I . PREZENTARE S.C ALTA
S.A BRASOV
Misiune
"Clientii si nevoile lor: punctul
cheie al planurilor actiunilor noastre"
Istoric si forma de
organizare
Fondata in 1994 in Brasov, ca afacere de familie, ALTA
este in prezent una dintre cele mai productive si cunoscute companii in
domeniu. La aceasta data societatea se inscrie la Registrul Comertului sub aceasta
denumire, conform certificatului de inmatriculare nr. J08/2507/19.10.1994 avand
forma juridica de societate pe actiuni. Codul fiscal al
societatii este RO 6340028, iar codul si denumire clasa CAEN 4690.
Activitatea
firmei se desfasoara pe patru planuri complementare:
comert cu materiale de constructii
si produse siderurgice;
productie de plase sudate si impletite,
cuie, sarma si tabla cutata (zincata si decapata);
servicii de indreptat, fasonat otel beton,
debitat tabla dupa desen;
constructii civile si industriale.
Sediul
societatii este in Brasov, strada Grivitei numarul A44 si este o persoana
juridica romana, fiind o societate pe actiuni cu capital privat,
care isi desfasoara activitatea conform legislatiei
romane si a statutului propriu, avand un capital social de 2 840 000 RON.
Incepand
cu anul 1998 ALTA activeaza in propriul sediu construit ca urmare a extinderii
activitatii si a cresterii numarului de angajati. Pe o
suprafata totala de 30.400 metri patrati locatia
gazduiește cladiri pentru birouri, hale de productie, un
parc auto si utilaje moderne.
Programul de investitii pe termen
lung a avut ca obiective deschiderea de noi puncte de lucru: Fundatura
Harmanului (Brașov).
Retehnologizarea si investitiile in utilaje moderne sunt pași
necesari pentru asigurarea și creșterea nivelului de calitate. In
acest moment detinem, la nivel regional, cea mai moderna mașina
automata de prelucrat otel-beton din colaci si bare.
Obiectivul principal al ALTA este, fara indoiala,
preocuparea pentru client si nevoile sale.
Acesta este punctul de plecare
pentru toate planurile si actiunile noastre.
Tehnologiile
practicate in societatea comerciala nu au pretentia de a se situa la
un nivel inalt din punct de vedere
tehnic, dar exista posibilitati si preocupari pentru
realizarea unor investitii care sa le apropie de standardul mondial
existent.
Respectul
si sprijinul pe care il ofera fiecarui angajat in parte , ajuta la
formarea unei echipe instruite si eficiente. In dorinta noastra de a contribui
in mod pozitiv la viata comunitatii ne-am asigurat ca
angajatii noștri beneficiaza de conditii de lucru conform
celor moderne standard.
Societatea
dispune de:
o echipa formata din specialisti cu
experienta si rezultate foarte bune;
personal tehnic de
inalta calificare;
o echipa de specialisti pentru ofertare,
contractare, planificare, pregatire, derulare si control al
calitatii lucrarilor;
personal muncitor bine
calificat, baza de productie, mijloace de transport, utilaje, scule,
echipamente;
un sistem propriu de conducere si asigurare a
calitatii lucrarilor.
Iata de ce ne-am propus
sa avem permanent in vedere calitatea produselor si serviciilor orientandu-le
catre satisfacerea nevoilor clientilor.
Din 2004 compania ALTA este
certificata conform SR EN ISO 9001:2000.
ISO 9001:2000 este un standard
de calitate manageriala. Cu aceasta atestare s-a obtinut o
creștere a capacitatii de control si imbunatatire atat
asupra fiecarui proces individual, cat si asupra interactiunilor
dintre acestea.
In S.C. ALTA S.A se executa urmatoarele produse
și servicii:
electrozi si echipamente de
sudura;
materiale de constructii si
amenajari;
oteluri;
otel beton;
europrofile;
profile laminate;
teava;
tabla zincata
cutata, tabla decapata cutata;
cuie cu cap conic tip A1;
sarma cu profil periodic
(obtinuta prin deformare la rece);
sarma rotunda
trefilata;
plasa impletita;
plasa sudata;
elemente din dispozitivul de
alimentare a anumitor mașini;
proiectarea de tehnologii;
debitat tabla dupa desen,
orice forma si grosime de la 5-100 mm;
servicii de indreptat, debitat si
fasonat otel beton;
indreptare si debitare la orice
dimensiune a otelului beton;
executia de armaturi din
otel beton dupa schite sau proiecte;
montarea in carcase (grinzi,
stalpi, centuri, fundatii).
Societatea
realizeaza si procese de productie speciale: tratamente termice,
tratamente termochimice, acoperiri de suprafata, sudari si
conservari.
Societatea are un
total de 112 angajati, dintre care:
57 muncitori direct productivi;
55 personal TESA.
Produsele sunt
vandute atat in tara 60% cat si in strainatate 40%, cu
posibilitati de extindere si scadere in ambele variante in
functie de cerere si oferta.
Prin structura
organizatorica s-a asigurat libertate organizatorica si
autoritate personalului care:
initiaza actiuni de
prevenire a aparitiei oricaror neconformitati referitoare
la produse, procese ale sistemului de management al calitatii;
identifica si
inregistreaza orice problema de calitate referitoare la produse, procese ale
sistemului de management al calitatii;
initiaza sau
recomanda solutii conform procedurilor documentate stabilite;
implementeaza solutiile;
verifica implementarea
solutiilor;
asigura tratarea produselor
neconforme, pana cand neconformitatea a fost corectata si
eliminata.
Transport Se acorda o foarte mare importanta deciziilor
privind transportul. Alegerea mijlocului de transport
influenteaza pretul produsului, promptitudinea livrarii
si starea in care se afla bunurile atunci cand ele ajung la
client. Toate acestea determina gradul de satisfacere a clientului. Dintre
toate caile de transport, cea mai eficienta este in cazul de fata
transportul cu masini de mari tonaj, cu camioane.
Se intalnesc mai
multe situatii particulare de realizare a transpotului :
. se
realizeaza cu camioane proprii distribuitorului, in cazul in care
distanta pana la client nu este foarte mare, atunci cand clientul
este din Brasov sau din judetele limitrofe. Cei din departamentul de
logistica - transport au responsabilitatea de a analiza transportul,
astfel incat acesta sa fie optim, prin incarcatura si
distanta. Se pot intalni urmatoarele situatii: se cupleaza
mai multe comenzi de la acelasi client daca este posibil; se
cupleaza mai multi clienti de pe aceeasi ruta;
Activitatile sunt
coordonate si conduse de Directorul
General, care este sprijinit nemijlocit de urmatoarele directii:
Economica;
Comerciala;
Vanza ri;
Resurse Umane.
Directorul economic raspunde personal si prin subordonatii sai de
alocarea resurselor financiare tuturor compartimentelor pentru a lua toate
masurile necesare realizarii si imbunatatirii
calitatii produselor. Aceste resurse vor fi folosite ca:
Plata pentru
activitatile directe privind calitatea produselor;
Plata activitatilor
necesare formarii resurselor umane.
Directorul
comercial coordoneaza
activitatile de:
Aprovizionare;
Desfacere - marketing;
Facturare;
Administrativ.
Directorul de vanzari coordoneaza
departamentul agentilor de vanzari precum și buna
desfașurarea a relatiilor cu clientii prin reprezentantii
comerciali.
Directorul de resurse umane :
- aplica politica de
personal a companiei;
- asigura necesarul de personal al departamentului;
- asigura un cadru definitoriu pentru mentinerea unor relatii
bune
intre conducere si angajati;
- intocmește rapoarte
privitor la situatia personalului din departament.
Responsabilitatea verificarii
calitatii produselor revine sefului compartimentului C.T.C,
subordonat Directorului General.
Compartimentul de Asigurare a calitatii,
subordonat Directorului General, asigura implementarea, mentinerea
si imbunatatirea continua a sistemului de management al calitatii.
Activitatea de proiectare se
actualizeaza pe masura ce proiectarea evolueaza si
impreuna cu activitatea de dezvoltare sunt repartizate personalului
calificat avand resurse adecvate si asigurarea comunicarii eficace
dintre compartimentele organizatiei.
Activitatea de comunicare
interna include comunicarea
coordonata de management la locurile de munca, prin informari la
nivelul echipelor si ale sedintelor operative de lucru, zone de
afisare a deciziilor, etc.
Procesele sistemului de management
al calitatii se impart in 3 categorii:
a)
Procese de management;
b)
Procese pentru realizarea
produsului;
c)
Procese suport.
Procesul de
"planificare si realizare a produsului" si procesul de
"productie" sunt formate din subprocese identificate si documentate
mai jos.
Procesele care se
desfasoara temporar sau partial cu resurse externe sunt
tinute sub
control
astfel:
q
Stabilirea obiectivului
colaborarii (precizat in comanda/contract) si facuta
trimitere la documentele de
referinta: desene de executie, specificatii si la
proceduri de lucru existente;
q
Se face evaluarea
colaboratorilor/furnizorilor respectivi;
q
Receptia in cadrul
societatii a reperelor executate la colaboratori.
Evaluarea furnizorului
traditional se face anual de catre un responsabil cu evaluarea
si reevaluarea din cadrul compartimentului Aprovizionare pe baza unor
criterii de selectie:
Aptitudinea de a satisface
conditiile contractuale;
Aptitudinea de a satisface
conditiile sistemului de management al calitatii;
Criterii tehnice;
Ritmicitate, promptitudinea
livrarilor;
Competitivitatea pretului
produsului.
Studierea gradului de satisfacere
a clientilor se face pe baza: "Chestionarelor de evaluare a
satisfactiei clientilor" si a "Fiselor de evaluare a
gradului de satisfactie a clientului". Analiza datelor rezultate se face
de catre conducerea societatii care stabileste prin
actiuni corective-preventive metode de imbunatatire a calitatii
produselor.
Societatea a stabilit criterii clare
privind incadrarea si promovarea personalului pe baza competentei
si a experientei necesare fiecarei functii si loc de
munca.
In societate, activitatea de
productie se desfasoara in sectia de productie
care este divizata pe ateliere de productie mentionate in
organigrama.
In viitor societatea isi
propune ca atelierele de productie sa fie organizate si dotate
(zone special amenajate si delimitate, spatii, echipamente de lucru,
servicii suport, etc.) astfel incat sa poata executa si livra
produse finite, subansamble, conform profilului organizatiei si
specializarii compartimentelor respective.
La cresterea mediului de
lucru sunt luate in considerare urmatoarele:
Amplasarea locurilor de munca
in medii incalzite, fara umiditate cu iluminat si
circulatia aerului;
Reguli si indrumari
referitoare la securitate inclusiv utilizarea echipamentelor de protectie;
Igiena, curatenie,
zgomot, vibratie si poluare.
De aceea societatea este
preocupata permanent de asigurarea unui mediu de lucru adecvat, care
sa aiba o influenta pozitiva asupra motivarii,
satisfactiei si performantei personalului in scopul de a
creste performantele organizatiei.
1.2 Realizarea
produsului
Inainte
de prezentarea unei oferte (pentru licitatie) sau a acceptarii unui
contract sau comenzi societatea ia masuri pentru a se asigura ca sunt
indeplinite urmatoarele:
cerintele (conditiile)
specificate de catre client in oferta, comanda sau contract,
inclusiv cerintele legale si de reglementarile referitoare la
produs;
sunt solutionate orice fel de
diferente in cerintele comenzii sau cererii inainte de client si
conditiile oferite de societate prin oferta sau contract;
exista posibilitatea
necesara de a satisface complet cerintele precizate in oferta
sau contract sau orice alte cerinte suplimentare determinate de
organizatie.
Atunci cand
clientul solicita mostre, societatea ii furnizeaza mostrele
solicitate. Daca cererea de oferta/contractul/ comanda exprimata
de client nu este completa, se ia legatura cu acesta pentru clarificarea
tuturor problemelor. Modalitatile de comunicare sunt stabilite
adecvat, in scopul clarificarii informatiilor despre produs, tratarea
cererilor de oferta, a contractelor sau comenzilor si dupa caz a
reclamatiilor, inclusiv informatii despre comportarea produselor
dupa livrare.
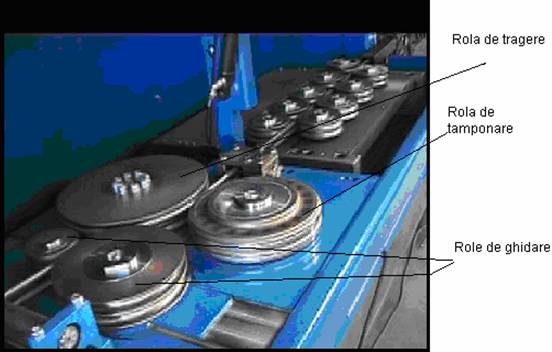
Rolul rolei de
tragere
Rola de tragere face parte din dispozitivul de alimentare al mașinii
de fasonat Twinmaster 16 II
Generalitati
Realizarea armaturilor
metalice utilizate in executia lucrarilor din beton armat necesita
manopera mare si numeros personal calificat, iar de calitatea
executiei armaturilor depinde intreaga structura de
rezistenta a cladirii executate.
Prin introducerea noilor
conditii de calitate din constructii o solutie pentru realizarea
armaturilor a fost crearea atelierelor specializate in realizarea
armaturilor care sa dispuna de masini automate de fasonat, iar
productia sa fie tinuta sub control din punct de vedere al tuturor
aspectelor.
2. Descrierea
masinii

Masina de indoit Twinmaster 16
II cu dubla indoire este destinata fasonarii etrierilor si
a indoirii barelor pentru armaturi, utilizand indoirea simultana a
doua fire (bare) cu posibilitatea indoirii ambelor capete ale barelor.
Pentru ca productivitatea sa
creasca si pentru a micșora la minim pierderile de material au fost
introduse dispozitive pentru prelucrarea direct din colaci a otelului
beton.

Functiile masinii de
indoit cat si a instalatiei pentru dubla indoire sunt controlate
de computerul de control, un PC standard cu soft Stema Shape Master dezvoltat
sub Linux.
Acest
soft permite alegerea a 99 de forme fixe, schimbarea formelor fixe in
functie de cerintele clientului si introducerea unei forme noi.
Un impact important al acestei instalatii
il are asupra reducerii timpului de fasonare (indoire) pe produs, fapt ce
determina cresterea productivitatii si implicit
costuri de productie mai mici.
3. Partile componente ale
mașinii
Principalele
parti componente ale mașinii sunt urmatoarele:
- unitatea de alimentare
- are rolul de a trage materialul pentru a
realiza trecerea ușoara a
materialului ( barelor )
prin dispozitivele de indreptare, taiere si
ulterior indoire.
- dispozitivul de indreptare si
antirasucire
Datorita faptului ca se utilizeaza
ca materie prima otel beton livrat in colaci este
necesar ca barele sa fie indreptate, cu
conditia ca materialul dupa indreptare sa-si pastreze
caracteristicile mecanice (limita de curgere si alungirea la rupere).
Sistemul antirasucire este foarte
important pentru asigurarea planeitatii etrierilor.
Practic trenul de role ce se
observa in fig. asigura
deformarea cu grade mici, gradual, pentru a rezulta o ecruisare cat mai
mica posibila și in acelasi timp impiedica bara
sa se rasuceasca.
- Dispozitivul de taiere
Dispozitivul de taiere este format dintr-o parte fixa si o
parte mobila. Partea taietoare
mobila, ce se observa in imaginea de mai jos,
cuprinde cutitul prins cu suruburi de o parghie masiva care este
actionata cu ajutorul unui motor electric comandat de computer, in
functie de valorile setate de operator.
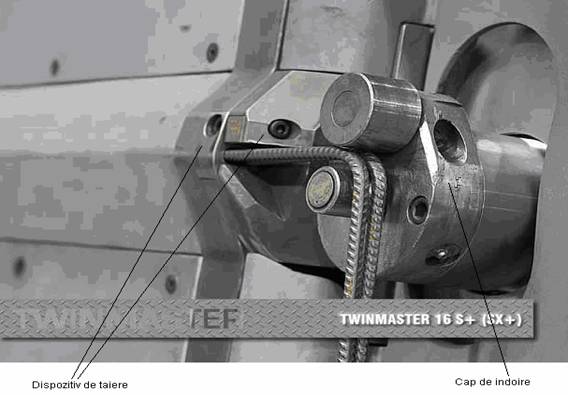
- Dispozitivul de indoire
Dispozitivul de indoire este format din capul
de indoire, cel care practic realizeaza indoirea barelor, si mecanismul de
antrenare al acestuia.
II . ANALIZA TEHNICA A
SISTEMULUI DE PRODUCTIE
Calculul regimului de aschiere
presupune stabilirea urmatoarelor elemente:
Alegerea masinii -unelte, pentru o alegere rationala
a masinii-unelte, se impune
luarea in considerare a unor factori
tehnico - economici, cum sunt cei privind forma si dimensiunile
semifabricatului, forma si dimensiunile suprafetelor de prelucrat,
conditiile tehnice de calitate impuse piesei prelucrate, volumul
productiei, masini-unelte disponibile in sectia de
prelucrari mecanice;
Scula aschietoare, care reprezinta elementul cu ajutorul
careia printr-o miscare
realizata manual sau de o
masina-unealta, se indeparteaza sub forma de
aschii o anumita cantitate de material de pe semifabricatul supus
prelucrarii.
Adancimea de
aschiere, t, in mm, este distanta pe directie normala
dintre
suprafata initiala a
taisului sculei (care caracterizeaza cota de reglaj) si
suprafata prelucrata, finala masurata perpendicular pe aceasta (care caracterizeaza
cota fazei sau operatiei de prelucrare).
Avansul de
aschiere, s, in mm/rot., este cantitatea de material desprinsa pe
directia miscarii
principale la o rotatie a piesei sau sculei.
Viteza de aschiere, v, in m/min., reprezinta distanta
parcursa de taisul sculei in
directia miscarii
principale pe unitatea de timp. Se calculeaza sau se adopta valoarea
acesteia din tabele;
Turatia;
Puterea motorului electric.
Norma tehnica de timp este
durata necesara pentru executarea unei operatii in conditii
tehnico-organizatorice determinate si cu folosirea cea mai
rationala a tuturor mijloacelor de productie.
Normele de timp pentru reperul rola de
tragere
Fig. 2.1. Structura normei tehnice de timp
Calculul
normei tehnice de timp presupune determinarea urmatorilor timpi:
Timpul de pregatire - incheiere:  , este durata
activitatilor ce se fac la
, este durata
activitatilor ce se fac la
inceputul prelucrarii unui lot
de piese si este conditionat de complexitatea reperelor de executat
si a utilajelor pe care se face prelucrarea, de forma de organizare a
reglarii utilajelor, calificarea reglorilor, etc;
Timpul operativ, alcatuit din doua componente:
timpul de baza:  si timpul
si timpul
ajutator:  . In cadrul timpului de baza se
desfasoara efectiv transformarea formei, dimensiunilor si
structurii materiei prime si
semifabricatelor pentru a deveni produse finite, iar in timpul ajutator se
realizeaza manuirile necesare pentru ca aceasta transformare sa
poata avea loc
. In cadrul timpului de baza se
desfasoara efectiv transformarea formei, dimensiunilor si
structurii materiei prime si
semifabricatelor pentru a deveni produse finite, iar in timpul ajutator se
realizeaza manuirile necesare pentru ca aceasta transformare sa
poata avea loc
( de exemplu: activitatea legata
de reglarea sculei in raport cu piesa, verificarea calitatii piesei,
timp de comanda, etc);
Timpul de deservire este in functie de specificul procesului tehnologic, de
nivelul inzestrarii tehnice, de
durabilitatea economica a sculelor, de sistemul de organizare a
ascutirii sculelor si a asigurarii locurilor de munca cu scule.
Ponderea cea mai mare in aceasta categorie de timp o are deservirea
tehnica respectiv inlocuirea sculelor uzate si reglarea din nou
a utilajului. La deservirea organizatorica
respectiv inlocuirea sculelor uzate si reglarea din nou
a utilajului. La deservirea organizatorica  se includ
activitati legate de intretinerea utilajelor, pastrarea
curateniei si ordinii la locul de munca, asezarea
semifabricatului pe un sistem de transport, predarea schimbului, etc. De multe
ori aceasta componenta se poate suprapune cu timpul de baza sau
ajutator.
se includ
activitati legate de intretinerea utilajelor, pastrarea
curateniei si ordinii la locul de munca, asezarea
semifabricatului pe un sistem de transport, predarea schimbului, etc. De multe
ori aceasta componenta se poate suprapune cu timpul de baza sau
ajutator.
Intreruperile care se includ in durata ciclului de fabricatie sunt numai cele legate
de desfasurarea
normala a procesului de productie si nu cele cauzate de
organizarea deficitara a productiei. Intreruperile tehnice sunt
dictate de procesele naturale ca: uscare, racire, imbatranire naturala sau cauzate de opriri tehnologice
ale utilajelor. Intreruperile organizatorice sunt cauzate de: lotizare
(asteptarea unei piese din lot pentru ca alte piese din lot sa
termine anumite operatii), de asteptare (pana la eliberarea
utilajelor in cazul ca acestea executa alte lucrari) si
datorate regimului de lucru planificat ( schimburi nelucratoare,
duminica, sambata libera, sarbatori legale). Tot
in cadrul intreruperilor sunt incluse si cele generate de durata refacerii capacitatii de munca,
timpul de odihna si necesitati firesti,  ;
;
Timpului normat pe
operatie:  , determinat cu relatia
, determinat cu relatia


n - numarul de bucati
de piese fabricate pe an.
Calculul regimului de aschiere
pentru reperul rola de tragere
si
normele de timp pentru reperul rola de tragere
OPERATIA 10 - DEBITARE
Semifabricatul este o bara de dimensiuni  (10 buc./ bara),
material OLC 45 STAS 880-80. Operatia se executa pe masina -
unealta fierastrau mecanic cu disc, cu ajutorul unei scule
aschietoare denumita panza pentru fierastrau mecanic
cu disc. Operatia se controleaza cu ajutorul unei rulete de
dimensiune 0 - 500 mm.
(10 buc./ bara),
material OLC 45 STAS 880-80. Operatia se executa pe masina -
unealta fierastrau mecanic cu disc, cu ajutorul unei scule
aschietoare denumita panza pentru fierastrau mecanic
cu disc. Operatia se controleaza cu ajutorul unei rulete de
dimensiune 0 - 500 mm.
10.1 CONTROL OPERATIE FINALA:
Operatia
finala se
controleaza cu o ruleta  .
.
OPERATIA 20 -
STRUNJIRE
Strunjirile se vor executa pe strungul normal SN  .
.
Aceasta operatie presupune
urmatoarele faze:
20.1 STRUNJIRE DE CAPAT
DREAPTA 
A.
Alegerea sculei aschietoare:
Se va alege un
cutit de strung  cu placuta vidia la
cu placuta vidia la  (STAS 6374/80).
(STAS 6374/80).
Perioada de functionare
a sculei, de la inceputul folosirii ei pana la atingerea unei uzuri egale
cu limita de uzura, se numeste durabilitatea economica:  min, in functie de sectiunea cutitului si
carbura utilizata.
min, in functie de sectiunea cutitului si
carbura utilizata.
Marimea uzurii
admisibile a sculei aschietoare se numeste limita de uzura
si se noteaza cu  ;
;  mm in functie de
materialul de prelucrat, de rugozitatea suprafetei prelucrate si de
felul taisului sculei.
mm in functie de
materialul de prelucrat, de rugozitatea suprafetei prelucrate si de
felul taisului sculei.
B.
Alegerea adancimii de aschiere:
Pentru adaosuri
simetrice, adancimea de aschiere se va calcula cu relatia:


 - adaosul de prelucrare ;
- adaosul de prelucrare ;
t - adancimea de aschiere.
C. Alegerea
avansului:
In cazul
lucrarilor de strunjire, valoarea avansului depinde de:
Rezistenta corpului cutitului;
Rezistenta placutei;
Eforturile admise de mecanismele de avans ale masinii -
unelte;
Rigiditatea piesei de prelucrat, a masinii - unelte
si a dispozitivelor;
Precizia prescrisa piesei;
Calitatea suprafetei prelucrate.
In functie
de materialul de prelucrat, diametrul piesei si adancimea de aschiere
se alege avansul :
 .
.
Din
caracteristicile masinii - unelte SN se alege avansul
apropiat 

D.
Determinarea vitezei de aschiere:
Viteza de aschiere se poate adopta sau calcula cu relatia:


 - coeficient ce
depinde de caracteristicile materialului care se prelucreaza si de
caracteristicile materialului sculei aschietoare;
- coeficient ce
depinde de caracteristicile materialului care se prelucreaza si de
caracteristicile materialului sculei aschietoare; 
T - durabilitatea economica a
sculei aschietoare; min
m - exponentul
durabilitatii; 
HB - duritatea materialului de
prelucrat;
 - exponentii
adancimii de aschiere, avansului;
- exponentii
adancimii de aschiere, avansului; 

n - exponentul duritatii
materialului supus prelucrarii; 
 - diferiti coeficienti care tin cont de
conditiile diferite de lucru in comparatie cu cele considerate.
- diferiti coeficienti care tin cont de
conditiile diferite de lucru in comparatie cu cele considerate.
Prin
coeficientul  se tine seama de
influenta sectiunii transversale a cutitului:
se tine seama de
influenta sectiunii transversale a cutitului:
q - suprafata sectiunii
transversale, in  ;
;
 - coeficient in functie de materialul prelucrat.
- coeficient in functie de materialul prelucrat.
Prin coeficientul
 se tine seama de
influenta unghiului de atac
principal:
se tine seama de
influenta unghiului de atac
principal:

 - unghiul de atac principal ;
- unghiul de atac principal ; 
 - exponent in
functie de natura materialului de prelucrat.
- exponent in
functie de natura materialului de prelucrat.
Prin coeficientul  se tine seama de
influenta unghiului
taisului secundar:
se tine seama de
influenta unghiului
taisului secundar:
a = 15 pentru scule armate cu
placute;
 - unghiul
taisului secundar.
- unghiul
taisului secundar.
Prin coeficientul  se tine seama de
influenta razei de racordare a
varfului cutitului:
se tine seama de
influenta razei de racordare a
varfului cutitului:

r - raza de racordare a
varfului cutitului;
 - exponent in
functie de tipul prelucrarii si de materialul de prelucrat.
- exponent in
functie de tipul prelucrarii si de materialul de prelucrat.

Prin coeficientul  se tine seama de
influenta materialului din care
este confectionata partea aschietoare a cutitului:
se tine seama de
influenta materialului din care
este confectionata partea aschietoare a cutitului:

Prin coeficientul  se tine seama de
materialul de prelucrat:
se tine seama de
materialul de prelucrat:

Prin coeficientul  se tine seama de
modul de obtinere a semifabricatului:
se tine seama de
modul de obtinere a semifabricatului:
 pentru materiale
tratate termic (imbunatatite)
pentru materiale
tratate termic (imbunatatite)
Prin coeficientul  se tine seama de
starea stratului superficial:
se tine seama de
starea stratului superficial:

Prin coeficientul  se tine seama de
forma suprafetei de degajare:
se tine seama de
forma suprafetei de degajare:
 pentru forma
plana.
pentru forma
plana.

Viteza de aschiere se corecteaza cu
coeficienti de corectie:
 coeficient in
functie de calitatea si rezistenta materialului;
coeficient in
functie de calitatea si rezistenta materialului;
 coeficient in functie de starea materialului.
coeficient in functie de starea materialului.

E.
Stabilirea turatiei:
Turatia se
determina cu relatia:


Din
caracteristicile masinii - unelte SN se alege turatia
imediat inferioara:  .
.
Se
calculeaza viteza reala de aschiere:

F.
Verificarea puterii efective:
Puterea efectiva
la strunjire se calculeaza cu relatia:

 - componenta
principala a fortei de aschiere, se alege in functie de
adancimea de aschiere si de avans, in daN;
- componenta
principala a fortei de aschiere, se alege in functie de
adancimea de aschiere si de avans, in daN; 

 - viteza reala de aschiere;
- viteza reala de aschiere;
 - randamentul
tehnologic.
- randamentul
tehnologic.
Din
caracteristicile masinii - unelte SN se alege puterea
motorului electric:  . Deci
. Deci  .
.
Stabilirea normei tehnice de
timp
In
cazul strunjirii, timpul de baza se calculeaza cu relatia:
l - lungimea de strunjire, in mm; 
 - lungimea de angajare a sculei aschietoare, in mm;
- lungimea de angajare a sculei aschietoare, in mm;
 -lungimea de
iesire a sculei aschietoare, in mm;
-lungimea de
iesire a sculei aschietoare, in mm;
 Se adopta:
Se adopta: 
i - numarul de treceri.
Timpul
de prindere si desprindere a semifabricatului este:  .
.
In
acest caz se va lua pentru prinderea semifabricatului:
si pentru desprinderea
semifabricatului:

Din
normative se aleg urmatorii timpi ajutatori:


 , pentru masuratori de control la prelucrarea pe
strunguri normale.
, pentru masuratori de control la prelucrarea pe
strunguri normale.

Timpul de deservire
tehnica: 
Timpul de deservire organizatorica:

Timpul
de odihna si necesitati firesti:

Timpul
de pregatire - incheiere: 
Timpul
normat:

20.2 STRUNJIRE DE CAPAT
STANGA 
G.
Alegerea sculei aschietoare:
Se va alege un
cutit de strung cu placuta vidia la (STAS 6374/80).
Perioada de functionare
a sculei, de la inceputul folosirii ei pana la atingerea unei uzuri egale
cu limita de uzura, se numeste durabilitatea economica: min, in functie de sectiunea cutitului si
carbura utilizata.
Marimea uzurii
admisibile a sculei aschietoare se numeste limita de uzura
si se noteaza cu ; mm in functie de
materialul de prelucrat, de rugozitatea suprafetei prelucrate si de
felul taisului sculei.
H.
Alegerea adancimii de aschiere:
Pentru adaosuri
simetrice, adancimea de aschiere se va calcula cu relatia:
- adaosul de prelucrare ;
t - adancimea de aschiere.
I. Alegerea
avansului:
In cazul
lucrarilor de strunjire, valoarea avansului depinde de:
Rezistenta corpului cutitului;
Rezistenta placutei;
Eforturile admise de mecanismele de avans ale masinii -
unelte;
Rigiditatea piesei de prelucrat, a masinii - unelte
si a dispozitivelor;
Precizia prescrisa piesei;
Calitatea suprafetei prelucrate.
In functie
de materialul de prelucrat, diametrul piesei si adancimea de aschiere
se alege avansul :
.
Din
caracteristicile masinii - unelte SN se alege avansul
apropiat
J.
Determinarea vitezei de aschiere:
Viteza de aschiere se poate adopta sau calcula cu relatia:
- coeficient ce
depinde de caracteristicile materialului care se prelucreaza si de
caracteristicile materialului sculei aschietoare;
T - durabilitatea economica a
sculei aschietoare; min
m - exponentul
durabilitatii;
HB - duritatea materialului de
prelucrat;
- exponentii
adancimii de aschiere, avansului;
n - exponentul duritatii
materialului supus prelucrarii;
- diferiti coeficienti care tin cont de
conditiile diferite de lucru in comparatie cu cele considerate.
Prin
coeficientul se tine seama de
influenta sectiunii transversale a cutitului:
q - suprafata sectiunii
transversale, in ;
- coeficient in functie de materialul prelucrat.
Prin coeficientul
se tine seama de
influenta unghiului de atac
principal:
- unghiul de atac principal ;
- exponent in
functie de natura materialului de prelucrat.
Prin coeficientul se tine seama de
influenta unghiului
taisului secundar:
a = 15 pentru scule armate cu
placute;
- unghiul
taisului secundar.
Prin coeficientul se tine seama de
influenta razei de racordare a
varfului cutitului:
r - raza de racordare a
varfului cutitului;
- exponent in
functie de tipul prelucrarii si de materialul de prelucrat.
Prin coeficientul se tine seama de
influenta materialului din care
este confectionata partea aschietoare a cutitului:
Prin coeficientul se tine seama de
materialul de prelucrat:
Prin coeficientul se tine seama de
modul de obtinere a semifabricatului:
pentru materiale
tratate termic (imbunatatite)
Prin coeficientul se tine seama de
starea stratului superficial:
Prin coeficientul se tine seama de
forma suprafetei de degajare:
pentru forma
plana.
Viteza de aschiere se corecteaza cu
coeficienti de corectie:
coeficient in
functie de calitatea si rezistenta materialului;
coeficient in functie de starea materialului.
K.
Stabilirea turatiei:
Turatia se
determina cu relatia:
Din
caracteristicile masinii - unelte SN se alege turatia
imediat inferioara: .
Se
calculeaza viteza reala de aschiere:
L.
Verificarea puterii efective:
Puterea
efectiva la strunjire se calculeaza cu relatia:
- componenta
principala a fortei de aschiere, se alege in functie de
adancimea de aschiere si de avans, in daN;
- viteza reala de aschiere;
- randamentul
tehnologic.
Din
caracteristicile masinii - unelte SN se alege puterea
motorului electric: . Deci .
Stabilirea normei tehnice de
timp
In
cazul strunjirii de capat stanga, timpul de baza se calculeaza
cu relatia:
l - lungimea de strunjire, in mm;
- lungimea de angajare a sculei aschietoare, in mm;
-lungimea de
iesire a sculei aschietoare, in mm;
Se adopta:
i - numarul de treceri.
Timpul
de prindere si desprindere a semifabricatului este: .
In acest caz se va lua pentru
prinderea semifabricatului:
si pentru desprinderea
semifabricatului:
Din
normative se aleg urmatorii timpi ajutatori:
, pentru masuratori de control la prelucrarea pe
strunguri normale.
Timpul de deservire tehnica:
Timpul de deservire organizatorica:
Timpul
de odihna si necesitati firesti:
Timpul
de pregatire - incheiere:
Timpul
normat:
20.3 CONTROL
OPERATIE FINALA:
Operatia
finala se
controleaza cu sublerul  .
.
OPERATIA 30 - STRUNJIRE EXTERIOARA
DE RAZA 
Aceasta
strunjire se executa cu ajutorul unui cutit cu raza , un cutit profilat.
Parametrii
regimului de aschiere sunt:
Norma
tehnica de timp
OPERATIA 40 - STRUNJIRE
CILINDRICA INTERIOARA 
Alegerea sculei aschietoare: cutit de strung cu placuta vidia la (STAS 6374/80).


- Alegerea adancimii de aschiere:
- Alegerea avansului de aschiere:


Din caracteristicile masinii - unelte SN se alege avansul
imediat inferior:

- Alegerea vitezei de aschiere:
Viteza de
aschiere se alege din tabel in functie de adancimea de aschiere
si de avans.

Viteza
aleasa se corecteaza cu coeficienti de corectie:


- Determinarea turatiei:
Turatia se
determina cu relatia:

Din
caracteristicile masinii - unelte SN se alege turatia
imediat inferioara:  .
.

- Verificarea puterii motorului electric:
Puterea
efectiva la strunjire se calculeaza cu relatia:
Din
caracteristicile masinii - unelte SN se alege puterea
motorului electric: . Deci .
Stabilirea normei tehnice de
timp
In
cazul strunjirii cilindrice interioare, timpul de baza se calculeaza
cu relatia:
l - lungimea de strunjire, in
mm;  mm
mm
- lungimea de angajare a sculei aschietoare, in mm;
-lungimea de
iesire a sculei aschietoare, in mm;
 Se adopta:
Se adopta:
i - numarul de treceri.
Timpul
de prindere si desprindere a semifabricatului este:  .
.

Timpul
de deservire tehnica:
Timpul
de deservire organizatorica: 
Timpul
de odihna si necesitati firesti:
Timpul
de pregatire - incheiere:
Timpul
normat: 
40.1 CONTROL OPERATIE FINALA:
Operatia
finala se controleaza cu sublerul .
OPERATIA 50 - FREZARE CU FREZA PROFILATA
Se executa 70 canale dispuse
radial pe canalele de tragere.
Parametrii regimului de aschiere sunt:
OPERATIA 60 -
GAURIRE
Operatia se executa
pe masina de gaurit radiala si presupune urmatoarele faze:
60.1
GAURIRE 
Se utilizeaza un dispozitiv de gaurit .
- Alegerea sculei aschietoare: burghiu din otel
rapid.
Parametrii
geometrici principali ai partii aschietoare a burghiului sunt
(STAS 575- 80):
Unghiul la varf stabilit in functie de materialul
prelucrat:  .
.
Unghiul de asezare ales in functie de diametrul
burghiului:  .
.
Unghiul de degajare ce depinde de unghiul de inclinare al
canalului elicoidal:  .
.
Diametrul burghiului: diametrul gaurii este egal cu
diametrul sculei. Miscarea de aschiere si miscarea de avans
sunt executate de burghiu, in timp ce piesa este fixa.
Uzura burghiului este definita prin uzura fortei de
asezare la prelucrare:  . Se adopta
. Se adopta  mm.
mm.
Durabilitatea economica functie de diametrul
sculei:  .
.
- Stabilirea adancimii de aschiere:
- Avansul, s: reprezinta deplasarea burghiului sau a piesei de-a
lungul axei, la o rotatie a arborelui principal al masinii.
Avansul mecanic la gaurire depinde
de:
Rezistenta burghiului;
Rigiditatea sistemului piesa- masina-
unealta- dispozitiv;
Prescriptii pentru precizia si calitatea
suprafetei gaurii prelucrate;
Rezistenta mecanismului de avans al masinii -
unelte.
 unde,
unde,
 - coeficient de
corectie in functie de lungimea gaurii;
- coeficient de
corectie in functie de lungimea gaurii; 
 - coeficient de avans,
in functie de felul prelucrarii;
- coeficient de avans,
in functie de felul prelucrarii; 
 mm/rot. Din caracteristicile masinii - unelte se
adopta:
mm/rot. Din caracteristicile masinii - unelte se
adopta:  mm/rot.
mm/rot.
- Viteza de aschiere, v si turatia n
 unde,
unde,
 - coeficienti in
functie de avans;
- coeficienti in
functie de avans;  si
si
 unde,
unde,
 - coeficient in functie de materialul prelucrat:
- coeficient in functie de materialul prelucrat:
 - coeficient in functie
de raportul durabilitatii reala si recomandata:
- coeficient in functie
de raportul durabilitatii reala si recomandata: 
 - coeficient in functie de lungimea gaurii
functie de diametru:
- coeficient in functie de lungimea gaurii
functie de diametru: 
 - coeficient in functie de
starea otelului:
- coeficient in functie de
starea otelului: 

T - durabilitatea economica;
m - exponentul
durabilitatii; 
 - exponentul avansului;
- exponentul avansului; 
 - exponentul diametrului;
- exponentul diametrului; 
Viteza se corecteaza cu:
 in functie de
starea materialului;
in functie de
starea materialului;
 in functie de
adancimea gaurii;
in functie de
adancimea gaurii;
 in functie de
rezistenta materialului;
in functie de
rezistenta materialului;

Se determina in continuare turatia sculei
aschietoare:

Se
alege din gama de turatii a masinii: 
Viteza
de aschiere reala: 
- Momentul la gaurire

D - diametrul burghiului in mm;
s - avansul in mm/rot;
 - coeficientii
si exponentii momentului;
- coeficientii
si exponentii momentului;

 - coeficient de corectie pentru moment;
- coeficient de corectie pentru moment;

 in functie de
grosimea relativa a miezului burghiului
in functie de
grosimea relativa a miezului burghiului  (ales in functie
de diametrul burghiului);
(ales in functie
de diametrul burghiului);


- Verificarea puterii motorului electric:
Puterea reala va fi:

Din caracteristicile
masinii - unelte se alege puterea motorului electric:
 . Deci
. Deci 
Stabilirea normei tehnice de timp
Timpul de baza pentru
operatia de gaurire se determina cu relatia:



Din
tabelul destinat normarii tehnice se aleg:
- timpul ajutator pentru prinderea si desprinderea piesei:
- timpul ajutator pentru comanda masinii - unelte:
- timpul ajutator pentru curatirea dispozitivului de
aschii:

tp,d =
0,29 min


 min
min
60.2 GAURIRE 
Se utilizeaza un dispozitiv de gaurit .
- Alegerea sculei aschietoare: burghiu din otel
rapid.
Parametrii
geometrici principali ai partii aschietoare a burghiului sunt
(STAS 575- 80):
Unghiul la varf stabilit in functie de materialul
prelucrat: .
Unghiul de asezare ales in functie de diametrul burghiului:
.
Unghiul de degajare ce depinde de unghiul de inclinare al
canalului elicoidal: .
Diametrul burghiului: diametrul gaurii este egal cu
diametrul sculei. Miscarea de aschiere si miscarea de avans
sunt executate de burghiu, in timp ce piesa este fixa.
Uzura burghiului este definita prin uzura fortei de
asezare la prelucrare: . Se adopta mm.
Durabilitatea economica functie de diametrul
sculei: .
- Stabilirea adancimii de aschiere:

- Avansul, s: reprezinta deplasarea burghiului sau a piesei de-a
lungul axei, la o rotatie a arborelui principal al masinii.
Avansul
mecanic la gaurire depinde de:
Rezistenta burghiului;
Rigiditatea sistemului piesa- masina-
unealta- dispozitiv;
Prescriptii pentru precizia si calitatea
suprafetei gaurii prelucrate;
Rezistenta mecanismului de avans al masinii -
unelte.
unde,
- coeficient de
corectie in functie de lungimea gaurii;
- coeficient de avans,
in functie de felul prelucrarii;
 mm/rot. Din caracteristicile masinii - unelte se
adopta: mm/rot.
mm/rot. Din caracteristicile masinii - unelte se
adopta: mm/rot.
- Viteza de aschiere, v si turatia n
unde,
- coeficienti in
functie de avans; si
unde,
- coeficient in functie de materialul prelucrat:
- coeficient in functie
de raportul durabilitatii reala si recomandata:
- coeficient in functie de lungimea gaurii
functie de diametru:
- coeficient in functie de
starea otelului:
T - durabilitatea economica;
m - exponentul
durabilitatii;
- exponentul avansului;
- exponentul diametrului;
Viteza se corecteaza cu:
in functie de
starea materialului;
in functie de
adancimea gaurii;
in functie de
rezistenta materialului;

Se determina in continuare turatia sculei
aschietoare:

Se
alege din gama de turatii a masinii: 
Viteza
de aschiere reala: 
- Momentul la gaurire
D - diametrul burghiului in mm;
s - avansul in mm/rot;
- coeficientii
si exponentii momentului;
- coeficient de corectie pentru moment;
in functie de
grosimea relativa a miezului burghiului (ales in functie
de diametrul burghiului);

- Verificarea puterii motorului electric:
Puterea reala va fi:

Din caracteristicile
masinii - unelte se alege puterea motorului electric:
. Deci
Stabilirea normei tehnice de timp
Timpul de baza pentru
operatia de gaurire se determina cu relatia:

Din
tabelul destinat normarii tehnice se aleg:
- timpul ajutator pentru prinderea si desprinderea piesei:
- timpul ajutator pentru comanda masinii - unelte:
- timpul ajutator pentru curatirea dispozitivului de
aschii:

tp,d =
0,29 min

 min
min
60.3 CONTROL
OPERATIE FINALA:
Operatia
finala se controleaza cu sublerul si micrometru de interior
OPERATIA 70 - FILETARE M10
Parametrii regimului de așchiere sunt

Verificarea puterii motorului
electric

Alegerea vitezei de așchiere
 m/min
m/min
Determinarea
momentului de torsiune
 Nm
Nm
OPERATIA 80 -
TRATAMENT TERMIC  HRC
HRC
Tratament
termic de imbunatatire consta intr-o calire
urmata de revenire inalta. Aceste oteluri de
imbunatatire au structura de echilibru formata din
ferita si perlita. Structura de echilibru asigura
prelucrabilitate prin aschiere corespunzatoare.
Prin acest tratament se
urmareste realizarea unor
proprietati de utilizare corespunzatoare si in primul rand
marirea rezilientei a alungirii la rupere, a rezistentei la
tractiune. Calirea este completa, temperatura de calire
fiind 850 ˚C. Racirea se efectueaza cu viteza
supracritica in ulei.
Temperatura de revenire este
determinata de asocierea de proprietati mecanice de rezistenta
si tenacitate. Cu cresterea temperaturii de revenire rezistenta
la tractiune, limita de curgere si duritatea se micsoreaza
considerabil fata de valorile realizate in urma calirii.
Prin revenire inalta se
obtine o structura sorbitica formata dintr-o masa de
ferita in care se afla dispersate particule globulare foarte fine de
cementita si carburi, caracterizata prin tenacitate
ridicata. Temperatura la revenire
este cuprinsa in intervalul 450˚C. In general, racirea dupa
revenire se efectueaza in aer, fiind cea mai economica.
Aceasta
operatie se executa intr-un cuptor cu atmosfera controlata.
Pentru ca incalzirea sa fie eficienta si economica,
este necesar ca temperatura cuptorului sa se aleaga cu 20-30˚C mai mare ca temperatura de incalzire
a piesei.
OPERATIA 90 - RECTIFICARE CILINDRICA  cu respectarea cotei 49 mm
cu respectarea cotei 49 mm
Rectificarea se realizeaza pe masina de rectificare universala
Alegerea sculei aschietoare: piatra abraziva cu
urmatoarele dimensiuni:  si
si  .
.
Din STAS 60111 -
84 se alege o piatra cilindrica plana  . Din tabel, in functie de materialul prelucrat si
tipul rectificarii, se aleg: materialul abraziv En, granulatia 40,
duritatea J, liantul C. Durabilitatea este:
. Din tabel, in functie de materialul prelucrat si
tipul rectificarii, se aleg: materialul abraziv En, granulatia 40,
duritatea J, liantul C. Durabilitatea este:  , in functie de tipul rectificarii,
latimea si diametrul discului abraziv.
, in functie de tipul rectificarii,
latimea si diametrul discului abraziv.
- Adancimea de aschiere si numarul de treceri:
Adancimea de
aschiere se alege simultan cu avansul de patrundere .
Numarul de
treceri se calculeaza cu relatia:

In functie
de tipul rectificarii, materialul de prelucrat, diametrul si lungimea
rectificarii se alege adaosul de prelucrare pe diametru  .
.
In functie de
tipul rectificarii se alege adancimea de aschiere
corespunzatoare unei treceri:  .
.
- Stabilirea avansurilor:
Sunt necesare
avansul longitudinal: 
 si avansul de patrundere:
si avansul de patrundere:

 sau
sau  .
.

 - avansul longitudinal in fractiuni din
latimea discului abraziv;
- avansul longitudinal in fractiuni din
latimea discului abraziv;
B - latimea
discului abraziv, mm.
 prin metoda avansului
longitudinal.
prin metoda avansului
longitudinal.
- Stabilirea vitezei de
aschiere si a vitezei de rotatie a piesei:
Viteza de
aschiere la rectificare este considerata viteza de rotatie a
discului abraziv v, in m/s, pentru care se recomanda:  in functie de
materialul de prelucrat si tipul rectificarii.
in functie de
materialul de prelucrat si tipul rectificarii.
Viteza de
rotatie a piesei,  , se calculeaza cu relatia:
, se calculeaza cu relatia:
d - diametrul piesei; 
T - durabilitatea discului abraziv;
 - coeficient de corectie in functie de
durabilitatea discului abraziv;
- coeficient de corectie in functie de
durabilitatea discului abraziv; 
 - coeficient de corectie in functie de
latimea discului abraziv;
- coeficient de corectie in functie de
latimea discului abraziv; 

- Stabilirea fortei principale de aschiere:

 - coeficient de
corectie al fortei care depinde de natura materialului;
- coeficient de
corectie al fortei care depinde de natura materialului;


Turatia
discului abraziv: 
Din
caracteristicile masinii de rectificat se alege turatia: 
Viteza de aschiere
reala a discului abraziv va fi:

- Stabilirea vitezei de avans a piesei:
In functie de adancimea
de aschiere, avansul longitudinal si diametrul de rectificat se alege
viteza de avans a piesei:  .
.
Se calculeaza in
continuare turatia piesei:

Din caracteristicile
masinii - unelte se alege turatia reala a piesei:  .
.
In aceste conditii,
viteza de avans reala va fi:

- Stabilirea vitezei longitudinale a mesei:

Viteza
longitudinala a mesei calculata, se poate realiza pe masina
aleasa care permite o reglare continua a vitezei mesei in limitele  .
.
- Verificarea puterii
Puterea necesara operatiei de
rectificare pentru actionarea piesei, se determina cu relatia:
- rectificare cu avans longitudinal:

- rectificare cu avans de patrundere:

B - latimea discului
abraziv;
 - coeficient de
corectie in functie de duritatea discului abraziv;
- coeficient de
corectie in functie de duritatea discului abraziv; 
 - coeficient de
corectie in functie de latimea discului abraziv si
diametrul de rectificat;
- coeficient de
corectie in functie de latimea discului abraziv si
diametrul de rectificat; 

Puterea necesara
actionarii piesei se poate calcula cu relatia:
Aceasta putere se
corecteaza cu:
, in functie de
latimea si duritatea pietrei;
 , in functie de diametrul pietrei.
, in functie de diametrul pietrei.
Puterea
reala va fi: 
Din
caracteristicile masinii - unelte se gaseste puterea:  . Deci
. Deci  .
.
Stabilirea normei tehnice de
timp
Timpul de baza se
determina cu relatia:
L - lungimea cursei;  , unde
, unde
l
- lungimea de rectificat; 
 - latimea de
rectificat;
- latimea de
rectificat; 

h - adaosul de prelucrare pe
raza; 
k -coeficient; k = 3,9.
Timpii auxiliari se aleg astfel:
 , pentru prinderea si desprinderea semifabricatului;
, pentru prinderea si desprinderea semifabricatului;
 , pentru apropierea sculei de piesa;
, pentru apropierea sculei de piesa;
 , pentru cuplarea avansului longitudinal;
, pentru cuplarea avansului longitudinal;
 , pentru cuplarea turatiei piesei;
, pentru cuplarea turatiei piesei;
 , pentru masuratori de control.
, pentru masuratori de control.
Timpul
de deservire tehnico - organizatorica este:

tp,d
= 0,29 min
Timpul
de odihna si necesitati firesti: 
Timpul
de pregatire - incheiere:
 , pentru prinderea piesei.
, pentru prinderea piesei.
 , pentru primirea si predarea documentelor tehnologice
, pentru primirea si predarea documentelor tehnologice

Tn
= 1,16 min
90.1 CONTROL OPERATIE: micrometru 
AMPLASAMENTUL OPTIM AL
UTILAJELOR IN
SISTEMUL DE PRODUCTIE
Pentru ca un loc de
munca este format din mijloace fixe necesare efectuarii unui obiectiv
specific, putem considera locul de munca o mini - intreprindere. Cu toate
ca are un obiectiv limitat, locul de munca este foarte important.
Productivitatea unei firme este cu siguranta in legatura cu
productivitatea fiecarui loc de munca din cadrul ei.
Un loc de munca include
spatiu pentru echipamente, materiale si personal. Spatiul
necesar unui loc de munca se constituie din spatii pentru:
Echipament;
Miscarile masinii;
Intretinerea masinii;
Exploatarea masinii.
Locurile de munca trebuie proiectate astfel
incat:
Operatorul sa poata ridica si
descarca materialele fara sa se plimbe sau sa se
intinda departe cu miscari stinghere;
Operatorul sa fie folosit eficient;
Sa minimizeze timpul consumat cu manipularea
manuala a materialelor;
Sa maximizeze confortul si siguranta
operatorului precum si
productivitatea acestuia;
Sa se minimizeze factorii ca oboseala,
incordarea si pericolul.
Determinarea necesarului de utilaje
Determinarea tipului productiei caracterizeaza
stabilitatea nomenclatorului de produse, volumul productiei si gradul
de specializare a sistemelor de productie (locuri de munca, ateliere,
sectii, intreprinderi). Importanta este destul de mare deoarece tipul
productiei determina structura de productie a intreprinderii.
Principalele tipuri de productie sunt:
Productia individuala (de unicate) care este
neomogena, are un nomenclator larg de produse si este vriabila
in timp.
Productia de serie, care este neomogena, are un
nomenclator limitat de produse, iar fabricatia se
desfasoara pe loturi. Aceasta productie de serie poate
fi de 3 feluri
- de serie mica
- de serie mijlocie
- de serie mare
Productia
de masa, care este omogena si are un caracter permanent.
La
analiza tipului productiei se iau ca date initiale urmatoarele:
- Nomenclatorul de produse fabricate
- Planul anual de productie pentru fiecare reper
fabricat: Q [buc/an]
- Normele de timp pentru fiecare operatie
Regimul de lucru
numarul de zile, z
durata unui schimb, ds;
numarul de schimburi, ns;
Stabilitatea tipului productiei presupune utilizarea
unor criterii si metode de apreciere corecta a acestora, mai utilizat
fiind:
Metoda indicilor globali
Metoda indicilor de constanta
Metoda indicilor de dotare
Caracterul
productiei in vom stabili cu ajutorul metodei indicilor de
constanta.
Timpul
disponibil Td, reprezinta timpul efectiv de care dispune sistemul de
productie intr-un an calendaristic pentru realizarea sarcinii de
productie:
 [buc/an]
[buc/an]
Unde:
 - timpul calendaristic
(365 zile)
- timpul calendaristic
(365 zile)
 - timpul de sarbatori
legale, concedii (numarul de zile nelucratoare - 110 zile)
- timpul de sarbatori
legale, concedii (numarul de zile nelucratoare - 110 zile)
 - coeficientul
reparatiilor utilajelor (a=2.5%)
- coeficientul
reparatiilor utilajelor (a=2.5%)
 schimb
schimb
 h/schimb
h/schimb
 h/an
h/an
Se va adopta  h/an.
h/an.
Pentru determinarea tipului productiei se
foloseste metoda coeficientului sistemului de productie  .
.

Unde
 - ritmul de fabricatie
pentru reperul i
- ritmul de fabricatie
pentru reperul i
 - timpul
normat pentru operatia j la reperul i
- timpul
normat pentru operatia j la reperul i

In care:
 - timpul disponibil
- timpul disponibil
 - productia
anuala
- productia
anuala
 buc/an
buc/an
 min/buc
min/buc
Timpul productiei se apreciaza in functie de
valorile lui .
|
|
Tipul
productiei
|
|

|
Masa
|
|

|
Serie
mare
|
|

|
Serie
mijlocie
|
|

|
Serie
mica
|
|

|
Unicat
|
In tabelul urmator se prezinta valorile lui si aprecierea
privind tipul productiei pentru fiecare operatie in parte
Tab.2.2.1
|
Nr. operatiei
|
Denumirea operatiei
|
 [min/buc] [min/buc]
|
|
Tipul productiei
|
|
Debitare
|
|
|
Unicat
|
|
Strunjire ext degrosare
|
|
|
Unicat
|
|
Strunjire ext de raza R7
|
|
|
Unicat
|
|
Strunjire int
|
|
|
Unicat
|
|
Frezare
|
|
|
Unicat
|
|
Gaurire
|
|
|
Unicat
|
|
Filetare
|
|
|
Unicat
|
|
Tratament termic
|
|
|
Unicat
|
|
Rectificare cilindrica
|
|
|
Unicat
|
|
Control final
|
|
|
Unicat
|
|
Spalare
|
|
|
Unicat
|
|
Ambalare
|
|
|
Unicat
|
Concluzii
Se constata faptul ca sistemul de productie va fi
organizat in conformitate cu productia unicat ale carui
caracteristici sunt printre altele
volumul productiei foarte redus
dotare tehnica cu utilaje universale, preponderent
pentru reperul analizat
gradul de dotare al sculelor, dispozitivelor si
verificatoarelor este mare.
Determinarea lotului optim
In vederea calcularii marimii lotului de
fabricatie se realizeaza minimizarea cheltuielilor cu loturile de
productie.
Mersul de calcul este urmatorul:
 ;
;
 ;
;
In care
 - marimea lotului
de fabricatie
- marimea lotului
de fabricatie
 - lotul
optim;
- lotul
optim;
- pierderi din
imobilizari [lei/buc];
 - cheltuieli de
pregatire - incheiere si beneficii nerealizate, datorita
nefunctionarii utilajelor [lei/lot];
- cheltuieli de
pregatire - incheiere si beneficii nerealizate, datorita
nefunctionarii utilajelor [lei/lot];
Marimile a si b se determina cu
urmatoarele relatii:
 ;
;
 ;
;
In care:
 - costul unei piese
inainte de inceperea prelucrarii (costul semifabricatului)
- costul unei piese
inainte de inceperea prelucrarii (costul semifabricatului)
 - costul
prelucrarii;
- costul
prelucrarii;
salarii directe, :
:
 ;
;
impuneri, I 26,75 (CAS 20.8 / somaj 0,5 / CASS 5,2 / fond
garantare 0.25 = 26.5)
regie de sectie, R 200%Sd
T - perioada de referinta;
T = 365 zile;
pi - pierderi din imobilizari
calculte la o dobanda anuala de 40%
 [%/zi];
[%/zi];
NT - norma de timp;
tpi - timpul de pregatire - incheiere
COND - utilajul conducatorului  Masina de
strunjit.
Masina de
strunjit.
rp - rata profitului (15%);
Q - planul anual de productie 500 buc/an;
Fiind
prezentata metodologia de lucru se va calcula astfel:
Costul
materialului aprovizionat (costul semifabricatului):
 lei/buc;
lei/buc;
Costul prelucrarii
 lei
lei
 lei/ora
lei/ora
Rezulta astfel
 lei/buc;
lei/buc;
 lei/buc;
lei/buc;
Pierderile din imobilizari sunt
;
 lei/buc;
lei/buc;
Utilajul conducator ales este Masina de
strunjit care are:
 min;
min;
 min;
min;
;
 lei/lot;
lei/lot;
Lotul optim se calculeaza cu formula
;  piese/lot;
piese/lot;
Se va adopta lotul optim de  piese/lot;
piese/lot;
Numarul de lansari ale lotului de
fabricatie, NI:
 lansari/an;
lansari/an;
Periodicitatea lansarilor:
 zile;
zile;
Recalcularea normelor de timp tinand cont de
marimea lotului:
 ;
;
Tab.2.2.2
|
Nr. op.
|
Denumirea operatiei
|
NT0 [min]
|
tpi/100
|
tpi/200
|
NT1 [min]
|
|
Debitare
|
|
|
|
|
|
Strunjire ext degrosare
|
|
|
|
|
|
Strunjire ext de raza R7
|
|
|
|
|
|
Strunjire int
|
|
|
|
|
|
Frezare
|
|
|
|
|
|
Gaurire
|
|
|
|
|
|
Filetare
|
|
|
|
|
|
Tratament termic
|
|
|
|
|
|
Rectificare cilindrica
|
|
|
|
|
|
Control final
|
|
|
|
|
|
Spalare
|
|
|
|
|
|
Ambalare
|
|
|
|
|
Fisa tehnologica a rolei
de tragere
Tab.2.2.3
|
Nr. op.
|
Denumirea operatiei
|
Timp normat [min]
|
|
Debitare
|
|
|
Strunjire ext degrosare
|
|
|
Strunjire ext de raza R7
|
|
|
Strunjire int
|
|
|
Frezare
|
|
|
Gaurire
|
|
|
Filetare
|
|
|
Tratament termic
|
|
|
Rectificare cilindrica
|
|
|
Control final
|
|
|
Spalare
|
|
|
Ambalare
|
|
|

|
|
Determinarea
volumului de productie pe operatie
Prin cercetarea pietei se obtine cantitatea de
produse. La aceasta cantitate se adauga si pierderile grupate in pierderi tehnologice si
rebuturi.
O evaluare a procentului de rebuturi la fiecare
operatie se poate realiza pe baza de date istorice sau prin estimare
din operatii similare.
Procentul de rebuturi se poate reduce prin:
- automatizarea procesului prin eliminarea factorului subiectiv;
- admiterea unor tolerante mai mari;
- aplicarea calitatii la sursa, nu la final;
- utlilizarea unor tehnici de prevenire a rebuturilor;
 - cantitatea de piese
(produse) semifinite fara defecte la iesirea din operatia
k;
- cantitatea de piese
(produse) semifinite fara defecte la iesirea din operatia
k;
 - cantitatea de piese
(produse) semifinite fara defecte la intrarea din operatia k;
- cantitatea de piese
(produse) semifinite fara defecte la intrarea din operatia k;
 ;
;
 ;
;
In general:  ;
;
 - estimarea pe
piata (sarcina de productie)
- estimarea pe
piata (sarcina de productie)
Pentru:
|
Debitare
|

|
|
Strunjire
|

|
|
Frezare
|

|
|
Gaurire
|

|
|
Filetare
|

|
|
Tratament termic
|

|
|
Rectificare cilindrica
|

|
|
Control final
|

|
|
Spalare
|

|
 piese
piese
Tab.2.2.4
|
Nr. Crt.
|
Operatia
|
Cantitatea prevazuta [buc]
|
N Numar previzionat de unitati bune [buc]
|
|
Debitare
|
|
|
|
Strunjire
|
|
|
|
Frezare
|
|
|
|
Gaurire
|
|
|
|
Filetare
|
|
|
|
Tratament
termic
|
|
|
|
Rectificare
|
|
|
|
Control final
|
|
|
Calculul necesarului de masini si echipamente
 , unde:
, unde:
 - timpul necesar
pentru o operatie
- timpul necesar
pentru o operatie
- timpul disponibil
aferent
Numarul de masini:

- numarul de
bucati (sarcina de lucru)
- timp
normat, min
 [ore]
[ore]
 - numar de zile
calendaristice
- numar de zile
calendaristice
 - zile
nelucratoare dintr-un an
- zile
nelucratoare dintr-un an
- numar
de schimburi pe zi
 - numar
de ore pe schimb
- numar
de ore pe schimb
 - coeficient
cauzat de intreruperi pentru reparatie, intretinere si accidente
- coeficient
cauzat de intreruperi pentru reparatie, intretinere si accidente
 ore
ore
Se lucreaza cu  ore/an
ore/an
1. Debitare
 min
min

Se
adopta  bucata
bucata
2. Gaurire
|
burghiere Ø 13
|
|
1,35 min
|
|
burghiere Ø 8
|
|
1,11 min
|
|
adancire
conica
|
|
1,12 min
|
|
 min min
|

Se
adopta  bucata.
bucata.
3. Strunjire
|
strunjire ext
de degrosare
|
|
2,66 min
|
|
strunjire ext
de degrosare
|
|
1,75 min
|
|
 min min
|

Se adopta  bucata.
bucata.
4. Frezare
 min
min

Se
adopta  bucata.
bucata.
5. Filetare
 min
min

Se
adopta  bucata.
bucata.
6. Spalare
 min
min

Se
adopta  bucata.
bucata.
7. Tratament termic
 min
min

Se
adopta  bucata.
bucata.
8. Rectificare

Se
adopta  bucata.
bucata.
9. Control
 min
min

Se
adopta  bucata.
bucata.
2.3 Determinarea necesarului
de suprafata a sistemului
de
productie
Se
determina, mai intai, necesarul de spatii pentru locurile de
munca individuale, pentru productie si birouri si apoi
necesarul pe departament.
Suprafata statica, Ss,
reprezinta suprafata necesara pentru fiecare masina
incluzand cursa masinii si se determina inmultind
latimea l a masinii cu
adancimea a a masinii totala.
 , unde l = lm + cm1 si a = am + am1 .
, unde l = lm + cm1 si a = am + am1 .
lm - latimea propriu -
zisa;
cm1 - cursa pe latime;
am - adancimea propriu -zisa;
am1 - cursa pe adancime.
Suprafata de gravitatie,
Sg, reprezinta suprafata necesara deservirii
utilajului de catre operator, depozitarea materialelor si pieselor la
locul de munca:
 ,unde nls reprezinta numarul
laturilor de servire a masinii.
,unde nls reprezinta numarul
laturilor de servire a masinii.
Suprafata de evolutie, Se,
reprezinta suprafata necesara transportului interoperatii
si de caile de acces:
 , unde k
reprezinta coeficient stabilit experimental, k=0,05 . 3. Se adopta k =
2.
, unde k
reprezinta coeficient stabilit experimental, k=0,05 . 3. Se adopta k =
2.
Suprafata
totala se determina cu formula: ST = Se + Ss + Sg .
Aceasta suprafata, pentru toate masinile din cadrul unui
loc de munca, va reprezenta spatiul necesar pentru acel loc de
munca.
Tabel 4.2.1 Suprafete
necesare pentru fiecare utilaj
|
Nr. Crt.
|
Masina / echipament
|
Ss, m2
|
nls
|
Sg, m2
|
Se,, m2
|
STOT, m2
|
ni, bucati
|
STOT*ni,
bucati
|
|
Masina de debitat
|
|
|
|
|
|
|
|
|
SN 400 x 1500
|
|
|
|
|
|
|
|
|
Masina de frezat
|
|
|
|
|
|
|
|
|
Masina de rectificat
|
|
|
|
|
|
|
|
|
Total 1:135 m2
|
|
Tratament termic - cuptor
|
|
|
|
|
|
|
|
|
Total 2:84 m2
|
Suprafata
de productie se determina insumand Total 1 si Total 2. Va
rezulta o suprafata de
productie de 219 m2.
Zonele
pentru materialele care trec pe la un loc de munca sunt formate din
spatii pentru:
Receptia si depozitarea
materialelor;
Materialele care se afla in
prelucrare;
Stocarea si transportul
materialelor;
Stocarea, transportul
deseurilor (resturilor si aschiilor) si indepartarea
rebuturilor;
Scule, elemente de ghidare,
elemente de fixare, materiale de intretinere.
Dimensionarea facilitatilor de
intretinere si reparatii
Aceasta
dimensionare realizeaza functia principala, cea de
productie, ce implica si existenta altor functii,
secundare care contribuie la realizarea celei principale, de
mentenanta a mijloacelor de productie.
Neasigurarea
mentenantei are consecinte negative masive:
a) marirea costurilor de productie: datorita cresterii
timpului in care personalul direct productiv nu lucreaza, in vederea
repararii utilajelor, fie prin oprirea fabricatiei a urmare a
imposibilitatii repararii;
b) evaluarea incorecta a capacitatii de productie
disponibila: datorita imposibilitatii de estimare
exacta a timpului de nefunctionare cauzat de caderile
accidentale;
c) executarea de produse cu consum ridicat de energie si materiale
auxiliare sau cu parametrii inexacti, ca urmare a dereglarii si
uzarii neinlaturate la timp;
d) imposibilitatea elaborarii unor programe dupa modelul "just in time", care impune
functionarea utilajelor intr-un timp constant ce asigura livrarea de
produse la termene precise.
Pentru
intretinere si reparatii sunt necesari un lacatus
si un electrician .
Decizia privind modul de organizare a repararii poate fi:
in cadrul sistemului care
exploateaza utilajele;
in intreprinderi specializate la
nivel national sau zonal.
Decizia care se ia, in acest caz, este prima, datorita
urmatoarelor avantaje:
a)
rapiditatea interventiei in
cazul unei caderi accidentale;
b)
flexibilitatea marita a
lucrarilor de reparatie;
c)
costuri reduse;
d)
relatii de informare bune
intre beneficiar si executant.
In exterior se
fac reparatiile capitale si cele ale unor utilaje de complexitate
foarte mare.
Necesarul de
suprafata pentru sectia de intretinere si
reparatii se determina astfel:
a.
pentru masini: S = 40m2;
b. pentru lacatusarie si montaj: S = 16 m2/om;
c.
pentru electricieni: S = 8 m2/om;
STOT = 40 +16 + 8 =
64 m2
Proiectarea si organizarea
facilitatilor de manipulare a materialelor
Facilitatile
de manipulare se refera la acele facilitati care asigura
deplasarea, depozitarea, protectia si controlul materialelor, pieselor, componentelor.
Valoarea de
intrebuintare a unui produs (bun sau serviciu) depinde, in mod direct, de
apropierea, in timp si spatiu, a tuturor facilitatilor care
determina procesul de transformare.
Efectul direct al
desfasurarii, la momente de timp diferite, a transformarilor
tehnologice, si in spatii diferite, poate conduce la exploatarea
insuficienta a capacitatilor de productie, a fortei de
munca, la pierderea de materiale, energie, timp.
Activitatile
de manipulare, transport si depozitare a materialelor au o pondere de
15 . 70% din costul total care nu contribuie la crearea valorii de
intrebuintare a lor.
O componenta
semnificativa in reducerea pretului produsului o constituie reducerea
costurilor afectate activitatii de manipulare, transport si
depozitare.
Se vor folosi vehicule industriale: carucioare,
cricuri pentru palete, stivuitoare
electrice.
Planificarea si depozitarea
facilitatilor de depozitare
Depozitul este
denumit si dispozitiv de transport in timp si trebuie sa
inmagazineze materialele, componentele, produsele care sunt utilizate pentru a
echilibra si a face fata diferitelor variatii intre
programul de productie si cerere. Depozitul trebuie sa fie
situat langa punctul de productie si poate fi caracterizat prin
transferul de palete pline in si din sistem,
Elemente de
depozitare sunt necesare pentru stocarea sau depozitarea de scurta /
lunga durata si reduc costurile de transport prin aprovizionare
in cantitati mai mari.
Functiile
depozitarii:
receptionarea, preluarea
materialelor intrate in depozit, asigurarea ca, cantitatea si
calitatea acestor materiale este cea comandata, repartizarea materialelor
pentru stocare si alte functii;
plasarea in stoc, ce implica
transport si asezare;
stocarea si inmagazinarea:
pastrarea fizica a marfii in timp ce asteapta comanda;
alegerea comenzii: procesul de
selectare si unitare a articolelor din stoc catre zona de livrare;
analizarea si livrarea,
verificarea comenzii, impachetarea ei intr-un container de expediere,
realizarea actelor de expediere, operatii de cantarire pentru a
determina incarcatura ce urmeaza a fi livrata, acumularea
ordinelor pentru desemnarea transportatorului, stabilirea mijloacelor de
incarcare.
Facilitatile
necesare pentru realizarea activitatii de receptie, includ:
a)
spatiul aferent pentru
stationarea transportatorului;
b)
rampa pentru facilitarea
descarcarii transportatorului;
c)
suficient spatiu pentru a
plasa bunurile cu prioritate de livrare;
d)
birou pentru realizarea
documentelor.
Facilitatile
necesare pentru realizarea activitatii de livrare, cuprind:
a)
suficient spatiu pentru
pastrarea comenzilor ce urmeaza a fi livrate;
b)
suficient spatiu pentru
stationarea transportatorului;
c)
birou pentru intocmirea
formularelor de livrare;
d)
rampa pentru facilitarea
incarcarii transportatorului.
Receptia si livrarea
trebuie coordonate. De regula, fluxul de material este: vanzator -
receptie - stocare - productie - depozitare - livrare - transport -
consumator.
Caile de acces sunt caracterizate de unele
particularitati;
caile
bidirectionale de acces trebuie sa fie de cel putin 7 m
latime;
caile de acces unice vor
avea cel putin 3,5 m latime;
daca exista trafic
in pietonal, se prevede o cale separata pentru aceasta, cu o
latime de 1,2 m;
portile de acces cu
trafic in ambele sensuri vor avea o deschidere de cel putin 8,5 m, iar
pentru un singur sens 4 metri;
pentru accesul pietonal,
poarta va avea o deschidere de cel putin 1,8 m;
toate intersectiile in
unghi drept vor avea o raza de cel putin 15 m;
daca este posibil, tot
traficul va circula in sens invers acelor de ceasornic, pentru ca
intoarcerea spre stanga este mai usor si sigur de efectuat;
in dreptul rampelor,
suprafata de stationare pentru camioane va fi suficient de mare
pentru a putea tine in asteptare un numar maxim de mijloace de
transport, in orice moment.
Lungimea rampei trebuie sa fie
intre 6 - 8m, latimea rampei 3 - 3,5m iar in fata rampei minim
20m liberi
Suprafata necesara la receptie si livrare, include:
a) birou;
b) spatiu pentru intretinerea
materialului necesar echipamentelor de manipulare;
c) spatiu pentru depozitarea materialelor de
ambalare - etichetare;
d) parcare pentru echipamente de manipulare si transport
intern;
e) spatiu pentru manevrarea
echipamentelor de manipulare;
f) zona de stationare
si tampon.
Planificarea si
organizarea facilitatilor auxiliare si de sprijin
Se stie ca o treime din viata angajatilor se
desfasoara in cadrul firmei. Pentru ca activitatea acestora
sa fie performanta si reconfortanta, pe langa
facilitatile specifice fiecarui loc de munca, in
intreprindere este realizat si un ansamblu de facilitati
auxiliare si de sprijin. Acestea pot fi impartite in doua
mari categorii:
Facilitati pentru deservirea personalului;
Alte facilitati auxiliare ( solutii constructive privind
protectia la actiunea mediului exterior, asigurarea confortului
interior, alimentarea cu energie electrica, iluminatul si sistemele
de siguranta si protectie).
Facilitatile
pentru deservirea personalului au o arie extinsa in interiorul firmei
incepand cu parcarile si vestiarele angajatilor si
continuand cu grupurile sanitare, spatiile pentru servirea mesei.
Spatii pentru parcarea
autoturismelor angajatilor
Dimensionarea
suprafetelor pentru parcarea autoturismelor cuprinde urmatoarele
etape:
Determinarea numarului
maxim de autoturisme parcate;
Determinarea spatiului
necesar pentru fiecare autoturism in parte si pentru ansamblul acestora;
Identificarea spatiului disponibil pentru
parcare;
Studierea variantelor de
parcare (subterane, la suprafata, etajate);
Alegerea variantei optime
care utilizeaza cel mai bine spatiul disponibil si
maximizeaza confortul angajatului.
Daca circula mijloace de transport
publice se recomanda 1 loc de parcare la 3 angajati, iar in lipsa
mijloacelor de transport, 1 loc de parcare la 2 angajati; pentru
persoanele cu handicap, se recomanda 2 . 5 spatii de parcare la 100 de
locuri disponibile.
Suprafetele
de parcare necesare pentru un autoturism variaza:
9,45m2 (2,1*4,5) . 16,25
(2,85*5,7); la 2 angajati un loc de parcare. La totalul spatiilor de
parcare se adauga spatiul de acces.
Spatii pentru schimbarea tinutei vestimentare a
angajatilor
La intrarea sau
iesirea din activitatea productiva, angajatii isi
schimba, partial sau total, tinuta vestimentara, bunurile
personale fiind pastrate sau restituite. Acestea pot fi
imbracaminte, posete sau serviete cu obiecte cuprinse in ele,
mancare. Daca angajatii nu-si schimba intreaga
vestimentatie, atunci este suficient ca, la locul de munca, sa
se prevada cuiere, umerase si rafturi de depozitare. Daca
este necesara schimbarea intregii vestimentatii, atunci se
prevad dulapioare amplasate in vestiare, pentru femei si
barbati.
Fiecarui
angajat trebuie sa i se asigure un dulapior avand suprafata
orizontala de 0,5 metri si inaltimea corespunzatoare
imbracamintei depozitate. Vestiarele sunt amplasate in lungul
partii exterioare a peretelui suprafetei de productie
adiacent intrarii angajatilor.
Spatiul pentru igienizarea angajatului
In aceste zone
este oportun sa se prevada si alte facilitati:
dusuri, toalete, cabinete medicale.
Pentru
grupuri sanitare:
a) un scaun de WC necesita
1,5m2;
b) un urinal si o
chiuveta necesita 0,6m2;
c) spatiul liber din
fata urinalelor este de 2,3m2
d) spatiul intre doua
chiuvete vecine este de 0,6m2.
Se adopta un
loc WC pentru 10 angajati.
La fiecare 3
locuri in grupurile sanitare se prevede cate o chiuveta cu oglinda.
Placarea tuturor
peretilor si a pardoselilor grupului sanitar se realizeaza cu
faianta si gresie in culori odihnitoare, agreate de
angajati.
Sunt prevazute sisteme performante de
vehiculare a aerului si a apei, curatenia fiind permanent
asigurata.
Spatii pentru servirea mesei
Evitarea
disconfortului in problema alimentatiei reprezinta o preocupare
majora in S.P. Servirea mesei angajatilor se poate realiza in afara
sau in interiorul S.P. - ului. In interiorul sistemului de productie ar
trebui evitat servirea mesei la locul de munca.
Este
de preferat construirea unor facilitati pentru servirea mesei in
interiorul S.P. -ului, amplasate astfel incat sa permita:
a) distante cat mai scurte
pana la locurile de munca (maxim 300 metri);
b) aprovizionarea rapida cu
hrana si evacuarea usoara a deseurilor;
c) realizarea ventilatiei
spatiilor aferente;
d) posibilitatea ca servirea
mesei sa ofere angajatilor o imagine reconfortanta.
Se poate construi o sala de mese dotata cu
automate si cafetarie. De la automate, angajatii pot servi
mancare calda sau rece, bauturi calde sau racoritoare, dulciuri,
isi pot incalzi gustarile. Suprafata necesara pentru
amplasarea automatelor este de 0,1m2 pentru o persoana.
Performanta
muncii angajatilor depinde si de nivelul de confort realizat in
interiorul spatiilor ocupate de acestia. Pentru a realiza
protectia si controlul, sistemele de imprejmuire sunt compuse din
suprafetele laterale (peretii), bazele spatiile de lucru
(dusumea, acoperis) si orificiile practicate in acestea
(usi, ferestre, luminatoare).
Acoperisul
constructiilor trebuie sa permita migrarea vaporilor din
interior, excluderea trecerii apei din exterior si o buna
izolatie termica.
Trecand
de la interiorul spatiilor productive la interiorul intregii firme se
propun urmatoarele solutii constructive:
q
gradul intreprinderii sa fie realizat din plasa
metalica avand o transparenta optica, asigurandu-se astfel
angajatilor sentimentul de libertate;
q
constructiile firmei sa fie proaspat vopsite
in culori placute, avand contraste
odihnitoare, inducand angajatilor
buna dispozitie si entuziasm;
q
gazonul si peisajele florale, curatenia
aleilor interioare si arhitectura portilor de intrare - iesire
sa asigure angajatilor placere si atasament
fata de firma.
Pentru aprecierea nivelului de confort din
interiorul spatiilor firmei sunt necesare evaluari privind
temperatura, umiditatea, viteza si calitatea aerului,
imbracamintea necesara si activitatile metabolice
ale angajatilor.
Asigurarea confortului interior presupune realizarea
unei temperaturi constante (prin incalzirea sau racirea aerului),
controlul umiditatii si compozitiei aerului si o
valoare redusa a vitezei de circulatie a acestuia.
Pentru a creste confortul angajatului la locul
de munca, sistemul de iluminat trebuie sa permita:
q
o stralucire suficienta;
q
o iluminare uniforma;
q
un contrast intre iluminarea locului de munca si
mediul inconjurator.
Sistemele de siguranta si
protectie actioneaza in situatiile exceptionale ce
apar in cazul incendiilor, cutremurelor si intreruperilor alimentarii
cu energie electrica.
Sistemele de siguranta si
protectie trebuie sa prevada solutii pentru salvarea
vietii angajatilor. A cladirii si a bunurilor si
echipamentelor aflate in cladire.
Astfel, fiecare incinta are doua sau mai
multe iesiri pentru evacuarea in siguranta a intregului
personal. Fiecare iesire trebuie sa fie la cel mult 50m
distanta de orice punct de lucru.
Amplasarea iesirilor trebuie
sa fie astfel proiectata incat sa permita evacuarea
personalului indiferent de zona in care apare situatia
exceptionala. Amplasarea optima a utilajelor in sectia de
productie trebuie sa permita realizarea fluxului.
2.4 Calcule economice de
prelucrare a procesului tehnologic in
vederea alegerii variantei
optime
Calcul costurilor (pe baza
gruparii pe articole de calculatie)
Materii
prime si materiale:
Cm = nc x pm,
unde
Cm
- costul materialului necesar pentru piesa;
nc-
-norma de consum (kg);
pm
- pretul unitatii de material (lei/kg);
Cm = 4,3 x 36,27 = 156 lei/buc;
Cheltuieli
recuperate cu deseurile:
Cds = Cd x pd, unde
Cd
- cantitatea de deseuri rezultata (kg);
pd
- pretul deseului (lei/kg);
Cds = 1 x 0,5 = 0,5 lei/buc;
Costuri
cu S.D.V. - uri folosite, raportate la o piesa:
CSDV = 10 lei/buc;
Manopera:
A: salarii directe:
Sd = nt x Sbh
(lei/ bucata), unde nt - norma de timp;
Sbh - salariul
brut mediu orar (se calculeaza in functie de categoria
angajatilor la
fiecare operatie;
Sbh = 1693 lei;
Nol = 5(zile) x 8(ore)
x 4(saptamani) = 160 ore/luna (numar de zile lucru lunare);
Sbhmed= 1693 = 10,58
lei/ora;
Nt = 240 min 4 ore;
Sd = 4 x 10,58 = 42,32 lei/piesa;
B: Impuneri proportionale
cu salariile:
I:
societati comerciale:
C.A.S.
Aj.
Somaj 0,5% (ajutor de
somaj)
F.S. 5,2% (fondul de
sanatate)
CCM 0,75% (comision pentru
Camera de Munca);
Total: 27,25%
II: angajat:
1. C.A.S. 10,5%
2. Aj. Somaj 0,5%
3. F.S. 5,5%
Total:
16,5%;
coeficient
de amplificare: k = 0,27 (pentru societatile comerciale);
Im
= k x Sd = 0,27 x 42,32 = 11,43 lei;
Total
costuri directe:
Cdir = Cm+Sd+Im+CSDV-Cdes;
Cdir = 156+42,32+11,43+1 0,5= 210,25
lei/piesa;
Cdir = 107525 lei/an;
Costuri indirecte:
Total
angajati: 30;
Direct productivi: 16;
Personal tehnico - economic: 14;
Sb2
= 1200 lei;
i)
salarii: Sal=12 x 1200= 14400 lei/luna x 12 luni
= 172800 lei/an;
ii)
impuneri:
Im = 172800 x 0,27 = 46656 lei/an;
a: Total salarii & impuneri: Ts&I = Sal + Im = 172800
= 219456 lei/an;
b: Amortizari: Am = Nbl x Sb2
x 10 (ani);
Am = 5 x 1200 x 10 = 60000 lei/10 ani;
c: Materii prime si materiale pentru reparatii si
incercari: Cri = 100000 lei;
d: Rebuturi: R = Cmp- Nr.min u.b.;
Cmp
- cantitatea maxima prevazuta (bucati);
Nr.min
u.b. - numarul minim de unitati bune (bucati);
R = 553 - 500 = 53 bucati;
CR = 53 x 0,5 26,5 lei (costul cu rebuturile);
e: Taxe, impozite pe terenuri si cladiri: Ctitc = lei;
f: Energie electrica&termica&apa: En = 2000 lei;
Total Cind
= Ts&i+Am+Cri+R+CR+En;
Cind
= 219456 + 6000 +100000 + 26,5 +53 + 2000 = 327535,5 lei;
Sdir
= 10,58 x 13 =137,54lei/angajati/ora;
Im =
137,54 x 0,27 = 37,14lei/angajati/ora;
Total:
327710,18 lei/angajat/luna;
Sd/an
= 3932522,16 lei ;
Regia = Cind/Sd+Im
= 327535,5/ 3932522,16 = 0,0832
g: Costul final:
Cf = Cdir +Cind = 107525+5327535,5
= 5435060,5 lei;
h: Pretul propus:
P = Cf+rp*Cf,
unde
rp
- rata profitului (rentabilitatii);
rp
- 10 . 20% T se adopta rp = 15%;
P = 5435060,5 + 0,15 x
5435060,5 250319,5 = 302 lei/bucata;
i: Calculul veniturilor (cifra de afaceri):
V = P*Q = 302 x 500 = 151000 lei;
Masuri pentru eficientizarea S.P. - ului:
Probleme legate de
semifabricat:
a) reducerea adaosului de
prelucrare cu 50%;
b) schimbarea formei
semifabricatului (forma apropiata de cea a produsului finit)
Probleme legate de costurile
determinate pe baza gruparii pe articole de fabricatie;
a) manopera: asupra ei nu se
actioneaza;
b) costuri indirecte: reducerea
cu 40% a rebuturilor, reducerea costurilor cu energie electrica cu 30%;
c) activitatea tehnico -
economica;
i: activitati de control -
calitate: autocontrol, reducerea numarului angajatilor;
ii: activitati auxiliare:
reducerea numarului angajatilor;
iii: activitati
administrative: reducerea cu 33% a numarului angajatilor;
iv: activitati de aprovizionare
- distributie: reducerea cu 1 angajat.
Probleme legate de amplasare:
probleme legate de fluxul fabricatiei;
probleme legate de fluxul de transport.
Calculul de
eficienta ce are in vedere masurile adoptate:
I: Personal tehnico - economic: 14 / 11:
initial: angajati indirect
productivi:8;
angajati la birouri: 6;
final: angajati indirect
productivi: 8;
angajati la birouri: 3:
2.5 Analiza pragului
de rentabilitate
Prezentarea
metodologiei de lucru
Se
numeste prag de rentabilitate productia de la care activitatea devine
rentabila. Analiza pragului de rentabilitate, integrata in studiile
de fezabilitate, permit fundamentarea corecta a deciziilor privind
asimilarea in fabricatie a unor produse noi sau dezvoltarea sistemului de
productie.
C C
C +
+
Costurile fixe sunt determinate de cheltuielile cu:
personalul indirect productive
amortizarile
utilitati (energie electrica,
termica, apa)
alte cheltuieli neprevazute
C = 219456 + 6000 +100000 + 26,5 +53 + 2000 = 327535,5 lei;
C = 327535,5/12= 27294 lei/luna
La o rata
a profitului de 15% costurile variabile sunt 107525 lei/an
Costurile totale
C C+ = 327535,5 +107525 =
435060 lei/an
Productia
critica este  =
= =
= =1084 buc
=1084 buc
Productivitatea medie anuala a muncii este determinta cu relatia
 unde: V - veniturile
obtinute din activitate
unde: V - veniturile
obtinute din activitate
 - numarul de salariati
- numarul de salariati
=  =8343 lei
=8343 lei
III.
PROIECTAREA DISPOZITIVULUI DE
PRINDERE
PENTRU LA OPERATIA DE GAURIRE
Istoria dezvoltarii
dispozitivelor cuprinde o perioada indelungata, al carei inceput
coincide cu prelucrarea primelor metale si este legata permanent de
evolutia constructiei masinilor-unelte, a sculelor si
tehnologiilor de prelucrare. Dispozitivul este o componenta a sistemului tehnic de prelucrare,
ce constituie o unitate de sine statatoare din punct de vedere
functional, realizat cu scopul imbunatatirii si
usurarii prelucrarilor, asamblarilor si controlului.
Dispozitivul constituie o componenta de baza, care
defineste, in mare masura, principalele coordonate
tehnico-economice ale produsului obtinut - costul si calitatea.
Dispozitivele au un rol deosebit si asupra calitatii pieselor
prelucrate, prin eliminarea erorilor la operatiile de trasare si
pozitionarea semifabricatelor direct pe masa masinii. De asemenea
dispozitivele contribuie si la reducerea efortului fizic depus de muncitor
in timpul procesului de productie.
Principalele conditii pe care
trebuie sa le indeplineasca dispozitivele sunt:
Dispozitivele trebuie astfel concepute incat sa asigure
piesei, in urma prelucrarii, o precizie corespunzatoare
conditiilor impuse prin desenul de executie;
Constructia acestora trebuie sa fie in
concordanta cu forma, dimensiunile si rigiditatea pieselor
prelucrate;
Dispozitivele sa fie astfel concepute incat sa
asigure o productivitate cat mai ridicata;
La proiectarea lor trebuie sa se respecte normele de
tehnica securitatii muncii.
Dispozitivele trebuie:
Sa asigure
cresterea calitatii pieselor prelucrate si a
productivitatii;
Sa fie rigide;
Sa asigure prinderea usoara si
comoda a pieselor;
Sa fie comode la fixarea pe masina - unealta,
la transport si depozitare;
Sa fie o constructie simpla si usor
de intretinut.
Orice
proiect al unui echipament de lucru trebuie sa contina:
memoriu de calcul;
partea grafica.
Memoriul de calcul este
constituit din:
elaborarea schemei de
orientare a semifabricatului;
determinarea marimii
si a orientarii fortelor care actioneaza asupra
semifabricatului;
calculul fortei de
strangere;
Partea
grafica cuprinde desenul de ansamblu al echipamentului de lucru, schema de
actionare si desenele de executie necesare realizarii
piesei.
Elaborarea
schemei de orientare
Orientarea
reprezinta acea operatie prin intermediul careia i se
asigura semifabricatului pozitia corecta in dispozitiv, aceasta
fiind dictata de cerintele procesului de generare a suprafetei
de prelucrat. Orientarea se realizeaza pe o suprafata
cilindrica exterioara, folosind o prisma ce anuleaza 5 grade de libertate.
Calculul momentelor si
fortelor care actioneaza
asupra
semifabricatului
In timpul prelucrarii, asupra
semifabricatului actioneaza un ansamblu de forte si
momente.
 , unde:
, unde:

si:

Pentru OLC 45 avem:






Calculul fortei de
strangere
Fortele de strangere se aplica semifabricatului
dupa ce acesta a fost orientat in dispozitiv, scopul lor fiind acela de a
impiedica deplasarea piesei in timpul prelucrarii. Calculul fortei de
strangere consta in scrierea ecuatiei de echilibru al piesei pe directiile posibile de deplasare.
In aceasta situatie se calculeaza forta de strangere, ea fiind numita
forta de strangere limita  .
.
unde  sunt coeficienti
de frecare dintre suprafetele semifabricatului si reazeme si se
aleg din tabel:
sunt coeficienti
de frecare dintre suprafetele semifabricatului si reazeme si se
aleg din tabel:  .
.
Atunci
forta de strangere limita devine:
Valoarea fortei de strangere
limita este multiplicata cu un coeficient de siguranta K,
pentru a asigura certitudinea ca
semifabricatul nu se va deplasa din dispozitiv.

Acest coeficient se calculeaza
cu relatia:

 = coeficient de
siguranta garantat, =0,6;
= coeficient de
siguranta garantat, =0,6;
 = coeficient ce
tine cont de tipul prelucrarii
anterioare,
= coeficient ce
tine cont de tipul prelucrarii
anterioare,  ;
;
 = coeficient ce
tine seama de uzarea sculei,
= coeficient ce
tine seama de uzarea sculei,  ;
;
 = coeficient ce
tine seama de caracterul discontinuu al prelucrarii,
= coeficient ce
tine seama de caracterul discontinuu al prelucrarii,  ;
;
 = coeficient ce
tine cont de tipul strangerii,
= coeficient ce
tine cont de tipul strangerii,  pentru strangere
manuala;
pentru strangere
manuala;
 = coeficient ce
tine seama de marimea reazemelor,
= coeficient ce
tine seama de marimea reazemelor,  pentru reazeme mari.
pentru reazeme mari.

Atunci forta de strangere devine:

IV. CONTROLUL STATISTIC DE CALITATE
Cuvantul "calitate" isi
are originea in latinescul "qualis", care se traduce prin "fel de-a fi", cateva
din principalele sensuri ale notiunii fiind:
satisfacerea unei necesitati;
gradul de satisfacere a consumatorilor;
un cost mai mic pentru o utilizare data;
conformitatea produsului cu exigentele clientilor interni sau externi.
Conform STAS 8402
-1991, calitatea se defineste ca fiind "ansamblul de proprietati
si caracteristici ale unui produs care ii confera acestuia
aptitudinea de a satisface necesitatile exprimate sau implicite".
Calitatea unui produs este
determinata de patru componente principale:
Caracteristicile produsului,
care pot fi: constructive (cote de gabarit, greutati),
functionale (randament, productivitate, fiabilitate), economice (costuri),
tehnologice (modalitati de realizare practica a produsului),
estetice (design, gradul de finisare, incadrare in moda), ergonomice (
indeplinirea cerintelor operatorului uman);
Pretul reprezinta o
categorie economica cu o mare importanta in patrunderea pe
piata a produsului. Pretul produsului trebuie sa fie cat
mai scazut astfel incat sa se cucereasca un segment cat mai mare
de piata.
Termenele de livrare:
respectarea lor face dovada seriozitatii unei intreprinderi
castigand increderea clientilor ei.
Serviciile oferite se
refera la activitatile intreprinderii dupa vanzarea unui produs. Garantiile oferite,
promptitudinea interventiilor in perioada de garantie,
posibilitatile de vanzare in rate, service-ul post garantie
reprezinta cateva modalitati prin care intreprinderea poate spori calitatea
produsului realizat.
Introducerea programului calitate
intr-o intreprindere reprezinta o actiune de lunga durata,
menita sa conduca la integrarea completa a
calitatii in toate compartimentele unitatii productive.
PROGRAMUL CALITATE AL S.C. ALTA S.A.
Manualul de
management al calitatii reprezinta principalul document care
face referire la procedurile documentate ale sistemului de management al
calitatii si descrie pe scurt toate cerintele aplicabile
din standardul SR EN ISO 9001: 2001 adoptat.
Documentele de
referinta sunt:
SR EN ISO 9001-2001 - Sisteme de management al
calitatii. Cerinte.
SR EN ISO 9000-2001 - Sisteme de management al
calitatii. Vocabular.
SR EN ISO 9004-2001 - Sisteme de management al
calitatii. Linii directoare
pentru imbunatatirea
performantelor.
SR ISO 10013-1997 - Ghid pentru elaborarea manualelor
calitatii.
SR ISO
10002:2005 Managementul calitatii. Satisfactia clientului. Linii
directoare
pentru
tratarea reclamatiilor in cadrul organizatiilor
ROF - Regulament de organizare si functionare.
Produsele oferite
trebuie:
sa satisfaca
cerintele de calitate si siguranta in functionare;
sa satisfaca
cerintele si asteptarile clientilor;
sa fie conforme cu
standardele si specificatiile aplicabile;
sa fie disponibile la
preturi competitive;
sa fie furnizate la un
cost care va aduce profit (pierderi cat mai mici datorate
noncalitatii).
Obiectivele in domeniul calitatii
Reducerea numarului de
reclamatii si sesizari, printr-o continua ridicare a
calitatii
produselor
livrate, cu 20% pana la sfarsitul anului;
Mentinerea pietelor
interne si externe cucerite, precum si extinderea pe alte piete
de desfacere cu 5% pana la sfarsitul
anului;
Reducerea numarului de
neconformitati in procesul de fabricatie cu 10% pana la
sfarsitul anului.
Un factor esential de performanta al unei
intreprinderi este calitatea produselor realizate de aceasta.
In cadrul analizei statistice a unui
proces productiv actioneaza mai intai statistica descriptiva,
care are ca obiect de activitate culegerea datelor si inregistrarea
acestora. Intervine apoi statistica matematica, aceasta avand rolul de a
grupa, analiza si interpreta datele, facand predictii cu privire
la comportarea viitoare a procesului studiat.
4.1 Metode grafice pentru studiul calitatii
Aceste metode au o larga
raspandire datorita avantajelor pe care le prezinta:
permit adoptarea unor concluzii bine fundamentate stiintific
fara a fi necesare calcule teoretice;
permit adoptarea unor decizii corecte la nivelul personalului
operativ din sectiile de productie;
sub forma grafica pot fi reprezentate mai usor
cantitati de date.
Histograma
Dupa colectarea tuturor datelor referitoare
la un produs, analistului ii stau la dispozitie mai multe tehnici grafice
de interpretare a acestora.
Cu ajutorul histogramei se pune in
evidenta tendinta caracteristicilor de calitate studiate. Prin
utilizarea histogramelor,
performantele sistemului pot fi comparate cu valorile normale si cu
limitele lor de control, analistului nerevenindu-i insa sarcina ca pe baza
concluziilor desprinse sa intervina asupra procesului studiat; interventia in sistem a operatorului se realizeaza numai atunci cand procesul
este scapat de sub control din punct de vedere statistic, fapt sesizat cu
ajutorul fiselor de control.
Exista trei
tipuri de histograme:
fisa de observatie;
histograma simpla;
histograma suspendata.
Pentru
intocmirea unei histograme, trebuie mai intai determinate trei marimi:
numarul claselor, marimea acestora si centrele lor.
Numarul de clase  se alege in
functie de numarul de date ale sirului. Recomandarile lui Kaouru Ishikawa
(1976), in vederea stabilirii numarului de clase, sunt prezentate in
tabelul urmator:
se alege in
functie de numarul de date ale sirului. Recomandarile lui Kaouru Ishikawa
(1976), in vederea stabilirii numarului de clase, sunt prezentate in
tabelul urmator:
Tabel 4.1.1
Stabilirea numarului de clase
|
Numarul sirului de date
|
Numarul de clase
|
|
Sub 50
|
|
|
|
|
|
|
Peste 250
|
|
Marimea claselor se
calculeaza cu formula:
 , unde cu R s-a notat amplitudinea sirului de date
, unde cu R s-a notat amplitudinea sirului de date
 , unde
, unde  si
si  reprezinta
valoarea maxima,
reprezinta
valoarea maxima,
respectiv
minima a sirului de date;
Valoarea centrala se
calculeaza cu relatia:
 , unde cu
, unde cu  si
si  s-au notat limitele
s-au notat limitele
superioare, respectiv inferioara ale
clasei de ordinul i.
1. Fisa de observatie
Fisa de observatie
reprezinta un mijloc de vizualizare a datelor pe masura ce
acestea sunt masurate. Modul de prezentare este acela al unui dreptunghi
in interiorul caruia s-au trasat linii orizontale si verticale echidistante
intre ele, obtinandu-se in acest mod o retea.
Pe masura ce se culeg
date, acestea sunt marcate pe fisa, fiecare in dreptul clasei careia ii apartine.
Pe deasupra ultimelor puncte
marcate se poate trasa curba de distributie.
2. Histograma simpla
Histograma simpla
deriva din fisa de observatie si se poate defini ca fiind
reprezentarea grafica, sub forma unei diagrame cu bare dreptunghiulare
verticale, a unei repartitii empirice. Dreptunghiurile au ca baza, pe
abscisa, o latura conventional proportionala cu marimea
clasei, iar ca inaltime, pe ordonata, marimea
frecventei absolute corespunzatoare clasei considerate.
Importanta deriva din
informatiile pe care aceasta le ofera cu privire la produsul studiat.
Din citirea unei histograme se pot culege informatii cu privire la
valorile cele mai des intalnite ale caracteristicilor de calitate, gradul de
simetrie al repartitiei, forma distributiei datelor, facandu-se
referiri la depasirea uneia sau a ambelor limite de control.
Derivate din histograma
simpla sau din fisa de observatie sunt poligonul
frecventelor relative si cel al frecventelor relative cumulate.
Prin frecventa
relativa se intelege raportul dintre frecventa absoluta (numarul unitatilor ale caror valori apartin
unei anumite clase) si numarul total de unitati care
apartin sirului statistic.

Prin frecventa
relativa cumulata a unei clase se intelege suma dintre
frecventa relativa a clasei respective si frecventele
relative ale claselor anterioare.
Poligonul frecventei
relative se obtine prin unirea punctelor care au drept coordonate, in
abscisa, valorile centrale ale claselor, iar in ordonata,
frecventele relative. Acest poligon mai poarta numele de
repartitie empirica, analiza ei conducand la rezultate
asemanatoare cu cele desprinse din studiul histogramei simple.
Poligonul frecventelor
relative cumulate se obtine prin unirea punctelor care au drept
coordonate, in abscisa - limitele superioare ale claselor, iar in
ordonata - frecventele relative cumulate ale claselor respective.
Analiza poligonului
frecventelor relative cumulate permite calculul direct al unor parametrii
statistici si sta la baza retelelor gaussiene.
3. Histograma suspendata
Histograma suspendata se
construieste pornind de la o curba de distributie ideala,
trasata intr-un sistem rectangular de axe care are drept coordonate, in
abscisa - limitele claselor, iar in ordonata - frecventele
absolute de aparitie ale valorilor caracteristicilor de calitate. De
aceasta curba de distributie ideala sunt suspendate
dreptunghiuri care au latimea egala cu marimea clasei, iar
inaltimea egala cu frecventa absoluta.
Histograma suspendata
ajuta observatorul sa verifice
masura in care datele din proces corespund distributiei ideale (optim
ar fi ca toate dreptunghiurile sa atinga abscisa sistemului de
coordonate, fara sa o depaseasca insa).
Partea de calcul
se va aplica pentru cota  . Valorile masurate se vor prezenta in urmatorul
tabel.
. Valorile masurate se vor prezenta in urmatorul
tabel.
Tabel 4.1.2 Valori masurate pentru cota
Cu ajutorul relatiilor se
calculeaza numarul claselor, marimea acestora si amplitudinea sirului de date, acestea fiind trecute in tabel.
Tabel 4.1.3 Valori centralizate
|
Parametru
|
Valoare
|
|
Numarul de valori
|
|
|
Numar de clase
|
|
|
Marimea claselor
|
|
|
Valoarea minima
|
|
|
Valoarea maxima
|
|
|
Amplitudinea
|
|
Pe baza datelor din tabelul de
mai sus se intocmeste urmatorul tabel apoi se traseaza
histograma, poligonul frecventelor relative si cel al
frecventelor relative cumulate.
 - frecventa absoluta (frecventa de
aparitie);
- frecventa absoluta (frecventa de
aparitie);
 - frecventa absoluta exprimata prin bare
verticale;
- frecventa absoluta exprimata prin bare
verticale;
 - frecventa
relativa;
- frecventa
relativa;

 - frecventa relativa.
- frecventa relativa.
|
Marimea
clasei
|
centrul
cls
|
fa
|
fa'
|
fr
|
frc
|
|
36 < x < 36.006
|
|
|
II
|
|
|
|
36.006 < x < 36.011
|
|
|
III
|
|
|
|
36.011 < x < 36.017
|
|
|
III III III III
|
|
|
|
36.017 < x < 36.023
|
|
|
III III III III III I
|
|
|
|
36.023 < x < 36.029
|
|
|
III III III II
|
|
|
|
36.029 < x < 36.034
|
|
|
III I
|
|
|
|
36.034 < x < 36.04
|
|
|
II
|
|
|
Tabel
4.1.4 Valorile frecventelor
Reprezentarea grafica
Fig. 4.1.1 Histograma
Fig. 4.1.2 Poligonul frceventelor relative
Fig. 4.1.3 Poligonul frceventelor relative cumulate
4.2 Fise
de control
Obtinerea unei bune
calitati este conditionata de stabilizarea proceselor productive, atat din punct de
vedere static, cat si dinamic. Un proces productiv este considerat stabil
atunci cand variatia valorilor
caracteristicilor urmarite este generata doar de cauze intamplatoare,
actiunea acestora traducandu-se prin existenta unui camp de imprastiere marginit de
doua limite a caror probabilitate de depasire este
redusa (de 0,27%). Aparitia unor cauze de productie sistematice
are ca rezultat deplasarea pronuntata a campului de imprastiere catre una
dintre limite, ceea ce conduce la declararea instabilitatii procesului de fabricatie.
Necesitatea definirii
starii unui proces productiv a condus la crearea de catre W.
Shewhart, in anul 1925, a unor instrumente capabile sa se sesizeze
caracterul stabil sau instabil al unui proces. Rolul de factor de
atentionare asupra starii instabile a unui proces productiv este
detinut de catre fisele de control.
O fisa de control
consta in reprezentarea grafica a evolutiei in timp a unei
caracteristici de calitate.
 Valorile caracteristicilor
Valorile caracteristicilor
de
calitate
 LCS
LCS
 LCI
LCI
timp
Pe fisa se
traseaza cu o linie intrerupta media valorilor caracteristicilor de
calitate. De o parte si de cealalta a acesteia se gasesc
doua linii continue orizontale care marcheaza limitele de control,
superioara si inferioara (LCS si LCI). Aceste doua
repere reflecta variatia naturala a procesului productiv.
Starea stabila a unui
proces se traduce pe o fisa prin existenta unor puncte situate
aleatoriu intre cele doua limite de control.
Daca un punct se afla in afara lor,
acest fapt constituie un semnal de alarma care indica instabilitatea
procesului, fiind necesara adoptarea de masuri de identificare
si eliminare a cauzelor responsabile.
Principalele avantaje pe care
le presupune introducerea fiselor de control sunt:
Imbunatatirea
calitatii si cresterea productivitatii. Aplicarea
fiselor de control conduce la scaderea numarului de
neconformitati, aceasta avand ca efect imediat o crestere a productivitatii,
o micsorare a costurilor si o sporire a capacitatii reale
de productie. De asemenea, fisele de control restrang limitele de
variatie ale caracteristicilor produselor, obtinandu-se in acest mod
o calitate relativ constanta;
Promoveaza actiunile preventive.
Prin vizualizarea evolutiei in timp a caracteristicilor de calitate, in
situatia in care se prefigureaza o deriva lenta a acestora
catre una din limitele de control, se pot adopta rapid actiunile
preventive care se impun;
Stabilizarea procesului
productiv. Fisele de control reprezinta instrumente eficace de
regularizare a functionarii proceselor de fabricatie, conducand
prin aceasta la garantarea obtinerii unui nivel constant al calitatii realizate. De asemenea existenta unui proces stabil
permite estimarea procentajului de neconformitati si adoptarea
unor masuri de diminuare a acestuia;
Permit sa se faca distinctia intre
cauzele de productie intamplatoare si cele sistematice. Acest
avantaj se traduce prin separarea
problemelor care pot fi rezolvate la locul de munca si cele care solicita
actiunea conducerii.
Fisele
de control se pot clasifica in:
Fise de control pe
variabile sunt utilizate in acele situatii in care caracteristicile de
calitate analizate sunt masurabile, adica pot fi exprimate
cantitativ, prin valori numerice (cota de gabarit, greutate, volum,
duritate, etc.);
Fise de control prin
atribute se aplica in acele cazuri in care caracteristicile de calitate
analizate nu pot fi masurate, ele neavand un echivalent cantitativ.
5.3 Fise de control pe variabile
Fisele de control pe variabile
reprezinta acele instrumente create de statistica matematica pe care
conducerea intreprinderii le utilizeaza ca mijloace de prevenire activa.
Verificarea cu ajutorul
fiselor de control pe variabile se efectueaza simultan dupa doi
parametrii statistici:
A. un parametru care
determina pozitia campului de imprastiere (media
aritmetica,
mediana);
B. un parametru care
stabileste marimea campului de imprastiere (amplitudinea,
abaterea medie patratica).
Aceasta
categorie de fise de control este oportuna in urmatoarele
situatii:
cand procesul productiv are intreruperi dese datorate unor
defectiuni sau cand este incapabil sa respecte specificatiile;
cand controalele efectuate au un caracter distructiv, fiind
deci costisitoare;
cand campul de toleranta specificat este ingust
si sunt intampinate greutati in respectarea limitelor sale;
cand operatorul trebuie sa decida daca este
cazul sa regleze masina;
cand stabilitatea si capabilitatea utilajului trebuie
determinate in mod continuu.
Aplicarea
fiselor de control pe variabile are urmatoarele avantaje:
q
majoritatea produselor se pot caracteriza cu ajutorul unor
marimi masurabile;
q
o caracteristica masurata ofera mai multe
informatii decat o simpla
apreciere a acesteia;
q
costurile implicate de controlul cu ajutorul fiselor
sunt mult mai mici decat cele aferente verificarilor 100%, deoarece sunt
testate doar esantioane ale unui lot de produse;
q
durata controalelor este redusa deoarece
esantioanele au un numar redus de elemente.
In cadrul acestui
tip de control statistic se pot intocmi trei tipuri de fise:
Fisa de control pentru
media aritmetica si amplitudine (fisa  );
);
Fisa de control pentru
media aritmetica si abaterea medie patratica (fisa  );
);
Fisa de control pentru
mediana si amplitudine (fisa  ).
).
Fisa de control ( )
Este
cea mai utilizata fisa de control pe variabile datorita urmatoarelor
avantaje:
Media aritmetica reprezinta cel mai bun estimator
al pozitiei centrale a distributiei valorilor masurate;
Amplitudinea este un indice de imprastiere care se
poate calcula cu usurinta, iar estimarea dispersiei valorilor
masurate se realizeaza cu exactitate.
Fisa () se aplica in
urmatoarele situatii:
Analiza procesului productiv se refera la o singura
caracteristica de calitate;
Caracteristica de calitate aleasa pentru analiza
prezinta un interes special pentru procesul productiv;
Pentru verificarea de rutina a procesului productiv.
Principalele scopuri ale
intocmirii fiselor de control () sunt:
Obtinerea unor
informatii de o buna calitate, necesare adaptarii
specificatiilor la cerintele clientilor;
Posibilitatea verificarii modului de aplicare a unor noi
specificatii de catre un proces productiv;
Obtinerea unor informatii obiective necesare
ameliorarii din punct de vedere
tehnic a procesului;
Oferirea unor informatii capabile sa indice
momentul la care trebuie sa se intervina in desfasurarea
procesului pentru a ase aduce corectiile necesare;
Permit luarea deciziilor de acceptare sau nu a produselor
fabricate.
Realizarea unei fise de
control ( ) presupune
parcurgerea unor etape:
Stabilirea marimii esantionului si a
intervalului de timp dintre doua extrageri consecutive de probe;
Colectarea si inregistrarea datelor pe formularul
tipizat;
Calcularea mediei aritmetice
si a amplitudinii pentru fiecare esantion;
Calcularea limitelor de
control;
Trasarea diagramelor de
control;
Interpretarea fisei.
Stabilirea marimii
esantionului
In urma a
numeroase verificari efectuate, s-a ajuns la concluzia ca efectivul
optim al unui esantion este de n =5 exemplare, la aceasta valoare
ajungandu-se in urma unui compromis: pe de o parte trebuie sa fie
indeplinita conditia omogenitatii probei, ceea ce impune un
numar redus de exemplare, iar pe de alta parte, numarul pieselor controlate trebuie sa fie mare
pentru ca rezultatele obtinute sa fie cat mai apropiate de realitate.
O
importanta deosebita in alegerea efectivului esantionului o
prezinta costul prelevarii, care este cu atat mai ridicat cu cat
volumul probei este mai mare.
Frecventa
prelevarilor reprezinta intervalul de timp dintre doua
prelevari succesive. Aceasta este de asemenea o problema care trebuie
tratata cu atentie. Se recomanda ca:
in fazele de debut ale utilizarii
fiselor de control, frecventa prelevarilor trebuie sa fie
ridicata ( de exemplu la fiecare
jumatate de ora), astfel putandu-se interveni rapid asupra procesului in cazul aparitiei defectelor;
dupa fazele de inceput ale aplicarii
fiselor de control, cand cauzele
abaterilor au fost descoperite si eliminate, frecventa
prelevarilor sa fie mai mica.
Colectarea si
inregistrarea datelor
Analiza procesului tehnologic cu ajutorul fisei ( ) presupune
prelevarea a minimum 25 de esantioane, fiecare dintre ele cuprinzand cate
5 unitati de produs. Valorile caracteristicilor de calitate
masurate se inregistreaza apoi pe un formular tipizat.
Calculul mediei aritmetice
si a amplitudinii
Pentru fiecare
esantion in parte se calculeaza valorile mediei aritmetice si a
amplitudinii, cu relatiile:
unde, indicele i se defineste numarul de ordine al
esantionului analizat, iar n reprezinta efectivul probei (de
regula n = 5).
Calculul limitelor de control
Determinarea valorilor limitelor de control ale fisei ( ) presupune
parcurgerea mai multor etape:
A. Estimarea valorilor mediei
aritmetice si a abaterii medii patratice a intregului lot de produse
In majoritatea situatiilor,
valorile reale ale mediei aritmetice si ale abaterii medii patratice aferente distributiei
caracteristicii analizate nu sunt cunoscute, fiind necesara o estimare a acestora. Estimatorul mediei aritmetice a
intregii productii se determina pornind de la valorile obtinute
la punctul 1.3. Astfel:
 , unde cu k s-a notat
numarul esantioanelor prelevate (
, unde cu k s-a notat
numarul esantioanelor prelevate ( ).
).
Pentru estimarea abaterii medii patratice  a intregii
productii se utilizeaza media amplitudinilor celor k esantioane
prelevate:
a intregii
productii se utilizeaza media amplitudinilor celor k esantioane
prelevate:

Estimatorul abaterii medii
patratice se noteaza cu s si se calculeaza cu relatia:
 , unde coeficientul
, unde coeficientul  este o functie de
marimea esantionului n. Acest coeficient se alege din tabel in
functie de marimea esantionului. Pentru n = 7 se alege
este o functie de
marimea esantionului n. Acest coeficient se alege din tabel in
functie de marimea esantionului. Pentru n = 7 se alege  .
.
Daca s reprezinta
estimatorul abaterii medii patratice a intregului lot de produse realizate, cu ajutorul sau se poate
calcula abaterea medie patratica a mediilor aritmetice ale celor k
esantioane:
B. Calculul limitelor de control
Limitele de
control aferente diagramei mediilor aritmetice se obtin cu ajutorul
relatiilor:
unde:
valorile coeficientului  sunt functii de
efectivul esantionului si se aleg din tabele.
sunt functii de
efectivul esantionului si se aleg din tabele.
Pentru
n = 7 se alege 
Pentru diagrama amplitudinilor, limitele de control se
determina cu ajutorul urmatoarelor relatii:
Daca se fac
notatiile:
 , atunci limitele de control aferente amplitudinilor devin:
, atunci limitele de control aferente amplitudinilor devin:
Valorile coeficientilor  si
si  , ca functii de marimea esantionului, sunt
date tabelar. Pentru n = 7 se aleg urmatoarele
valori:
, ca functii de marimea esantionului, sunt
date tabelar. Pentru n = 7 se aleg urmatoarele
valori:  ;
;  si
si  .
.
Trasarea diagramelor de
control
Pe formularul tipizat in zonele afectate diagramelor mediilor si amplitudinilor, se traseaza doua linii intrerupte corespunzatoare valorilor
calculate ale mediei mediilor  si amplitudinii
medii
si amplitudinii
medii  . Cu linii continue sunt reprezentate limitele de control ale
mediilor si amplitudinilor, avand grija ca
. Cu linii continue sunt reprezentate limitele de control ale
mediilor si amplitudinilor, avand grija ca  si
si  , sa fie egal departate de
, sa fie egal departate de  .
.
Corespunzator
fiecarei probe, se marcheaza apoi prin cate un punct media
aritmetica si amplitudinea calculata, urmand ca in final,
punctele consecutive sa fie unite prin segmente de dreapta.
Interpretarea fisei ()
Studiul diagramelor de control ale
mediei aritmetice si amplitudinii permite desprinderea unor concluzii cu
privire la desfasurarea procesului productiv, la stabilitatea sau
instabilitatea acestuia. Stabilitatea reglajului unui proces este descrisa
de diagrama mediei aritmetice, iar stabilitatea preciziei se determina cu ajutorul diagramei amplitudinii.
Interpretarea celor doua diagrame
se realizeaza separat, insa, o comparatie intre ele trebuie
sa fie facuta, in special in situatiile in care se impune
identificarea cauzelor de productie sistematice.
6.1.
Analiza diagramei amplitudinii
Instabilitatea preciziei poate rezulta
din mai multe situatii posibile:
a.
Un punct in afara limitelor de control
Cauze posibile:
O eroare de calcul sau de
pozitionare a amplitudinii esantionului;
O eroare de calcul sau de amplasare a
limitelor de control;
Utilizarea la un moment dat a unor
instrumente de masura cu o precizie superioara care scot in
evidenta o mai mare dispersie
a valorilor;
Aparitia unor incidente de tipul
ruperi sculei, caderii energiei electrice, masurile care se impun
vizeaza eliminarea imediata a cauzelor generatoare de instabilitate.
b.
O serie de 8 puncte consecutive se
afla de aceeasi parte a amplitudinii medii sau 7 intervale succesive
sunt crescatoare sau descrescatoare
Cauze
posibile:
Lipsa uniformitatii materiei prime;
Schimbarea analistului sau oboseala
acestuia;
Supraincalzirea masinii;
c.
O grupare de mai multe valori in jurul
amplitudinii medii
Procesul este considerat instabil daca 90% din 25
de puncte consecutive se afla in treimea centrala a diagramei sau
daca 15 puncte succesive se afla in aceasta zona.
Cauza
determinanta a acestei situatii o reprezinta operatorul care
efectueaza masuratorile, mai precis o pregatire
incorecta. O alta cauza o reprezinta erorile de calcul ale
amplitudinilor esantioanelor sau mai ales ale limitelor de control .
d.
O grupare a mai multor valori catre
limitele de control
Instabilitatea procesului este
declarata atunci cand, din 25 de puncte consecutive, 15 sau mai multe se afla in afara treimii centrale a
diagramei.
Cauzele generatoare ale unei asemenea
stari pot fi:
Jocurile mari din lanturile
cinematice ale masinii;
Utilizarea unor elemente de
masura cu o precizie scazuta.
6.2.
Analiza diagramei mediei aritmetice
Instabilitatea reglajului unui utilaj
poate rezulta din urmatoarele situatii posibile:
a.
Un punct in afara limitelor de control
Cauze posibile:
O eroare de calcul sau de
pozitionare a valorilor esantionului;
O eroare de calcul sau de amplasare a
limitelor de control;
Aparitia unor incidente de tipul
ruperii sculei, caderii energiei electrice, etc.
b.
O serie de 8 puncte consecutive se
afla de aceeasi parte a valorii medii sau 7
intervale
succesive sunt crescatoare sau descrescatoare
Aceasta situatie
corespunde unei deplasari a mediei aritmetice determinate de:
O reglare incorecta a utilajului;
Schimbarea analistului sau oboseala
acestuia.
Altfel spus masina-unealta, materia prima, mana de lucru,
metoda si mediul ambiant pot influenta deplasarea in sus sau in jos a
valorilor mediei aritmetice.
c.
O serie de 7 intervale crescatoare
sau descrescatoare
Aceasta este un caz tipic al
aparitiei unui fenomen de uzura a sculei aschietoare.
d.
O grupare a mai multor valori in treimea centrala a diagramei
Procesul productiv este considerat iesit de sub control cand in
treimea centrala se afla mai mult de 22 de puncte din 25 consecutive,
sau daca in aceeasi zona se afla 15 puncte consecutive.
Motivele care pot determina aceasta situatie sunt
urmatoarele:
Calculul sau pozitionarea
gresita a limitelor de control;
Masina este reglata inaintea
fiecarei masurari, ceea ce determina in mod artificial
valori foarte bune ale caracteristicii de
calitate masurate;
In urma masurarii, datele
presupuse a fi gresite sunt eliminate;
e.
O grupare a mai multor valori catre
limitele de control
Daca din 25 de puncte
consecutive, 15 sau mai multe se
afla in afara treimii centrale a diagramei, procesul este considerat
iesit de sub control.
Cauzele
generatoare pot fi:
Calculul sau pozitionarea
gresita a limitelor de control;
Aparatele de masura si
control nu au precizia necesara;
Jocurile mari din lanturile
cinematice ale masinii;
f.
Evolutia ciclica a mediilor
aritmetice calculate
Printre cauzele care conduc
la o asemenea situatie se pot numara:
Modificarea temperaturii mediului;
Fluctuatii cu caracter regulat in
alimentarea cu energie electrica;
Schimbari periodice ale
operatorilor.
FISA () PENTRU COTA
Se va intocmi fisa () pentru datele
culese in urma masurarii gaurilor unui lot de 50 de role de
tragere. Valorile masurate sunt prezentate in tabel
Tabel 4.2.1.1 Ora prelevarii esantioanelor
|
Ora prelevarii esantioanelor
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Pentru un sir de 50 de date conform
tabelului se adopta numarul de clase:  clase.
clase.
Calculul mediei aritmetice se
realizeaza cu formulele iar rezultatele obtinute pentru media
aritmetica si pentru amplitudini sunt:
Tabel 4.2.1.2 Valorile pentru media
aritmetica si amplitudine
|
Nr.
esantion
|
|
|
|
|
|
|
|
|
|
| |
|

|
|
|
|
|
|
|
|
|
|
| |
|
|

|
|
|
|
|
|
|
|
|
|
| |
|
Tabel 4.2.1.3 Limitele de control pentru media aritmetica
si amplitudine
|
Limita de control superioara
|
|
|
Media mediilor esantioanelor
|
|
|
Limita de control inferioara
|
|
|
Limita de control superioara 
|
|
|
Amplitudinea medie 
|
|
|
Limita de control inferioara 
|
|
Cu aceste valori se
prezinta in continuare cele doua diagrame ale mediei aritmetice
si amplitudinii pentru cota .
Fig. 4.2.1.1 Poligonul mediilor aritmetice
Fig. 4.2.1.2 Diagrama amplitudinilor
Din analiza celor doua diagrame, diagrama
mediei aritmetice si diagrama amplitudinilor, se desprinde concluzia
ca procesul productiv care a generat esantioanele analizate este
stabil atat ca reglaj, cat si ca precizie.
Fisa de control ( )
Acest
tip de fisa se utilizeaza atunci cand se initiaza
controlul statistic intr-o intreprindere, personalul acesteia nefiind
obisnuit cu metodele statistice de control.
Mediana reprezinta acea valoare pentru care numarul
valorilor mai mici decat ea este egal cu numarul valorilor mai mari decat
ea.
Se poate aprecia faptul ca in
cazul unei repartitii normale, mediana si amplitudinea probei conduc
la o estimare mai putin precisa a reglajului si a preciziei procesului tehnologic.
Din acest motiv, fisa ( ) se
utilizeaza doar in cazurile in care
pretentiile referitoare la sensibilitatea instrumentului statistic folosit
nu sunt prea mari.
Ca
si in cazul precedent, etapele intocmirii fisei sunt aceleiasi,
aparand diferente doar la relatiile de calcul ale limitelor de
control.
Calculul limitelor de control
Aceasta etapa debuteaza
cu calcularea medianei medii si a amplitudinii medii ale celor
k =25
de esantioane prelevate:
 - mediana esantionului i.
- mediana esantionului i.
Mediana
unui esantion se determina ordonand valorile prelevate in ordine
crescatoare sau descrescatoare si aplicand formulele:
 , pentru n = impar;
, pentru n = impar;
 , pentru n = par.
, pentru n = par.
Limitele de control
corespunzatoare diagramei amplitudinilor se obtin din relatiile:
iar cele aferente diagramei
medianei se obtin cu formulele:
Valorile coeficientilor  si , sunt functii de marimea n a esantionului.
Pentru n = 7 se aleg urmatoarele valori:
si , sunt functii de marimea n a esantionului.
Pentru n = 7 se aleg urmatoarele valori:  ; si .
; si .
Interpretarea fisei ( )
Regulile specificate la celelalte doua fise de control pe
variabile sunt valabile si in acest caz.
FISA ( ) PENTRU COTA
Se va intocmi fisa ( ) pentru datele culese
in urma masurarii gaurilor unui lot de 50 de role de tragere.
Valorile masurate sunt prezentate in tabel:
Tabel 4.2.2.1 Ora prelevarii esantioanelor
|
Ora prelevarii esantioanelor
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Pentru un sir de 50 de date conform
tabelului se adopta numarul de clase: clase.
Calculul mediei aritmetice se
realizeaza cu formulele iar rezultatele obtinute pentru mediana
si pentru amplitudine sunt:
Tabel 4.2.2.2 Valorile pentru mediana si amplitudine
|
Nr.
esantion
|
|
|
|
|
|
|
|
|
|
| |
|
|
|
|
|
|
|
|
|
|
|
| |
|
|
|
|
|
|
|
|
|
|
|
|
| |
|
Tabel 4.2.1.3 Limitele de control pentru mediana si amplitudine
|
Limita de control superioara 
|
|
|
Media medianei 
|
|
|
Limita de control inferioara 
|
|
|
Limita de control superioara
|
|
|
Amplitudinea medie
|
|
|
Limita de control inferioara
|
|
Cu aceste valori se
prezinta in continuare cele doua diagrame ale medianelor si amplitudinii pentru cota .
Fig. 4.2.2.1 Diagrama medianelor
Fig. 4.2.2.2 Diagrama amplitudinilor
Din
analiza celor doua diagrame, diagrama medianei si diagrama
amplitudinii, se desprinde concluzia ca procesul productiv care a generat
esantioanele analizate este stabil atat ca reglaj, cat si ca
precizie.
Concluzii cu privire la
utilizarea fiselor de control pe variabile
Se va utiliza intotdeauna acea
fisa care este cel mai bine stapanita de catre
personalul din intreprindere, chiar daca, pe moment, ea nu este cea mai
potrivita scopului propus. In paralel, angajatii trebuie sa fie
instruiti cu privire la modul de aplicare a tuturor instrumentelor de
control oferite de statistica matematica.
Se
va tine seama de costul controlului raportat la precizia oferita de o anumita fisa
si de costurile generate de aparitia neconformitatilor.
Astfel, in cazul controlarii unor produse scumpe, datorita riscurilor
ca prin noncalitate sa se produca pagube importante, se va utiliza
fisa ( ).
).
Masuri
pentru imbunatatirea calitatii produselor
In faza de
proiectare se va controla programul de proiectare, tema de proiectare,
elaborarea documentatiei tehnice de baza, elaborarea
documentatiei tehnice de fabricatie, etc.
Utilizarea unor
masini -unelte, utilaje numai dupa probarea capabilitatii
acestora, fapt care va avea in vedere performantele pe care aceste echipamente si metode noi trebuie
sa le realizeze.
Programarea unor
actiuni de mentenanta preventiva pentru echipamentele de
fabricatie, pentru a se asigura capabilitatea permanenta a
proceselor.
Urmarirea
comportarii in exploatare a produselor la parametrii tehnici specifici.
Se stie ca un client multumit va comanda
din nou produsele firmei astfel, calitatea trebuie sa fie de prima
clasa. La aceasta ar trebui
adaugata intelegerea pe masura a asigurarii
calitatii: adica evitarea greselilor in loc de
inlaturarea lor.
Pentru atingerea
telului "zero -greseli" ar trebui puse in functiune instrumente
moderne de asigurare a calitatii, de la stadiul de proiect pana
la productia propriu-zisa, o tehnologie extrem de complexa cu un
sistem de triere extrem de rapid a
produselor defecte.
Intr-o viziune moderna, actiunea
"zero defecte" nu conduce la eliminarea dreptului de a gresi, ci
creeaza necesitatea de a se descoperi cauzele erorilor.
Succesul de
durata depinde si de faptul ca interesele si
asteptarile celor implicati ar trebui aduse intr-un echilibru:
interesele clientilor, ale furnizorilor si ale muncitorilor. Pentru
asigurarea si verificarea calitatii produselor si
materialelor este nevoie de echipe
puternice de cadre calificate. Aceste echipe formate din cei mai buni
specialisti vor planifica, organiza, urmari si finaliza
telurile cerute de client in ceea ce priveste calitatea produselor.
V. CONCLUZII FINALE
Bineinteles
ca pentru a face posibila o permanenta
imbunatatire si consolidare a pozitiei de varf in
cadrul unei piete este nevoie de angajati motivati,
competenti si entuziasti care sa colaboreze in spiritul
echipei si care sa se simta devotati telurilor firmei.
In cazul rolei de
sustinere as recomanda folosirea in loculul actualului rulment a unui
rulment capsulat cu protectie suplimentara. Acest rulment este mai
scump cu aproximativ 10%.
Societatea si-ar putea indrepta
atentia in viitor spre:
realizarea de anumite investitii in mijloace fixe cu
performante ridicate, reconditionarea,
imbunatatirea si
instruirea personalului pentru utilizarea eficienta a acestora;
reducerea cheltuielilor cu stocarea prin reducerea stocurilor, aspect care va determina diminuarea
cheltuielilor din exploatare;
dezvoltarea
activitatii de comercializare pentru o mai buna valorificare a
serviciilor pe care societatea le presteaza;
instruirea personalului
pentru reducerea timpilor de asteptare in servirea clientilor;
mentinerea unui raport optim calitate/pret, pentru
clientii actuali si fidelizarea acestora;
gasirea de noi clienti cu posibilitati
financiare care sa contribuie semnificativ la cresterea cererii
pentru serviciile prestate in cadrul societatii;
reorganizarea muncii pentru a nu mai fi necesara
efectuarea de ore suplimentare (care de asemenea implica cheltuieli
salariale suplimentare);
reducerea cheltuielilor cu salariile si cu energia
(utilizarea rationala a energiei, a apei, etc.);
o noua politica de preturi care sa vizeze
in principal cresterea preturilor;
gasirea
unui nou sediu in care societatea sa-si desfasoare activitatea in
conditii mai bune de spatiu, un loc care sa nu ofere
senzatia de sufocare.
asigurarea de conditii de munca ergonomice personalului angajat.