M.U.S.S.F.
Cuprins
Cap.1. Introducere
Cap.2. Prezentare generala
2.1.
Prezentarea temei
2.2.
Descrierea masinii-unelte
2.3.
Stadiul actual al solutiei
2.4.Variante
posibile ale solutiei
2.5.
Aprecieri critice
Cap.3. Alegerea variantei din
proiect
Descriere
tehnologico-constructiva
Cap.4. Breviar justificativ de
calcul
4.1.
Regimul maxim de aschiere
4.1.1.
Calculul regimului maxim de aschiere la frezare
4.2.
Calculul cinematic
4.3.
Calculul organologic
4.3.1.
Dimensionari si verificari arbori
4.3.2.
Dimensionari si verificari rulmenti
4.3.3.
Dimensionari curele si roti de curea
4.3.4.
Dimensionari arc
4.3.5.
Dimensionare motor si reductor
Cap.5. Calculul economic
Calculul
pretului de cost
BIBLIOGRAFIE
ANEXE
INTRODUCERE
Centrele de prelucrare, privite
prin prisma evolutiei constructive a masinilor- unelte
reprezinta realizarea cea mai moderna, cea mai evoluata.
Din punct
de vedere functional, centrele de prelucrare se caracterizeaza prin
urmatoarele particularitati:
- -sunt
masini unelte care concentraza mai multe posibilitati
de prelucrare
- prin
aschiere;
- -sunt
masini unelte care functioneaza sub comanda
mecanica;
- -sunt
dotate cu magazii proprii de scule de diferite capacitati;
Constructia arborelui principal este printre cele mai
pretentioase, datorita
cerintelor deosebite si complexitatii de
reglaj atat a montajului initial cat si in
exploatare. Astfel, se cere:
- sa
preia fortele pe distante minime axiale;
- -sa
asigure prestrangerea uniforma pe circumferinta si cu
rezemare in partea opusa;
- -sa
permita reglajul prestrangerii cel mult cu demontarea
partiala;
- -sa
permita dilatarea libera a arborelui principal;
- -sa
aiba cap normalizat pentru prinderi de dispozitive sau scule;
- -sa
fie asigurata indepartarea caldurii, pierderi minime prin
frecare;
Introducerea progresului tehnic in
industrie face ca sa se produca din ce in ce mai rapid, mai eficient,
in conditiile ridicarii calitatii in toate domeniile.
Necesitatea obiectiva de a produce cat mai rapid, cu o productivitate cat
mai ridicata, a condus la o evolutie vertiginoasa a
conceptiei actuale de realizare structurala a masinilor-unelte ,
care depinde in cea mai mare masura de specificul tehnologic al
diferitelor repere ce trebuie prelucrate si de volumul productiei
acestora.
Astfel, pentru reperele de mare
serie, s-au dezvoltat si perfectionat:
strungurile automate monoaxe si multiaxe, pentru
piesele a caror geometrie admite o axa de rotatie (arbori, axe,
bucse, inele, discuri etc.);
masinile agregat si liniile automate pentru
piesele de tip cutie sau carcasa, a caror tehnologie dominanta o
constituie prelucrarea gaurilor si a siqjrafetelor plane.
Pentru reperele care se produc in
unicate sau serie mica, ultimii 15-20 de ani au marcat inlocuirea
masinilor-unelte universale cu masini-unelte cu comanda
numerica si centre de prelucrare, prin gaurire si frezare,
pentru celalah tip de piese prelucrate.
Utilizarea masinilor-unelte cu
comanda numerica (MUCN) a permis reducerea sensibila a timpilor
auxiliari, datorita maririi vitezei de pozitionare,
automatizarii lanturilor cinematice auxiliare, programarii
ciclului de lucru si reglarii sculelor in afera
masinilor-unelte, in timpul functionarii acestora.
In prezent MUCN asigura o precizie de prelucrare ridicata,
de la +(0,015..,0,02) mm, in cazul centrelor de prelucrare, pana la +0,003
mm, in cazul masinilor de gaurit in coordonate.
Timpul efectiv de aschiere la
un centru de prelucrare poate fi cu pana la 35% mai mare feta de
timpul efectiv de aschiere al unei masini conventionale.
Dintre cele patru componente ale
timpului de stationare: intretinerea, deservire tehnica,
schimbarea sculelor si inmagazinare si masurare, timpii
consumati cu intretinerea si deservirea tehnica a centrului
de prelucrare sunt mai mari decat in cazul masinisor
conventionale; in schimb, ultimele doua componente ale timpului de
stationare lipsesc in cazul folosirii centrelor de prelucrare, cea ce
contribuie la obtinerea unei productivitati deosebite.
Acest fapt a determinat o
evolutie viguros ascendenta a centrelor de prelucrare in intreaga
lume.
La noi in tara preocupari in acest domeniu au
intreprinderile si institutele
de cercetari specializate in constructia de masini-unelte care
au elaborat omiliile
de centre de prelucrare CPV, CPH, CPAF, CPS.
Grupa masinilor de alezat si frezat
face parte din grupa celor mai productive masini-unelte si dupa grupa
strungurilor sunt cele mai raspandite in indrustia constructoare de masini.
Pe masinile de frezat se utilizeaza
scule speciale , cu mai multe taisuri denumite freze. Miscarea
principala de aschiere este de rotatie iar miscarile
de avans pot fi atat rectilinii cat si circulare.
2. PREZENTARE GENERALA
2.1. Prezentarea temei
Tema acestui proiect este:
"Proiectarea ansamblului arbore principal si completul sau la
masina de alezat si frezat orizontala AFP-105'.
Arborele principal
si completul sau la AFP-masina de alezat si frezat orizontal:
-puterea: P=15 KW
-ISO 45
-n =40 rot/min
=40 rot/min
-n =4000 rot/min
=4000 rot/min
D = 120
= 120
F =1600 daN
=1600 daN
S =550 mm/min.
=550 mm/min.
 =50 ms
=50 ms
Prin "arborele principal si
completul sau' se intelege setul de subansamble,
parti, componente si functiunile aferente obligatorii
pentru nivelul masinii-unealta cu comanda numerica (MUCN)
si centru de prelucrare (CP) conform standardelor internationale.
Acestea sunt urmatoarele:
- arborele
principal propriu-zis, dimensionat pentru puterea maxima de
aschiere a masinii;
- alezajul
conic de fixare a sculei;
- ansamblul
de lagare si rulmenti de sustinere;
- dispozitivul
de prindere-eliberare (automata) a sculei in arborele principal;
- dispozitivul
de oprire orientata (indexare) unghiulara a arborelui principal;
- sistemul
de racire si termostabilizare a rulmentilor,
- sistemul
de ungere/gresare a rulmentilor,
- sistemul
de etansare fata de exterior al rulmentilor,
- sistemul
de suflare a aerului de curatire pe timpul eliberarii
sculei;
- dispozitivul
de racire al sculei prin interiorul arborelui principal si al
sculei;
- transmisia
principala a turatiei cu puterea nominala la arborele
principal;
- ansamblul
de traductori de forta axiala (Fax) si moment de torsiune
(Mt) pentru controlul automat al procesului.
2.2 Descrierea masinii-unelte
Masina orizontala de
alezat si frezat cu montant mobil si pinola culisanta
AFP-105 este destinata
prelucrarii pieselor de tip carcasa, de dimensiuni si
greutati mari cu suprafete plane si cilindrice care
necesita operatii de frezare, gaurire, alezare, strunjire
frontala si filetare.
Datorita constructiei arborelui principal cu
pinola culisanta, se pot prelucra suprafete plane interioare
prin montarea frezei direct pe arborele de frezare sau pe un cap de frezat,
fixat pe pinola.
De asemenea, prin dotarea cu masa rotativa deplasabila,
se pot prelucra, din aceeasi prindere, mai multe suprafete (prin
pozitionarea unghiulara a piesei).
AFP-105 este construit cu montantul mobil si
papusa in consola asezata in partea dreapta.
Montantul este deplasabil
transversal (axa X) prin intermediul unei sanii, pe un batiu format din
tronsoane. Tronsoanele batiului si sania sunt piese turnate din fonta
speciala, iar montantul este sudat din placute de otel.
Pe montant se deplaseaza vertical (axaY)
papusa, turnata din fonta, greutatea acesteia fiind
preluata de un mecanism de echilibrare cu cilindru hidraulic.
Papusa contine
pinola culisanta, care se poate deplasa orizontal, iar aceasta fiind
lagaruit (prin intermediul a patru rulmenti radial axiali cu
bile si un rulment cu doua randuri de role cilindrice, toti de
precizie ridicata), arborele de frezare. In arborele de frezare poate
culisa arborele de alezare (axa Z) care contine mecanismul de strangere a
sculei actionat hidraulic, cu blocare la o valoare reglata a capului,
care antreneaza un surub de fixare a sculei.
Mecanismul de avans pe axa Y,
montat tot in papusa, este format dintr-un reductor, antrenat de
un motor de c.c. Acest mecanism transforma miscarea de rotatie
in miscare de translatie printr-un mecanism surub ( cu bile)
-piulita, piulita fiind rotitoare.
Tot in papusa este
montat mecanismul de avans al pinolei si al arborelui de alezare (axa Z),
format dintr-o cutie de avans cu doua cuplaje electromagnetice; cutia de
avans este actionata de un motor de c.c.
Ghidajele saniei pe batiu, ale
papusii pe montant si ale pinolei in papusa sunt
hidrostatice.
Pentru blocarea elementelor mobile sunt utilizate pensete
autocentrante, actionate de cilindri hidraulici cu dubla
actiune.
Comenzile principale ale masinii sunt concentrate pe un
panou de comanda suspendat (deplasabil vertical si orizontal)
si, de asemenea, pe un panou de comanda fix.
Solutiile adoptate pentru
actionarea miscarilor principale si de avans permit
obtinerea miscarilor principale si de avans permit
obtinerea unor domenii largi de viteze si avansuri reglabile
continuu, ceea ce inlesneste alegerea unor regimuri optime de
aschiere respectiv, exploatarea economica a masinii.
Masina este echipata cu sisteme de afisare a
cotelor pentru deplasarile transversale (directia X), verticala
(directia Y), longitudinala a arborelui de alezare (directia Z)
si longitudinala a pinolei (directia W).
2.3 Stadiul actual al solutiei
Masina de
alezat si frezat orizontala
Schema cinematica la AFP
Aceste
masini se caracterizeaza prin existenta barei de alezat, care circula
prin interiorul arborelui principal rotativ(axa Z), diametrul barei fiinc
si dimensiunea nominala a masinii.
In
figura avem varianta cu montant mobil pe pe X, masa separata de tip MRD,
sau respectiv masa fixa, pinola patrata sau culisa pe W
Masinile
sunt conandate numeric pe toate axele, plus acTionarea principala, magazin
de scule, platou rotativ.
Masina unealta
beneficiaza in prezent de cele mai avansate solutii tehnice, de
tehnica de calcul de ultim nivel, de organe de masini de tip nou
performante, de componente mecanice si hidraulice avansate, astfel ca
este mult diferita de cea similara din urma cu doar cativa
ani.
Caracteristic stadiului actual al
dezvoltarii masinilor unelte este tendinta spre domeniul
productiei automatizate si flexibile, asistata de calculatoare
si retele evoluate de tehnica de calcul.
Masinile unelte si
modulele flexibile, pe diferitele nivele de automatizare sunt modulare,
acoperind o gama de necesitati tehnologice optionale din ce
in ce mai evoluate, mergand pe scara evolutiva, incepand cu masina
unealta cu comanda numerica (MUCN), pana la sistemele de
productie integrate cu calculatorul (CIM). Aceasta organizare
modulara permite ca, in functie de , scopul investitiei si
de fondurile disponibile, sa se poata realiza o adaptare a |
dotarii cu masini unelte dupa cerintele clientilor,
esalonabila, evolutiva si flexibila.
Factorul hotarator in evolutia acestora este
competitivitatea extimata prin urmatorii parametrii:
Raportul
performante / pret.
Nivelul
calitativ impus.
Termenul
de de livrare.
Servicii
insotitoare.
Facilitati
de plata.
2.4. Solutii constructive si uzuale.
Masini de alezat
si frezat orizontale
Aceste masini se
caracterizeaza prin existenta barei de alezat, care circula prin
interiorul arborelui principal rotativ (axa Z), diametrul barei fiind si
dimensiunea nominala a masinii.
Tipurile caracteristice de astfel de masini sunt
urmatoarele:
AF - varianta cu montant fix si masa mobila
in cruce si rotativa;
AFC - varianta cu montant mobil pe axa W, masa mobila
pe X si B;
AFL - varianta cu montant mobil in cruce (axele X si W), iar
masa mobila pe U si B;
AFM - varianta cu montant mobil pe X, iar masa este
separata de MRD (rotativa si deplasabila), sau masa separata
fixa;
AFP - varianta cu montant mobil pe X, masa separata de
tip MRD, sau respectiv masa fixa, pinola patrata sau culisa pe
W;
Numarul de axe comandate este
5 pentru cazurile AF, AFC, 6 pentru cazul AFL, 3 pentru cazul AFM cu masa
fixa si respectiv pentru cazul
cu masa MRD, iar AFP are 4 axe atunci cand are masa fixa si
respectiv 6 axe in cazul cand are masa MRD.
Ghidajele masinii de baza sunt din otel
calit, cu tancheti cu role pe toate partile, frecare
mixta pe R combinat cu sustentie hidrostatica pe В la masa
MRD.
La aceste masinii se
intalnesc: АТС de tip lant cu axa CNC si
manipulator hidraulic cu brat dublu, echilibrat vertical cu compensarea
caderii culisei, 3 pana la max. 7 axe CNC cu mecanisme de avans cu suruburi
cu bile (pentru curse lungi peste l0 m se utiilizeaza mecanisme de avans
cu pinion dublu - cremaliera.
2.5. Aprecieri critice
Automatizarea ciclului de schimbare
a sculelor din magazin in arborele principal al masinii necesita
mecanisme specifice, pentru cautarea sculei ce urmeaza sa fie
folosita in magazin, pentru extragerea acesteia din magazin si a
sculei care si-a terminat prelucrarea din arborele principal, pentru
transportul acestora in locasurile ramase libere in arborele
principal, si respectiv in magazin, precum si pentru introducerea
si fixarea celor doua scule in locasurile lor.
In privinta conditiilor
pe care trebuie sa le indeplineasca o masina-unealta
pentru a deveni centru de prelucrare marea majoritate a constructorilor
inteleg prin centru de prelucrare o masina-unealta care:
- are
posibilitati tehnologice de prelucrare multiple (strunjire,
gaurire, filetare, filetare sau gaurire, frezare, alezare etc);
- este
echipata cu comanda numerica;
- dispune
de un dispozitiv de inmagazinare a unui numar oarecare de scule;
- efectueaza
schimbarea sculelor automat.
Aceste conditii sunt indeplinite insa si de
masinile-unelte cu comanda numerica si cap revolver
(strunguri paralele, masini de gaurit); departajarea acestora nu este
posibila prin introducerea conditiei "existenta unui mecanism de
transfer intre arborele principal si magazin', mecanism care
lipseste la masinile cu cap revolver, dar care lipseste si
la unele tipuri de centre de rprelucrare.
Spre deosebire de capul revolver, magazinul de scule nu
suporta reactiunile fortelor de aschiere.
Desi costul echipamentului electronic aferent comenzii
numerice este inca ridicat fata de costul masinii-unelte propriu-zise,
pentru avantajele legate de cresterea productivitatii
prelucrarii se recomanda fara nici un fel de indoiala
folosirea masinilor-unelte cu comanda numerica in locul
masinilor-unelte universale.
3. ALEGEREA VARIANTEI DIN PROIECT
Descriere
tehnologico-constructiva
Prin "arborele principal si
completul sau' se intelege setul de subansamble,
parti, componente si functiunile aferente obligatorii
pentru nivelul masinii-unealta cu comanda numerica (MUCN)
si centru de prelucrare (CP) conform standardelor internationale.
Acestea sunt urmatoarele:
a). Arborele
principal propriu-zis, dimensionat pentru puterea maxima de aschiere
a masini
Dimensionarea arborelui principal se face in functie de
urmatoarele criterii simultane:
- -puterea
maxima;
- -turatia
maxima;
- -alezajul
conic nominal;
- -forta
maxima de avans;
- -forta
nominala si maxima de tragere a sculei in con;
- -temperatura
admisibila;
- -tipul
masinii unelte si particularitatile acesteia.
Din aceste date rezulta
cuplul maxim de transmis, fortele axiale si radiale maxime si sensurile
acestora, sageata maxima admisibila etc. Determinarea acestora
rezulta din regimul de aschiere maxim, si din calculul
actionarii principale. De asemenea, din turatia maxima
si nivelul maxim al vibratiilor rezulta gradul de echilibrare
dinamica a ansamblului arbore principal.
b) Alezajul conic de
fixare a sculei
Alezajul conic utilizat este: -
alezaj conic ISO 45, conicitate 7 : 24, fara autofranare, cu valorile
nominale ISO 20, 30, 40, 50, 55, 60.
Dimensionarea alezajului conic
depinde de puterea transmibila, forta axiala, tipul
operatiei predominante, nivelul de automatizare.
Astfel pentru frezare, alezare, se
prefera conul ISO, fara autofranare, iar
sculele si portsculele fabricate pe plan mondial sunt prevazute cu
con ISO.
Repartizarea pe puteri este aproximativ urmatoarea:
ISO 20 0.1-0.8
Kw
ISO 30 0.5-2.5 Kw
ISO 40 2-7.5 Kw
ISO 45 5- 15 Kw
ISO 50 10-30 Kw
ISO 55 25- 45 Kw
ISO 60 35- 60 Kw
Alezaj conic ISO(conocitate 7:24)
con port-scula
La conul fara
autofranare, scula este trasa in permanenta in interiorul
conului de o forta, iar la incetarea actiunii acesteia scula
este libera si poate fi extrasa.
Nivelul CP, CFP implica functia de
prindere-eliberare automata a sculei, (deci conul ISO se va utiliza
inclusiv la gaurire).
Nivelul MUCN poate fi prevazut si cu prinderea-
manuala a sculei, folosind tije de tragere filetate.
Miscarea de rotatie se
transmite la scula prin urmatoarele:
- conul ISO
- doua pastile de antrenare
fixate pe fata frontala a arborelui.
с). Ansamblul
lagare si rulmenti de sustinere.
La acest ansamblu se remarca 3
tipuri de lagare cu rulmenti:
CI- rulmenti radiali cu 2 randuri de role
si alezaj conic in combinatie cu rulmenti radiali- axiali cu 2
randuri de bile si contact la 45 grade ;
C2 - rulmenti radiali- axiali cu bile
imperecheati;
C3 - mlmenti radiali - axiali cu role
conice.
Seria: 4*B71930
d=150 mm
D=210 mm
B=20 mm
-in partea din
spate au fost alesi rulmenti cu role seria NN 3028 ASK.M.SP (vezi anexe).
d=130mm
D=200 mm
B=52mm
-rulmetul axial:
D=42 mm
d=25 mm
b=11 mm
Aici se vor face urmatoarele
remarci:
-pentru rulmentii de la CI., produsi de SKF, prin
strangere axiala cu
piulita de prentensionare, se impinge rulmentul radial pe alezajul
conic pana la
tamponarea axiala cu un distantier, astfel reglat, incat sa se
scoata jocul radial si
sa fie pertensionati la valoarea ceruta (L- light, M - medium, H
- heavy) prin
deformarea elastica a inelului interior. In acelasi timp, cu
aceeasi forta axiala se
pretensioneaza rulmentul radial - axial cu bile, care pretensionare este
limitata |
de catre distantierul interior la aceeasi valoare (L, M sau H).
Acesti rulmenti
sunt pentru turatii reduse pana la 2500 RPM la ISO 50. |
-pentru rulmentii radiali - axiali cu bile C2, seria
7000, 71900, 7200, acestia formeaza ansambluri imperecheate de tip
simplex, duplex, triplex, quadruplex, quintuplex, cu montaj in O, X, TANDEM,
sau combinatii. Acestia au unghiuri de contact de 15, 25, 40 grade,
pentru diferite cazuri de prelucrari cu forte axiale si
turatii maxime. Se pretensioneaza L, M, H, (usor, mediu sau
greu) conform codului rulmentilor.
-pentru rulmentii cu role conice C3, se prefera
rulmentul dublu pentru lagarul din fata, la care
distantierul interior limiteaza pretensionarea axiala
maxima la valorile L, M, H (regasite in codul rulmentiilor).
Acestia se combina cu rulmentii Hydra-Rib cu compensare
hidraulica a dilatatiei axului.
Pentru toate cazurile de rulmenti
de mai sus, arborele principal va avea un lagar principal in fata,
care preia sarciniile radiale si axiale, si unul sau doua
lagare de sprijin (in spate, sau la mijloc si spate), care sunt
lagare libere de sprijin, permitand dilatarea/ contractarea termica
a arborelui principal. Unori acestia pot fi ajutati de pachete de
arcuri sau alveole hidraulice pentru compensarea acestor dilatari, dar de
fiecare data ei nu preiau decat forte radiale.
Cazul rulmentilor radiali -
axiali cu montaj simplex (fata si spate pe arborele principal)
se evita, datorita dilatatiei termice.
Modul de calcul si dimensionare al rulmentilor
este prescris in cataloagele fiecarui constructor de rulmenti. Se
amintesc urmatorii: CI - SKF, FAG, pentru C2 - SNFA, FAG, FAFNIR, pentru
C3 - TIMKEN.
d). Dìspozitivul de
prindere - eliberare a sculei in arborele principal
Poate fi manual ( cu tija filetata de tragere in
interiorul principal), sau automat (cu dispozitive de tragere actionate
hidraulic).
Cele automate sunt de 3 tipuri:
- cu
gheare;
- cu
penseta elastica;
- cu
bucsa cu bile.
Varianta
aleasa in proiect este cu ghere.
Pentru ca schimbarea sculei sa se poata realiza automat arborele
principal este prevazut la capat cu un con ISO (ISO 45). Pentru
fixarea-eliberarea sculei, arborele principal, care este de sectiune
inelara, este prevazut in interior cu o tija tubulara, iar
prin intermediul ghearelor se realizeaza prinderea/eliberarea conului ISO.
Sistemul
de prindere al sculei
Fortele
de tragere nominale ale sculei in con sunt impuse prin standarde
internationale:
ISO 45 ÷ 1300-1600 daN
Varianta aleasa
in proiect este de 1600 daN
Mecanismul de prindere - eliberare
a sculei este cu tragere directa prin pachet de arcuri disc, sau arcuri
elicoidale de sarcini mari (avand sectiunea dreptunghiulara a spirei),
sau prin mecanisme de tragere cu amplificarea fortei arcurilor cu ajutorul
unor suprafete conice.
Fortele de tragere nominale ale sculei in con sunt
impuse prin standarde
internationale:
- -ISO
30 = 800-1000 daN
- -ISO
40 =1000-1300 daN
- -ISO
45 = 1300- 1600 daN
- -ISO
50= 1600 - 2000 daN
Forta de tragere a sculei
se majoreaza pe timpul
eliberarii sculei prin comprimarea suplimentara a arcurilor, ajungand
la valori care pot atinge limita maxima а rulmentilor si
pot afecta precizia masinii. De aceea ar fi preferate dispozitivele
amplificatoare de forta, care realizeaza fortele impuse de
tragere, iar la eliberare le sunt suficiente 1/3 din aceste forte.
Forta de tragere a sculei in alezajul conic se masoara cu
dinamometre speciale.
e). Dispozitivul de
oprire orientata unghiular (indexare) al arborelui principal
Are ca scop gasirea pozitiei unghiulare in care se
schimba scula, in vederea potrivirii antrenoarelor cu locasurile
frezate din flansa sculei, pe timpul schimbirii sculei.
Aceste dispozitive sunt de tipurile urmatoare:
- cama
cardioida si tachet actionat hidraulic;
- traductor
cu efect Hall si semnal de tip rampa anologica;
- traductor
rotativ de tip encoder si pozitionare prin CNC, avand raport de
1:1 cu curea dintata.
Aceasta functie este obligatorie pentru
masinile cu АТС.
f). Sistemul de
racire si termostabilizare a rulmentilor
Problema incalzirii este
rezultatul actiunii fortelor de frecare din rulmenti, care
depinde de modul de montare al rulmentilor, gradul de pretensionare,
gradul de echilibrare dinamica a maselor cu miscare de rotatie,
sarcinii axului principal (cuplu, forte radiale si axiale, putere
etc). Puterea care se degaja din fiecare se transforma in
caldura.
Aceasta putere pierduta
ar trebui eliminata din zona rulmentilor, prin preluarea acesteia de
catre un agent termic. Acesta este uleiul circulat printr-un sistem de
labirinti in exteriorul rulmentilor, preluand astfel caldura
degajata din rulmenti. Uleiul este recirculat prin exteriorul
masinii, printr-un schimbator de caldura de tip ulei/gaz, iar
gazul de tip Freon este actionat de un refrigerant cu compresor.
Aceste racitoare sunt tipizate
si au puteri calorice de 2500 Kcal/h, 4000Kcal/h, 6300 Kcal/h, 8000 Kcal/h
etc.
Recircularea fortata a
uleiului de racire al labirintilor se face cu o pompa, iar
mentinerea constanta
a temperaturii se face dupa
o 'diagrama ferastrau' cu ajutorul unui termostat
inclus in grupul de racire.
Din punct de vedere al valorilor
admisibile, temperatura stabilizata (dupa cca 3 h ore de
functionare in gol la turatia maxima, pornind cu masina
rece) nu trebuie sa depaseasca 50 grade fara
racirea fortata si 25+/- 1C cu sistemul de racire
fortata cu termostat in functiune. Daca temperatura la mers
in gol fara racire depaseste 60C, atunci ceva nu
este in ordine la montajul axului principal, si este necesara
demontarea si remontarea cu reglarea corecta a pretensionarii
rulmentilor.
De o mare importanta este
respectarea tolerantelor fusurilor arborelui principal in dreptul rulmentilor
(aceasta trebuie sa fie h4 sau h5, adica o toleranta de
0+0.005 pana la maxim 0 0.010 mm) precum si toleranta
alezajului in care se monteaza rulmentii (H4 sau H5, respective 0
+0.008 mm pana la maxim O +0.012 mm) cu respectarea abaterilor de la
forma cilindrica de maxim 0.003 mm.
g). Sistemul de
ungere/gresare al rulmentilor
Acesta trebuie sa corespunda
conditiilor de temperatura si viteza, la care sunt
supusi rulmentii. In toate cazurile mediul de ungere trebuie sa
fie separat de cel pentru angrenare, racire etc. Separarea trebuie sa
fie etansa, fara scaparí la turatii ridicate
sau la turatii mici.
Se folosesc urmatoarele sisteme de ungere/gresare
(ungerea inseamna uleiul ca mediu de ungere, gresarea inseamna
vazelina ca mediu de ungere):
- -ungere
cu ulei prin picurare prin jiglere (gauri calibrate) la fiecare
rulment, cu recuperarea uleiului;
- -ungere
prin barbotare, folosind baia de ulei pentru angrenaje;
- -ungere
cu microceata de ulei, fibra recuperarea uleiului consumat;
- -gresare
cu vazelina sintetica KLUBER (de culoare alba), cu
durabilitate egala cu a rulmentului, si deci fara
gresare periodica a punctelor de gresare.
Alegerea tipului de ungere se face in functie de
turatia maxima a arborelui principal si de solutia
constructiva a masinii, astfel ca sa fie respectate in paralel
si recomandarile din catalogul de rulmenti.
h). Sistemul de
etansare fata de exterior
Se refera la protectia
rulmentilor lagarului principal pentru a nu intra span,
impuritati, lichid de racire etc, si pentru a nu avea
scurgeri de ulei sau vaselina spre exterior. De asemenea se pune problema
izolarii grupului de rulmentii fata, cat si a grupului
spate fata de incita cu angrenaje.
Sistemele de protectie
folosite sunt urmatoarele:
- -garnituri
de etansare rotative radiale de tip semering, atat pentru interior,
cat si exterior. Acestea au dezavantajul incalzirii la
turatie ridicata;
- -garnituri
de etansare rotarive frontale cu profil in v, atat pentru interior
cat si exterior, care realizeaza viteze bune cu o incalzire
mai mica;
- -labirinti
pentru vazelina fara contact;
- -labirint
pentru vazelina combinati cu cavitate inelara de
protectie cu presiune joasa de aer.
i). Sistemul de
suflare а aerului de curatire pe timpul eliberarii sculei
Acesta asigura suflarea
aerului prin interiorul conului spre exterior pe timpul eliberarii sculei
din conul arborelui principal si pe timpul manipularii acesteia in
vederea schimbarii sculei (extractie - introducere). Suflarea de aer
presiunea de 6 bar, asigura eliminarea eventualelor impuritati
lipite pe conul sculei vechi sau noi, pentru ca asezarea cozii conice in
alezajul conic sa fie perfecta. Astfel se defineste o
cerinta standardizata international pentru nivelul CP. Unii
constructori folosesc stergerea cozii conice a sculei noi cu un ansamblu
de perii, inaintea introducerii in alezajul conic al arborelui principal.
j). Dispozitivul de
racire al sculei prin interiorul arborelui principal si al sculei.
Acesta este folosit pentru vitezele
inalte de aschiere la care lichidul de racire, cu presiuni de 20 - 30
barí ajunge direct pe placutele taietoare ale sculelor. In acest
fel, se pot folosi viteze de aschiere in otel OL 60 de pana la 600800
m/min, care se apropie de vitezele folosite in rectificare si care vor
genera prelucrari intensive.
Aceste prelucrarí intensive
asigura productivitati ridicate, precizii ridicate, calitatea
suprafetei prelucrate cu valori reduse ale rugozitatii,
echivalente cu rectificarea fina. Utilizarea acestor dispozitive s-a impus
in prezent pe plan mondial.
Introducerea lichidului de
racire prin interiorul axului principal rotativ se face prin intermediul
unui cartus special fabricat de firme specializate ca DEUBLIN si OTT.
O alta solutie
standardizata este acea la care accesul uleiului la scula se face
prin doua gauri frontale prin axul principal, care intra prin
spatele flansei antrenoare a sculei, aceasta fiind standardizata ISO
si DIN. Cele doua gauri frontale din axul principal au cate o
supapa de sens, care se deschide prin prezenta sculei in axul
principal. Aceasta este solutia utilizata si la masinile de
alezat orizontale specifica barei de alezat Problema tehnica in toate aceste cazuri
este etansarea dintre partea fixa si partea rotitoare,
tinand cont de turatia ridicata cca 10000 - 15000 rot/min si
presiunea de 20 - 30 bari,
etansare asigurata de cartusul respectiv.
k). Transmisia
principala a turatiei la puterea nominala la arborele principal
Aceasta se face de la iesirea
din actionarea principala spre arborele principal, acolo unde acesta
e separat de actionarea in sine (exista si cazul
electrobrosei - adica arbore principal integrat in motor, fara
veriga intermediara de transmisie), si se realizeaza prin
urmatoarele solutii consacrate (solutii care au devenit larg
recunoscute):
- transmisie
prin roti dintate
- transmisia
prin curea dintata sau curea Poly-V
In primul caz este nevoie de baia
de ulei, in care fimctioneaza arborele principal si cutia de
viteze sau domenii impreuna cu transmisia respectiva cu roti
dintate.
In al 2-lea caz se utilizeaza
reductorul cu 2 trepte pe motorul principal, in afara carcasei in care se
roteste arborele principal, iar transmisia se face prin curea. Cureua
utilizata este fie dintata, din tipurile ZR, HTD, Poly Chain GT, sau curea
Poly - V.
Cureaua dintata are dezavantajul zgomotului
ridicat pana la 90 dB, care este inadmisibil de ridicat.
A aparut un nou tip de curele
dintate cu profil HTD sau GT si dinti in V, avand un grad de acoperire
mai mare si deci o functionare silentioasa. Toate aceste
curele inclusiv rotile de curea sunt din import.
Profilele sunt urmatoarele:
ZR - trapezoidal,
HTD- arc de cerc,
GT - arc de evolventa.
Curelele Poly- V cu profile trapezoidale la 40 grade
standardizate J,M H, produse de OPTIBELT, au o functionare
silentioasa, dar la turatii mici si cupluri mari
patineaza in sarcina. Se fece pretensionarea variabila (invers
proportionala
cu turatia) pentru a compensa acest dezavantaj si
pentru a reduce incalzirea
produsa din pretensionare.
Aceasta se face
de la iesirea din actionarea principala spre arborele principal.
In proiect se utilizeaza solutia:
-transmisia prin curea dintata
sau curea Poly-V
Se
utilizeaza un reductor cu doua trepte montat pe motorul principal. in
afara carcasei in care se roteste arborele principal, iar transmisia se
face prin curea.
Tipul curelei
utilizate: G 1568
-lungimea curelei 1655 mm
-latimea
curelei 52,5 mm
Tipul saibelor de curea utilizate: G 405 MPB
forma 1
B 635 MPB forma 2 (vezi anexa)
Distanta
dintre axe este de 1655 inch
4. BREVIAR JUSTIFICATIV DE CALCUL
4.1. Regimul maxim de aschiere
4.1.1. Calculul regimului maxim de aschiere la
frezare
Productivitatea unei
masini-unelte cu miscare principala de rotatie este
proportionala cu suprafata prelucrata in unitatea de timp,
adica cu produsul
n∙s=
1000∙v∙s/π∙D rot/min la frezare, in care s este avansul,
in mm/rot.
Pentru un avans ct si pentru
un diametru de prelucrat dat, aceasta productivitate este
proportionala cu viteza de aschiere.
Marimile
caractericteristice sunt:
P-puterea (Kw)
D-diamerul exterior al sculei (
mm)
n-turatia sculei (rot/min)
B-latimea de
aschiere (mm)
t-adancimea de aschiere (mm)
Z-numarul de dinti ai
sculei
S-avansul (mm/min)
F -forta tangentiala (daN)
-forta tangentiala (daN)
M-momentil de torsiune (Nm)
V-viteza de aschire (m/min)
F -forta radiala (daN)
-forta radiala (daN)
F -forta axiala (daN)
-forta axiala (daN)
Se considera viteza de
aschiere: V=180 [m/min] 
Atunci turatia va fi: 
Se considera diametrul sculei :D=210
mm

Stiind ca:
3.2 Determinarea domeniilor si a
rapoartelor de transmitere
Schema cinematica
Motorul din
proiect este un motor AC :
Cod motor: 1PH6 135 4NF4 0
P =15 [KW]-
puterea nominala regim S1
=15 [KW]-
puterea nominala regim S1
nmin
= 1500 [rot/min]
- turatia minima
nmax
= 6300 [rot/min] - turatia maxima
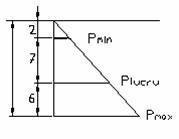
Motoarele asincrone sunt motoare care in domeniul
de turatii cuprins intre turatia nominala si cea
maxima, au o putere constanta, iar la scaderea turatiei sub
turatia nominala prezinta un moment constant.
Graficul variatiei
puterii si momentului in functie de turatie
Pentru a beneficia de intreaga putere a motorului, este preferabil ca
acesta sa fie utilizat in domeniul cuprins intre turatia
nominala si cea maxima.
Alegerea
reductorului ZF Siemens Reductor
Pn = 15 [KW] - puterea nominala
n
= 1500 [rot/min] - turatia minim
nmax
= 6300 [rot/min] - turatia maxima
Mn
=210 [Nm] - momentul nominal, i=1
Mn =840 [Nm] - momentul nominal, i=4
M=400 [Nm] - momentul maxim, i=1
M=1600 [Nm] -
momentul maxim, i=4
m=62 Kg
Diagrama de turatii
Reductorul ZF
realizeaza rapoarte de transmitere de 1:1 si 1:4 .
Raportul de
transmitere a bucselor de curea este de 1:2.1 .
Cand la arborele
motor avem turatia maxima de 6300
rot/min la arborele principal vom avea 5000rot/min .
La
turatia nominala de 1500 rot /min la arborele motor , la arborele principal vom
avea 937rot/min .
3.3 Calculul
organologic
3.3.1Calculul arborilor
masinilor-unelte
Dimensionarea arborilor
masinilor-unelte se face pe baza calcului:
-de
rezistenta la solicitari compuse de incovoiere cu torsiune
-de
rigiditatea si rezistenta la uzura a suprafetelor de frecare
-de
rezistenta la vibratii
Predimensionarea arborilor la
torsiune
-se face pentru a
putea elabora din punct de vedere cinematic transmisia respectiva.
Se face
tinand cont de momentul de torsiune transmis de arbore.
Diametrul
arborelui este dat de relatia:
d 
in care:
- este momentul maxim de torsiune al aborelui,determinat cu
formula:
este momentul maxim de torsiune al aborelui,determinat cu
formula:
- rezistenta admisibila la torsiune(60..80 daN/cm
rezistenta admisibila la torsiune(60..80 daN/cm )
)
Predimensionarea
arborilor la solicitari compuse de incovoiere cu rasucire:
In cazul
arborilor cu sectiune inelara, diametru se calculeaza cu relatia:
Momentul
incovoietor 
 este moment incovoietor rezultant
este moment incovoietor rezultant
M-momentul de torsiune.
 -
- ,coeficient
caracteristic cazului in care
,coeficient
caracteristic cazului in care  este alternant simetric, iar M
este alternant simetric, iar M pulsator.
pulsator.
Pentru determinarea momentului
incovoietor echivalent se stabileste schema de solicitatre a arborelui
principal. El este solicitat simultan de forte de aschiere prin
componentele F ,F
,F ,F(forte rezistente) si componentele fortei de
actiune
,F(forte rezistente) si componentele fortei de
actiune
Schema de solicitare a arborelui principal
-distanta
de la saiba de curea la rumentul spate este: b=100 mm
-distanta
de la rulmetul spate si cei din fata este :l=600 mm
-distanta
de la rulmentul fata pana la scula este: a=100 mm
Din
calculul regimului de aschiere se cunosc:

Cunoscand
raza saibei de curea  :
:
Se pot
calcula reactiunile din lagare:
Momentele
incovoietoare sunt:
Momentul
rezultant este:
Revenind
la calculul diametrului arborelui:
Momentul
incovoietor echivalent este:

Diametrul
arborelui este:
Materialul
din care este realizat arborele principal este 18MnCr10-material de cementare
iar =85-95 daN/mm.
=85-95 daN/mm.
3.3.2 Calculul arcurilor disc
Arcurile disc sunt asezate in
coloana de pachete de cate trei arcuri.Arcurile au urmatoarele
caracteristici:
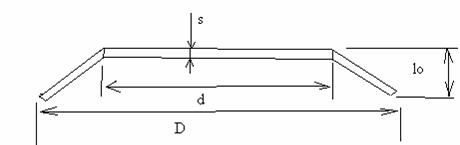
D =45 mm
=45 mm
D =22.4 mm
=22.4 mm
s =2,5 mm
h =1mm
l =3.5 mm
=3.5 mm
-Sarcina
pe un disc:

-Raportul
diametrelor:
-Coeficientul
:

-Sarcina
toretica de aplatizare:

-Raportul 
-Raportul
-Sageata
pachetului de discuri:

-Numarul
necesar de pachete in arcuri-disc:
-Lungimea
arcului in stare libera:


-Lungimea
arcului sub sarcina P :
:

3.3.3
Calculul de verificare al rulmentilor
Rulmenti sunt supusi la forte axiale si radiale astfel:
-din metoda Castiliano abordata mai sus rezulta ca:
-reactiunea
din lagar din fata este R =731.5 [daN]
=731.5 [daN]
R =304.3 [daN]
=304.3 [daN]
-reactiunea
din lagar din spate este R =679.9 [daN]
=679.9 [daN]
R =513.2 [daN]
=513.2 [daN]
Sarcina
dinamica de baza necesara pentru realizarea
durabilitatii impuse se determina cu relatia:
unde:
p= 3 - pentru rulmenti cu bile
 p=3,33
- pentru rulmenti cu role
p=3,33
- pentru rulmenti cu role
durabilitatea
h=30000 [h] - durata de functionare
n=1500
[rot/min] - turatia
arborelui

Pech.=X * Fr +Y* Fa
e = Fa / Fr
e = 0,42
In functie de raportul e, se aleg din tabele coeficientii:
X = 0,44
Y= 1,42
Pech.= 0,44
*613.3+1.42*167.8=506.8 [N]
Inlocuind obtinem:
Se alege solutia cu patru
rulmenti (cvadruplex) inpartea din fata.
Se alege
solutia cu role in partea din spate.
4. Calculul curelei
Lungimea curelei

unde: D-diametrul roti mari de curea
d-diametrul roti mici de curea
C-distanta dintre axe.
Latimea curelei
l=105 mm
Calculul de tensionare al
curelei
-calculul tensiunii statice
R-raza roti de curea mare
Calculul parametrilor de pretensionare

a-distanta dintre axe
Y=240, valoare tabelara
D=
4.1 Factori economici in proiectarea masinilor unelte
Scopul principal in proiectare trebuie sa
fie realizarea unei masini-unelte, care sa satisfaca in totalitate
functiunile pentru care a fost creata in asociere deplina cu
rentabiloitatea economica. in multe cazuri se considera drept obiective economice doar costurile aferente fabricatiei, ori
efectele economice benefice se obtin daca se are in vedere
totalitatea cheltuielilor operationale, inclusiv pe timpul cat masina
se afla in exploatare.
Orientarea economica a
proiectarii inseamna considerarea tuturor factorilor care
determina eficienta masinii-unelte si o corecta evaluare a
importantei relative a fiecarui factor de influienta.
Dintre indicatorii economici care
confera calitatea unui produs cei mai importanti sunt: valoarea
comerciala a produsului, efectul economic generat de utilizarea produsului
si coeficientul de cheltuieli operationale.
4.2. CALCULUL ECONOMIC
CALCULUL
PRETULUI DE COST AL
MATERIALELOR
Calculul economic al ansamblului cutie
de domenii arbore principal consta in insumarea pretului de cost al
elementelor componente al acestuia: elemente tipizate si elemente
specifice.
Elementele tipizate:cuprind: rulmenti, curele
dintate, reductor, saibe de curea, arcuri disc, suruburi, piulite,
sistem de ungere centralizat.
Elementele specifice cuprind: arbore principal,roti dintate,
carcase, piu-lite speciale, inele distantiere, bucse
distantiere, tireta, garnituri.
Relatia
de calcul al pretului de cost al unui element tipizat este:
Pret cost =
Pret EURO
Pretul
EURO/buc este luat din cataloage, in care se dau si coeficientii de
corectie in functie de tipodimensiune.
Pentru rulmenti
Rulmenti seria 71930-pret
catalog-2800.31
Rulment seria NN 3028 K /W
33-330
Rulment axial: 150
Pentru curele
dintate
Tipul G 1568 pret
catalog = 200
Pentru saibe de curea
Tipul G 40 S MPB- 150
Tipul G 63 S MPB- 150
Pentru
reductor ZF
Tipul 2
K15-2LG4-214-pret catalog = 2800
Pentru
motor
tipul 1PH6 135-4NF4-
pret catalog -3400
Pentru arcuri
disc
Dimensiune: 44x22.5x2,5-pret catalog-
3.5
Pentru 39 buc = 39*3.5=136.5
Pentru sistem de
ungere centralizat
Pret catalog - 20
Pentru garnituri de etansare
rotative
Pret catalog - 3 Pentru 3 buc. = 9
Pentru piulite de fixare a
rulmentilor
Pret catalog -2 pret pentru 2 buc:2*3=6
Relatia de calcul al
pretului de cost al elementelor specifice este:
Pret cost = Masa totala
(neta)* 10 /Kg
Masa totala neta a
elementelor (pieselor) specifice este de aproximativ 900 kg
Pretul de cost = 950*10 =
9500
Pret de cost total = Pret cost
elemente tipizate + Pret cost elemente specifice.
Pret cost elemente tipizate =
2800+330+150+200+150+150+2800+3500+136.5+20+6+6=
Pret cost elemente specifice = 9500
Pret cost total al materialor =
10148+9500=19648
CALCULUL PRETULUI DE COST AL MANOPEREI
Manopera cuprinde:
-manopera
pentru piese specifice
-manopera
pentru prelucrari prin aschiere
-manopera
pentru tratamente termice
-manopera
pentru vopsire
-montaj
reglaj probe si incercari.
Pret total manopera:2500
CALCULUL REGIEI
Regia:800
Calculul
cheltuielilor totale
 Cheltuielile totale sunt:
Cheltuielile totale sunt:
C=19148+2500+800=22448
Calculul
beneficiului
Beneficiul firmei este de 12%:
B=12%*22448=2693
Calculul
pretului total de cost
Pretul
de cost fara TVA este :P= C+B=22448+2693=25141
Pretul
total este: P*19%=29917
Bibliografie
Colectie STAS - Organe de masini -
Elemente de fixare si
asamblare. Arcuri,
inele, Vol. 2, Editura
tehnica, Bucuresti, 1984
Ganea Macedon - Prelucrarea felxibila a pieselor
prismatice,
Editura
Universitatea Oradea 2002;
Ganea Macedon - Masini Unelte si Sisteme Flexibile , Editura
Universitatea Oradea 2001;
Ganea Macedon - Tehnologia Prelucrarii Suprafetelor Curbe Spatiale,
Universitatea Oradea, 2000;
-Sisteme
Flexibile, Roboti - Indrumator de
laborator, Editura Universitatea
Oradea, 2002
Botez Emil -Masini Unelte, Editura
Tehnica Bucuresti, 1978,
Volumul I, II ;
GALIS,
M., - Proiectarea
masinilor unelte, Ed. Transilvania
Press., Cluj Napoca
Albu Andrei -Proiectarea masinilor - unelte, s.a, Institutul
Politehnic, Cluj Nacpoca, 1986 ;
Liste de piese
Piese
specifice
|
0
|
4
|
2
|
2
|
4
|
4
|
2
|
0
|
0
|
1
|
Con ISO
|
|
|
|
|
|
|
|
0
|
0
|
2
|
Carcasa
|
|
|
|
|
|
|
|
0
|
0
|
3
|
Tireta
|
|
|
|
|
|
|
|
0
|
0
|
4
|
Gheara extractoare
|
|
|
|
|
|
|
|
0
|
0
|
5
|
Arbore principal
|
|
|
|
|
|
|
|
0
|
0
|
6
|
Tija de tragere
|
|
|
|
|
|
|
|
0
|
0
|
7
|
Bucsa
|
|
|
|
|
|
|
|
0
|
0
|
8
|
Piston
|
|
|
|
|
|
|
|
0
|
0
|
9
|
Inel de protectie
|
|
|
|
|
|
|
|
0
|
1
|
0
|
Distantier
|
|
|
|
|
|
|
|
0
|
1
|
1
|
Bara de alezat
|
|
|
|
|
|
|
|
0
|
1
|
2
|
distantier
|
Piese
din comert
|
0
|
4
|
2
|
2
|
4
|
4
|
2
|
8
|
0
|
1
|
Rulment
radial-axial
|
|
|
|
|
|
|
|
8
|
0
|
2
|
Rulment
cu role
|
|
|
|
|
|
|
|
8
|
0
|
3
|
Arcuri
disc
|
|
|
|
|
|
|
|
8
|
0
|
4
|
Semering
|
|
|
|
|
|
|
|
8
|
0
|
5
|
Roata
de curea
|
|
|
|
|
|
|
|
8
|
0
|
6
|
Rulment
axial
|
|
|
|
|
|
|
|
8
|
0
|
7
|
Curea
|
|
|
|
|
|
|
|
8
|
0
|
8
|
Roata
de curea
|
|
|
|
|
|
|
|
8
|
0
|
9
|
Reductor
|
|
|
|
|
|
|
|
8
|
1
|
0
|
Motor
|
Piese
normalizate
|
|
|
|
|
|
|
|
|
|
|
|
pana
|
|
|
|
|
|
|
|
|
|
|
|
|
Piulita cu autofixare
|
|
|
|
|
|
|
|
|
|
|
|
|
Piulita cu autofixare
|
|
|
|
|
|
|
|
|
|
|
|
|
Piulita cu autofixare
|
|
|
|
|
|
|
|
|
|
|
|
|
Surub
|
|
|
|
|
|
|
|
|
|
|
|
|
Surub cu cap inecat
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|

