(Presupunem ca studentul Ion Ionescu are indexul Ix
Aplicatia 1 (pentru Ix ≤ 10)
Piesa
din figura 4, pag. 4 se prelucreaza prin strunjire frontala de
degrosare, urmata de o strunjire frontala de finisare. Pentru strunjirea de finisare, adaosul de
prelucrare este de 0,5mm si se
indeparteaza printr-o singura trecere. Se dau:
a.
Materialul
piesei:
|
Ix
|
Materialul piesei
|
|
Otel,
Rm = 600 N/mm2
|
|
Otel,
Rm = 850 N/mm2
|
|
Otel
inoxidabil
|
|
Fonta,
HB 200
|
|
Duraluminiu
|
|
Bronz
|
|
Material
termoplastic
|
|
Material
termorigid
|
b.
lungimile
lsi = loi = 2mm
c.
d
= (100 + Ix)mm ; d1 = [(100 + Ix) - (70 - Ix)]mm (vezi fig. 4)
d.
adaosul
total de prelucrare pe suprafata frontala AP = 6mm
e.
unghiul de atac principal
al sculei χ :
f.
Regimul
de aschiere este stabil.
Prelucrarea se realizeaza cu o scula din:
|
Ix
|
Scula aschietoare
|
|
par
|
HSS
|
|
impar
|
Carburi
metalice
|
Sa se
determine:
a.
Dimensiunile
concrete a piesei.
b.
Parametrii
regimului de aschiere, in cazul strunjirii de degrosare si de
finisare (adancimea de aschiere ap , avansul f , viteza de
aschiere vc si
turatia n a piesei).
c.
Rugozitatea
teoretica la operatia de finisare.
d.
Forta
de aschiere Fc, debitul de aschiere Q si puterea
consumata la aschiere Pc , in cazul operatiei de
degrosare.
e.
diametrul
de calcul dt , lungimea cursei L , diametrul efectiv de ,
timpul de baza tb , numarul de treceri la degrosare i , in
cazul formei piesei:
|
Ix
|
Forma piesei
|
|
par
|
Cilindru
plin fara umar
|
|
impar
|
Cilindru
gol
|
Rezolvare
Desenul piesei este prezentat in [2, pag.4, figura 4],
vezi si figura 1 de mai jos
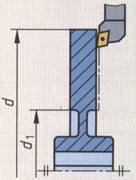
Figura
a. Pentru Ix = 1, avem:
-
materialul piesei: otel cu Rm = 600 N/mm2
-
lungimile de intrare si iesire ale sculei din material lsi
= loi = 2mm
-
d = (100 + Ix)mm = 101mm
-
d1 = [(100 + Ix) - (70 - Ix)]= 32mm (vezi fig. 1)
-
adaosul total de prelucrare pe suprafata frontala AP = 6mm. Adaosul de prelucrare pentru strunjirea de finisare
este APfinisare = 0,5mm. Asadar,
adaosul de prelucrare pentru strunjirea de degrosare este APdegrosare
= 6 - 0,5 = 5,5mm
- unghiul de atac principal al sculei χ
-
regimul de aschiere este stabil.
Prelucrarea se realizeaza cu o scula din carburi metalice.
-
piesa este de tip cilindru gol.
b.
Parametrii regimului de aschiere, in cazul
-
strunjirea de degrosare
(adancimea de aschiere ap , avansul f , viteza de aschiere
vc si turatia n a
piesei).
Din
[2, pag.13, tabelul 18], pentru oteluri cu Rm ≤
800N/mm2, se alege
ap
= 3mm
f
= 0,3mm/rot
vc
= 40m/min
Rezulta turatia piesei n, pentru diametrul maxim:

-
strunjirea de finisare
Din
[2, pag.13, tabelul 18], pentru oteluri cu Rm ≤
800N/mm2, se alege
ap
= 0,5mm (conform temei de proiect)
f
= 0,1mm/rot
vc
= 80m/min
Rezulta turatia piesei n, pentru diametrul maxim:

c.
Rugozitatea teoretica la operatia de finisare.
Din
[2, pag.13, tabelul 17], se alege un cutit de finisat cu raza la varf r =
1,2mm. Rezulta rugozitatea
teoretica:

d.
Forta de aschiere Fc, debitul de aschiere Q si
puterea consumata la aschiere Pc , in cazul operatiei
de degrosare.
-
sectiunea aschiei
A = ap· f [2, pag.8, relatia
23]
A = 3 · 0,3 = 0,9mm2
--
grosimea aschiei h
h = f · sin [2, pag.8, relatia 25]
h = 0,3 · sin105° = 0,289mm
-
forta de aschiere:
Fc = A · kc [2, pag.8, relatia 24]
forta de aschiere specifica kc
kc =
k · C1
· C2 [2,
pag.10, relatia 21]
k = 1990N/mm2 [2, pag.10, tabelul 10], pentru otel
C45 si sectiunea aschiei h = 0,31mm2 (de fapt, ar
trebui o sectiune a aschiei de 0,289mm2 , adica o
interpolare intre valoarea 0,2 si 0,31 care se extrage din tabel. Nu se face interpolarea, se alege valoarea de
0,31).
C1 = 1,1 [2, pag.10, tabelul
9], pentru viteza de aschiere de 40m/min
C2
= 1 [2, pag.10, tabelul 9], pentru procedeul
de aschiere strunjire
kc
= k ·
C1 · C2 = 1990 · 1,1 · 1 = 2189N/mm2
asadar, Fc
= A ·
kc = 2189 · 0,9 = 1970,1 N/mm2
-
debitul de aschiere:
Q = A
· vc = ap · f · vc [2, pag.8, relatia
26]
Q = 0,9 · 40 = 36mm3/min
-
puterea de aschiere:
Pc = Fc · vc
= Q · kc [2, pag.8, relatia 27]
Pc = (1970,1N · 40m)/60sec
= 1313.4W = 1,31kW
e.
diametrul de calcul dt , lungimea cursei L , diametrul efectiv de
, timpul de baza tb , numarul de treceri la degrosare i
-
diametrul de calcul dt
 [2,
pag.4, relatia 4]
[2,
pag.4, relatia 4]

-
diametrul efectiv de
 [2, pag.4, tabelul 2,
cilindru gol]
[2, pag.4, tabelul 2,
cilindru gol]

-
lungimea cursei L
 [2, pag.4, tabelul 2,
cilindru gol]
[2, pag.4, tabelul 2,
cilindru gol]

-
numarul de treceri la degrosare i = APdegrosare/ap
= 5,5 / 3 = 1,83 treceri. Nr. treceri (rotunjit) i=2 treceri.
-
timpul de baza tp
 [2, pag.4, relatia
5]
[2, pag.4, relatia
5]
2. Aplicatia 2 (pentru Ix ≤ 10)
Se
rezolva similar!
Bibliografie:
|
Belgiu, G. - BAZELE PROCESELOR DE
FABRICATIE, notite de curs, Timisoara 2008-2009
|
|
Belgiu, G. - Indrumator de proiect
la BAZELE PROCESELOR DE FABRICATIE, Timisoara 2009, http://www.eng.upt.ro/moodle , cursul BPF, accesat la
20.01.2009
|
|
Cozminca, M.,
Panait, S., Constantinescu, C. - Bazele
aschierii, Editura Gh. Asachi, Iasi
1995
|
|
Oprean, A., Sandu, I., Minciu, C., s.a. -Bazele generarii si aschierii suprafetelor,
Editura Didactica si Pedagogica, Bucuresti 1981
|
|
Picos, C.,
s.a. - Calculul adaosurilor de
prelucrare si al regimurilor de aschiere, Editura tehnica,
Bucuresti 1974
|