CONSIDERAȚII TEORETICE
PRIVIND PROCESELE DE DEFORMARE
PLASTICA
1. Particularitați ale deformarii
plastice
Notiuni de teoria plasticitatii
Fortele
exterioare care actioneaza asupra unui corp supus deformarii
creeaza in volumul acestuia eforturi interioare. Intensitatea eforturilor
interioare, pe unitatea de suprafata a unui element considerat din
volumul corpului, poarta denumirea de tensiune (efort unitar). Tensiunea
totala care actioneaza pe o suprafata oarecare are trei
componente: o tensiune normala si doua tensiuni tangentiale
corespunzatoare celor trei directii ale axelor de coordonate. Tensiunile
normale sunt considerate pozitive atunci cand provoaca intindere si
negative cand provoaca compresiune. Tensiunile tangentiale sunt
considerate pozitive atunci cand sensul lor coincide cu sensul axelor de
coordonate și negative cand au sens contrar.
Daca
in toate punctele volumului corpului supus deformarii starea de tensiune
este identica, se considera starea de tensiune omogena, iar
daca nu este identica starea de tensiune este neomogena. In
practica, din cauza distributiei neuniforme a fortelor la
interfata scula-semifabricat, a temperaturii diferite la care are loc
deformarea diferitelor puncte, precum si din cauza neomogenitatii
structurale a materialului deformat, starea de tensiune este neomogena.
Studiile
de specialitate au determinat anumite legi generale valabile cu privire la deformarea
plastica a metalelor si aliajelor, legi aplicabile in proiectarea
oricarui proces tehnologic de realizare prin deformare plastica a
pieselor. Aceste legi sunt:
legea
coexistentei deformatiilor elastice cu cele plastice in timpul
deformarii plastice
-deformarea plastica a materialelor metalice este insotita in
permanenta de o deformatie elastica, iar deformarea
plastica incepe numai dupa depasirea unei marimi
limita a defromarii elastice;
legea
rezistentei minime - deplasarea oricarui punct material al corpului
deformat, situat pe suprafata perpendiculara pe directia
fortelor de deformare, se face dupa distanta cea mai mica
la perimetrul sectiunii;
legea
aparitiei si echilibrarii tensiunilor interne suplimentare - in timpul deformarii plastice, in interiorul
materialului apar tensiuni care se opun deformarii (conform principiului
actiunii si reactiunii) si care tind sa se echilibreze
reciproc;
legea
volumului constant - in ipoteza unor
pierderi minime de material prin ardere (cazul deformarii plastice la
cald) sau prin indesarea materialului cu goluri interioare, se poate considera
ca volumul materialului ramane constant in oricare etapa a
procesului de deformare:
V0=V1=V2==V1==Vn,
(1)
in care i=1,2,3,, n sunt
etapele procesului de deformare plastica.
legea
similitudinii - in aceeleasi
conditii de deformare, pentru doua corpuri geometrice asemenea, cu
aceeasi compozitie chimica structura si aceleasi
caracteristici mecanice, presiunile specifice de deformare Pm
si respectiv Pf sunt
egale intre ele, raportul fortelor de deformare este egal cu patratul
raportului marimilor liniare caracteristice lm si
respectiv lf, iar raportului lucrului mecanic necesar
schimbarii formei Wfm si respectiv Wft este
egal cu cubul raportului marimilor liniare caracteristice.
Materialele existente in natura si utilizate in
tehnica se deosebesc intre ele prin compozitia chimica si
structura diferite si respectiv prin propietatile tehnologice
si functionale diferite. Din punct de vedere al comportarii la
deformare a materialelor prezinta importanta propietatile
lor elastice, plastice, vascoase si de rezistenta.
materiale
elastice
suporta deformatii elastice mari (ɛe≥0,6)
care dispar in totalitate dupa inlaturarea fortelor exterioare care
le-au provocat;
nu au structura cristalina si deformatiile
permanente sunt inexistente - deformarea are loc prin deplasarea atomilor din
pozitiile lor de echilibru stabil, la o valoare minima a energiei lor
potentiale, marimea deplasarii nedepasind ordinul de marime
al distantei dintre atomi.
materiale
plastice - admit deformatii
permanente mari (ɛp>0,..0,3 ɛp), au o
structura cristalina, in timpul deformarii sufera
modificari in structura lor, din care cauza rezistenta la
deformare creste cu cresterea gradului de deformare si de presiune
la deformare.
Deformarea plastica se realizeaza prin
deplasarea relativa a atomilor in pozitii noi de echilibru la
distante mult mai mari decat distantele dintre atomii din
reteaua cristalina:
materiale
vascoase - admit deformatii
permanente mari (ɛp>0,..0,3 ɛp) au o
structura amorfa, in timpul deformarii nu au loc deformari
structurale, din care cauza rezistenta la deformarea nu depinde de
gradul de deformare, dar creste cu viteza de deformare si cu
presiunea de deformare;
materiale
rigide (fragile) - se rup la
valori mici ale deformatiilor permanente (ɛt≤0,o1), au
o structura cristalina si deformatiile elastice sunt
inexistente.
Metalele si aliajele utilizate in tehnica nu
sunt ideal elastice, ideal plastice sau ideal vascoase, ele au si
propietati elastice si propietati plastice si
propietati vascoase. Tinand cont de aceasta materialele metalice
pot fi:
elastico-fragile
(fonta, bronzul);
elastico-plastice
(oteluri cu continut scazut de carbon si otelurile
slab aliate la temperatura ambianta etc.);
plastico-vascoase
(majoritatea otelurilor si aliajelor neferoase la temperaturi
ridicate etc.) si alte combinatii.
Din punct de vedere macroscopic deformarea plastica
se poate justifica prin existenta in curba tensiune-deformatie a unui
domeniu numit domeniul de curgere, iar
din punct de vedere microscopic deformarea plastica se explica prin
modificarea echilibrului dintre grauntii cristalini (deformarea
intercristalina) sau din interiorul grauntilor cristalini
(deformarea intracristalina), modificarea ce se poate produce prin: alunecare,
maclare sau combinat (alunecare si maclare).
1.Cresterea
compactitatii si a greutatii specifice
Acest
fenomen consta in inchiderea si eventual in sudarea unor defecte de
material ca:
microretasuri;
fisuri;
sulfuri intercristaline;
porozitati etc.
Aceasta
crestere a greutatii specifice este cu atat mai mare cu cat
defectele de material sunt mai numeroase, respectiv cu cat greutatea
specifica a materialului sau aliajului turnat este mai mica in
comparatie cu cea reala.
In
aceelasi timp cu cresterea compactitatii materialelor, in
timpul defromarii plastice la cald are loc si un proces de modificare
a structurii de turnare, in sensul alungirii grauntilor cristalini
si a incluziunilor care in timpul soldificarii s-au concentrat la
limitele dintre grauntii primari.
1.3.Ecruisarea
Fenomenul
de ecruisare apare numai in cazul prelucrarii prin deformare plastica la
rece si consta in modificarea unor propietati mecanice ale
materialului deformat, in sensul cresterii rezistentei la rupere
si a duritatii si scaderii propietatilor ce definesc
plasticitatea materialului. De asemenea, se modifica unele propietati
chimice. Pe langa modificarea propietatilor functionale ale
materialului apar si modificari de structura, in sensul alungirii
si a turtirii puternice a grauntilor cristalini.
1.4.Recristalizarea
Recristalizarea
este fenomenul de baza care se produce la incalzirea materialelor
ecruisate si consta in reorganizarea retelei deformate si
aparitia unor noi centre de cristalizare. Prin recristalizare se elimina
complet tensiunile interne, constatandu-se
o micsorare a duritatii si a rezistentei de deformare
si o marire a plasticitatii. In timpul acestui proces se
intensifica procesul de difuzie al atomilor in volumul grauntilor
cristalini, ceea ce contribuie la egalizarea chimica a
grauntilor neomogeni si la inlaturarea microfisurilor ce apar in
timpul defromarii.
1.5.Incalzirea
materialelor metalice in scopul prelucrarii prin deformare plastica
Materialele
pot fi prelucrate usor prin deformare plastica, daca au o
plasticitate buna si o rezistenta la deformare mica. La
majoriatea materialelor utilizate in tehnica imbunatatirea acestor
conditii se poate realiza prin incalzire.
Incalzirea
materialelor in scopul prelucrariii prin deformare plastica are mare
importanta, deoarece calitatea produselor realizate depinde in primul
rand de alegerea unui regim corect de incalzire. Incalzirea are drept scop:
reducerea fortelor de deformare prin cresterea
plasticitatii si scaderea rezistentei de deformare;
reducerea greutatii si a gabaritului utilajului
folosit pentru deformare;
obtinerea unei structuri care sa asigure o
deformare usoara si caracteristicile functionale si
tehnologice dorite;
pierderi minime de material cu adaosuri de prelucrare si
tehnologice;
Alegerea
temperaturii optime de deformare si o incalzire uniforma a
semifabricatului asigura:
pierderi minime de material prin oxidare, ardere si
decarburare;
preintampinarea aparitiei tensiunilor interne mari, a
fisurilor si a crapaturilor posibile la grade mari de deformare;
obtinerea calitatii proiectate.
Incalzirea
materialelor in scopul prelucrarii prin deformare plastica se poate
realiza in doua moduri disctinte:
prin introducerea semifabricatului intru-un mediu cald;
prin introducerea caldurii in masa semifabricatului.
Cea
mai raspandita metoda si cea mai usor de realizat este
prima metoda si consta in introducerea semifabricatului in
spatiul de lucru al instalatiei de incalzire si mentinerea
in acest spatiu un anumit timp necesar schimbului de caldura
intre mediul de incalzire si semifabricat. In cazul acestei metode, principalii
parametri ai regimului de incalzire sunt:
intervalul de temperatura la care se poate face
deformarea;
viteza de incalzire;
durata incalzirii;
mediul de incalzire.
Intervalul
tehnologic de temperatura (tab.1) este acela la care are loc deformarea
plastica propiu-zisa si se determina in stransa
legatura cu timpul necesar pentru realizarea deformarii si cu
durata racirii semifabricatului de la temperatura inceputului deformarii
la temperatura sfarsitului acesteia. Intervalul de temperatura tehnologic
trebuie cuprins in intervalul de temperatura admis.
Pentru
ca in semifabricat sa nu apara fisuri in timpul incalzirii, trebuie
ca diferenta de temperatura pe sectiunea acestuia sa nu
depaseasca o anumita valoare limita ce determina
si viteza maxima de
incalzire adimisa pentru un semifabricat oarecare.
In
practica se intalnesc trei viteze de incalzire:
viteza de
incalizire admisibila este
viteza ce poate fi atinsa la un semifabricat fara ca el sa
fie deteriorat in timpul incalzirii;
viteza de
incalzire tehnic
posibila este viteza pe care o poate realiza instalatia de
incalzire folosita;
viteza de
incalzire reala este
viteza care se realizeaza in timpul incalzirii propiu-zise.
Mediul de incalzire este dat de amestecul de gaze existent in spatiul
de lucru al instalatiei de incalzire. El trebuie astfel ales incat
sa nu favorizeze aparitia defectelor de suprafata prin
oxidare sau decarburare si sa permita chiar imbunatatirea
unor propietati ale materialului. Mediul de incalzire se alege in
functie de natura materialului semifabricatului, de precizia impusa
operatiei de deformare, de costul materialului, tipul instalatiei de
incalzire etc. Mediul de incalzire poate fi:
obisnuit, cu caracter oxidant, rezultat in urma
arderii complete a combustibilului in exces de aer;
neutru, cu atmosfera controlata, rezultat al
mentinerii in echilibru a componenetelor gazoase, cu materialul
incalzit, in asa fel incat sa nu se produca oxidarea sau
decarburarea;
inert (de regula in curent de argon); special, care
are introduse controlat anumite elemente ce permit nu numai cresterea
performantelor instalatiei de incalzire, ci si o serie de
avantaje pentru materialul incalzit (de exemplu, prin introducerea
litiului in atmosfera controlata se realizeaza eliminarea
completa a pierderilor de material prin oxidare, micsorarea
coeficientului de frecare, datorita formarii unui strat subtire
de oxid de litiu pe suprafata semifabricatelor si cresterea
durabilitatii sculelor folosite la deformare).
Tabelul 1.
Intervalul temperaturilor de deformare pentru cateva
metale și aliaje de intrebuințate
|
Nr. crt.
|
Materialul
|
Intervalul de temperature
de deformare
|
|
Tid [0C]
|
Tsd [0C]
|
|
OL 37; OL 42
|
|
|
|
OL 50; OL 60; OL 70
|
|
|
|
OLC 10; OLC 15; OLC 20; OLC 25; OLC
35; OLC 45
|
|
|
|
OSC 7; OSC 8
|
|
|
|
OSC 9; OSC 10; OSC 12
|
|
|
|
45 Cr 10
|
|
|
|
15 CrNi15; 13 CrNi35; 10 MoCr 10
|
|
|
|
40 MoCrNi15
|
|
|
|
ARC 1
|
|
|
|
RUL 1
|
|
|
|
Oțel rapid
|
|
|
|
Oțel ausenitic
|
|
|
|
Oțel feritic
|
|
|
|
Oțel manganos
|
|
|
|
Al 99,5
|
|
|
|
Aliaj de Al cu 4%Cu; 0,5%Mg; 0,5Mn
|
|
|
|
Aliaj de Al cu 2,2%Cu; 1%Mg; 1Mn
|
|
|
|
Aliaj de Al cu 2,2%Cu; 1,3%Ni;
|
|
|
|
Aliaj de Al cu 1,6%Cu; 2,4%Mg; 6%Zn
|
|
|
|
Cu 99,9
|
|
|
|
Aliaj de Cu cu 6%Sn
|
|
|
|
Aliaj de Cu cu 9%Al
|
|
|
|
Aliaj de Cu cu 20%Zn
|
|
|
|
Aliaj de Cu cu 40%Zn
|
|
|
|
Aliaj
de Ti cu 6,2%Al; 0,8%Fe; 3%Cr; 0,1%C; 0,2%O2
|
|
|
|
Aliaj
de Ti cu 5,8%Al; 3,8%Mo; 0,1%C; 0,2%O2
|
|
|
1.6.Defectele
posibile la incalzire
Defectele
ce pot aparea in piesele obtinute prin deformarea plastica la
cald sunt rezultatele nerespectarii regimului termic al deformarii. Factorii
care pot produce defecte in piesele deformate plastic la cald sunt: depasirea
vitezei adimisibile de incalzire, depasirea temperaturii de inceput
de deformare, nerespectarea duratei incalzirii si alegerea neadecvata
a mediului de incalzire. Ca urmare a acestor factori pot aparea:
defecte cauzate de depasirea vitezei admisibile
de incalzire, ce constau in tensiuni termice interne importante si
fisuri pe sectiune si o data aparute compromit piesa obtinuta
prin deformare plastica, deoarece nu pot fi inlaturate in urma
procesului de deformare. Sunt specifice semifabricatelor de dimensiuni mijlocii
si mari, unde variatia pe sectiunea temperaturii este mare. Pentru
a evita acest tip de defecte trebuie avuta in vedere o corelatie
intre viteza adimisibila de incalzire si productivitatea ce se
vrea realizata la incalzire;
defecte cauzate de depasirea temperaturii de inceput
de deformare, ce constau in aparitia unor structuri de supraincalzire
cu propietati functionale scazute. Prin depasirea
temperaturii de inceput de deformare, grauntii devin foarte mari, impuritatile
difuzeaza la marginea grauntilor si materialul devine
foarte fragil, aparand pericolul fisurarii chiar la deformarea la
cald. Un material supraincalzit are fragilitate ridicata si la
temperatura obisnuita.

Fig. 1.
Clasificarea instalaților utilizate la prelucrarea prin deformarea
plastica.
1.7.Instalatii
folosite la incalzirea in scopul prelucrarii prin deformarea
plastica
Instalatii
folosite la incalzirea in scopul prelucrarii prin deformarea
plastica trebuie sa realizeze un consum minim de combustibil
conventional sau de energie pentru incalzirea unei tone de material, reduceri
insemnate ale pierderilor de material prin oxidarea si prin incalziri
succesive, precum si reducerea la minimum a decarburarii straturilor
superioare ale materialului supus incalzirii.
Toate
aceste conditii trebuie indeplinite in oricare etapa a procesului de incalzire-racire,
cu posibilitatea unui control adecvat al procesului, a unui reglaj comandat sau
autocomandat si a unor comezi foarte usoare.
Definirea
și clasificarea procedeelor de deformare
Prelucrarea
materialelor metalice prin deformare plastica se bazeaza pe proprietatea
de plasticitate a metalelor, adica pe capacitatea acestora de a
capata deformații permanente sub acțiunea unor forte exterioare. Utilizarea din ce in
ce mai larga este și rezultatul avantajelor pe care aceasta le prezinta in comparație cu
celelalte metode de prelucrare.
Cele
mai importante avantaje sunt:
realizeaza insemnate economii de material, deoarece
prin aceasta metoda se obtine configuratia geometrica a
piesei, corespunzatoare cu rolul functional, prin redistribuirea volumelor
de material si nu prin indepartarea acestuia sub forma de
aschii sau microaschii;
permite realizarea unor piese cu configuratie de la
cea mai simpla pana la cea mai complexa, cu greutati
variind de la cateva grame pana la cateva sute de tone si cu
dimensiuni de gabarit de la cativa milimeti pana la zeci de metri, unele
greu sau aproape imposibil de realizat prin alte procedee;
permite obtinerea de piese cu propietati functionale diferite
si imbunatatite pe sectiune, in functie de cum s-a realizat
deplasarea volumelor de material ca
urmare a deformarii plastice, proprietati ce confera o
comportare in exploatare mult mai buna decat a pieselor obtinute prin celelalte metode de
prelucrare (turnare, aschiere, sudare etc);
productivitatea ridicata datorita executarii
prelucrarii cu posibilitati largi de mecanizare si de automatizare, cat
și datorita obținerii unor produse de configuratie
simpla sau complexa, cu aceeasi sectiune, pe lungimi foarte mari;
realizeaza la un pret foarte scazut
toata gama de semifabricate initiale pentru celelalte metode de prelucrare, cum ar fi: barele, tablele,
profilele simple sau complexe, benzile, bilele, tevile, sarmele etc;
precizia dimensionala a pieselor prelucrate poate
fi, dupa necesitate, foarte ridicata, piesele obtinute fiind
interschimbabile și adesea rezultand cu dimensiunile finale chiar și
pentru cazul utilizarii lor in industrii care necesita o precizie
foarte ridicata (mecanica fina, electrotehinca, electronica
etc.);
realizeaza insemnate economii de manopera, deoarece
in majoritatea cazurilor foloseste utilaje complet mecanizate si
automatizate cu tendinte sporite de informatizare si chiar robotizare.
Totusi
si aceasta metoda prezinta o serie de dezavantaje cauzate de
necesitatea unor forte de prelucrare mari, si anume:
investitii intiale mari, deoarece necesita
utilaje complexe si scumpe care trebuie sa dezvolte forte foarte
mari;
sculele utilizate sunt in general scumpe, de cele mai
multe ori pentru fiecare categorie de piese obtinute prin deformare
plastica fiind necesara o scula speciala, care nu mai poate
fi utilizata la realizarea altor piese.
Avand
in vedere avantajele si dezavantajele enumerate mai sus, prelucrare prin
deformare plastica trebuie aplicata atunci cand in urma studiilor
tehnico-economice se dovedeste superioara in comparatie cu alte
variante tehnologice si organizatorice de realizare a unei prelucrari.
Procedeele
de prelucrare prin deformare plastica se pot clasifica luand in
considerare mai multe criterii:
dupa viteza de deformare se deosebesc:
cu viteze mici de deformare (pentru viteze de
defromare Vd<10m/s);
cu viteze mari de deformare (pentru viteze de deformare
Vd≥10m/s).
dupa temperatura la care se desfasoara procesul
de deformare se deosebesc:
deformarea plastica la rece, cand deformarea este
insotita de fenomenul de ecrisare fara recristalizare;
deformarea plastica la cald, atunci cand recristalizarea
se produce complet, fara urme de ecruisare.
dupa natura operatiei de deformare se deosebesc:
de degrosare;
de prefinisare;
de finisare etc.
dupa calitatea suprafetei produselor deformate
se deosebesc:
de ebosare;
de calibrare;
de finitie.
dupa schema de deformare se clasifica in conformitate
cu schema din figura

Fig.
Clasificarea procedeelor de prelucrare prin deformare plastica dupa
schema de deformare.
3. Deformarea plastica prin laminare
3.1. Definirea
procedeului de deformare plastica prin laminare
Laminarea este procedeul de prelucrare prin deformare plastica la cald sau la
rece, ce se realizeaza prin trecerea fortata a materialului prin
intervalul dintre doi sau mai multi cilindri care se rotesc in sens
contrar sau in acelasi sens antrenand prin frecarea materialul in zona in care are loc deformarea (fig.3, 4).
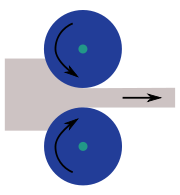
Fig.3.
Schema principiala a laminarii

Fig.4.
Schema laminarii
Utilajul
pe care se efectueaza deformarea se numeste laminor, procesul de deformare poarta numele de laminare,
iar produsele rezultate deformarii sunt laminatele.
In
functie de sensul de rotatie al cilindrilor si modul de
deformare se deosebesc urmatoarele scheme de laminare:
laminarea longitudinala (fig.5);
laminarea transversala (fig.6);
laminarea elicoidala(fig.7).

Fig.5. Laminarea
longitudinala

Fig.6.
Laminarea transversala

Fig.7.
Laminarea elicoidala
Semifabricatul
initial 1 (lungime l0 sau diametru D0,
lațime b0, grosime h0) este antrenat intre
cilindrii 2 si 3 ai laminorului, rezultand produsul laminat 4, de dimensiuni l1
,b1 ,h1 sau diametru d1. La laminarea
elicoidala se foloseste o tija portdop 5 si un dop
perforator 6, care are rolul de a uniformiza grosimea peretilor tevii in
timp ce semifabricatul are o miscare elicoidala.
Laminarea,
ca procedeu tehnologic, are urmatoarele scopuri:
sa transforme materialul (lingoul turnat sau
semifabricatul intial) in profile de sectiune dorita din care
pot fi prelucrate ulterior piese finite sau pot fi folosite direct in
constructii industriale si civile, instalatii sau alte ramuri ale
economiei;
sa schimbe structura grosolana rezultata in
urma turnarii intr-o structura fina cu caracteristici
functionale și tehnologice
bune.
3. Materialele prelucrabile prin laminare. Semifabricate
initiale și produse obtinute
Datorita
proprietatilor bune ce le poate imprima materialului și datorita
costului scazut, laminarea prezinta o importanta deosebita
pentru economie (peste 90% din cantitatea de otel elaborata, precum
și o parte din metalele si aliajele neferoase se prelucreaza
prin laminare). Prin laminare se pot prelucra materialele metalice și
nemetalice cu proprietati de plasticitate, atunci cand se doreste
obtinerea de piese lungi, cu sectiunea constanta pe toata
lungimea sau variabila dupa anumite cerinte, care nu pot fi obtinute prin alte procedee.
Ca
semifabricate intiale se folosesc lingourile turnate sau blocurile (barele)
turnate continuu, din care se obtin fie semifabricate laminate folosite la
prelucrari ulterioare, fie produse laminate finite. Cateva din produsele laminate
cu aplicabilitate mai larga in economie se prezinta in figura 6 deosebindu-se:
semifabricatele laminate obtinute direct din
lingourile turnate sau blocurile (barele) turnate continuu:
blumurile (figura.7.a), care au sectiunea
patrata cu latura de 150400 mm si lungimea de 12006000 mm;
taglele, care au sectiunea patrata cu
latura de 40140 mm sau dreptunghiulara cu grosimea de 3570 mm, latimea
de 140280 mm si lungimi de 150012000 mm;
sleburile (figura.7.b), care au sectiunea dreptungiulara
cu grosimea de cel putin 70 mm, latimea de 1201800 mm si de
lungime de maximum 6500 mm;
platinele, care au sectiunea dpretunghiulara cu
grosimea de 670 mm, latimea de 200280 mm si lungimea de maxmum
6000 mm;
produsele laminate obtinute din semifabricatele
laminate in urma unor laminari ulterioare:
barele de diferite sectiuni (figura.7.c) si de
diferite lungimi;
tablele, benzile si platbenzile (figura.7.d) care
pot fi groase cu grosimea s=460 mm și lungimea 6003000 sau subtiri
cu grosimea s=0,..4,0 mm și lungimea 6003000 mm. O varianta a
tablelor subtiri o constituie foliile care au grosimea s<0,25 mm
folosite in industria electronica, electrotehnica usoara si
mai ales, alimentara (se pot
obtine folii de Zn cu grosimea s≥0,05;de Sn, cu s≥0,007 mm; de
Al, cu s≥0,005 mm sau de alama, cu s≥0,0005 mm);
sarmele (figura.7.e), care au diametrul de 620 mm au
chiar mai mult pentru unele calitati de otel beton, cu suprafata
neteda sau striata;
tevile (figura.7.f), cu diametrul exterior de
5426 mm si grosimea peretelui de 0,5 40 mm (exista și variante
de tevi sudate cu grosimea peretilor de maximum 14 mm și cu
diametrul exterior de pana la 3000 mm);
profilele cu configuratie simpla (figura.7.g): cornier
cu aripi egale, cornier cu aripi inegale, profil "U", profil "I", profil "T", profil sina de cale ferata, profil
sina de tramvai etc;
profilele cu configurație complexa (figura.7.h)cu
destinatie precizata (stalpi de sustinere pentru
constructii civile, pentru hale industriale, palete de turbina, pentru
automobile si tractoare etc);
bilele
pentru rulmenti (figura .7.i) cu diametrele de 3 . 60 mm;
profilele
speciale (figura.7.j) de tipul bandajelor, inelelor, rotilor dintate,
flanselor etc;
profilele speciale (figura.7.k) din care se obtin
piese a caror sectiune variaza repetandu-se periodic dupa o
anumita distanta, numita pas si notata cu p.
Produsele laminate se utilizeaza direct
sau pot fi semifabricate pentru celelalte procedee de prelucrare (extrudare,
tragere, forjare, matritare, sudare, aschiere etc), astfel ca
laminarea este procedeul tehnologic ce face legatura dintre metalugia
extractiva si cea prelucratoare.
3.3.Bazele teoretice ale laminarii
Antrenarea
continua a materialului intre cilindri si modificarea dimensiunilor
acestuia se realizeaza prin prezenta unei forte de deformare Fd
(figura.8.) și a frecarii de contact Ff, dintre materialul
care se prelucreaza si suprafata de lucru a clindrilor (arcul de
prindere sau de contact AB). In timpul procesului de laminare materialul trece prin mai multe faze:
prinderea materialului intre cilindri (figura.8.a) incepe
cand materialul a atins cilindri (punctul A si unghiul de prindere) si se
termina in momentul umplerii spatiului dintre cilindri (zonei de
deformare);
reducerea propiu-zisa (figura.8.b)
caracterizata prin constanta marimilor;
micsorarea reducerii si desprinderea
laminatului dintre cilindri (figura.8.c)
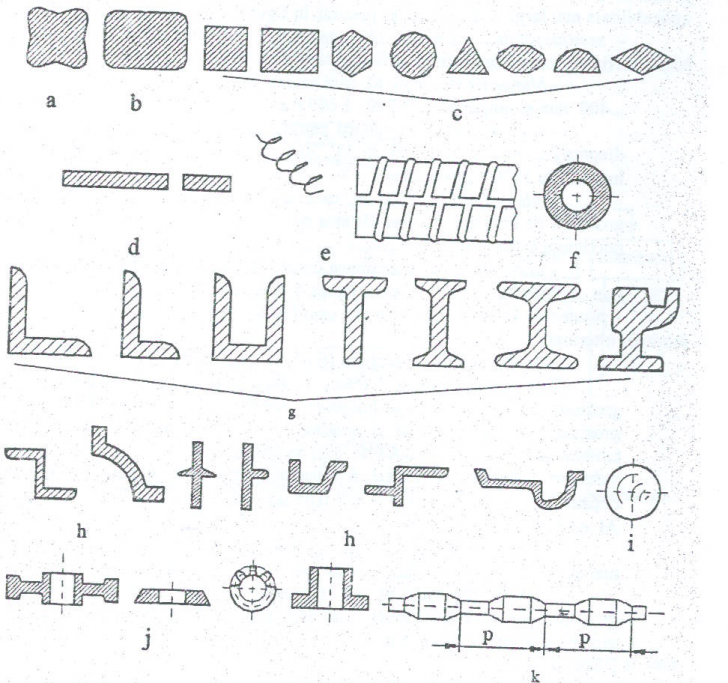
Figura.7.Diferite tipuri de
laminate:
a;b-semifabricate (blumuri,
tagle,sleburi,platine ); c-bare de diferite sectiuni; d-table, benzi,
platbenzi; e-sarme netede sau striate; f-tevi; g-profile simple (cornier
cu aripi egale, cornier cu aripi inegale, profil U, profil I, profil
T,sina de cale ferata, sina de tramvai etc); h-profile
complexe (stalpi de sustinere pentru constructii civile, pentru hale
industriale, pentru automobile si tractoare etc); i- bile pentru rulmenti;
j-profile speciale (bandaje, inele, roti dintate, flanse etc) k- profile periodice (axe, nituri buloane etc.)

Fig. 8. Fazele procesului
de laminare și condițiile de laminare:
a - prinderea materialului
intre cilindrii; b - reducerea propiu-zisa (condiția de stabilitate);
c - desprinderea
laminatului dintre cilindri: αp - unghiul de prindere, αc
- unghiul de contact,
αn -
unghiul de desprindere;AB - arcul de contact, AC - lungimea de contact, h0
- h1/2 - reducerea medie, Fd - forța de
deformare; Ff - forța de frecare.
3.4.Utilajul folosit la laminare
Laminorul
este in cazul cel mai simpu, masina care executa deformarea plastica
propiu-zisa a materialului intre cilindri. In cazul general, laminorul este
sistemul de masini care realizeaza atat procesul de deformare
plastica, deseori in mai multe stadii, cat si operatiile ajutatoare, necesare
la fabricarea produselor laminate,incepand și terminand cu controlul si
ambalarea in vederea livrarii catre beneficiar.
Utilajul
laminorului care serveste la deformarea plastica a materialului intre
cilindri se numeste utilaj de baza sau caja de laminare, iar
utilajele destinate pentru efectuarea celorlalte operatii se numesc
masini si mecanisme auxiliare ale laminorului. Schema de principiu a
unei caje de laminare se prezinta in figura urmatoare (fig.9.)
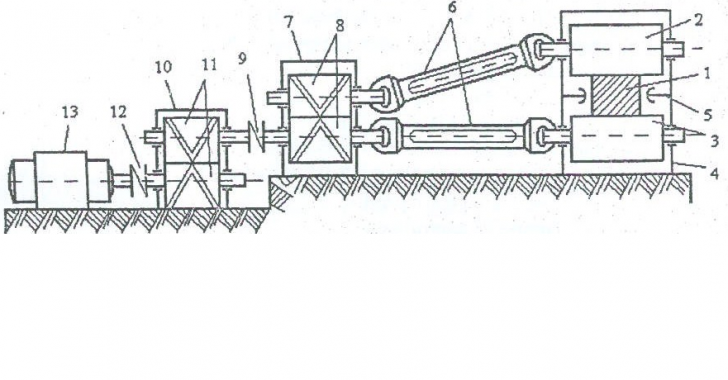
Fig.9.Schema de principiu a
unei caje de laminare:1-semifabricat; 2, 3-cilindri de laminare; 4-cadrul de
sustinere; 5-dispozitiv de
reglare;6-bare de cuplare;7-cutia rotilor de angrenare;8,11-roti
dintate danturate in V;9,12-cuplaje elastice ;10-reductor;13-motror
electric asincron.
Laminoarele
se clasifica dupa mai multe criterii, astfel:
dupa tipul metalului sau aliajului prelucrat:
laminoare pentru otel;
laminoare pentru Cu;
laminoare pentru Al;
laminoare pentru aliaje de zinc etc.
dupa temperatura de lucru:
laminoare pentru prelucrarea la cald;
laminoare pentru prelucrearea la rece;
dupa sensul de rotatie al cilindrilor de lucru:
laminoare ireversibile;
laminoare reversibile;
dupa pozitia cilindrilor in caja;
cu cilindri orizontali;
cu cilindri verticali;
cu cilindri dispusi oblic;
orizontali si verticali (universale) etc.
dupa sistemul de organizare al cajelor de lucru;
cu o singura caja;
cu caje multiple;
cu trenuri de laminare etc.
dupa destinatie;
laminoare degrosisoare;
laminoare pentru profile;
laminoare pentru tabla;
laminoare pentru tevi;
laminoare pentru bile;
laminoare cu destinatie speciala etc.
dupa natura operatiei;
laminoare pentru degrosare;
laminoare pentru finsare;
laminoare pentru calibrare .
Tabelul.
Clasificarea
laminoarelor
|
Nr crt
|
Schema montarii
cilindirlor
|
Denumirea cajei de lucru și
principiul funcțional
|
Utilizare
|
|
|
|
|
|

|
Caja duo-ireversibila are doi
cilindri orizontali situați in aceelași plan vertical. Materialul
este trecut printre cilindri pe direcția I. Se inapoiaza peste
cilindrul superior pe direcția II și e introdus din nou intre
cilindiri.
|
-profile grele (blumurii, grinzi, șine, --tabla
groasa )
tabla
subțire.
|
|
|
|
|
|

|
Caja duo-reversibila are
posibiltatea de a inversa sensul rotație al cilindrilor și de a
deplasa cilindrul superior dupa fiecare trecere cu distanța e
|
-laminarea la rece a
tablelor și a benzilor.
|
|

|
Caja trio are trei cilindri
orizontali situați in plan vertical care lamineaza materialul in ambele sensuri fara
inversarea sensului mișcarii de rotatie a cilindrilor
|
-grinzi;
-șine;
-sarme;
-blumuri;
-profile grele;
-table groase,
mijlocii și uneori subțiri.
|
|

|
Caja dublu duo are 4 cilindri
orizontali situați in doua plane verticale diferite. Inlatura
dezavantajele cajei trio.
|
-profile mijlocii;
-profile ușoare.
|
|

|
Caja quarto are 4 cilindri orizontali
situați in același plan, doi cilindri de lucru 1 și 2, și
doi cilindri de sprijin 3 și 4.
Cilindri de sprijin maresc
rigiditatea și robustețea cajei
|
Pentru laminarea la
cald și la rece a:
-tablelor;
-platbandelor;
-benzilor.
|
|
|
|
|
|

|
Caja sexto sau cu mai multi cilindri
are doi cilindri de lucru 1 și 2, restul (..20) sunt cilindri de sprijin,
de obicei liberi
|
Laminare la rece a
tablelor și a benzilor foarte subțiri.
|
|

|
Caja planetara are doi cilindri antrenați și
doua sisteme de cilindri care se rotesc in jurul cilindrilor de sprijin
1,
|
Laminarea benzilor
și platbandelor.
|
|

|
Caja universala are perechi de
cilindri orizontali și verticali in vederea limitarii lațirii
materialului.
|
-platbandelor;
-țagle;
-profile;
-brame.
|
|

|
Caja periodica are cilindrii cu
calibre variabile pe curbe-elicoidale și se rotesc in același sens.
|
-laminarea bilelor
cu diametru de 1860 mm;
-bile pentru
rulmenți;
-profile periodice.
|
|

|
Laminor pentru roți
dințate. O tagla rotunda și incalzita 1 se supune
unei laminari transversale intre cilindrii 2 și 3, calibrați
corepunzator formei dintelui de angrenare.
|
-roți
dințate
|
|
|
|
|
|

|
Laminor pentru bandaje și inele.
Cilindrii laterali sunt tronconici
pentru egalizarea vitezelor periferice.
|
-bandaje;
-inele de
rulmenți;
-coroane
dințate mari.
|
3.5.Defectele produselor laminate
Prin
defect de laminare se intelege orice abatere de la dimensiunile, forma,
masa, aspectul exterior, microstructura sau propietatile functionale
prevazute de standarde, norme tehnice sau conditii contractuale.
Defectele
produselor laminate pot proveni:
de la turnarea lingourilor, folosite apoi la laminare.
de la nerespectarea tehnologiei de laminare.
Defectele
care provin de la laminare pot avea urmatoarele cauze:
4.Deformarea prin extrudare
4.1.Definire și scheme de principiu
Extrudarea este procedeul de prelucrare
prin deformare plastica a materialelor ce consta in trecerea
forțata, prin impingerea materialului, printr-un orificiu al unei
scule de deformare de forma și dimensiuni stabilite. Dimensiunile
secțiunii sculei de deformare sunt mult mai mici decat dimensiunile
secțiunii materialului ințial.
Extrudarea
se caracterizeaza prin aceea ca deformarea plastica a
materialului nu se produce deodata in tot volumul sau, ci pe masura
intrarii materialului in zona de deformare. In funcție de modul sau
sensul de curgere a materialului și direcția de aplicare a
forței de extrudare se deosebesc mai multe procedee de extrudare:
extrudarea directa (fig.10. a) - sensul de curgere
al materialului este același cu direcția de aplicare a forței de
extrudare;
extrudarea inversa (fig.10.b) - sensul de curgere al
materialului este opus direcției de aplicare a forței de extrudare;
extrudarea combinata (fig.10. c) - sensul de curgere
al materialului este oricum (și același și opus și chiar
inclinat) in raport cu direcția de aplicare a forței de extrudare.

Fig.10. Schema de principiu
la extrudare:
a - directa; b -
inversa; c - combinata; 1 - semifabricatul inițial; 2 - camera
de presare; 3 - poanson; 4 - scula de deformare; 5 - suport matrița;
6 - produsul extrudat; P - forța de extrudare; vs - viteza
curgerii materialului extrudat.
Semifabrcatul
inițial 1, de secțiune rotunda se introduce in camera de presare
2, unde este de poansonul 3 și forțata sa treaca prin
matrița 4, cu secțiunea și dimensiunile proiectate și
fixata in suportul port-matrița 5. Rezulta produsul
extrudat 6 de secțiune S și configurație proiectata.
La
extrudare, in urma deformarii plastice, materialele sufera:
modificari geometrice, ce constau intr-o marire
substanțiala a lungimii și o reducere importanta a
secțiunii;
modificari structurale, ce constau in ecruisarea
puternica a stratului superficial, ce conduce la o variație
importanta a propietaților funcționale.
4. Produse obținute prin extrudare
Datorita
avantajelor pe care le prezinta, extrudarea metalelor și a aliajelor
se aplica in urmatoarele cazuri:
obținerea de produe finite au profile complicate,
care se pot fabrica și prin alte procedee, dar care se executa mai
economic prin procedeul extrudarii;
deformarea plastica prealabil in vederea
maririi posibilitaților de obținere a unor piese complicate prin
alte procedee de deformare;
obținerea de piese finite sau profile complexe (fig.11.)
care nu pot fi realizate prin alte procedee de prelucrare prin deformare
plastica (laminare, forjare, tragere, matrițare etc.)
Cateva
din cele mai des intalnite produse obținute prin extrudare se
prezinta in figura 11, deosebindu-se:
barele, rotunde sau profilate, cu lungimea pana la
20 m (fig.11. a) și diametrul de la cațiva mm pana la 300
400 mm;
țevi simple sau cu aripioare, cu grosimea peretelui
de 0,025 mm la un diametru de 0,3 mm și de 1,5 8,0 mm la un diametru
de 350 400 mm (fig.11. b);
sarmele, cu diametrul mai mare de 5 mm (fig.11. c);
profilele simple (fig.11. d), cu lungimi pana la 15
20 m;
profilele complexe (fig.11. e), cu lungimi pana la
10 m;
elementele din schimbatoarele de caldura
(fig.11. f);
elementele de radiatoare (fig.11. g);
tuburile si recipienții (fig.11. h) folosite pentru
imbutelierea unor produse alimentare sau cosmetice;
recipienții bimetalici (fig.11. i) folosiți in
industria chimica și alimentara.

Fig.11. Produse
obținute prin extrudare:
a - bare; b - țevi; c
- sarme; d - profile simple; e - profile complexe; f - elemente pentru
schimbatoarele de caldura; g - radiatoare; h - butelii și
recipienți; i - recipienți bimetalici
In
general, setul de scule pentru extrudare cuprinde o matrița in care
se produce deformarea semifabricatului și un poanson, care sub
acțiunea pistonului introduce forța de deformare și
realizeaza deformarea materialului. In funcție de tipul
extrudarii, matrițele pot fi:
matrițe pentru extrudarea directa (fig.1 a);
matrițe pentru extrudarea inversa (fig.1 b);
matrițe pentru extrudarea combinata (fig.1 c).

Fig.12
a - matrița
pentru extrudarea directa; b - matrița pentru extrudarea
inversa; c - matrița cu orificii multiple; 1 - conul de
deformare; 2 - cilindrul de calibrare; 3 - cilindrul de ieșire; 2α -
unghiul de deformare; 2α1 - unghiul de ieșire; H -
inalțimea matriței; h - inalțimea zonei de calibrare;
dc - diametrul de calibrare; r - raza de racordare a cilindrului de
calibrare.
4.3.
Tehnologia extrudarii
Realizarea
unui produs extrudat presupune parcurgerea intr-o succesiune logica a
urmatoarelor etape importante:
alegerea semifabricatului inițial in funcție de
produsul extrudat;
debitarea la dimensiuni se face aplicand legea volumului
constant;
controlul ințial se face un control nedistructiv cu
ultrasunete;
tratamentul termic ințial de regula de
recoacerea de inmuiere;
stabilirea parametrilor regimului de incalzire;
alegerea utilajului de incalzire in vederea
extrudarii;
incalizirea in vederea extrudarii;
pregatirea suprafeței in vederea
extrudarii;
alegerea utilajului pentru extrudare;
extrudarea propiu-zisa;
operații de completare;
tratament termic final;
controlul termic final.
4.4.
Procedee speciale de extrudare
Studiile
și cercetarile in domeniul extrudarii sunt intense in ultimii
ani și au drept ca scop imbunatațirea procesului tehnologic
de extrudare prin: reducerea forțelor necesare extrudarii;
creșterea calitaților produselor extrudate; extrudarea unor
produse din materiale cu plasticitate scazuta și obținerea
de produse cu configurație geometrica complexa care sa nu
necesite prelucrari prin așchiere.
In
acest sens, au aplicabilitate larga urmatoarele procedee:
extrudarea hidrostatica - la acest procedeu
materialul este forțat sa treca prin matrița sub
acțiunea unui lichid sub presiune;
extrudarea prin explozie - procedeul folosește unda
de șoc creata prin detonarea unui exploziv in vederea realizarii
forțelor necesare extrudarii;
extrudarea in camp ultrasonor - procedeul folosește
efectul de suprafața al undelor ultrasonore ce consta in
reducerea substanțiala a forțelor de frecare, cu 20 70%,
și efectul de volum al undelor ultrasonore, ce constau in creșterea
plasticitații cu 30 70% și reducerea cu 40 80% a
forțelor necesare extrudarii.
5. Tragerea
- Trefilarea
5.1. Definire și scheme de principiu
Tragerea este procedeul de prelucrare
prin deformare plastica a materialelor ce consta in trecerea
forțata a materialului prin deschiderea unei scule, a carei
secțiune este mult mai mica decat secțiunea inițiala a
materialului sub acțiunea unei forțe de tracțiune (fig.13.).
5. Scule și dispozitive folosite la tragere -
trefilare
Sculele
folosite pentru trefilare se numesc filiere și au o construcție
diferențiata in funcție de condițiile de lucru și
propietațile materialului din care se executa. O secțiune
printr-o filiera simpla se prezinta in figura 14. a, iar
printr-o filiera compusa in figura 14. b. Zonele principale ale unei
filiere, stabilite in urma cercetarilor experimentale, sunt:
conul de intrare 1, care are rolul de a face o trecere
lenta a semifabricatului spre filiera;
conul de ungere 2, care asigura lubrifierea
semifabricatului;
conul de deformare 3, caracterizat prin unghiul de
deformare;
cilindrul de calibrare 4, care asigura uniformitatea
dimensionala a produsului tras și durata de lucru a filierei;
conul de degajare 5, are ca scop evitarea ruperii muchiei
filierei și impiedicarea ruperii materialului la ieșirea din
cilindrul de calibrare;
conul de ieșire 6, care determina repartizarea
in interiorul materialului filierei, evitand suprasolicitarea unor
parți din muchiile filierei.

Fig.13.
Schema de principiu la tragere: 1 - semifabricatul inițial; 2 -
matrița; 3 - suport port - scula; 4 - produsul tras; 5 -
dispozitiv de tragere; 6 - dorn; 7 - tija - suport.

Fig.14. Secțiunea
printr-o filiera:
a - filiera
simpla; b - filiera compusa; 1 - conul de intrare; 2 - conul de
ungere; 3 - conul de deformare; 4 - cilindrul de calibrare; 5 - conul de
degajare; 6 - conul de ieșire; 7 - manșon - suport; 2α - unghiul
de deformare; β - unghiul de degajare; γ - unghiul de ieșire.
Instalația
de trefilare este formata dintr-o celula de trefilare a carei
schema de princpiu se prezinta in figura 15.

Fig.15
1 -
semifabricat; 2 - tambur; 3 - vas de ungere; 4 - filiera; 5 - tambur de
trefilare; 6 produsul tras; 7 - motor electric; 8 - reductor; 9 - cuplaj; 10 -
angrenaj conic.
Semifabricatul
1, sub forma de colac, se desfașoara de pe tamburul 2, trece
prin vasul de ungere 3 și filiera 4, fiind tras de tamburul de trefilare 5
pe care se infașoara produsul tras 6, amburul de trefilare este
acționat de motorul electric 7, prin intermediul reductorului 8,
cuplajului 9 și angrenajului conic 10.
Viteza
de trefilare pe instalțiile de trefialre simple este de 1 2m/s și
de regula nu depașeste 5m/s.In funcție de calitatea și
secțiunea produsului tras, aceste instalații de trefilare se construiesc
pentru a dezvolta forțe de tragere de 510 000 daN.
In
cazul cand gradul de deformare este mai mare și sunt necesare mai multe
trefilari succesive se folosește o instalație de trefilare
multipla, care se compune din mai multe celule de trefilare.
In
funcție de modul de cum se realizeaza procesul de trefilare se
deosebesc urmatoarele tipuri constructive:
funcționare cu acumulare și fara
alunecare;
funcționare fara alunecare;
funcționarea cu contragere.
Viteza
de trefilare in instalațile de trefialre fara alunecare poate
ajunge pana la 20m/s, iar la celelalte este cu 5 10% mai mica.
5. Produse
obținute prin tragere - trefilare
Prin
acest procedeu se prelucreaza acele materiale care au un grad ridicat de
deformare plastica la rece, acele materiale care au propietatea de
ductiltate.In general se prelucreaza metalele neferoase și aliajele
lor, precum și oțelurile cu conținut scazut de carbon.
Cateva
din produsele obținute prin tragere sunt prezentate in figura 16
barele de diferite
secțiuni (fig.16. a), trase dintr-un produs laminat la cald;
profilele simple (fig.16. b) și profilele clasice
(fig.16. c);
sarmele (fig.16. d) cu diametrul de pana la 5,0mm;
țevile (fig.16. e) cu diametre pana la 400mm
penele de antrenare (fig.16. f);
ghidajele de diferite forme și secțiuni (fig.16.
g);
arborii canelați de diferite secțiuni (fig.16.
h);
corzile pentru diferite instrumente muzicale (fig.16. i);
suporții, spițele (fig.16. j);
barele și țevile calbrate la rece cu dimensiuni
precise și cu calitatea foarte buna a suprafeței.
Produsele
obținute prin tragere - trefilare prezinta o serie de avantaje:
precizia dimensionala este mai ridicata;
calitatea suprafețelor este mai buna;
productivitatea este mai ridicata și
necesita utilaje mai simple.

Fig.16. Produse
obținute prin tragere:
a - bare de diferite
secțiuni; b - profile simple; c - profile; d - sarme; e - țevi; f -
pene; g - ghidaje; h - arbori canelați; i - corzi pentru instrumente
muzicale; j - spițe.
5.3.
Defectele produselor obținute prin tragere - trefilare
Principalele
defecte care apar la produsele trase sau trefilate, in special in timpul
procesului propriu sunt:
abaterile dimensionale, care se datoreaza unei uzuri
pronunțate a orificiului matriței sau filierei;
rizurile longitudinale, care se datoreaza
prezenței in zona de deformare a unor corpuri straine cu duritate mare;
fisurile, dispuse de la suprafața spre interior
și se datoreaza deformarii peste limita de ecruisare;
scobiturile, care au forma unor dinți de fierastrau;
așchiile, care provin din defectele semifabricatului
inițial de tipul stropilor reci, sulfuri, incluziunilor nemetalice;
petele de rugina, se datoreaza stropirii
produsului cu solutii cu acțiune coroziva.
6.
Forjarea
6.1.
Definire
Forjarea este procedeul de prelucrare
prin deformare plastica ce consta in modificarea formei unui
semifabricat prin crearea unei stari tensionale in volumul materialului,
insoțita de curgerea lui pe diferite direcții sub acțiunea
unor forțe de presare si/sau lovire succesiva
In
funcție de modul cum are loc curgerea materialului sub acțiunea
acestor forțe sunt definite doua procedee:
forjarea libera (fig 17.), unde curgerea materialului este libera;
forjarea in matrița unde curgerea materialului
este direcționata de cavitațile unei scule numita
matrița.
 Fig.17. Forjarea libera
Fig.17. Forjarea libera
6.
Materialele și semifabricatele destinate forjarii
Pentru
obținerea pieselor forjate liber se folosesc semifabricate
confecționate din metale și aliaje feroase și neferoase. Prin materialele
forjabile se inteleg toate metalele și aliajele care pot fi deformate
plastic prin forjare, in scopul obținerii unor piese sau semifabricate de
configuratii și de dimensiuni diferite.
Cele
mai folosite materialele in atelierele de forjare sunt oțelurile calmate
cu peste 1,4% conținut de carbon.
Oțelurile aliate care conțin diferite elemente de aliere au o
forjabilitate diferita in funcție de constituenții structurali
pe care ii formeaza elementele chimice aflate in compoziție.
Dintre
metalele și aliajele neferoase cele mai des folosite la obținerea
pieselor prin forjare sunt: aluminiul și aliajele acestuia cu Si, Cu, Zn,
Mg, Mn etc.; cuprul si aliajele acestuia cu Zn, cu Sn și Al, aliajele de
magneziu cu Mn, Al, Zn etc.
6.3.
Forjarea libera
Forjarea
libera este procedeul de prelucrare prin deformare plastica ce consta in modificarea formei unui
semifabricat prin crearea unei stari tensionale in volumul materialului sub
acțiunea unor forțe de lovire sau presare, insoțita de
curgerea plastica libera a acestuia, dupa legea minimei
rezistențe.
Operațile
de baza la forjarea libera in funcție de cum se creeaza
stare tensionala in volumul materialului si de modul cum are loc curgerea
sunt:
refularea - operația de forjare libera ce
consta in marirea secțiuni transversale a unui semifabricat
ințial prin micșorarea lungimii sau inalțimii ințiale a
acestuia.
intindere - operația de forjare libera prin
care se modifica substanțial lungimea unui semifabricat prin
micșorarea secțiunii transverale. In funcție de
configurația geometrica a semifabricatului și a piesei și
de scopul urmarit se deosebesc mai multe variante:
intinderea
simpla;
intinderea
pe dorn;
largirea
pe dorn;
gaurirea - operația de forjare libera prin
care se obține o gaura patrunsa sau nepatrunsa intru-un
semifabricat sau o piesa forjata. In funcție de diametrul
gaurii necesare a fi realizata se intalnesc doua variante:
gaurirea
cu preforatoare pline;
gaurirea
cu perforatoare tubulare.
taierea prin forjare - operația de prelucrare
prin forjare libera ce consta in separarea totala sau
parțiala a unor bucați din semifabricat in piese sau in
semifabricate pentru alte procedee de prelucrare.
sudarea prin forjare - operația de forjare
libera ce consta in realizarea unei imbinarii nedemontablie
intre doua sau mai multe bucați de material ce vor forma piesa,
sub acțiunea unor forțe de lovire succesive.
6.4.
Forjarea in matrița
Matrițarea este procedeul de
prelucrare prin deformare plastica a unui material ce consta in
crearea unor stari tensionale in tot volumul materialului, sub
acțiunea unor forțe de lovire sau presare și curgerea
condiționata a materialului in cavitatea unei scule numita
matrița.
Deformarea
plastica a materialului are loc in cavitația matriței
formata in majoritatea cazurilor din doua parți distincte
numite semimatrițe.Semifabricatul 1, debitat la dimensiunile și forma
corespunzatoare, este incalzit la temperatura de inceput de
deformare, este așezat in locașul inferior de deformare 2 al
semimatriței 3. Semimatrița inferioara este fixata de
nicovla 4, a presei matițoare sau respectiv a ciocanului matrițor
prin intremediului ghidajului coada de randunica 5, și a penei
plan-paralele 6. Semifabricatul ințial este deformat cu ajutorul
semimatriței superioare 7, care introduce forța de defomare
necesara Pm (fig.18).

Fig.18. Schema de principiu
a matrițarii:
1 - semifabricatul
inițial; 2 - locașul inferior de matrițare; 3 - semimatrița
inferioara; 4 - nicovala; 5; 10 - ghidaje coada de randunica; 6;
11 - pene de reglare; 7 - semimatrița superioara; 8 - locașul
superior de matrițare; 9 - berbecul ciocanului; 12 - piesa brut; 13 -
plusul de material; 14 - canal bravura; 15 - bravura; 16 - piesa
matrițata; 17 - putițele gaurilor.


