Masini de rabotat, masina de rabotat cu
cap mobil (sepingul)
Masinile de rabotat sunt
destinate prelucrarii suprafetelor la care generarea se
efectueaza cu directoare rectilinie si diferite forme ale curbei
generatoare: rectilinie pentru
generarea suprafetelor plane, curbilinie pentru generarea
suprafetelor profilate. Forma suprafetei generate va depinde deci de
forma taisului sculei si de numarul de miscari de
avans, care, de regula, sunt tot rectilinii.
Masinile
de rabotat sunt mai putin productive decat masinile de frezat,
datorita cursei in gol, fiind totusi folosite in productia de
serie mica si unicate, in special la prelucrarea suprafetelor
lungi si inguste sau a pieselor prinse in 'pachet'.
Rabotarea este prelucrarea la care
miscarea principala de aschiere se efectueaza in plan
orizontal.
|
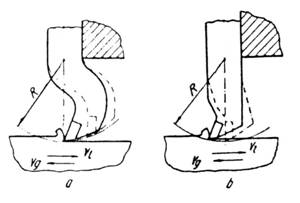
Fig. 1.
Solicitarea cutitelor de rabotat:
a - cutite cotite; b - cutite drepte
|
Functie
de organul care executa miscarea principala de aschiere se
disting:
- masini de rabotat cu
cap mobil (sepinguri), la care miscarea principala de
aschiere este executata de catre scula;
- masini de rabotat
longitudinal (raboteze), la care miscarea principala de aschiere
este executata de masa (impreuna cu semifabricatul).
Sculele utilizate la rabotat sunt
asemanatoare cutitelor de strung, fiind insa mai robuste ca
acestea, datorita faptului ca sunt supuse la socuri puternice
cand patrund in materialul semifabricatului.
De
aceea, pentru degrosare si in cazul materialelor cu crusta
dura, se recomanda utilizarea cutitelor cotite (fig.1). Aceste
cutite prezinta avantajul ca, datorita deformatiilor
elastice pe care le sufera, varful cutitului se poate deplasa
dupa un cerc tangent la suprafata prelucrata (fig.1.a.) si
nu va patrunde mai adanc in material - asa cum se intampla in
cazul unui cutit drept (fig.1.b), in acest mod se evita deteriorarea
suprafetei prelucrate si a sculei.
In
timpul cursei in gol cutitul se raceste intr-o oarecare
masura, astfel ca la rabotare nu se folosesc lichide de
racire - ungere.
Dupa cum se va vedea in
cele ce urmeaza, avansul intermitent
se produce la capatul fiecarei curse in gol.
1.1. Masini de rabotat cu cap mobil
(sepinguri)
Masinile
de rabotat de rabotat cu cap mobil, de rabotat transversal sau sepingurile
- cum se mai numesc, sunt destinate pentru prelucrarea pieselor cu dimensiuni
mici si mijlocii, fara a depasi lungimea de 1000
mm si latimea 700 800 mm.
Schema
bloc, schema cinematica si fluxul cinematic ale unei masini de
rabotat transversal, S 425B, sunt
prezentate in figura 2., cifra 425 reprezentand cursa maxima a capului de
lucru (a berbecului).
Batiul 1 este prevazut
la partea superioara cu ghidajele pentru deplasarea berbecului 2. Ghidajele
verticale permit pozitionarea traversei 4, pe care se deplaseaza masa
de lucru 5, dupa directia II .
Lantul
cinematic care dezvolta miscarea principala I este format de transmisia prin curele D1/D2, ambreiajul C1, cutia de viteze si un mecanism (culisa oscilanta)
care transforma miscarea de rotatie continua a rotii
volant 13 in miscare de translatie alternativa a berbecului 2.
Pentru
intreruperea miscarii
principale, de la o aceeasi maneta care actioneaza
ambreiajul se pune in functiune frana F.
Cutia de
viteze permite reglarea a 3 trepte, asigurand prin aceasta reglarea
numarului de curse duble pe minut.
Amplitudinea
cursei berbecului se regleaza manual prin transmisia VII-16/17- SC1-20, prin care se modifica
bratul manivelei mecanismului cu culisa oscilanta, iar pentru
pozitionarea berbecului este prevazut lantul cinematic manual IX - 22/23 - SC5.
Lantul cinematic pentru avans
transversal II preia miscarea de
la lantul cinematic principal si anume de la roata volanta 13
prin angrenajul 14/15, mecanismul cu clichet MC1 si surubul conducator SC2, care deplaseaza
masa 5 prin piulita solidara cu acesta.
Marimea
avansului se regleaza prin excentricul E,
iar inversarea sensului acestuia se realizeaza tot prin clichet, care este
de dublu sens.
Lantul cinematic pentru avansul
III al saniei portcutit 3 este
actionat de cama K ce se
fixeaza de batiu. Miscarea este preluata de tachetul T, mecanismul cu clichet MC2, mecanismul cu roti
conice cuplabile (C2 - C3),
necesare pentru inversarea sensului de miscare, ajungand la surubul
conducator SC3 - care
deplaseaza sania 3.
Marimea
acestui avans se regleaza actionandu-se asupra unghiului de
oscilatie a bratului portclichet MC2.
Traversa 4 se
pozitioneaza manual prin lantul cinematic: VIII - 18/19 - SC4.
Tot in figura 2 sunt prezentate si fluxurile cinematice pentru
miscarile descrise mai sus.
|
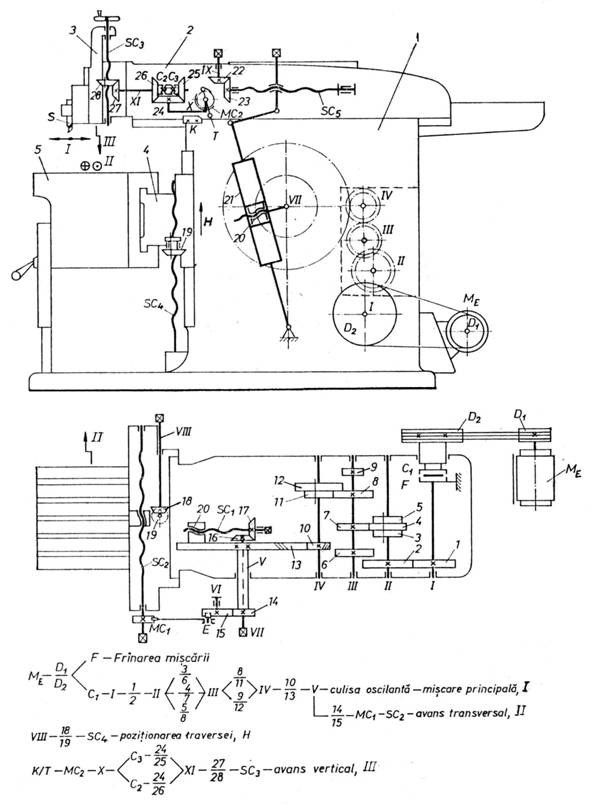
Fig. 2. Masina de rabotat
transversal - schema bloc, fara schema cinematica, doar cu
miscarile pe scheme bloc (parti componente
|
In figura 3. sunt
prezentate diverse pozitii de lucru ale suportului portscula si
capului de lucru, precum si posibilitatile de reglare ale
acestora.
|
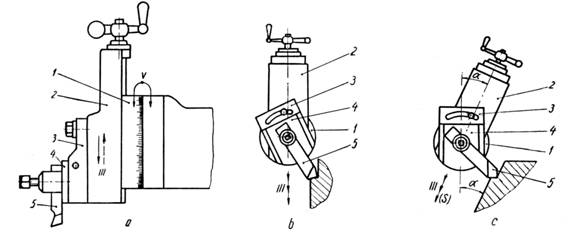
Fig. 3. Posibilitati de reglare ale
suportului portscula si a capului de
lucru la masina de rabotat transversal
|
Trebuie
precizat ca in cazul prelucrarii suprafetelor lungi si
inguste, cum ar fi ghidajele si canalele, prelucrarea prin rabotare este
mai productiva decat frezarea.
Majoritatea
sepingurilor aflate in exploatare sunt cu actionare
electromecanica, insa pentru actionarea sepingurilor se mai
utilizeaza si sisteme hidraulice si hidromecanice.
|
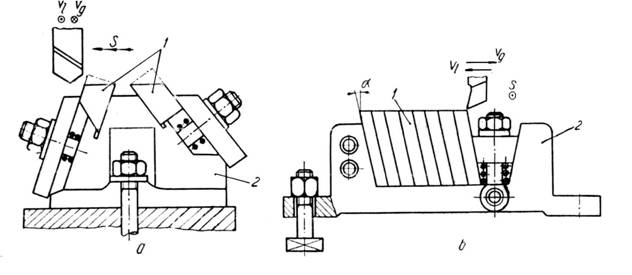
Fig. 4. Sisteme pentru prinderea semifabricatelor
in vederea prelucrarii pe seping
|
Ca si in cazul
celorlalte procedee de prelucrare prin aschiere, lucrarile de
rabotare sunt precedate de operatiile de reglare a masinii, fixarea
semifabricatului si a sculei.
Prinderea semifabricatului
pe masa masinii se poate face:
direct pe masa cu ajutorul suruburilor si a bridelor de fixare
(in cazul semifabricatelor mari); in dispozitive universale ca: menghine paralele, coltare fixe
si inclinabile, suporturi basculante si prisme in V (pentru prinderea
semifabricatelor cilindrice); in dispozitive speciale si in pachet, care
au forma corespunzatoare - in cazul productiei de serie (fig. 4.a,b).
Utilizand dispozitive
speciale si scule speciale, pe sepinguri se pot prelucra cremaliere,
arbori canelati, butuci canelati (fig.5.), putandu-se rula chiar
filete si taia canale elicoidale de pas foarte mare, aceste
lucrari pretandu-se in cazul productiei de unicate sau serii mici, in
conditiile neexistentei unor masini specializate.
|
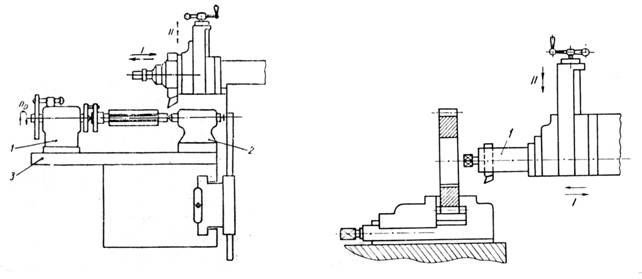
Fig. 5. Posibilitati tehnologice ale
masinilor de rabotat transversal
|

