MASINI DE
FREZAT: Generalitati, clasificare, masina de frezat universala
cu consola- schema bloc
Masinile de frezat sunt
destinate prelucrarii prin frezare a unor suprafete simple sau
complexe, a suprafetelor de revolutie cu generatoarea dreapta
sau o curba plana oarecare si a suprafetelor spatiale
analitice sau neanalitice.
Exista
o diversitate de masini de frezat, clasificarea lor facandu-se
dupa structura sistemului de lucru, numarul si pozitia
arborilor principali, forma mesei si traiectoria miscarii de
avans si dupa destinatie.
Masinile
de frezat cu destinatie generala se clasifica astfel:
- masini de frezat cu consola;
- masini de frezat plan;
- masini de frezat longitudinale,
- masini de frezat cu avans circular.
Masinile de frezat speciale se
clasifica dupa forma suprafetelor prelucrate in: masini de frezat roti
dintate, filete si canale elicoidale, canale de pana,
suprafete complexe generate prin copiere etc.
|
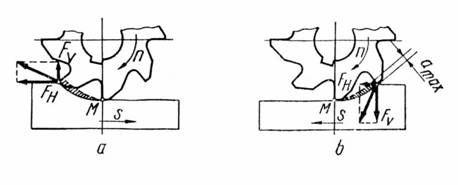
Fig. 8.1. Frezarea in contra avansului (a);
frezare in sensul avansului (b).
|
Masinile si procedeul de prelucrare
prin frezare se caracterizeaza prin productivitate ridicata,
datorata in special durabilitatii mari a frezei. Freza, care
este o scula cu mai multi dinti (cu taisuri asociate),
aschiaza cu intermitenta, adica numai in timpul cat
este in contact cu semifabricatul (fig. 8.1.).
Aschiile rezultate au forma de
virgula, grosimea lor variind intre valoarea maxima si
minima. Ca urmare a acestui fapt, taisurile sculei se
incalzesc mult mai putin decat in cazul aschierii continue
(strunjire, burghiere etc.), scula are o durabilitate sporita, putandu-se
utiliza regimuri intensive de lucru si obtine
productivitatii ridicate.
In functie de
sensul miscarii de avans s
fata de miscarea principala de aschiere n, se disting doua metode de
frezare:
- frezarea in contra avansului (fig.8.1.a);
- frezare in sensul avansului (fig. 8.1.b).
La frezarea in contra
avansului, sensul miscarii principale de rotatie a frezei este
opus sensului miscarii de avans in punctul de tangenta M a sculei la suprafata
prelucrata, iar la frezarea in sensul avansului cele doua sensuri
coincid in punctul M.
Se mai observa ca la frezarea in
contra avansului grosimea aschiei creste treptat de la zero la
valoarea maxima, pe cand la frezarea in sensul avansului, dintele
ataca materialul pe grosimea maxima. Din aceasta cauza, in
ultimul caz se produc socuri si dintii frezei se uzeaza mai
rapid, mai ales la prelucrarea semifabricatelor turnate care au la
suprafata o crusta dura.
Calitatea suprafetei
este insa mai buna la frezarea in sensul avansului decat la frezarea
in contra avansului, deoarece in acest ultim caz, datorita rotunjirii
taisului si mai ales a uzurii acestuia, dintele nu patrunde
in material decat numai de la o anumita grosime a aschiei, pana
atunci dintele produce doar o tasare a materialului, iar frecarea intre
fata de asezare a dintelui si material creste foarte mult.
In privinta
fortelor de aschiere, se observa orientarea componentei
verticale a fortei de aschiere(fig.8.1.), care in primul caz tinde sa
desprinda semifabricatul de pe masa de lucru, iar in al doilea caz
componenta verticala apasa semifabricatul pe masa masinii sau in
dispozitivul de lucru.
Tinandu-se seama de
cele de mai sus, la degrosarea semifabricatelor cu crusta dura
se va alege metoda de frezare in contra avansului, iar la finisarea
semifabricatelor de grosime si rigiditate mica se va aplica metoda de
frezare in sensul avansului.
Procesul de prelucrare prin frezare are loc
prin compunerea miscarii principale (rotatia frezei) cu una sau
doua miscari de avans executate de semifabricat sau de
scula, traiectoria miscarilor de avans putand fi rectilinie sau
circulara. Frezarea cu doua miscari de avans coordonate se
utilizeaza pentru generarea suprafetelor elicoidale sau pentru
conturarea suprafetelor complexe.
La frezare, in afara miscarilor
generatoare mentionate, mai sunt necesare si miscari
auxiliare de pozitionare intre scula si semifabricat.
Pozitionarea se realizeaza prin miscari de translatie
si rotatie ale elementelor sistemului de lucru (masinii).
8.2. Masini de frezat cu consola
Caracteristica
principala la aceste masini este consola, adica cea care
sustine sania transversala si masa masinii. Dupa
pozitia arborelui principal, aceste masini pot fi orizontale (fig.
8.2) si verticale (fig.8.3.). Pentru masinile de frezat orizontale
prevazute cu posibilitatea de pozitionare unghiulara a mesei s-a
adoptat notiunea de universale
La ambele tipuri de masini se disting: consola 7, placa de baza 1,
montantul 2, arborele principal 4, masa de lucru 5, sania transversala 6,
la cele orizontale aparand si traversa de rigidizare 3 si
portlagarul 8.
Masinile de frezat fabricate in tara
noastra se simbolizeaza cu initialele FO, FV, FU si cu numere. Numerele incluse in simbol, care apar
dupa initiale, se refera la dimensiunile mesei (FU 32 - masina de frezat universala, avand masa
cu latimea 325 mm si lungimea 1325 mm). Masinile de frezat
universale pentru scularie contin in simbol initiala S, de exemplu FUS 250 (250 fiind latimea mesei ).
Schemele bloc si schemele cinematice
structurale ale unor astfel de masini sunt prezentate de asemenea in
figura 8.2. si 8.3.
|
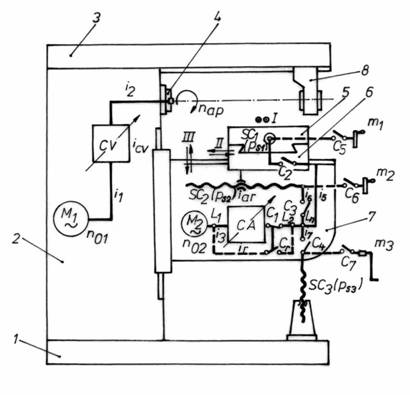
Fig. 8.2. Masina de frezat universala cu
consola
fara lc, doar cu
miscarile
|
Varietatea operatiilor executate, precum
si a materialelor prelucrate, impune posibilitatea reglarii
turatiei arborelui principal si a vitezelor de avans dupa
directiile I, II, III intr-o
plaja larga. Valorile limita ale acestora, pentru miscarea
principala sunt: 10 - 2000
rot/min in 6 - 24 trepte; iar pentru miscarea de avans longitudinal
si transversal: 10 - 1000 mm/min in 12 - 32 trepte sau variatie
continua. Pentru miscarea de avans vertical viteza este de 1/4 - 1/2 din cea de avans longitudinal; viteza
rapida de pozitionare a mesei fiind de 1500 - 3000 mm/min. In unele
cazuri, pentru actionare, se utilizeaza si motoarele cu 2 - 3
trepte de turatie.
Lantul cinematic
principal (fig.8.2.) cuprinde motorul de antrenare M1, transmisiile permanente i1 si i2
precum si cutia de viteze CV,
toate fiind amplasate in montantul masinii.
Turatia arborelui principal se
calculeaza cu relatia:
 [rot/min], (8.1)
[rot/min], (8.1)
in care: iCV este raportul de transfer variabil al cutiei de
viteze, iar cp este
constanta lantului cinematic principal.
Mecanismele lanturilor
cinematice de avans sunt amplasate in interiorul consolei, fiind actionate
de motorul M2. Cele trei
lanturi cinematice de avans cuprind urmatoarele elemente: cutia de avansuri CA, transmisiile permanente i1 - i7, cuplajele
C1 - C4, si Cr,
mecanismele cu surub conducator (SC1,
SC2, SC3) pentru transformarea
miscarii de rotatie in miscarea de translatie.
Cuplajele C1 si Cr servesc pentru selectarea
miscarilor de avans sau de pozitionare rapida, iar
cuplajele C2 - C4
sunt prevazute pentru transmiterea miscarii de rotatie la
suruburile conducatoare SC1
- SC3, deci pentru selectionarea traiectoriilor de
avans I, II sau III.
Vitezele de avans
si de pozitionare rapida a mesei dupa directia I (longitudinala) se
calculeaza cu relatiile (8.2) si (8.3), care pot fi scrise
urmarindu-se fluxul cinematic in lantul respectiv :
 [mm/min], (8.2)
[mm/min], (8.2)
 [mm/min] (8.3)
[mm/min] (8.3)
Vitezele
de avans pe traiectoriile II si III se exprima prin relatii
asemanatoare, inlocuind pe i5 prin i6 si i7.
Sensul miscarilor
de avans si de pozitionare se stabileste prin alegerea sensului
de rotatie al motorului M2.
Manetele si rotile
de mana cuplabile m1,
m2, si m3 sunt prevazute pentru
actionarea manuala a mesei, saniei transversale si consolei.
Cuplajele C5, C6 si C7 sunt normal deschise -
evitandu-se astfel antrenarea rotilor de mana sau a manivelelor in
timpul deplasarii rapide.
La unele variante de freze
cutia de avansuri este amplasata in partea inferioara a montantului
(fig.8.3.), fiind actionata de motorul principal M prin derivatia L1.
Legatura cinematica dintre cutia de
avansuri si mecanismele consolei se realizeaza prin angrenaje conice
si bara alunecatoare sau prin transmisie cardanica si
bara telescopica.
|
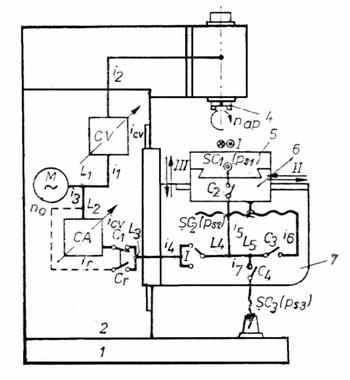
Fig. 8.3. Masina verticala de frezat cu
consola
|
Pentru
extinderea domeniului de utilizare si a posibilitatilor
tehnologice ale acestor masini au fost concepute si alte variante
constructive: cu sistem de
rigidizare a consolei; cu diferite miscari de pozitionare a
capului de frezat vertical etc.
8.3 Masini de frezat plan
Masinile de frezat plan se
clasifica dupa numarul miscarilor executate de
piesa si dupa pozitia capului de frezat (orizontale,
verticale).
Masinile de frezat plan se
utilizeaza pentru prelucrarea suprafetelor plane sau profilate in
productia de serie, fiind asemanatoare cu masinile
precedente, cu mentiunea ca acestora (masinilor de frezat plan)
le lipseste sistemul consolei, ceea ce duce la cresterea
rigiditatii, putandu-se utiliza regimuri intense de lucru.
Schema bloc si schema cinematica
structurala a unei masini de frezat plan orizontala, cu
deplasarea mesei pe doua directii perpendiculare, este
prezentata in figura 8.4.
Unitatea de frezat 3 se poate deplasa pe
directie verticala - pe ghidajele montantului 2 (miscarea de
avans sau pozitionare II). Tija
de ghidare 4 serveste pentru rigidizarea capului de frezat in pozitia
de lucru a acestuia. Cand scula se monteaza pe dorn lung, se
utilizeaza un sistem de rigidizare format din montantul secundar 6, in
acest mod realizandu-se un cadru inchis rigid. Masa de lucru 9 si sania 10
se deplaseaza dupa directii perpendiculare: I si III.
|
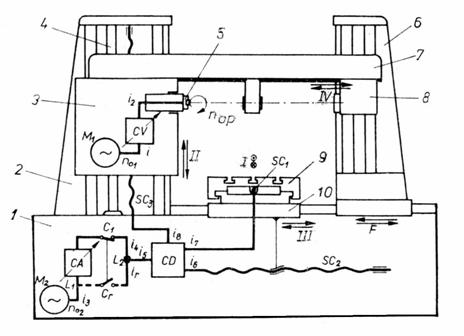
Fig. 8.4. Masina de frezat plan
orizontala
- schema bloc, schema cinematica
structurala -
|
|
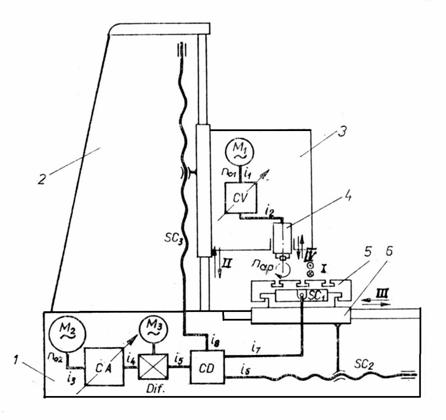
Fig. 8.5.
Masina de frezat plan verticala
- schema
bloc, schema cinematica structurala -
|
Mecanismele
lantului cinematic principal sunt amplasate in carcasa capului de frezat,
reglarea acestuia facandu-se in trepte sau prin roti de schimb.
Sistemul cinematic al miscarilor de avans si de pozitionare
este amplasat in interiorul batiului, avand in structura o cutie de
avansuri CA, cuplajele C1 si Cr pentru selectarea
regimului de deplasare (avans de lucru sau deplasarea rapida) si
angrenaje comutabile din cutia de distributie CD - pentru selectarea directiei de miscare.
Transformarea
miscarilor de rotatie in miscari de translatie a
organelor de lucru se obtine prin mecanisme cu surub conducator:
SC1, SC2 si SC3.
Expresiile vitezei de avans si de
deplasare rapida dupa directia I
sunt:
 [mm/min] (8.4)
[mm/min] (8.4)
 [mm/min] (8.5)
[mm/min] (8.5)
O masina
verticala de frezat plan, avand masa deplasabila dupa doua
directii perpendiculare, este prezentata structural in figura 8.5.
Aceste masini sunt destinate tot pentru
productia de serie. Partile componente si
miscarile de avans-pozitionare sunt identice cu cele prezentate
la masinile orizontale de frezat plan.
Prin utilizarea frezelor cilindro-frontale se
prelucreaza suprafata superioara a pieselor montate pe masa de
lucru 5 . Arborele principal este prevazut cu o pinola, ceea ce
permite miscarea de pozitionare IV pentru stabilirea adancimii de aschiere.
Sistemul cinematic al lanturilor de
avans si pozitionare este prevazut cu mecanism diferential: transmisia CA -Dif .- CD - SC asigura miscarea de avans, iar prin Dif. - CD - SC se obtine deplasarea
rapida pe directia selectata. In figura s-au notat cu: 1- batiul ; 2 - montant; 3 - cap de
frezat ; 4 - arbore principal ; 6 - sania transversala.
Subiect Masini de frezat longitudinal
|
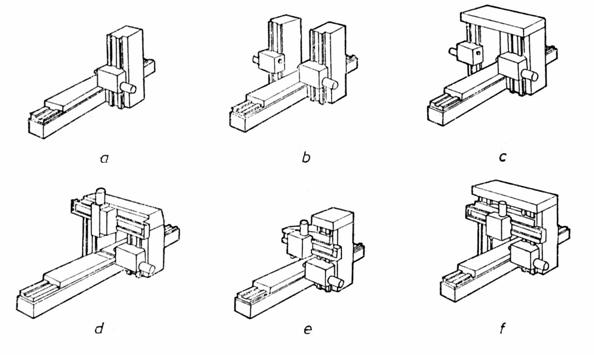
Fig. 8.6. Variante
constructive ale masinilor de frezat longitudinal
|
Masinile de frezat longitudinal sunt
destinate prelucrarii unor piese de dimensiuni mari cu suprafete
plane orizontale, verticale sau inclinate. Masa de lucru executa o
singura miscare de avans (longitudinala) fiind rezemata pe
ghidajele batiului.
Pentru a satisface
necesitatile ivite in practica s-au conceput diferite variante
constructive de masini de frezat longitudinal, asa dupa cum
rezulta din figura 8.6., in care:
a este o masina de frezat
longitudinal cu un montant si cu un cap de frezat orizontal; b - cu doi
montanti si doua capete de frezat orizontale; c - idem, cu
traversa de rigidizare intre cei doi montanti; d - traversa este
prevazuta cu ghidaje pentru deplasarea capului de frezat vertical; e
- cu montant si traversa mobila pentru pozitionarea capului
de frezat vertical; f - idem, cu doi montanti si traversa de
rigidizare (tip portal).
La masinile cu
cadru inchis, rigiditatea mare a sistemului tehnologic permite aplicarea unor
regimuri intense de lucru, obtinindu-se si o calitate superioara a
suprafetelor prelucrate.
|
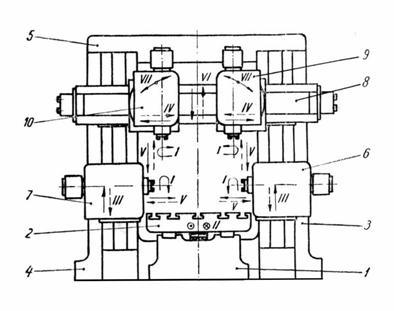
Fig. 8.7. Masina de frezat longitudinal tip portal
- schema bloc -
|
Prin echiparea acestor masini cu mai
multe capete de frezat si folosirea simultana a acestora se
asigura o productivitate ridicata. Simbolurile adoptate in tara
noastra sunt: FLP pentru
masini de frezat longitudinal de tip portal; FLT pentru masini de
frezat longitudinal cu traversa fixa.
Schema bloc a unei masini de frezat de tip portal, care este prevazuta cu
patru unitati de lucru, este prezentata in figura 8.7. Fiecare
unitate de frezare (cap de lucru) reprezinta o unitate cinematica
separata, cu reglarea turatiilor arborilor principali prin cutii de
viteze.
Sistemul cinematic
al miscarilor de avans este prevazut cu mai multe
ramificatii - pentru masa si fiecare cap de frezat. Mecanismele
respective sunt amplasate in batiul masinii si in carcasele solidare
cu traversa mobila.
In
figura 8.7 s-au facu urmatoarele notatii: 1 - batiul
masinii, 2 - masa masinii, 3, 4 - montanti, 5 - traversa
fixa, 6, 7 - capete de frezat orizontale, 8 - traversa mobila, 9, 10 - capete de frezat verticale, I - miscarea
principala de aschiere, II - avansul longitudinal al mesei, III, IV - miscari de avans, V, VI, VII - miscari de
reglare.
|
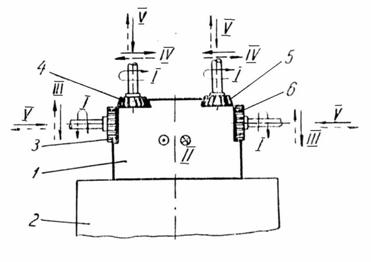
Fig. 8.8.
Frezarea simultana pe masina de frezat portal - cu toate
unitatile de lucru
|
Masinile
de frezat portal, in general masinile de frezat longitudinal, sunt
exploatate rational daca lucreaza cu toate capetele de frezat,
asa cum se prezinta cazul din figura 8.8.
Astfel, semifabricatul fixat
pe masa masinii executa numai miscarea de avans longitudinal II,
iar capetele de frezat antreneaza fiecare freza in miscarea
principala de aschiere I. Si toate celelalte miscari
de potrivire (IIIV) sunt executate de frezele 36.
Frezarea
simultana cu mai multe freze asigura, pe langa o productivitate
ridicata, asigura si precizie mai buna a pozitiei
relative dintre suprafetele prelucrate.
In afara celor
prezentate, trebuie specificat ca masinile de frezat longitudinal pot
fi dotate si cu capete de rectificat.
8.5. Masini de frezat cu avans circular
|
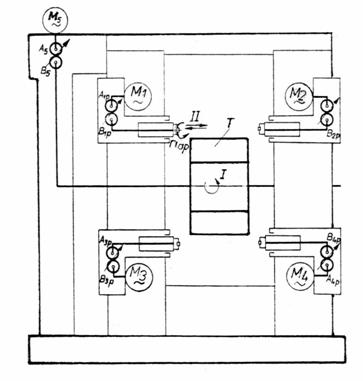
Fig. 8.9. Masina orizontala de
frezat circular
|
La acest tip de masini piesa de
prelucrat executa o miscare de avans circular. Miscarea de avans
este lenta, ceea ce permite o functionare continua a
masini, operatiile auxiliare de prindere-desprindere a pieselor
facandu-se in timpul prelucrarii, utilizandu-se dispozitive
mecanizate.
De asemenea, echiparea cu
mai multe capete de frezat permite prelucrarea simultana a
suprafetelor paralele sau executarea succesiva a operatiilor de
degrosare si finisare.
Dupa pozitia
axului organului de lucru utilizat pentru fixarea semifabricatului,
masinile de frezat cu avans circular sunt orizontale si verticale.
|
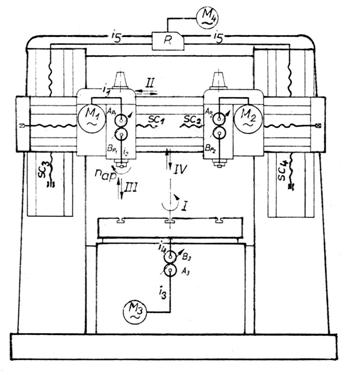
Fig. 8.10. Masina verticala de
frezat circular
|
Masinile
orizontale de frezat circular (fig. 8.9.) se utilizeaza pentru prelucrarea
in flux continuu a pieselor de dimensiuni mici si mijlocii. Placa de
baza, montantii si grinda superioara formeaza un cadru
inchis, iar capetele de frezat sunt fixe fata de montanti.
Piesele se fixeaza din mers in dispozitivele tamburului
poligonal T, trecand succesiv prin fata sculelor de degrosare si
finisare aflate in miscare principala de aschiere I.
Constructia cu patru capete de frezat asigura prelucrarea
simultana a doua suprafete paralele. Reglarea turatiei
arborilor principali si a vitezei de avans se face prin roti de
schimb (A1p/B1p - A4p/B4p si A5/B5).
Masinile
verticale de frezat circular sunt denumite si masini de frezat tip carusel . In functie de
dimensiunile mesei, se construiesc cu unul sau doi montanti.
Schema de principiu a masinilor cu doi
montanti este prezentata in figura 8.10. Miscarile de
pozitionare II si III se obtin prin actionare
manuala, iar pozitionarea traversei se obtine prin cuplarea
motorului M4.
Fiind echipate cu doua capete de
frezare, si aceste masini permit executarea succesiva a
operatiilor de degrosare si finisare.

