Tehnologia de lipire prin retopire (reflow / double
reflow soldering)
1. Sisteme si metode de realizare a procesului de lipire
prin retopire
Tehnologia de lipire prin retopire (reflow
/ double reflow soldering) este cel mai raspandit mijloc de asamblare a
componentelor cu montare pe suprafata (smd),
pe una sau ambele fete ale placilor cu cablaj imprimat (pcb), care asigura conectarea terminalelor componentelor prin
retopirea aliajului de lipit din componenta pastei de lipit depusa anterior pe
zonele corespunzatoare de pe suprafata cablajului imprimat. Deoarece aceasta
tehnologie este dedicata asamblarii componentele smd, se mai numeste tehnologie
de montare pe suprafata (suface mount
technology - smt). Pasta de lipire este o suspensie de pudra din aliaj de
lipit intr-o masa lichida de flux cu vascozitate ridicata. In cursul procesului
de retopire particulele de aliaj se topesc intre suprafetele terminalelor
componentelor si a padurilor, unde ca rezultat al raciri, aliajul topit
formeaza, prin solidificare, lipitura. Temperatura necesara retopirii este
realizata in cuptoare specializate smt prin utilizarea unor principii fizice
diferite: radiatie (irnfrarosu, ultraviolet, laser), convectie sau in
condensare. Cuptorul specializat smt (smt
oven / reflow oven) este organizat pe minim 3 zone in care poate fi
controlata precis temperatura, pentru preincalzire, incalzire si racire.
Tehnologia de lipire prin retopire
poate fi utilizata pentru asamblarea componentelor cu terminale prin gaura (pin in paste). In acest scop se depune
pasta pe o suprafata care include gaura, padul corespunzator si in exteriorul
padului, pe o suprafata care sa asigure volumul necesar pentru realizarea
lipiturii (over print). Componenta
se se planteaza prin gaurile corescunzatoare si este introdusa in cuptor unde
va fi supusa procesului de lipire prin retopire. Pentru acest tip de lipire
componentele trebuie sa indeplineasca restrictii privind temperatura maxima
admisibila.
Linia tehnologica de lipire prin
retopire este utilizata pentru lipirea cu adeziv epoxidic a componentelor smd
pe partea inferioara a placilor ce urmeaza sa fie lipite la val. In acest caz
se utilizeaza masina si tehnologia pentru depunerea pastei de lipire, cu
dispozitive adaptate, inlocuindu-se pasta cu adeziv. Adezivul se depune intr-o
geometrie specifica in spatiul dintre paduri, sub componente. Componentele sunt
plantate in aceleasi conditii ca la plantarea in pasta si apoi placile avand
componentele plantate in adeziv sunt trecute prin cuptorul smt unde are loc
lipirea printr-un proces de polimerizare a adezivului in conditii de
temperatura controlata.
In raport cu tehnologia de lipire la
val, tehnologia de lipire prin retopire ofera avantaje, de exemplu:
permite asamblarea a unor
componente mici si usoare, oferind astfel posibilitati de miniaturizare a
echipamntelor electronice;
permite asamblarea ambelor fete al
placilor electronice automat, utilizand aceeasi tehnolgie;
permite reducerea rezistentei
conexiunilor si a inductantelor parazite, controlul asupra parametrilor
electrici ai circuitelor, cu implicatii benefice privind realizarea
echipamentelor electronice pentru inalta frecventa;
permite compensarea unor erori de
plantare prin propietatea de alinere a componentelor relativ la
paduri datorita
actiunii tensiunii superficeale a pastei de lipit in stare lichida;
reducerea numarului de gauri in
placa, implicit a complexitatii operatiunilor de prelucrare mecanica;
permite obtinerea unui
comportament performant in raport cu solicitarile mecano-
climatice, ceea ce,
alaturi de performantele privind miniaturizarea, a extins aria de utilizare a
echipamentelor electronice in domenii
speciale ca de exemplu, auto, aviatie, rachete;
permite automatizarea completa a
liniilor de productie.
Principalele
dezavantaje sunt un rezultat direct al tenditei de miniaturizare si
automatizare:
dificultatea manipularii manuale a
componentelor;
dificultatea operatiunilor de
lipire manuala;
dificultatea operatiunilor de
reparare la nivel de circuite si componente.
2. Fazele tehnologiei de lipire prin retopire, parametrii
si variabile specifice
In
principiu procesul de lipire prin retopire consta in executia unor operatii
structurate pe faze specifice:
- depunerea (printing) pastei de lipit (solder paste) pe suprafetele,
neprotejate prin lacuri rezistente la temperatura (solder mask) a circuitelor imprimate de pe suprafetele placilor,
corespunzatoare terminalelor (pad);
- plantarea precisa
a componentelor cu terminalale pe paduri (pick
and place/planting);
- lipirea printr-un
proces de retopire (reflow / double
reflow soldering - process). Prin cuptor placile plantate sunt transporate
cu un sistem tip conveior.
Operatiile
complexe derulate pemit considerarea fiecarei faza ca un proces complex,
independent. Sunt realizate cu masini specializate (Fig. 2.1.) care pot
functiona independent (OFF-Line), in
cazul productiei de serie mica si prototipuri, sau interconectate intr-o linie
tehnologica de lipire smt (ON-Line)
automatizata specific productiei de serie medie si mare.
Solutia
ON-Line de configurare a unei linii tehnologe de lipire prin retopire a
componentelor cu montare pe suprafata, presupune utilizarea unui sistem de
transport comun tip conveior, a carui viteza de deplasare poate fi controlata,
pentru conectarea seriala a masinilor pentru depunerea pastei pe suprafata
placilor (printer), plantarea
componentelor (pick and place), lipirea
prin retopire (cuptor smt, echipament VPS, laser), a unor sisteme de alimentare
cu placi a printerului si de colectare a placilor asamblate la iesirea din echipamentul
de lipire. La configurarea liniei se are in vedere numarul mare de componente
pasive de mici dimensiuni(chip) in
raport cu cele active. Pentru asigura productivtatea liniei se utilizeaza minim
doua masini de plantare, una fiind specializata pentru plantarea componentelor
chip.
Fig. 2.1. Echipamente specifice fazelor tehnologiei de
lipire prin retopire




a. Depunerea pastei
b. Plantare componente c.
Cuptor smt d. Masina VPS
2.1. Depunerea pastei de lipit sau a adezivului
Procesul de depunere a pastei de lipit pe linia smt este foarte
important din punct de vedere al calitatii produsului final. Se considera ca
aproximativ 30% din totalul defectelor inregistrate la asamblarea placilor pe
linia smt provin din procesul de printare. Pentru eliminarea lor este necesar sa
fie sub control parametrii si varabilele procesului. Pentru realizarea unui
proces optim de depunere a pastei se prevede inspectie optica finala:
- manuala,
executata de operator prin observare directa sau cu ajutorul unor instrumente
optice
- automata, executata
cu echipamente specializate integrate in structura liniei smt (in-line).
Depunerea
pastei de lipit pe suprafata padurilor se poate face prin urmatoarele metode:
- dispensare (dispenser). Distributia pastei se face
intr-un numar variabil de picaturi, functie de dimensiunea padului, prin
utilizarea unui dispozitiv tip seringa, pasta avand proprietati reologice
dedicate. Metoda poate fi utilizata prin montarea disozitivului in masina de
plantare componente si prezinta avantajului costurilor reduse, deoarece nu
necesita dipozitive auxiliare. Metoda nu pote fi utilizata pentru componente
mici, deoarece volumul de pasta depus nu poate fi controlat suficint de precis
si trebuie luat in considerare pretul pastei speciale, mai mre in raport cu al
pastei pentru site si sabloane.
- serigrafie (screen). Metoda presupune utilizarea
unei site din material textil special pe care se realizeaza prin metode
fotografice mascarea cu exceptia zonelor prin care se depune pasta prin
intindere cu o lama de cauciuc. Se utilizeaza o masina care sa mentina sita la
o inaltime determinata in raport cu suprafata placii. Costurile de fabricatie
sunt reduse, insa metoda nu permite utilizarea pe scara larga si precizia
realizata este lmitata.
- cu sablon (stencil). Metoda presupune utilizarea
unui sablon realizat din metal in general, dar poate fi realizat si din
plastic. In sablon sunt practicate
deschideri corespunzatoare padurilor componentelor. Sabloanele realizate din
plastic au o rezistenta mecanica redusa i necesita masuri de evitare a
incarcarii electrostatice. Pentru sabloanele din metal, pot fi utilizate
tehnologiile de corodare chimica (Fig. 2.1.1.),
electroformare (Fig. 2.1.2.) sau taiere
laser (Fig. 2.1.3.).



Fig. 2.1.1.
Corodare Fig. 2.1.2. Electroformare Fig. 2.1.3. Taiere Laser
Sabloanele realizate prin corodare prezinta in sectiune o reducere in
plan median cu rezultate negative in procesul de depunere a pastei (Fig. 2.1.1; Fig. 2.1.4.). Se poate
obtine o finisare superioara a peretilor prin polizare elecochimica (Fig. 2.1.). Sectinea optima pentru
sabloane este trapezoidala si poate fi obtinuta prin eletroformare si taiere
laser (Fig. 2.1.6.).
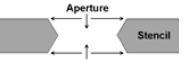

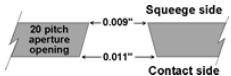
Fig. 2.1.4. Corodare Fig. 2.1.
Electropolisare Fig. 2.1.6.
Sectiune trapezoidala
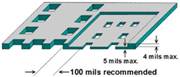
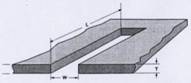
Fig. 2.1.7. Sablon in trepte Fig. 2.1.8. Geometria
deschiderii Fig. 2.1.9. Depunerea pastei
Prin corodare si electroformare se
pot fabrica sabloane in trepte (Fig. 2.1.7.)
utile in situatia unei mari diferente de gabarit intre componente si in
consecinta, cu diferente mari intre suprafetele padurilor. Aceste diferente fac
dificila depunerea optima a pastei si o sita realizata in trepte poate oferi
solutia optima atat pentru surafetele mari cat si pentru cele mici, in conditia
unei proiectari specifice pentru placa cu circuite imprimate.
Sabloanele taiate laser sunt
singurele care pot fi prelucrate ulterior pentru adaugarea sau marirea unor
deschideri, permit prelucrarea pe masini la care datele pot fi transferate
electronic, asigurandu-se precizie si repetabilitate. Grosimea sabloanelor este
intre 100 - 200μm pentru depunerea pastei si 250 - 300μm pentru
depunerea adezivului de lipire a componentelor smd pe pcb in scopul lipirii la
val. Exista posibilitate de fabricatie mixta prin prelucrare laser a unor
sabloane prefabricate prin corodare.
Pentru depunerea optima a pastei este importanta relatia intre
geometria padului, si geometria deschiderii sablonului (Fig. 2.1.8.), datorita fortelor de tensiune superficiala care apar
la suprafetele de separatie pad - sablon. Forta de tensiune superficiala a
pastei din deschidere trebuie sa fie mai mare decat tensiunea superficala a
pastei relativ la peretii deschiderii. La depunera pastei prin utilizarea
sabloanelor metalice, putem identifica trei etape. Intr-o prima etapa pasta
este transportata cu ajutorul unei lame metalice (squeegee - Fig. 2.1.) pozitionate cu un unghi determinat fix, intre
45 - 50s sau cu o caseta speciala umpluta cu pasta (pro flow). Miscarea de transport imprimata de lama sau caseta,
determina formarea unui cilindru de pasta (interior in cazul casetei), ce are o
miscare de rotatie in timp ce este deplasat pe suprafata sablonului (Fig. 2.1.9.). Diametrul optim pentru
cilindrul de pasta este de 15 20mm. In cursul etapei de transport, pasta
umple deschiderile sablonului, ajungand in contact cu suprafata padului. Pasta
va fi complet depusa in etapa urmatoare, de separare a sablonului de suprafata
placii.
Conform
IPC3525, se definesc coeficientii (Fig. 2.1.8.)
Raport de Aspect ( Aspect
Ratio) si Raportul de Arie (Area Ratio):
Raportul de Aspect = latimea deschiderii/ grosime sablon = W / T (
Raportul de Arie = Aria deschiderii/aria peretilor
laterali ai deschiderii =
= L x W / 2 x (L+W) x T (
Pentru
o depunere de calitate a paste se recomanda:
Raportul de Aspect > 1.5 si Raportul de Arie > 0.66 (2.3)
Etapa finala a procesului este curatirea suprafetei inferioare a
sablonului.
Procesul de depunere a adezivului
este identic cu procesul de depunere a pastei. Deosebirile le gasim in
geometria diferita a deschiderilor. In general sunt deschideri relativ mari, care
nu ridica probleme de depunere.
2.1.1. Parametri si variabilele procesului de depunere a
pastei (adezivului)
Pentru obtinerea unei depuneri
optime a pastei pe placa se definesc urmatorii parametri:
- limita pentru
coborarea lamei sau casetei (Squeegee
down stop), previne o deplasare suplimentara in jos ceea ce ar putea avea
ca efect uzura prematura a lamei si sabonului. Poate avea ca efect si curbarea
ansamblului sita - placa in timpul
procesului. Este o limita mecanica reglabila astfel incat lama sau caseta doar
sa atinga suprafata sablonului. Se urmareste asigurarea paralelimului intre axa
lamei sau casetei si suprafata sablonului.
- presiunea pe lama
(Squeegee Pressure) trebuie sa
asigure razuirea sablonului si preluarea completa a pastei de pe suprafata sa.
Corect reglata va asigura in spate un film fin de flux pe suprafata sablonului
provenit din pasta.
Valoarea efectiva
este determinata de tipul sablonului si viteza de printare. Domeniul optim de
valori se situeaza intre 0.2 - 0.3 kg/cmp.
-
viteza de printare (Printing speed) este
dependenta de comportamentul pastei si poate fi intre 20 si 80 mm/sec.
- distanta intre
suprafata inferioara a sablonului si suprafata superioara a placii (Snap off ). Pentru sablon de metal este
zero. Poate fi intre 0.5 si 3.0 mm in cazul utilizarii metoi serigrafice.
- viteza de
separare sablon placa (Separation
speed), se situeaza intre 0.1 si 0.5 mm si depinde de carateristicile
reologice ale pastei si caracteristicile geometrice ale deschiderilor
sablonului. O valoare mare are ca efect ridicarea marginilor depozitului
de pasta in timp ce o valoare prea mica
incetineste procesul.
-
inaltimea de separare (Separation height) este distanta de la suprafata
placii pana la care se ridica sablonul, in medie 3mm.
- aria efectiva de
printare (Printing area), este
suprafata sablonului pe care se poate asigura tranportul pasteipin micarea
circulara a cilindrului de pasta. Miscarea lamei trebuie sa inceapa cu 80 100
mm sau cu de doua ori diametrul cilindrului de pasta, inainte de a intalni
prima deschidere a sablonului.
- curatirea suprafetei inferioare a sablonului(Stencil cleaning), in general, daca
toti parametri de depunere a pastei sunt corect reglati, nu ar fi necesara. In
practica este prevazuta curatirea manual sau automat prin utilizarea unei
hartii speciale cu precautii pentru a nu lasa scame.
2.2. Procesul de plantare
componente
Plantarea componentelor se poate face
manual sau automat, cu masini specializate. Tendinta generala de miniaturizare
impune sisteme optice axiliare si pentru plantarea manuala. Actualele masini de
plantare tind cate o viteza de plantare de 0.05 secunde/componenta in conditii
de precizie a pozitiei sub 100μm. Pentru componente tip 0201, precizia de
pozitionare necesara este de 35 μm. Pentru asigurarea preciziei de
plantare este necesara calibrarea masinilor si o metoda de verificare a
performantelor masinii. Pentru determinarea si evaluarea stabilitatii preciziei
de plantare se utilizeaza testul de
capabilitate a masinii (Machine
Capability Test - MCT).
In cadrul
testului se masoara deviatia standard si deviatia valorii medii in raport cu
valuarea nominala data pentru masina prin plantarea unor componente de sticla
marcate cu repere grafice pe o placa suport din sticla prevazuta cu o folie
dublu adeziva. Se masoara coordonatele componentelor plantate si se calculeaza
deviatiile de pozitionare. In Fig. 2.2.1.
sunt reprezentate grafic rezultatele unui test MCT pentru deviatia standad
σ = 8 μm si diferenta de plantare μ = 6 μm.
 Fig. 2.2.1. Machine Capability Test
Fig. 2.2.1. Machine Capability Test
In practica se utilizeaza la lansarea unui produs plantarea
de test a componentelor reale pe placa produsului prevazuta cu o folie dublu
adeziva in scopul veificarii corectitudinii programului de plantare si a
preciziei de pozitionare.
2.3. Procesul de lipire prin retopire
Procesul
de lipire prin retopire se realizeaza in echipamente specializate care permit
obtinerea temperaturilor de activare a fluxurilor si de topire a aliajelor din
componenta pastelor conform unor profile termice bine determinate. Sunt
utilizate mai multe solutii tehnice de obtinere a temperaturii inalte necesare
procesului, cu radiatie infrarosie (IR),
prin convectie cu aer sau gaz inert incalzit la temperatra necesara procesului
sau prin utilizarea vaporizarii unui lichid cu punct de fierbere ridicat, metoda
denumita retopire in faza de vapori (vapor
phase reflow sau vapor phase
soldering - VPS ). Metodele ce utilizeaza convectia sau radiatia prezinta
dezavantajul umbriri relative intre componentele cu diferente mari de
gabarit, fenomen care are drept consecinta diferente mari de temperaturi.
2.3.1. Tehnologia de lipire prin retopire cu utilizarea
metodelor prin radiatie si/sau convectie
Procesul de lipire prin retopire cu
utilizarea metodelor prin radiatie si/sau convectie are loc in
cuptorul smt structurat pe zone functionale de preincalzire, activare, retopire
si racire. SMEMA (Surface Mount
Equipment Manufacturers Association), a stabilit trei clase de sisteme ce
utilizeaza IR:
-
sistem radiant dominant (Class I IR);
-
combinatie intre convectie si sistem radiant dominant (Class II IR);
- sistem convectie dominant (Class III IR)
Indiferent
de sistemul utilizat temperatura pe zone permite activarea fluxului si in final
lipirea prin asigurarea starii lichide pentru pasta depusa intre terminalele
componentelor si paduri asigurand lipirea prin solidificare la racire.
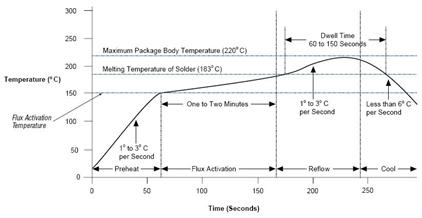
Parametri
procesului de lipre pin retopire sunt reprezentati grafic in Fig. 2.3.1.1.a, b.
In
zona de preancalzire (Preheat Zone),
placa este incalzita cu o panta de crestere
temperaturii intre
1.0 °C si 3.0 °C pe secunda, pentru egalizarea
temperaturii placii in scopul evitarii socului termic. O crestere prea
accentuata a temperaturii poate provoca imprastierea pastei si distrugerea
componentelor prin soc termic. O panta prea redusa de crestere a temperaturii
afeteaza eliminarea prin vaporizare a solventului din pasta si reduce activarea
chimica a pastei.
Zona urmatoare, de imuiere a bilelor
de aliaj din pasta (Thermal Soak Zone),
asigura uniformizarea tempraturii in placa si componente.Temperatura este
crescuta cu o panta foarte redusa, aproape plata, aproape de punctul de topire
a bilelor de aliaj din structura pastei. Solventii fluxului sunt eliminati,
este activata pasta, care incepe sa
elimine oxizii de pe suprafata padurilor si terminalelor. In aceasta zona placa
este mentinuta intre 60 si 120 secunde. In scopul asigurarii unui control
foarte precis pe aceasta sectiune a procesului se folosesc mai multe zone
dedicate.
Zonele de preincalzire si de imuiere
sunt specifice cuptoarelor care utilizeaza radiatia infrarosie.
Zona de retopire (Reflow Zone) asigura si mentine
temperatura necesara starii lichide a aliajului din pasta. Fluxul activ chimic,
reduce tensiunea superficiala la jonctiunea dintre metalele din compozitia
terminalelor si a padurilor permitand lipirea. Zona se mai numeste si durata
starii lichide pentru aliajul de lipit (time
above reflow sau time above liquidus
- TAL). Se recomanda pentru TAL
intre 30 si 60 secunde. O durata mica poate genera lipituri reci si discontinuitati
in structura lipiturilor (void), iar
o durata prea mare poate provoca distrugerea unor componente.
Zona de racire (Cooling zone)este folosita pentru solidificarea lipiturilor. O
panta accentuata de scadere a temperaturii optimizeaza structura lipiturii,
blocheaza formarea stratului intermtalic in structura si asigura cresterea
rezistentei lipiturii la solicitari mecanice in timp. Temperatura in zona de
racire este in domeniul 30100 °C.
Functionarea automata a cuptorului
astfel incat sa asigure desfasurarea procesului de lipire prin retopire conform
cerintelor pe zone cu posibilitatea de reglare a parametrilor este asigura de
un calculator de proces . Acesta va urmarii realizarea temperaturilor si
duratelor pe zone prin controlul incalzirii, a ventilatiei si a vitezei
conveiorului conform unei reprezentari grafice numita profil termic (thermal profile sau solder profile, Fig. 2.3.1.1.a, b.).
Profilul
termic depinde de pasta utilizata, atmosfera in care are loc procesul, masa
termica si tehnologia de realizare a placii plantate ce urmeaza sa fie lipita.
Pentru reglarea precisa a profilului termic functie de variabilele prezentate,
in mod specific produsului ce urmeaza sa fie lansat in productie, se utilizeaza
un dispozitiv specializat (profiler) de achizitie a temperaturilor
masurate cu termocuple amplasate in diferite zone pe placa. Dispozitivul
urmeaza placa pe traseul urmat in cuptor si transmite radio datele privind temperaturile masurate
catre o interfata specializata conectata la un calculator in scopul afisarii si
inregistrarii rezultatelor. Metoda este iterativa si functie de experienta
operatorului, plecand de la un profil propus, prin cateva iteratii, in cursul
carora se ridica profilul termic real al placii si se inspecteaza calitatea lipiturilor
optic si radiologic cu radiatii X, se stabileste profilul termic optim pentru
productia de serie.
 a.
a.
 b.
b.
Fig. 2.3.1.1. a. b. Profil termic standard
2.3.2. Tehnologia de lipire prin retopire in faza de
vapori
(Vapor Phase Reflow / Vapor Phase Soldering /
Condensation Soldering )
2.3.2.1. Descrierea
procesului VPS
In
cazul tehnologiei de lipire prin retopire in faza de vapori se utilizeaza
pentru procesul de incalzire a ansamblului realizat din componentele plantate
in pasta depusa pe padurile placilor cu circuite imprimate energia termica
emisa la schimbarea de stare a mediului de transfer a caldurii din gas in
lichid. Acest fenomen se numeste condens si din acest motiv poarta denumirea de
lipire in condensare.
Procesul
are loc intr-o incinta inchisa in care a fost introdus ansamblul realizat din
componentele plantate in pasta depusa pe padurile placilor cu circuite
imprimate (Fig. 2.3.2.1.a) si unde este incalzit pana la fierbere un lichid cu
puctul de fierbere definit. In cazul aliajelor de lipit lead-free teperatura de
topire fiind 217 C s pana la 221sC, se utilizeaza un lichid care are punctul de
fierbere la 230sC. Pentru aliajele de lipit care au continut de plumb punctul
de fierbere optim este 215sC. Vapori rezultati din fierbere formeaza un mediu
de transfer al caldurii, cu o densitate variabila pe verticala. Ansamblul este
introdus in mediul de transfer al caldurii si este initiat procesul de transfer
al caldurii prin condensare (Fig. 2.3.2.1.b). Densitatea variabila a vaporilor
permite controlul transferului de caldura prin deplasarea pe verticala a
ansamblului pcb pasta componente si mentinerea pe paliere in scopul
asigurarii unei pante determinate de crestere a temperaturii. Parametrii
procesului de transfer al caldurii in proces vor fi pozitia palierului pe
verticala in raport cu suprafata lichidului mentinut la temperatura de fierbere
si durata de mentinere pe palier. Densitatea vaporilor depinde de cantitatea de
vapori produsa prin mentinerea la temperatura de fierbere a lichidului.
Procesul se bazeaza pe principiul dependentei liniare intre cantitatea de
vapori generata si cantitatea de caldura introdusa in sistem. Apare astfel
posibilitatea de a regla parametrii atmosferei de vapori prin controlul
energiei utilizate pentru incalzirea lichidului. Condensarea mediului de
transfer a caldurii pe intreaga suprafata a ansamblului pcb pasta
componente are loc pana cand toata aceasta suprafata ajunge la temperaura de
vaporizare (Fig. 3.1.c). Practic ansamblul pcb pasta componente va fi acoperit
de un film lichid intr-o atmosfera densa
de vapori saturati, cu o greutate specifica mai mare decat a aerului, care
determina un mediu de lipire fara oxigen. Se realizeaza in acest mod o
incalzire pana la punctul de fierbere, care nu va fi depasita, indiferent de
forma, culoare si masa termica a ansamblului pcb pasta componente, singura
conditie fiind asigurarea atmosferei de vapori prin mentinerea temperaturii
lichidului la punctul de fierbere.
 a
a
 b
b  c.
c.
FIG. 2.3.2.1.a, b, c. Fazele tehnologiei de lipire in condensare
Eficienta procesului poate fi
imbunatatita prin utilizarea unei preincalziri a ansamblului pcb pasta
componente. Structura functionala a unei masini de lipit care utilizeaza tehnologia
vapour phase este prezentata in fig. 2.3.2.2.
Placa
avand componentele plantate in pasta depusa pe paduri, este plasata manual sau
automat pe grila suport. Din aceasta pozitie este preluata si introdusa intr-o
incinta etansa tampon unde poate fi preancalzita. Din incinta tampon este
introdusa in incinta etansa de lucru, prevazuta cu fereastra de observare. In
partea inferioara este adus si mentinut la temperatura de fierbere lichidul al
carui vapori vor forma mediul de trasfer al caldurii. Placa avand componentele
plantate in pasta depusa pe paduri, este plasata manual sau automat pe grila
suport. Din aceasta pozitie este preluata si introdusa intr-o incinta etansa
tampon unde poate fi preancalzita. Din incinta tampon este introdusa in incinta
etansa de lucru, prevazuta cu fereastra de observare. In partea inferioara este
adus si mentinut la temperatura de fierbere lichidul al carui vapori vor forma
mediul de trasfer al caldurii.
Fig. 2.3.2.2. Structura masinii VPS
Placa plantata poate fi deplasata in
atmosfera de vapori creata pe diferite paliere pe verticala in raport cu
suprafata lichidului. Prin controlul incalzirii lichidului, a pozitiei palierelor
si a duratei de mentinere pe paliere se obtine profilul termic optim pentru
realizarea procesului de lipire. Dupa lipire are loc un proces de racire care
este continuat pri trecerea placii asamblate in zona tampon de unde va fi
livrata in exterior. Pe durata racirii pe supafetele placi si a componentelor
lipite mai exista lichid rezultat din condensara vaporilor care va fi
recuperat. In fig. 3.3. sunt prezentate exemple de profile termice realizabile
prin controlul incalzirii si modificarea parametrilor pozitie si durata
paliere.
Fig. 2.3.2.3. Profile termice la lipirea in faza de
vapori
2.3.2.2. Analiza comparativa a eficientei economice
pentru procesele IR/VPS
Principalele
avantaje ale tehnologiei de lipire prin retopire in faza de vapori sunt:
- Evitarea supraincalzirii componentelor
in procesul de lipire, deoarece temperatura punctul
de
fierbere defineste temperatura maxima de lipire. In consecinta aceasta
tehnologie devine avantajoasa in cazul procesului de lipire fara plumb deoarece
temperatura maxima este in acest caz de 230sC. Comparativ, in cazul cuptoarelor
clasice cu radiatie si/sau convectie temperatura maxima atinge 250-260sC;
- Procesul de preincalzire si de lipire are loc intr-un
mediu lipsit de oxigen datorita filmului de
lichid care
imbraca complet surafetele placilor si a componentelor, fiind eliminata
oxidarea la suprafata a padurilor si a aliajului de lipit in stare lichida. In
consecinta transferul de caldura este imbunatatit, umectarea padurilor de catre
aliaj si aspectul lipiturilor in general este mai buna. Se pot folosi fluxuri
slab active sau inactive, in cantitati mici, care dau reziduuri
putine si sunt usor de inlaturat. Lichidul in fierbere se
impurifica putin si poate fi recirculat mult timp fara
dificultati. Totusi, un grad de impurificare exista (mai ales daca se
folosesc fluxurilor active), astfel ca periodic este necesara oprirea
instalatiei si curatarea lichidului prin racire pentru
precipitarea fluxurilor si pentru filtrare;
- Incalzire simultana, continua si uniforma a
suprafetelor indiferent de forma, culoare si masa
termica a
ansamblului pcb pasta componente. In consecinta este eliminat riscul de
delaminare a placii si redus riscul de ridicare a componentelor (tombstoning)
sau de aparitie fisurilor si deteriorarilor mecanice ale componentelor (popcorn cracking) determinate de umiditatea
reziduala existenta in materialul plastic din care este produs corpul BGA,
plasticul fiind higroscopic. In timpul procesului de
lipire apar vapori de apa sub presiune in structura care vor determina
delaminari ale materialului (Fig. 2.3.2.4.a, b.). Fenomenul se amplifica la depasirea temperaturii
de 210sC (Fig. 2.3.2.).
Incalzirea uniforma si la o temperatura coborata in raport cu temperatura
maxima atinsa in cazul cuptoarelor clasice cu incalzire prin radiatie si/sau
convectie consitue un avantaj pentru tehnologia VPS. Acest avantaj determina ca
tehnologia de lipire prin retopire in faza de vapori sa fie adecvata pentru lipiri pe placi de cablaj cu
configuratii dificile, cu piese terminale foarte fine si apropiate
(l,27 0,63mm), BGA-uri;
 a.
a.  b.
b.
Fig. 2.3.2.4. Fenomenul popcorn.
- Eficienta energetica ridicata a
procesului determinata de un randament foarte ridicat de
transfer al caldurii comparativ cu
tehnologiile de reflow prin radiatie si/sau convectie, costurile de operare
fiind reduse semificativ.
- Punerea in functie a instalatiei este foarte
rapida - cateva minute (in alte procedee sunt
necesare ore
pana la atingerea regimului termic de lucru);
- Nu sunt necesare camere
speciale pentru instalarea unei astfel de masini. Sunt suficiente o
instalatie de apa si o retea trifazata de curent
alternativ, 400V AC/50Hz.
Fig. 2.3.2. Presiunea vaporilor de apa captivi in plastic
Analiza economica comparativa privind tehnologile
de lipire IR/VPS (Tab. 2.3.2.1) realizata pornind de la avantajele enuntate si
luand in considerare experimenele realizate la INTRAROM pentru introducerea
tehnologiei VPS pune in evidenta costurile reduse de achizitie si exploatare,
dar si productivitatea redusa .
2.3.2.3 Analiza optiunilor de dotare cu echipamente VPS
Pe plan mondial masinile care utilizeaza tehnologia
de lipire in stare de vapori cunosc o dezvoltare importanta (Fig. 2.3.2.6.) determinata de avantajele ce le prezinta
in cazul trecerii la utilizarea aliajelor de lipit fara plumb. Printre firmele
care produc acest tip de msini se numara IBL, Wenesco, Asscon.
|
Nr. Crt.
|
PARAMETRU
|
IR
|
VPS
|
OBSERVATII
|
|
Putere instalata
masini (Kw)
|
|
|
|
|
Consum azot (m3/h)
|
|
|
|
|
Durata maxima
ciclu (minute)
|
|
|
|
|
Viteza de
deplasare pcb (cm/min)
|
|
|
|
|
Numar de placi pe
ora
|
|
|
IR: start, serii
mici/serii mari
|
|
Interval de
mentenanta
|
Saptamanal/lunar/semestrial
|
1500 h
|
|
|
Durata
operatiunii de mentenanta (h)
|
> 1
|
|
Pentru IR difera
de la caz la caz
|
|
Costuri
mentenanta (ore-manopera/an)
|
|
|
|
|
Cost de achizitie
masina ()
|
125k
|
50k
|
|
TAB. 2.3.2.1. Analiza comparativa IR
/ VPS
Necesitatea cresterii productivitatii cu respectarea
restrictiilor ROHS si acceptarea cerintelor de asamblare complexe determinate
de utilizarea cablajelor pe suport de sticla, cupru sau aluminiu, a determinat:
- gasirea unor solutii de automatizare a procesului
tehnologic VPS, ceea ce a dus la
aparitia
unor
echipamente complexe, pentru productii de mare volum;
- solutii de imbunatatire a tehnologiei clasice VPS prin
utilizarea preincalzirii IR;
- solutii de eliminare a defectelor specifice asamblarii
smd ca de exemplu utilizarea thnologiei de vidare a incintei de lucru in scopul
eliminarii voidurilor.



Fig. 2.3.2.6. Exemple de masini VPS
Spre exemplu, firma
IBL ofera nu mai putin de 16 sisteme de lipire VPS. In vederea alegerii
solutiei optime este necesar sa luam in considerare urmatoarele aspecte:
-
volumul de productie;
-
cresterea complexitatii placilor de cablaj imprimat;
-
costul echipamentului;
-
facilitatile tehnice si tehnologice oferite in raport cu tendintele de evolutie
a tehnologie electronice;
-
costuri de mentenanta;
-
suportul tehnic.
2.3.2.4 Rezultate experimentale privind introducerea tehnologiei
de lipire prin retopire in faza de vapori
Instalarea
la INTRAROM a unei masini de lipire prin retopire in faza de vapori (VPS),
unica in tara, tip SLC504 de la firma IBL, varianta fara zona de preancalzire
IR, fig. 2.3.2.7. a, b, a permis
desfasurarea unor activitati de punere in functiune a masinii si pregatire
pentru utilizarea in productie. Masina are prevazuta o fereastra prin care se
poate urmarii derularea procesului de lipire (fig. 2.3.2.7. a) si o zona pentru incarcare/descarcare (fig. 2.3.2.7.
b), langa care este amplasat panoul de comanda.
 a .
a .  b.
b.
 c.
c.  d.
d.
 e.
e.  f.
f.
 g
g 
Fig. 2.3.2.7. a-g. Faze caracteristce procesului VPS Fig. 3.8. Deplasare componenta
Ansamblul
realizat din componentele plantate in pasta depusa pe padurile placii cu
circuite imprimate este plasat pe un suport tip grila (fig. 2.3.2.7. c).
Acest suport are un
sistem auxiliar de prindere tip cadru si constitue vectorul de transport
automat al placii pe parcursul derularii procesului de lipire. Grila suport
introduce ansamblul pcb pasta componente in zona tampon in care ar fi avut
loc faza de preancalzire IR si de aici in zona activa vizibila prin fereastra
de inspectie (fig. 2.3.2.7. d).In
aceasta zona grila va fi deplasata pe verticala conform programului prestabilit
in scopu realizarii profilului termic necesar lipirii. Se poate observa
fierberea lichidului in partea inferioara a incintei (fig. 2.3.2.7. e) si
generarea vaporilor care imbraca placa si componntele plantate, constituind
mediul de transfer al caldurii (fig. 2.3.2.7. f). Dupa finalizarea procesului
de lipire placa asamblata este livrata prin zona tampon in zona de
incarcare/descarcare (fig. 2.3.2.7. g).
- Urmarirea
fazelor procesului si verificarea posibilitatilor de lipire pe ambele fete
ale pcb
A
fost introdusa in proces o placa asamblata si sa urmarit comportarea
componentelor lipite supuse la o a doua lipire. S-au observat deplasari pe
verticala a unor terminale chip si deplasarea pe orizontala a unui BGA (Fig. 2.3.2.8.).
Profilul termic utilizat este prezentat in Fig. 2.3.2.12. Analiza profilului
arata ca faza de preancalzire a fost prea scurta ceea ce a avut drept consecinta
dispersii ale gradientului de temperatura pe suprafata placii ce au determinat
deplasari ale componentelor.


Fig. 2.3.2.10 Pasta sub actiunea vaporilor Fig. 2.3.2.11. Formarea bilelor de pasta
topita
A
fost depusa pasta pe corpul unor componente de pe placa asamblata si a fost
reintrodusa in proces. S-au urmarit modificarile pastei in timpul derularii
procesului. Sub actiunea vaporilor (Fig. 2.3.2.10), pasta a suferit
transformari specifice finalizate cu bile de topitura pe intreaga suprafata a
placii indiferent de pozitie si de cantitatea de pasta (Fig. 2.3.2.11).
- Asamblari
comparative IR/VPS si analiza X-Ray
In
continuarea experimentelor realizate pentru introducerea tehnologiei VPS la
INTRAROM s-au asamblat comparativ placi din productia curenta pe liniile SMT -
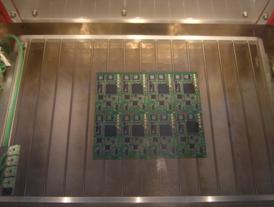
IR. Placa de test T1 (fig. 2.3.2.12)
este o placa de dimensiuni relativ mari, cu echipare medie pe o singura fata.


Fig. 2.3.2.12. Placa de test T1 Fig. 2.3.2.13. Placa de test T1 in VPS
Dupa
trecerea prin procesul VPS (fig. 2.3.2.13),
placa T1 a fost supusa unei inspectii vizuale care a pus in evidenta defecte de
lipire pentru componentele chip de tipul tombstoning (fig. 2.3.2.14). La unele componente s-a observat si o rotire ce a insotit
fenomenul de tombstoning (fig. 2.3.2.15).
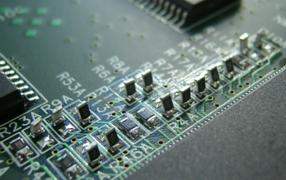
Fig. 2.3.2.14. Tombstoning placa T1 Fig. 2.3.2.1 Tombstoning cu rotire placa T1
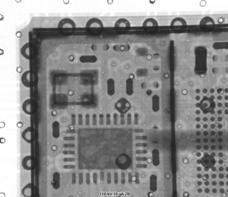
Placa
de test T2 este o placa de dimensiuni relativ mici, cu echipare medie pe ambele
fete. Dimensiunile mici ale placii T2 au impus panelizarea a 4 placi pe panel
(fig. fig. 2.3.2.17a). Placa T2 necesita asamblarea pe fata superioara (Top) a
unui modul complex GPS (fig. 2.3.2.16a). Acest tip de componenta are prevazute
pentru conectare un numar de paduri pe care este depus aliaj LF a carui
compozitie nu este precizata si pentru care analiza X-Ray (fig. 2.3.2.16b, c.)
a pus in evidenta voiduri. Criteriul de acceptanta IPC-A-610 este indeplinit,
suprafata totala a voidurilor pentru fiecare pad fiind sub 25%.
 .
. 
Fig. 2.3.2.16. Modul GPS: a. Vedere fata conexiuni; b, c.
Analiza X-Ray pentru modul
Asamblarea
acestui tip de componenta pe liniile SMT - IR a generat probleme de calitate a
lipiturilor, inclusiv de neaceptare, din cauza calitatii padurilor de
interconectare si a masei termice mari. De asemenea au aparut cazuri de
pierdere a unor componente de pe fata inferioara (bottom).
 a.
a.  b.
b.  c.
c.
Fig. 2.3.2.17. Placa de test T2 panelizata: a. In suport,
b. T2 in VPS, c. T2 dupa VPS
S-a
executat anterior asamblarea fetei inferioare (bottom) pe linia SMT IR.
Practic la masina VPS sa executat o a doua lipire prin retopire (double
reflow).
Dupa
trecerea prin procesul VPS (fig. 2.3.2.17b,c),
panelul cu 4 placi T2 preasamblat a fost supus unei inspectii vizuale si X-Ray
care a pus in evidenta defecte de lipire pentru componentele chip de tipul
tombstoning, prezenta voidurilor la conexiunile modulului GPS si a demonstrat
ca a doua operatie de lipire VPS ( VPS double reflow) nu a afectat calitatea
primei asamblari.
Defectele de lipire a componentelor
chip analizate demontreaza o mare variabilitate. Panelul cu 4 placi T2 a permis
observarea aceluiasi grup de componene in 4 zone diferite ale panelului (fig. 2.3.2.18a, b, c, d.). S-a observat ca
fenomenul apare aleator si la amble capete. De la a fi prezent la componentele
R5, R9, R29 pe placa T2/2, cu rotire pentru R29 pe placa T2/1, 2, pentru
terminal diferit R9 pe placa T2/1, la absenta pentru R5, R9 pe placa T2/3 si la
absenta completa pentru R5, R9, R29 pe placa T2/4.
 a.
a.  b.
b.
 c.
c.  d.
d.
Fig. 2.3.2.18. Panel placa T2 dupa lipire VPS: a. Panel
T2/1, tombstoning R9, 29; b. Panel T2/2, tombstoning R5, 9, 29; c. Panel T2/3,
tombstoning R9; d. Panel T2/4 tombstoning absent
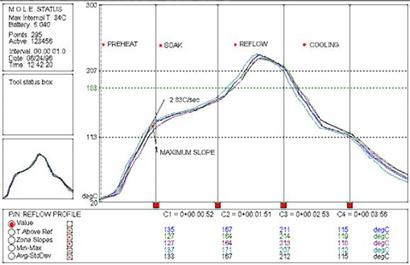
S-a
lucrat cu un profil termic standard pentru linia smt (Fig. 2.3.2.19.). Profilul
termic pentru VPS este prezentat in Fig. 2.3.2.20. Culoarea verde reprezinta
pofilul programat, iar celelalte curbe reprezinta variatia temperaturii pe
placa in 2 puncte masurate local cu termocuple. Se observa ca temperatura
maxima nu depaseste 230°C, iar diferenta maxima de temperatura intre cele doua
puncte este de circa 3°C. Din analiza profilului prezentat rezulta ca fata de
curba prestabilita, variatia reala de temperatura este foarte mare in zona de
preincalzire si in zona de racire, palierul de temperatura maxima fiind extins.
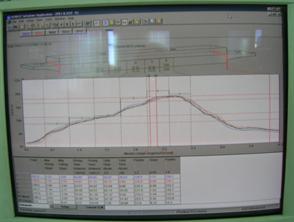
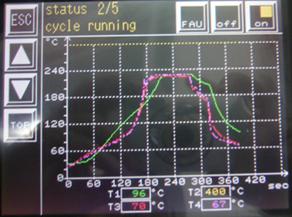
Fig. 2.3.2.19.
Profil IR Fig. 2.3.2.20. Profil VPS
Analiza X-Ray a
conexiunilor modulului GPS a evidentiat o compactare a voidurilor (fig 2.3.2.21a.)
care poate duce pana la limita de acceptanta. In figura 2.3.2.21b. se poate
observa suprafata voidului in raport cu a padului si extinderea aliajului in
exteriorul padului generand efectul de perna (pillow)
 a.
a. 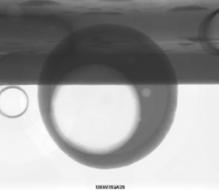 b.
b.
Fig. 2.3.2.21. a,b. Analiza X-Ray pentru lipirea
modulului GPS pe placa. Voids


Fig.
2.3.2.22. Placa T3 Fig. 2.3.2.23. Profil
termic B
Placa
de test T3 este o placa cu substra metalic aluminiu de 5mm grosime si masa termica mare (Fig. 2.3.2.22.). Are
componente smd pe top, doua straturi de cablaj imprimat, top si botom si
substratul ca plan de masa.
S-a lucrat cu un
profil termic modificat in sensul maririi duratei fazei de preancalzire si
micsorarii pantei variatiei de temperatura pe aceasta faza in scopul asigurarii
temperaturii optime de lipire pentru placa cu masa termica mare (Fig. 2.3.2.23.).
 a.
a.  b.
b. 
Fig. 2.3.2.24.
a, b. Indoirea terminalelor Fig.
2.3.22 De-wetting
S-a obtinut o
scadere drastica a defectelor tombstoning, dar au aparut defecte de indoire a
terminalelor tranzistorilor (Fig. 2.3.2.24a, b.) si de umectare la lipire (Fig.
2.3.2.25).
Din analiza profilului termic
utilizat se observa o durata mare de mentinere a temperaturii de lipire de 230°C,
ceea ce a dus la o deformari ale terminalelor. Concluzia este ca randamentul de
transmisie al caldurii la lipirea prin retopire cu utilizarea VPS in raport cu
tehnologiile IR este mai mare ceea ce impune modificarea radicala a modului de
alegere a profilului termic. Se impune o analiza teoretica detaliata a
procesului si verificari experimentale pentru stabilirea profilului optim
functie de masa termica a placii si componentelor
3. Defecte specifice tehnologiei de lipire prin retopire
3.1. Bile de aliaj (Solder ball- Fig. 3.1)
Pot aparea langa pad (Solder balling) datorita excesului de
pasta, intre paduri (Mid chip balling) sau imprastiate (Spattering) datorita oxidarii particulelor din pasta sau datorita
explodarii solventului din pasta.

 a.
a.  b.
b.
Fig. 3.1. Solder ball Fig. 3.2. a. Umectare redusa; b.
De-wetting
3.2. Umectare redusa (Poor wetting / de-wetting - Fig. 3.2a,b)
Apare datorita suprafetelor oxidate
pe paduri, oxidarii padurilor inainte de topirea aliajului, continut ridicat de
oxizi in pasta.
3.3. Aspectul lipiturilor, reziduri (Cosmetic Appearance-
Fig. 3.3)
Este determinat de
calitatea pastelor si de parametrii profilului termic. Se caracterizeaza prin
aspect branzos al lipiturii si/sau reziduri aparente. Pot ascunde lipituri
reci.
 a.
a.  b.
b.  c.
c.
Fig. 3.3. Aspectul lipiturilor, reziduri
3.4. Deplasarea componentelor chip (Chip Movement / Tomb
Stoning / Draw bridging- Fig. 9.3.2c, Fig. 2.3.2.14,
Fig. 2.3.2.15)
Se datoreaza unui
dezechilibru al fortelor ce actioneaza in lipitura care apare datorita unor
diferente de temperatura sau de giometrie a padului si/sau a componentei. Se
pot observa in imaginile de la cap. 2.3.2.4: Rezultate experimentale privind
introducerea tehnologiei de lipire prin retopire in faza de vapori.
3. Lipitura rece (Cold joint)
Apare datorita temperaturii coborate
in faza de retopire.
. Discontinuitati / incluziuni in structura lipiturilor (voids- Fig. 2.3.2.21. a,b)
Apare
datorita unei durate reduse a aliajului in stare lichida ce nu poate elimina
fluxul ramas in aliajul topit. Are o importanta majora cresterea tensiuni
superficiale determinata de oxidarea la suprafata a lipiturii.
3.7. Efect de perna, cu zona redusa de lipire (Pillow- Fig. 3.7)
Fisuri/deteriorari
(popcorn cracking, delamination- Fig. 3.8)
3.9. Filamente (Whickers- Fig. 3.9)
Este un fenomen de crestere a unor
filamente de staniu pur la aliajele cu o concentratie mare de staniu. Apare in
special la padurile acoperite cu staniu pur.
 a.
a. 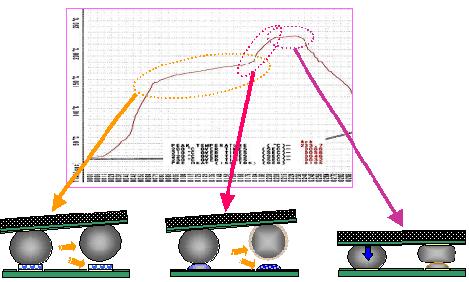 b.
b.
Fig. 3.7. a. Efect de perna, cu zona redusa de lipire (Pillow), b. Mecanism
de aparitie
 a.
a. b.
b. c.
c.
Fig. 3.8. a, b, c. Fisuri/deteriorari
4. Modificari in procesul de lipire prin retopire
determinate de utilizarea aliajelor LEAD-FREE
Numeroase
studii au evidentiat ca noua tehnologie fara plumb aduce importante neajunsuri
care se rasfrang asupra calitatii lipiturii si a fiabilitatii ei:
umectare redusa;
continut mai ridicat de voiduri in
structura lipiturii;
fisuri/deteriorari in structura
componentelor si a placilor de cablaj;
finisare mai proasta a suprafetei
lipiturii.
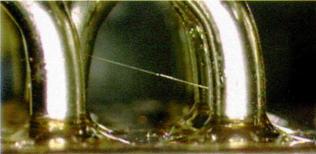 a.
a. 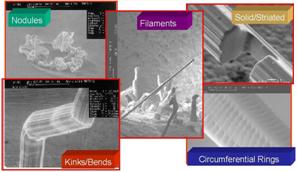 b.
b.
Fig. 3.9. Filamente (Whickers)
Calitatea
udarii in cazul pastelor fara plumb este rezultatul direct al unghiului de umectare
a picaturii de aliaj. Unghiul de umectare facut de aliajul SAC pe padul de
cupru este mai abrupt decat cel facut de aliajul SnPb, dar e considerabil mai
mic pe suprafata finisata cu aur. Pentru a depasi aceste proprietati fizice ale
aliajului producatorii de paste au crescut nivelul de activatori din flux, dar
impactul a fost minim. Desi sunt observabile unele imbunatatiri, specialistii
par sa conchida ca nu pot fi obtinute udari comparabile cu cele de la
tehnologia cu plumb. Umectarea poate provoca defecte precum:
nealinierea componentelor;
ridicari ale componentelor
(tombstoning);
bile de aliaj.
Voidurile sunt
discontinuitati in structura lipiturilor si apar datorita unei durate reduse a
fazei in care aliajul este in stare lichida astfel incat nu poate elimina
fluxul ramas in aliajul topit. Fluxul activ chimic, reduce tensiunea
superficiala la jonctiunea dintre metalele din compozitia terminalelor si a
padurilor permitand lipirea.
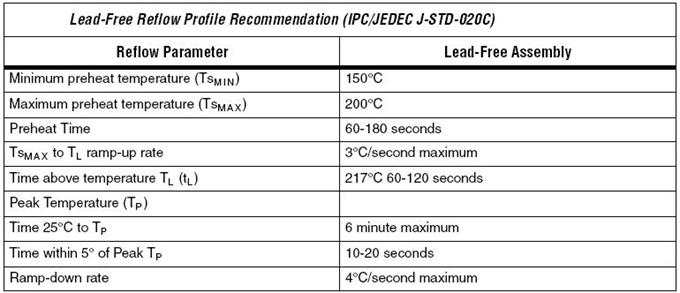
Tab. 4.1. Parametri profilului termic Lead-Free
Procesul
Lead-Free a necesitat tipuri noi de paste, mai active chimic.Temperatura
ridicata afecteaza placile cu cablaj imprimat si componentele electronice in
cursul procesului de lipire prin retopire. Ca urmare sunt mai frvente si mai
grave defecte de tip discontinuitati / incluziuni in structura lipiturilor
(voids) si/sau fisuri/deteriorari (popcorn cracking, delamination).
Toate aspectele
prezentate impun modicari radicale privin parametr si variabilele procesului.
Profilul termic prezentat in Fig. 2.3.1.1. a. b. se modifica conform
recomandarilor IPC / JEDEC prin standardul comun J-STD-020C, (Tab. 4.1.) pentru
a putea asigura temperatura crescuta, pana la 260 sC, necesara realizarii
lipirii componentelor in procesul de retopire. Temperaturile de varf
recomandate pentru procesul de lipire prin retopire care utilizeaza metode IR
sunt rezentat in Tab. 4.2. functie de volumul componentei.
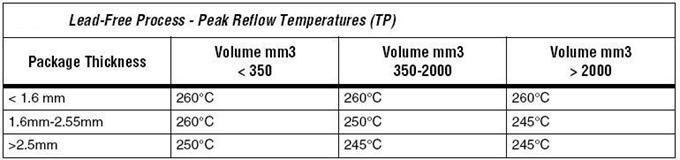
Tab. 4.2. Valorile recomandate pentru temperatura de varf
specifica procesului de retopire Lead-Free

