
unghiului de atac χ
Marimea ungiului de atac influenteaza rigiditatea
partii active a cutitului, implicit contribuind la marimea deformatiilor
statice care apar in prelucrare. Alegerea unghiului de atac principal se poate
face dupa recomandarile din literatura de specialitate sau prin tatonari. Daca
s-a ales un unghi recomandat mai trebuie sa se tina seama de lungimea muchiei
aschietoare principale deoarece unghiul de atac influenteaza marimea acesteia.
Apare o contradictie intre forma cutitului si
aschiere, si anume desi un unghi mic de atac confera o rigiditate sporita
cutitului aschierea este inrautatita de valorile mici ale unghiului de atac, in
plus este posibil sa apara vibratii.
Modelarea corpului cutitului folosind elemente
finite tridimensionale poate oferi o informatie calitativa si cantitativa
privind influenta unghiului de atac asupra deformatiilor cutitului, implicit
asupra preciziei de prelucrare. Pentru a avea o solutie viabila, aplicarea
fortelor s-a facut in doua situatii: o forta concentrata care este orientata
perpendicular pe muchia cutitului , cu riscul de a concentra tensiunile maxime
in zona limita, fapt care este deja cunoscut din studiul celorlalte cazuri sau
aplicand o presiune pe fata de asezare a cutitului.
Fiecare din aceste metode au avantajele si
dezavantajele lor si trebuie considerate ca si baza de plecare in analiza
calitativa si cantitativa care se efectueaza asupra cutitului sau asupra
sistemului de fabricatie.
Pentru a sesiza cum poate influenta unghiul de atac
rigiditatea cutitului de strung s-a considerat un cutit cu sectiunea cozii
20x20 lungimea in incastrare de 60 mm, care are varful pozitionat la jumatatea
latimii cutitului. Pentru a evita influenta altor factori unghiului de degajare
si de inclinare s-au considerat zero. Unghiurile de: asezare principal,
secundar si de atac secundar s-au adoptat 10 grade.
Primul caz s-a dezvoltat considerand o forta
conventionala de 100daN orientata perpendicular pe muchia cutitului amplasata
in varful cutitului. Au rezultat datele din tab.1.
|
Unghi
de atac
|
Nr.noduri
|
Nr.elemente
|
Tensiune
daN/mm²
|
Deforma
mm
|
|
30
|
325
|
192
|
34.2864
|
0.02041
|
|
45
|
350
|
208
|
47.6613
|
0.02841
|
|
60
|
375
|
224
|
62.3228
|
0.03688
|
|
75
|
325
|
192
|
76.9187
|
0.05297
|
Tab.1 Deformatiile si tensiunile maxime
ale cutitului de strung la variatia unghiului de atac
Variatia tensiunilor si deformatiilor maxime la
aplicarea unei apasari specifice constante pe fata de asezare.
|
P=10
daN/mm²
|
P=20
daN/mm²
|
P=30
daN/mm²
|
|
χ
|
σMAX
daN/mm²
|
δMAX
daN/mm²
|
σMAX
daN/mm²
|
δMAX
daN/mm²
|
σMAX
daN/mm²
|
δMAX
daN/mm²
|
|
30
|
11.3624
|
0.03461
|
22.7249
|
0.06982
|
34.0874
|
0.10473
|
|
45
|
11.3816
|
0.03323
|
22.7632
|
0.06646
|
34.1448
|
0.09970
|
|
60
|
12.3661
|
0.03410
|
24.7322
|
0.06821
|
37.0983
|
0.10231
|
|
75
|
14.4441
|
0.04383
|
28.8883
|
0.08766
|
43.3324
|
0.13149
|
O influenta a unghiului de atac se poate constata
si daca se considera modelul extins al cutitului si al piesei. Conditiile la
limita care se impun sunt similare cu cele prezentate la modelele anterioare.
Valorile care rezulta in urma acestor calcule sunt centralizate in Tabelul 1.17
in modelare s-a impus ca si conditie obligatorie aceeasi adancime de aschiere
t=2mm. Din cauza unghiului de atac principal lungimea muchiei in contact este
diferita rezultand valori mari la unghiuri mici.
Variatia tensiunii si deformatiei maxime cu unghiul
de atac.
|
Unghiul de atac
|
Lungimea muchiei
mm
|
Tensiunea maxima
daN/mm²
|
Deformatia maxima
mm
|
|
30
|
4
|
17.4356
|
0.02641
|
|
-45
|
2.828427
|
25.3401
|
0.002758
|
|
60
|
2.309401
|
36.3775
|
0.02955
|
|
75
|
2.070552
|
40.8875
|
0.03265
|
Deplasarea varfului cutitului sub actiunea fortei
normale pe tais este importanta deoarece influenteaza precizia de forma a
piesei care se prelucreaza.
Aplicarea unei forte concentrate pe nodul de la
varful cutitului face ca in situatia in care rigiditatea este diminuata de
unghiul de atac mare, varful cutitului sa aiba deplasari in directia adancimii
de aschiere de valori negative. In primele trei cazuri deplasarea varfului se
face in detrimentul adancimii de aschiere reglate.
Indiferent de unghiul de atac al cutitului se
produce o deplasare a varfului cutitului care
modifica adancimea de aschiere reglata initial si influenteaza precizia
dimensionala a piesei prelucrate.

