Forjarea libera si forjarea in
matrita. Calculul semifabricatului de pornire. Urmarirea
procesului de forjare si matritare
Deformarea plastica la cald, inclusiv tehnologiile de forjare, au la baza
proprietatile de plasticitate ale materialelor metalice (capacitatea de
a capata deformare plastica permanenta, fara a li
se distruge integritatea).
Operatia de forjare,
libera sau in matrita, se executa prin lovire sau presare.
In timpul deformarii
plastice, volumul ramane practic constant, spre deosebire de prelucrarea
prin aschiere.
O mica parte din material se
pierde totusi prin incalzire, sub forma de oxizi, aceasta
depinzand de compozitia chimica a materialului si de temperatura
de incalzire.
Deformarea plastica pentru
materiale moi Cu, Pb, Al se face la rece, precum si pentru metale
pretioase Au, Ag, Pt.
Deformarea plastica la cald prezinta avantaje:
proprietati mecanice imbunatatite (structura devine
mai fina si mai omogena)
se asigura un consum redus de materiale
la forjarea in matrita, se reduc adaosurile de prelucrare
Forjarea libera-manual pe nicovala
-pe ciocane de forjare
sau prese de forjare
Toate piesele se supun legii
volumului constant, care arata ca deformarea plastica se produce
la volum constant:
Forjarea este redata in
figura 10.1.
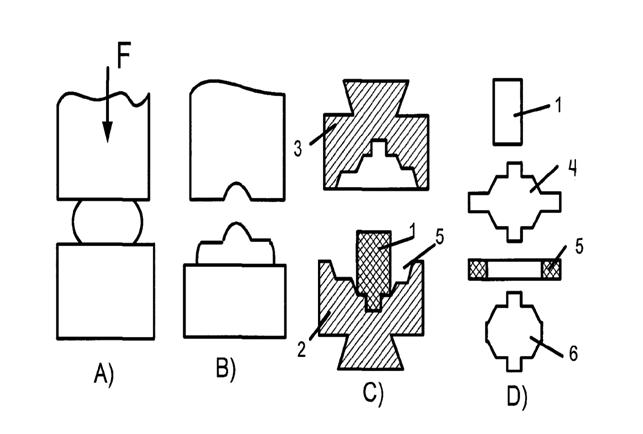
Fig. 10.1. Forjarea.
A)
forjare
libera intre doua suprafete plane
B)
forjare
libera cu o suprafata profilata
C)
forjare
in matrite
D)
etapele
forjarii in matrite 1.semifabricat de matritat;
2.semimatrita inferioara;3.semimatrita superioara;4.piesa
matritata cu bavura;5.bavura detasata de la
piesa;6.piesa matritata
Legea volumului constant arata cä deformarea
plastica se produce la volum constant
V=x ∙y∙z=x1∙y1z1=constant
ln x1/x +ln y1/y + ln z1/z = 0
δx+δy+δz=0
Suma gradelor de deformare
logaritmica dupa cele trei directii este nula.
Deformarea poate fi
tridimensionala (cel mai des intalnita) sau bidimensionala.
Temperaturi de forjare si matritare
|
Material
|
Compozitie
chimica
|
Temperaturi
|
|
|
Initiale
|
Finale
|
|
Otel carbon
|
C<=0,3
|
|
|
|
|
|
|
|
|
|
Otel aliat
|
Slab aliat
|
|
|
|
Otel aliat
|
Mediu aliat
|
|
|
|
Bogat aliat
|
|
|
|
Aliaje de Al
|
Diferite
|
|
|
|
Aliaje de Cu
|
Diferite
|
|
|
Forjarea in matrita se
aplica in cazul produselor de serie mijlocie si mare. In cazul
productiei deserie mica, numai daca se constata economie
fata de costul ridicat al matritelor.
Matritele-otel carbon
0,5-0,8%, cu exceptie, de regula din otel special aliat pentru
matrite cu crom si wolfram.
Matrita este compusa
din doua bucati.
Formarea bavurii
- amortizeaza
lovitura dintre cele doua matrite
- asigura
umplerea cavitatiloor, astfel incat piesa sa nu iasa
cu goluri de material
- usureaza
extragerea piesei din matrita cu ajutorul daltii.
In general pentru a da piesei
forma definitiva se executa separat o matrita de calibrare,
dupa debarasare cu dimensiuni ceva mai mari decat dimensiunile finale ale
piesei brut matritate.
Utilaje si aparatura.
- utilaje
pentru incalzire-cuptoare cu gaze sau electrice
- utilaje
pentru matritarea propriuzisa-ciocane sau prese
- utilaje
pentru debavurare-prese cu excentric
- utilaje
pentru calibrare-numai pentru piese mai pretentioase
- pentru
controlul temperaturii-termoelemente inregistratoare Pt-Pt-Rh la
cuptoarele de incalzit
-cu pirometru optic la inceputul si sfarsitul forjarii
- pentru
controlul dimensional-sabloane de verificat piesa in stare calda
Calculul semifabricatului de pornire
Ex. Sa se determine
dimensiunile unui semifabricat de pornire (l) cu d=200mm si h=400mm,
forjarea se va face dintr-un material patrat cu latura de 160mm
x*y*z=x1*y1*z1
VF=(pD2/4)*h
VI=160*160*x
VF=VI
rezulta 160*160*x=p*2002*100 deci x=490,6mm

