Cap. 2 Constructia turnurilor
Descrierea turnurilor
 In categoria
constructiilor inalte se includ si turnurile,
alaturi de piloni pentru antene de radio si televiziune, stalpii pentru liniile
electrice aeriene, cosuri de fum, turnuri pentru priza de aer sau pentru
evacuarea gazelor.
In categoria
constructiilor inalte se includ si turnurile,
alaturi de piloni pentru antene de radio si televiziune, stalpii pentru liniile
electrice aeriene, cosuri de fum, turnuri pentru priza de aer sau pentru
evacuarea gazelor.
Constructiile inalte se caracterizeaza prin raportul mare dintre inaltime si dimensiunea
sectiunii transversale.
Structurile inalte sunt supuse la actiunea unor importante forte orizontale provenind din vant,
cabluri si conductoare orizontale actionand unilateral, actiuni seismice, etc.
Incarcarile verticale provin din greutatea proprie a structurilor metalice, a utilajelor si
altor incarcari utile, cum sunt lichidele din rezervoare, vizitatorii de pe
platforme, antenele si instalatiile asezate la diferite niveluri, chiciura
asezata pe elementele constructiei.
Structurile constructiilor inalte pot fi realizate cu zabrele sau cu sectiune
plina, in forma tubulara, cilindrica
sau tronconica.
Figura 1: Turn pentru priza de aer
Turnurile au peretii realizati din structuri
cu zabrele plane sau spatiale, solidarizati intre ei cu diafragme. Diafragmele au rolul :
 de a asigura nedeformabilitatea
constructiei metalice,
de a asigura nedeformabilitatea
constructiei metalice,
de a prelua solicitarile de
rasucire
pentru sustinerea unor platforme
si podeste.
Turnurile se pot realiza si cu pereti plini sub forma de panza cilindrica sau
conica.
Avand in vedere ca turnurile sunt de fapt stalpi independenti foarte
inalti, caracteristicile lor constructive sunt similare stalpilor.
In alcatuirea generala a turnurilor se disting trei elemente componente
:
 capatul superior
capatul superior
corpul
baza
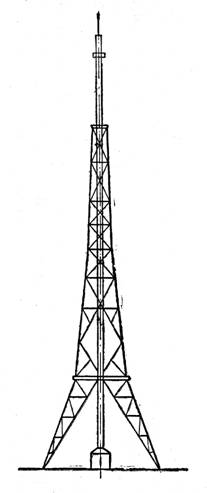
Turnurile pentru
sustinerea antenelor de radio se fac cu sectiune patrata
sau triunghiulara, deci cu patru sau trei ramuri legate cu zabrele;
in elevatie turnul prezinta o largire la baza,
rezultata dintr-o inclinare constanta a ramurilor sau din
asezarea nodurilor pe o curba. Latirea sectiunii
verticale a turnului spre baza mareste rigiditatea turnului
si corespunde mai bine variatiei momentelor date de fortele
orizontale. Latimea la baza se alege tinandu-se seama ca
reactiunile negative sa ajunga la valori acceptabile si
sageata pe orizontala la varf sa nu fie mai mare decit 1/100
din inaltimea turnului; practic se poate incadra aceasta
latime intre 1/15 si 1/8 din inaltime.
Figura 2: Zabrelele turnurilor
Zabrelele folosite la turnuri (fig. 2) sunt cu diagonale
incrucisate, cu bare suplimentare la incrucisarea diagonalelor
si eventual cu montanti pe linia nodurilor sau in sistem rombic cu
bare suplimentare; se urmareste reducerea lungimilor de flambaj. La turnurile cu sectiunea
patrata este necesar sa se introduca diafragme transversale
la 7-8 m interval, pentru a se asigura rigiditatea conturului sub efectul unor
actiuni excentrice; la stalpii cu sectiunea triunghiulara nu
sunt necesare diafragme, aceasta forma fiind geometric
invariabila.
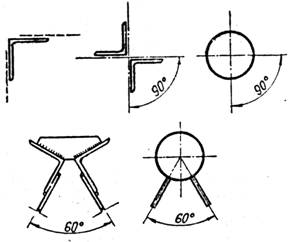
Barele turnurilor se fac din
corniere, tevi si, la turnuri mari, se alcatuiesc din elemente
compuse in H, dublu T si chiar tubulare (fig. 3). Turnurile cu barele din
tevi sunt mai usoare decat cele din corniere cu 20 - 30%. Grosimile
elementelor nu vor fi mai mici de 6 mm.
Figura 3: Sectiunile ramurilor
turnurilor
Coeficientul de subtirime maxim
al elementelor comprimate este limitat la: 120 pentru ramurile turnului, 150
pentru zabrele si 200 pentru contravintuiri.
Structurile in forma de turn sunt
prinse direct in fundatie fiind portante prin alcatuirea lor.
Tipuri de turnuri
A.
Din punctul de vedere al formei in
elevatie, turnurile pot fi :
cu sectiune constanta pe inaltime
cu sectiune variabila pe inaltime
a.
cu variatie continua
b.
cu variatie in trepte
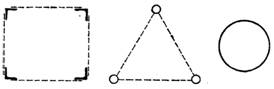
B.
Sectiunea
transversala poate fi patrata, triunghiulara sau
rotunda (fig. 4).
Figura 4: Sectiuni in turnuri
Turnurile pentru
sustinerea antenelor de radio se fac cu sectiune patrata
sau triunghiulara, deci cu patru sau trei ramuri legate cu zabrele;
in elevatie turnul prezinta o largire la baza,
rezultata dintr-o inclinare constanta a ramurilor sau din
asezarea nodurilor pe o curba. Latirea sectiunii
verticale a turnului spre baza mareste rigiditatea turnului
si corespunde mai bine variatiei momentelor date de fortele
orizontale (fig. 5).
b)
a)
Figura 5: Sectiuni pentru turnuri radio
a -turn cu sectiune in plan
patrata; b - turn cu sectiune in plan triunghiulara
C.
Dupa constructie (fig.
6):
Figura 6: Tipuri de
turnuri:
a. -structuri cu zabrele, b.-cu
pereti sub forma de panza conica
D.
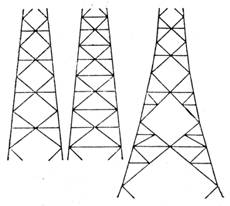
Dupa inaltime,
turnurile pot fi (fig. 7):
cu inaltime mica
inalte
Figura 7: Solutii
constructive
a. -turnuri cu inaltime
mica, b.-turnuri inalte, c.-legaturi pentru reducerea lungimilor de
flambaj, d.-tipuri de diafragme
Materiale pentru turnuri
Pentru montanti si alte bare puternic solicitate se foloseste otelul
OL52, iar pentru diagonale cu solicitari mai reduse otelul OL37. In cazul
tevilor se folosesc otelurile OL52 (montanti si zabrele puternic solicitate) si
otelurile OLT45, respective OLT35 pentru celelalte elemente. Din conditii de
transport in locuri greu accesibile au fost realizati si piloni usori, din
aliaje de aluminiu cu rezistente ridicate la corosiune. Tot din motive de corosiune sunt utilizate oteluri cu rezistente ridicate la actiuni agresive.
Cap. 3 Executia si montarea turnurilor
Executia turnurilor
Turnurile in general nu au sectiune constanta pe toata inaltimea lor si
deci executia acestora se face pe tronsoane avand aceeasi sectiune sau sectiuni
apropiate.
Tronsoanele sunt asamblate in atelier cu conditia ca dimensiunile
tronsoanelor sa nu depaseasca gabaritul mijloacelor de transport, sau pe
santier.
Tronsonul de baza are sectiunea maxima iar ramurile verticale ale turnului
se intaresc cu diafragme ce se aseaza la o distanta de 4m intre ele, astfel
incat pe tronsonul de sectiune constanta trebuie sa existe doua diafragme.
Pentru turnurile cu variatie de sectiune in trepte, la schimbarea
de sectiune, proiectantul alege solutia constructiva care sa permita executia
si controlul asamblarii.
Figura 8: Detalii constructive
pentru un turn
avand ramurile si montatii
din tevi iar diagonalele din otel rotund
Sectiunile din elemente departate zabrelite sunt deosebit de eficiente
in cazul turnurilor. Ramurile principale se alcatuiesc din profile laminate sau
cu sectiuni de tip U sau I din table sudate. Deasemeni sunt folosite tevi
rotunde care asigura o reducere substantiala a presiunii vantului, avand un
coeficient aerodinamic mai bun decat profilele deschise.
Prinderea barelor din tevi poate fi realizata cu ajutorul guseelor sau
direct. Prinderea directa este mai avantajoasa, conducand la un consum de metal
mai redus, dar necesita o prelucrare mai precisa a capetelor barelor. Pentru a
evita coroziunea interioara a tevilor, capetele acestora vor fi inchise etans
prin deformare la cald sau cu ajutorul unor capace.
Realizarea tronsoanelor:
Daca se considera constructia turnului ca fiind una cu zabrele atunci
solutiile constructive vor fi dupa cum urmeaza:
- Barele
care compun o constructie metalica se intalnesc intre ele si se asambleaza in
punctele de intalnire. Punctele de intalnire ale barelor din grinzile cu
zabrele se numesc noduri.
- Prinderile
in noduri si imbinarile elementelor de constructie trebuie sa fie simple si
sa asigure totodata transmiterea eforturilor fara a produce
solicitari suplimentare.
- In
noduri, barele se asambleaza direct sau prin intermediu gusee, prin nituire sau prin sudare, foarte rar prin insurubare. In
mod obisnuit, la nodurile grinzilor cu zabrele se prind bare solicitate numai
axial.
- Daca
barele supuse la eforturi axiale se intersecteaza, ele alcatuiesc o incrucisare. Punctele de intalnire sau de incrucisare ale barelor, care pe
langa eforturi axiale sunt supuse si la eforturi de incovoiere in planul axelor
lor, se numesc colturi.Daca aceste
puncte sunt locuri de intalnire sau de incrucisare a unor bare supuse la
incovoiere intr-un plan perpendicular pe axele barelor, ele se numesc ramificatii.
- Daca
la punctele de intalnire sau de incrucisare ale barelor, legatura se realizeaza
prin suruburi, cu scopul de a se reduce rigiditatea imbinarii respective, legatura
se considera articulata.
- Guseele
sunt elemente din tabla groasa ,de forme variate in functie de numarul si directia
barelor concurente in nod.
- Evitarea
aparitiei eforturilor suplimentare
datorita montajului excentric si rigiditatii nodurilor presupune o centrare
prealabila a barelor. Acest lucru se poate realiza cu bara care are sectiunea
simetrica si la care prinderea se poate face simetric.
Prinderea barelor in noduri are mai multe solutii:
Prinderea directa
Prinderea cu guseu in prelungire,
este preferata in cazul imbinarii sudate.
Prinderea cu guseu intercalat,
solutia poate fii folosita in cazul imbinarii sudate dar si in cazul imbinarii
nituite.
Prinderea cu guseu suprapus,
solutia este folosita in cazul imbinarii nituite.
- Dimensionarea
guseelor: determinarea eforturilor in guseu constituie o problema dificila in
care grosimea guseeului se determina pe baza calculului imbinarii barelor. In
functie de diametrul niturilor folosite, grosimea guseului se ia egala cu cel
putin doua treimi din diametrul gaurilor de nit, dar nu mai subtire decat 8 mm.
Marginile guseeului trebuie sa formeze cu axa barei unghiuri pe cat posibil
egale. In unele cazuri, guseele se fac cu taieturi curbe, care duc la o
scurgere mai uniforma a eforturilor si in acelasi timp sunt mai estetice.
- Innadirile
se pot realiza cu ajutorul ecliselor sau a cornierelor de imbinare. Ele trebuie
alcatuite in asa fel incat sa nu constituie parti slabe pentru constructie si
sa se poata controla in timpul exploatarii. Innadirea cornierelor si a altor
laminate:
a)
innadirile sudate ale cornierelor,
profilelor T, I se fac in general, prin sudura cap la cap;
b)
la piesele subtiri sudarea se face
in V,
c)
iar piesele groase este indicate
sudarea in X.
La
innadire de montaj ale profilelor se folosesc de regula eclise cu cordoane de
colt. Eclisele vor avea forme adecvate (platbande,corniere etc.) pentru a
permite executarea usoara si corecta a cusaturilor.
Innadirile
cu nituri sunt folosite la montaj chiar la constructii ale caror elemente au
fost confectionate in atelier prin sudare; eclisele se realizeaza prin
platbande, corniere, pe aceleasi principii ca la innadirile sudate. La
innadirera unui profil este necesar ca fiecare parte a profilului sa fie
innadita.
Asamblarea tronsoanelor se realizeaza de regula prin nituire sau cu
suruburi. In aceste cazuri este necesara preasamblarea in atelier a
constructiei, etapa in care se practica gaurile pentru nituri sau suruburi.
Datorita deformabilitatii care se poate produce in timpul
transportului, se recomanda ca la locul de montaj sa se realizeze alezarea
gaurilor.
In
atelier, confectionarea tronsoanelor se realizeaza pe platforme special
amenajate si dotate cu dispozitive de asamblare si tacheti de sustinere.
Tehnologia de montaj a
turnurilor
Metodele de lucru sunt determinate de utilajul de santier disponibil
pentru executarea operatiilor de montaj. In lipsa utilajului prevazut in
proiectul de montaj, metoda de executie trebuie modificata si adaptata
utilajului existent.
Montarea turnurilor se poate realiza prin mai multe metode :
I. ridicarea tronsoanelor si
imbinarea lor la inaltime, unul dupa altul.
II. in tronsoane, incepandu-se cu
tronsonul din varf;
III. ridicarea si asamblarea barelor la
inaltime, una cate una;
I. Prima metoda se aplica turnurilor
care, din cauza sectiunii mari la baza nu pot fi livrati si transportati pe
tronsoane. De altfel si ridicarea unor tronsoane atat de voluminoase este
incomoda.
Figura 9: Montajul unui turn cu
ajutorul unei macarale autoridicatoare: 1.-mufa, 2.-tija,
3.-brat rotativ, 4.-cabluri de fixare
Barele se ridica cu o macara centrala, care se fixeaza pe ultimul
tronson montat; macaraua este prevazuta cu un dispozitiv de autoridicare. Macaraua
este alcatuita dintr-o mufa 1 prin care trece o tija tubulara 2, mult mai lunga
decat mufa. La capatul superior al tijei este montat un brat rotativ 3. Mufa si
punctul inferior al tijei tubulare se ancoreaza de partea montata a
constructiei metalice, cu ajutorul unor cabluri inclinate si orizontale 4. Pe
masura ce montajul avanseaza in inaltime, mufa si tija sunt ridicate pe rand cu
un troliu special.
Metoda prezinta dezavantajul ca necesita timp indelungat pentru montare
si toate operatiile de imbinare trebuie sa fie executate la inaltime; in
schimb, utilajul de montare este simplu si poate fi improvizat chiar pe
santier.
II. Metoda montarii pe tronsoane,
incepandu-se cu tronsonul din varf,
se aplica deasemenea turnurilor neancorate, cu baza larga. Pe masura ce
tronsonul superior este montat, partea superioara montata a turnului este
ridicata cu un dispozitiv special, atat cat este necesar pentru a putea
introduce dedesubt tronsonul urmator.
Aceasta metoda prezinta avantajul ca toate operatiile de imbinare se
executa jos sau la o mica inaltime. In schimb dispozitivul de ridicat este greu
si complicat. Montarea si demontarea lui necesita multa manopera, care adaugata
la manopera necesara montarii turnului, egaleaza orele de lucru necesare
montarii dupa metoda precedenta.
III. Metoda se aplica turnurilor
de inaltime mica, mai usoare.
Reguli de protectie a muncii
Intrucat montarea constructiilor metalice se face prin manevrarea la
inaltime a unor subansambluri cu greutati si gabarite mari, se aplica normele
de securitate a muncii specifice.
De asemenea, utilajele de montaj (macarale, cricuri,dispozitive de
montare si fixare provizorie etc;) trebuie sa fie verificate de catre echipa de
intretinere daca sunt in buna stare de functionare;
Se vor verifica instalatiile de forta, aer si lumina, de unde se fac
racordarile pentru alimentarea pe timpul montajului.
Schelele de lucru trebuie sa fie rezistente si asigurate la
stabilitate. Ele trebuie sa fie prevazute cu balustrade.
Montorii care lucreaza la inaltime trebuie sa aiba o incaltaminte care
nu aluneca si centuri de siguranta cu care sa se lege de elemente definitiv
fixate.
Pentru lucrul in timpul iernii trebuie luate masuri suplimentare, cum
sunt: curatirea schelelor si scarilor de gheata, presararea de nisip, rumegus
etc, pe locurile de trecere alunecoase.
Locurile de incalzire cu foc nu se vor amplasa langa materiale usor
inflamabile.