Ingineria si
Tehnologia Fabricatiei Hartiei
CUPRINSUL
Pagina
CAPITOLUL I Tema
CAPITOLUL II Memoriul tehnic
CAPITOLUL III Tehnologia fabricatiei
Proprietatile
produsului si domenii de utilizare
Variante tehnologice
Alegerea variantei optime
Descrierea
procesului tehnologic
3.4.1 Caracteristicile materiilor prime, intermediare si auxiliare
3.4.2. Consideratii
teoretice asupra proceselor din schema adoptata
3.4.3 Bilantul de materiale
pe atelierul de preparare a pastei de
hartie
3.4.4. Consumuri specifice
CAPITOLUL
IV Proiectarea utilajelor
CAPITOLUL V Controlul, reglarea si automatizarea
procesului tehnologic
CAPITOLUL
VI Utilitati
CAPITOLUL
VII Studiul de fezabilitate
CAPITOLUL VIII Masuri de protectia muncii si PSI
CAPITOLUL I
TEMA
O fabrica de hartie pentru stratul neted al
cartonului
ondulat cu capacitatea de productie de 90000 t/an.
Atelierul de
preparare a pastei de hartie.
CAPITOLUL II
Memoriu tehnic
Fabricarea hartiei se bazeaza in
general pe trei operatii principale:
-
obtinerea celulozei din lemn ;
-
prepararea pastei de hartie ;
-
fabricarea hartiei .
Are drept
scop proiectarea unei instalatii de preparare a pastei de hartie capac cu
o capacitate de 90000 t an.
Proiectarea atelierului de preparare a
pastei se face in doua etape :
-
stabilirea tehnologiei de fabricatie ;
-
calculul utilajelor de baza si auxiliare.
La baza
intregului calcul sta bilantul de materiale.
Pasta preparata in cadrul acestei
sectii are toate caracteristicile necesare fabricarii hartiei strat
neted.
La prepararea pastei s-a folosit :
celuloza sulfat din rasinoase in proportie de 80% si
maculatura in proportie de 20 %.
Linia de preparare a pastei din celuloza
din rasinoase cuprinde :
-
hidrapulper ;
-
rezervor de stocare si omogenizare a pastei;
-
enstiper;
-
rafinoare Conflo.
Pasta din celuloza din
rasinoase este trimisa la centrala de dozare.Se foloseste
un program de reglare automata.
Pasta de maculatura
preparata intr-o alta sectie este adusa intr-un rezervor care are
rolul de a realiza o buna umflare a fibrelor respectiv de a omogeniza
pasta.De aici este trimisa cu ajutorul unei pompe in centrala de dozare
si de aici in rezervorul de amestecare.
Bracul
uscat impreuna cu apa se introduc intr-un hidrapulper unde are loc
destramarea.Apoi pasta este trimisa intr-un rezervor, de aici este
trecuta cu ajutorul unei pompe printr-un enstiper si mai departe este
adusa intr-un rezervor de stocare unde se amesteca cu bracul umed
rezultat de la presel umede, care in prealabil a fost ingrosat pe un
ingrosator .
In centrala de dozare se introduc
celuloza din rasinoase,pasta din maculatura , bracul,
clei de colofoniu si sulfat de aluminiu. Pasta rezultata in urma
omogenizarii ajunge in rezervorul masinii si de aici este trimisa
intr-un rafinor care are rolul de a regla si uniformiza gradul de
macinare.
Pasta trece apoi la sortare si
epurare
Epurarea se realizeaza in
doua faze :
-
prima faza cu trei trepte de centriclinere ;
-
a doua faza cu un selectifiner.
In prealabil se realizeaza
dilutia cu ape grase. Acceptul de la selectifiner este trimis la cutia de
lansare a masinii de fabricat hartie, iar refuzul se prelucreaza pe
un sortizor Jonson.
S-a intocmit bilantul de
materiale pe intreaga masina de fabricat hartie. S-a determinat
astfel necesarul de materii prime si auxiliare si cantitatea de ape
grase rezultate in proces.
S-a acordat o mare atentie
procesului de control , reglare si automatizare care sa asigure
continuitatea procesului, siguranta ei in exploatare si
proprietatile produsului finit.
Procesul tehnologic este descris in
subcapitolele :
- proprietatile produsului si
domenii de utilizare ;
- caracteristicile materiilor prime,
intermediare si auxiliare;
- consideratii teoretice asupra
proceselor din schema adoptata;
- bilantul de materiale;
- diagrama Sankey pentru bilantul de
materiale ;
- proiectarea utilajelor;
- reglarea si automatizarea procesului
tehnologic adoptat;
- utilitati.
I s-a efectuat si
studiul de fezabilitate, s-a avut in vedere si posibilitatile de
valorificare, reciclare, produse secundare precum si masuri de
protectie a muncii si P.S.I.
CAPITOLUL III
TEHNOLOGIA FABRICATIEI
Proprietatile produsului si domenii de utilizare
Hartia strat neted, denumita obisnuit hartie capac este cel
de-al doilea component major al cartonului ondulat care ii defineste
structura prin pozitionarea sa atat la cele doua fete cat si
intermediara straturilor de hartie ondulata si prin formarea,
impreuna cu acestea, a liniilor de lipire rigide.
Hartia strat neted trebuie sa
confere proprietati de rezistenta cartonului ondulat
si sa permita imprimarea,cerinte care impun
caracteristicile acestui sort.
Primul rol, acela de a asigura
soliditate cartonului este indeplinit prin intermediul valorilor
rezistentei la plesnire si rezistentei la strivire pe inel.
Rezistenta la plesnire ridicata asigura protectia continutului
in timp ce a doua caracteristica influenteaza rezistenta la
compresiune a cutiilor .Indeosebi rezistenta la plesnire este
importanta pentru producatorii de carton ondulat, pentru ca
rezistentele la plesnire si la perforare dinamica ale cartonului
ondulat sunt in functie de rezistentele la plesnire ale hartiilor
componente.
A doua cerinta, aceea de a
permite imprimarea reclama hartiei capac urmatoarele caracteristici :
incleiere, absorbtie a apei, netezime, rezistenta la smulgere,
porozitate, planeitate.
In afara de aceste
cerinte, hartia capac trebuie sa satisfaca si alte
solicitari cum ar fi culoarea, coeficientul de frecare, rezistenta la
abraziune, rezistenta la biguire si pliere .Uneori hartia capac se
analizeaza si in privinta pH-ului extractului apos sau pH-ului
la suprafata, continutului de sulf reducator,
proprietatilor microbiologice.
Hartia kraftliner este
fabricata din cel putin 80 % celuloza sulfat si in
consecinta se remarca prin rezistente ridicate la plesnire si la strivire pe inel
si printr-o imprimabilitate superioara fiind preferata de
producatorii de carton ondulat.
Hartia strat neted se fabrica
intr-o gama extrem de larga de gramaje de la 90 g/m2
pana la 400 g/m2.Cresterea masei imbunatateste
caracteristicile de rezistenta. Cele mai semnificative
imbunatatiri ale proprietatilor de rezistenta se
obtin daca masa hartiei se mareste in domeniul 100-200 g/m2.
Hartia capac kraftliner are o
comportare foarte buna la biguire si pliere. Unicul neajuns al
acestui sortiment este pretul ridicat.
Macinarea este operatia cu
cele mai mari consecinte asupra proprietatilor hartiei capac
si este cunoscut faptul ca prin macinare pana la un anumit
nivel caracteristicile de rezistenta se imbunatatesc
.Celuloza sulfat se macina pana la nivelul la care se dezvolta
suficient legaturile interfibrilare cu scopul obtinerii nivelului
dorit al caracteristicilor de rezistenta.
Alte caracteristici ale hartiei strat neted
sunt prezentate in tabelul 3.1
Tab 3.1 Caracteristici ale
hartiei strat neted
|
Caracteristici
|
Unitate de masura
|
STAS
|
Valoare
|
|
Gramajul
|
g/m2
|
ISO 536
|
|
|
Grosimea
|
 m m
|
ISO 534
|
|
|
Umiditate
|
|
Online
|
|
|
Rezistenta la plesnire
|
KPa
|
ISO 2758
|
|
|
Rezistenta la tractiune pe directia masinii
|
KN/m
|
SCAN-P67
|
|
|
Rezistenta la tractiune pe directie transversala
|
KN/m
|
SCAN-P67
|
|
|
Cobb
|
g/m2
|
ISO 535
|
|
|
Rezistenta la trecerea aerului
|
sec
|
ISO 5636-5
|
|
|
Rezistenta la smulgere
|
Dennison
|
T 459
|
|
|
Rugozitate
|
ml/min
|
ISO 8791-2
|
|
|
Coeficient de frecare
|
Coef.
|
ISO 15359
|
|
|
Rezistenta interna de legare a hartiei
|
J/m2
|
T 569
|
|
Variante tehnologice
La alegerea schemei tehnologice pentru sectia de preparare a pastei trebuie sa tinem
seama de un numar mare de factori si anume: sortul de hartie ce
trebuie fabricat, natura si ponderea semifabricatelor fibroase din pasta de
hartie, gradul si caracterul macinarii, proprietatile
materialelor auxiliare.
Tinand cont in principal de
sortul de hartie- hartie strat neted- si de capacitatea de productie, s-au
conceput 2 variante de scheme tehnologice de preparare a pastei de
hartie.Ambele scheme tehnologice cuprind aceleasi faze tehnologice
principale :
- destramarea si individualizarea materialului
fibros ;
- macinarea semifabricatelor fibroase ;
- dozarea ;
- omogenizarea ;
- epurarea si sortarea pastei .
Figura 3.1. Varianta 1
prepararii pastei de hartie pentru hartia strat neted
In cadrul primei variante prezentate, celuloza
sulfat din rasinoase este destramata intr-un hidrapulper cu
functionare discontinua, dupa care pasta de celuloza este
golita intr-un rezervor.De aici este luata cu ajutorul unei pompe
si adusa intr-un enstiper in care are loc definitivarea
destramarii, individualizarea materialului fibros si apoi este
trecuta la garnitura de macinare.Aceasta este formata din mori conice
tip hidrafiner urmate de mori conice tip Jordan.Pasta astfel obtinuta
este trecuta la centrala de dozare.Pasta de maculatura se foloseste
optional si este adusa intr-un
rezervor si de aici este trecuta cu ajutorul unei pompe in centrala
de dozare. In centrala de dozare are loc dozarea componentilor pastei de
hartie, care cuprinde pe langa celuloza de rasinoase,
pasta de maculatura si o
serie de materiale auxiliare cum sunt clei de colofoniu si sulfat de aluminiu. Bracul
uscat este destramat intr-un hidrapulper si apoi este golit intr-un
rezervor.De aici este trimis intr-un enstiper, apoi intr-un rezervor unde este
adus si bracul umed, iar de aici pasta obtinuta este
trecuta cu ajutorul unei pompe la centrala de dozare.
Din centrala de dozare pasta
trece intr-un rezervor de amestec si apoi este pompata intr-o
moara conica care are rolul de a corecta macinarea, iar apoi la
epurare.Pasta va fi epurata la inceput intr-o treapta de
centriclinere. Acceptul va fi trecut printr-un dezaerator si apoi va fi epurat
in continuare in selectifiner si de aici acceptul va fi pompat la cutia de
lansare.
Figura 3.2. Varianta 2 prepararii
pastei de hartie pentru hartia strat neted
In cadrul variantei 2, (figura
3.2.) celuloza din rasinoase este destramata intr-un
hidrapulper cu functionare discontinua, dupa care pasta de
celuloza este golita intr-un rezervor. De aici este luata cu
ajutorul unei pompe si adusa intr-un enstiper si apoi se
macina in mori Conflo, de aici trece intr-un rezervor de unde este
dusa la centrala de dozare. Pasta de maculatura este adusa intr-un rezervor si de aici este
trecuta cu ajutorul unei pompe in centrala de dozare. Bracul uscat si
cel umed sunt supuse acelorasi procese tehnologice.In centrala de dozare
sunt aduse si materiale
auxiliare:clei de colofoniu si sulfat de aluminiu. Pasta trece intr-un
rezervor de amestec si apoi este pompata intr-o moara
conica de egalizare si apoi la epurareLinia de epurare a pastei
contine, deasemenea, trei trepte de centriclinere,un selectifiner si
sortizor Jonson, iar epurarea se realizeaza in acelasi mod ca si
la varianta prezentata anterior
Variantele prezentate difera prin faptul ca la prima varianta se foloseste numai
celuloza de rasinoase iar maculatura este optionala. Deasemenea, difera si
prin modul de realizare a macinarii, adica prin utilajul care
realizeaza macinarea.
Desi ambele scheme tehnologice
respecta toate fazele tehnologice ale prepararii pastelor ele pot
avea unele avantaje si dezavantaje, alegandu-se varianta cea mai
avantajoasa din toate punctele de vedere.
Alegerea variantei optime
Tinand cont de factorii care influenteaza prepararea
pastei de hartie am ales ca varianta optima de preparare a pastei de
hartie capac varianta 2 (figura 3.2 )
Dezavantajul primei variante este ca maculatura este optionala iar
linia de macinare este formata din doua tipuri de mori de
capacitate diferita care
necesita garnituri diferite, deci avem doua linii complexe de
macinare.Hidrafinerele functioneaza cu consum mare de energie,
iar procesul este greu de controlat..
Avantajele variantei alese (varianta 2) sunt:
- utilajele folosite (hidrapulper, enstiper,
rafinoare Conflo, centriclinere, selectifiner si sortizorul Jonson) sunt
moderne si pot realiza capacitatea necesara pentru a obtine
productia de hartie din tema de proiectare;
-
consumul mai mic de energie, deoarece se
utilizeaza un numar mai mic de utilaje ;
-
bracul rezultat de la masina de hartie poate fi usor prelucrat si
introdus inapoi in circuit, recuperand astfel fibra;
-
pasta de hartie este bine omogenizata, deoarece celuloza sulfat din
rasinoase este prelucrata separat fata de maculatura
si brac ,apoi sunt amestecate intr-un rezervor si macinate
impreuna in rafinoare Conflo.
-
putem avea un control mai bun asupra gradului de macinare si a altor
caracteristici;
Descrierea procesului tehnologic
Figura
3.3 Schema bloc de preparare a pastei
de hartie strat neted
Pregatirea pastei pentru hartiele
strat neted care au in compozitie celuloza sulfat si
maculatura din hartii rezistente se poate efectua dupa schema
tehnologica de mai sus.
Circuitul celulozei din
rasinoase
Celuloza din rasinoase
este adusa prin intermediul unei benzi transportoare inclinate la gura de
alimentare a hidrapulperului (functionare discontinua ).
La inceperea destramarii
se inchide ventilul de golire al hidrapulperului si se umple
destramatorul cu apa grasa din rezervorul de apa
grasa. Acesta este asezat deasupra destramatorului si
are rolul sa acumuleze in intervalul dintre doua operatiuni
consecutive cantitatea de apa necesara functionarii.
Deoarece permite sa se masoare cu precizie cantitatea de apa
introdusa in destramator si deci reglarea
consistentei.
Cand apa atinge un anumit nivel in
hidrapulper este adusa celuloza si se incepe destramarea. Consitenta
in hidrapulper este 7%, iar durata procesului este de 1200 secunde. Pasta de
celuloza destramata este trimisa intr-un rezervor care este
prevazut cu un indicator de nivel. Acest rezervor are rolul de a omogeniza
pasta si de a realiza o buna umflare a fibrelor de celuloza.
Pasta de celuloza este macinata in trei rafinoare Conflo JC 03
inseriate, dupa ce in prealabil a trecut prin enstiperul E2K.Fiecare
rafinor asigura o crestere a gradului de macinare cu 4o SR.
Consistenta pastei din rafinoare este de 3,5 %. Pasta macinata
in rafinoare este trimisa in centrala de dozare si apoi in rezervorul
de amestecare in care este adusa si pasta din maculatura .
Circuitul pastei din
maculatura
Pasta de maculatura preparata intr-o alta sectie este adusa
intr-un rezervor care are rolul de a realiza o buna umflare a fibrelor
respectiv de a omogeniza pasta.De aici este trimisa cu ajutorul unei pompe
in centrala de dozare si de aici in rezervorul de amestecare.
Circuitul bracului
Bracul uscat impreuna cu apa se
introduc intr-un hidrapulper unde are loc destramarea.Apoi pasta este
trimisa intr-un rezervor, de aici este trecuta cu ajutorul unei pompe
printr-un enstiper si mai departe este adusa intr-un rezervor de
stocare unde se amesteca cu bracul umed rezultat de la presel umede, care
in prealabil a fost ingrosat pe un ingrosator .
Circuitul comun
In centrala de dozare se introduc
celuloza din rasinoase,pasta din maculatura , bracul,
clei de colofoniu si sulfat de aluminiu. Pasta rezultata in urma
omogenizarii ajunge in rezervorul masinii si de aici este trimisa
intr-un rafinor care are rolul de a regla si uniformiza gradul de
macinare.
Materialul este trimis la sortarea
grosiera la centriclinere. Pentru asigurarea consistentei
necesara la sortarea materialului aspiratia pompei este legata
de rezervorul de apa grasa de sub sita masinii.
Sortarea primara a pastei de
hartie se face in bateria de centriclinere formata din trei trepte.
Refuzul din prima trepta este colectat intr-un rezervor intermediar
prevazut cu un regulator de nivel. Din acest rezervor refuzul este preluat
cu pompa si trimis la treapta a doua de centriclinere dupa care este
diluat in prealabil cu apa grasa.
Acceptul de la trepta a doua se introduce in admisia unei
pompe, iar refuzul este colectat intr-un rezervor intermediar prevazut cu
regulator de nivel. Din acest rezervor pasta diluata cu apa
grasa este trimisa cu pompa la treapta a treia de centriclinere
formata dintr-un singur corp.
Acceptul din treapta a treia se introduce in rezervorul
intermediar de la treapta intai, iar refuzul merge la canal. Acceptul de la
treapta intai de centriclinere este trimis la selictifiner printr-un dezaerator
.Acceptul de la selectifiner este trimis la sistemul de alimentare al cutiei de
lansare, cu o consistenta de 0,6% si un debit orar de2451,957 m3/h.
Refuzurile usoare care nu au fost eliminate la
sortarea primara in centriclinere ajung pe sortizorul Jonson. Refuzurile
de pe Jonson se elimina la canal, iar acceptul merge in treapta a doua de
sortare.
3.4.1 Caracteristicile
materiilor prime, intermediare si auxiliare
Celuloza sulfat neinalbita din
rasinoase
Celuloza sulfat neinalbita
din rasinoase se livreaza sub forma de coli cu aria de maxim
0.80 m2 . Culoarea celulozei sulfat ninalbite din lemn de
rasinoase este galben-bruna.
Caracteristicile fizice, mecanice
si chimice sunt prezentate in tabelul 3.2
Caracteristicile fizice, mecanice si chimice
ale celulozei sulfat neinalbite Tab 3.2
|
Caracteristici
|
Conditii de
admisibilitate
Calitate E
|
Metode de analiza si incercari
|
|
Grad de incrustare
-indice Kung
-indice Kappa
|
|
STAS 5085-59
STAS 6740-63
|
|
Lungime de rupere(la
o macinare de 30oSR, banda de 15 100 mm),m/min 100 mm),m/min
|
|
STAS 4737-62
|
|
Alungire, % min
|
|
|
Indice de
sfasiere (rezistenta la sfasiere relativa la o
macinare de 30oSR)min
|
|
STAS 4742-62
|
|
Numar de duble
indoiri
|
|
STAS 4739-62
|
|
Indice de plesnire
- cu aparat
hidraulic,min
- cu aparat
pneumatic,min
|
|
STAS 939-62
|
|
Grad de
impurificare
|
Nu se admit impuritati cu dimensiuni peste 4 mm
|
STAS 4755-63
|
|
Umiditate
- la celuloza trasa
pe masina
- la celuloza
destramata % max.
|
|
STAS 4757-61
|
|
Cenusa, % max.
Timp de
macinare , minute max.
|
|
STAS 1220-60
STAS 6095-67
|
Maculatura
Conditii tehnice
Maculatura trebuie sa fie
lipsita de corpuri din metal (sarma, capse, catarame, cuie )lemn,
sticla, celuloid, celofan, pergament, sfori, carpe, obiecte si
resturi de bachelita, materiale plastice si sintetice, hartii sau panze
impregnate sau acoperite(cu bitum, parafina, polietilena, policlorura de vinil
si alte rasini sintetice) hartii si cartoane metalizate,
hartii si panze abrazive, hartii de copiat precum si alte corpuri
straine.
Praful, nisipul, pamantul
si resturile din materialul pe care l-au continut sunt admise in
total in proportie de maximum 1 % .
Nu se admite maculatura care provine
de la ambalarea produselor toxice sau nocive (insecticide, coloranti)
Maculatura nu trebuie sa
prezinte degradari datorita putrezirii
Umiditatea maxima :12 %
Tab. 3.3
|
clasa
|
Sortul maculaturii
|
Caracteristicile maculaturii
|
|
IV
|
Maculatura din ambalaje uzate din carton ondulat si hartii de ambalaj
rezistente
|
Saci si pungi desprafuite lipsite de foi impregnate sau
acoperite cu bitum, parafina, polietilena, policlorura de vinil si alte
rasini sintetice sau insertii textile
|
Sulfatul de aluminiu
Tab. 3.4 Proprietatile
fizice si chimice
|
Tipul
|
A
|
|
Calitatea
|
E
|
|
Culoare
|
Alba
|
|
Al2O3, % min
|
|
|
Substante insolubile in apa, % max.
|
|
|
Aciditate libera (H2SO4) , %
|
Max. 0.2
|
|
Fier (Fe) % max.
|
|
|
Arsen (As) % max.
|
|
Consideratii teoretice asupra proceselor
din schema adoptata
Introducere
Procesul in care semifabricatele
fibroase celulozice sunt transformate intr-o pasta din care se obtine
ulterior pe masina foaia de
hartie,poarta denumirea de preparare a pastei de hartie. Pasta poate fi
constituita dintr-un singur sort de fibre sau dintr-un amestec de semifabricate
fibroase. Natura si proportia semifabricatelor care intra in
compozitia pastei de hartie, depind de caracteristicile lor calitative
si de proprietatile ce se cer produsului finit.
Prepararea pastei de hartie cuprinde
mai multe faze tehnologice principale: destramarea, individualizarea si macinarea materialelor
fibroase, incleierea, umplerea, colorarea si epurarea pastei. Alegerea
adecvata a tehnologiei de preperare a pastei de hartie creaza
posibilitatea ca dintr-un numar relativ redus de materiale fibroase
sa se fabrice o gama larga de produse papetare.
Destramarea
si individualizarea materialului fibros
Semifabricatele
fibroase sunt furnizate ,adeseori,in fabricile de hartie sub forma de coli
sau suluri cu consistenta ridicata sau chiar in stare
uscata .In acest caz se procedeaza la destramarea si
individualizarea materialului fibros .Totodata in acest proces se
realizeaza si hidratarea si umflarea fibrelor,ceea ce
determina ca operatia urmatoare -macinarea - sa
decurga in conditii mai bune,intr-un timp mai scurt si cu un
consum de energie mai mic .Destramarea materialelor fibroase trebuie
sa se realizeze fara scurtarea fibrelor,deoarece de lungimea
acestora depind viteza de deshidratare a pastei pe sita masinii de
fabricatie si proprietatile fizico-mecanice ale foii de
hartie .Aceasta conditie este indeplinita de un numar mare de
aparate ,dintre care in prezent cea mai larga raspandire o au
hidrapulperele.
Hidrapulperele sunt utilizate pentru
destramarea diferitelor semifabricate fibroase,a bracului,a maculaturii
.Ele pot sa functioneze continuu la consistenta de 0.5-2.5 %,sau
pe sarje , la consistenta de 4-6%.
Destramarea in hidrapulper se
produce datorita agitarii turbionare puternice a materialului in
suspensie apoasa .Turbionarea se realizeaza cu rotoare , a caror
suprafata in contact cu suspensia, este prevazuta cu palete
sau cu alte tipuri de instalatii .La constructia rotoarelor trebuie
sa se tina seama de doi factori:gradul de turbionare si durata
de individualizare a materialului.
Durata necesara pentru
destramarea semifabricatelor fibroase depinde si de consistenta
pastei (fig. 3.2 )
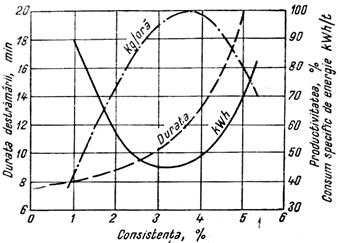
Fig. 3.4. Influenta consistentei pastei asupra duratei de destramare
, productivitatii hidrapulperului si consumului specific de
energie
In general odata cu
ridicarea consistentei creste si durata de destramare.
Totusi la consistenta ridicata se poate prelucra la o
singura sarja o cantitate mai mare de material. Din punct de vedere
economic este important sa se stabileasca consistenta optima,aceea
la care productivitatea utilajului este maxima .Consistenta
optima este dependenta de tipul si marimea hidrapulperului
.Consistenta maxima este limitata de conditiile de
circulatie a pastei in cuva .Ridicarea consistentei peste limita la
care hidrapulperul a fost proiectat sa functioneze,produce scaderea
gradului de turbionare a pastei si cavitatia are caracter
stationar . Cresterea in continuare a consistentei poate duce la
incetarea circulatiei materialului in cuva hidrapulperului . La
hidrapulperele cu volum relative redus si la care raportul intre masa
pastei si suprafata interioara a aparatului este mic consistenta
limita are valori scazute .Dimpotriva,la aparatele de dimensiuni
mari,cu un raport mai avantajos intre volumul util si suprafata
interioara,circulatia in cuva inceteaza la consistente
ridicate.
Un factor important care
influenteaza durata destramarii si in
consecinta productivitatea si consumul specific de energie,este
temperatura .Cresterea temperaturii apei reduce durata necesara
pentru destramare si consumul specific de energie,fapt ilustrat in fig.
3.5 .
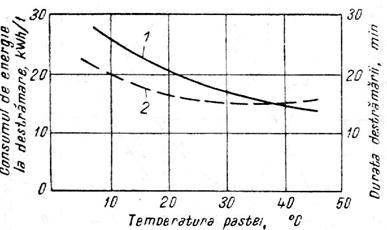
Fig. 3.5 Influenta temperaturii asupra duratei
si consumului specific de energie la destramare (1-consumul specific
de energie , 2-durata)
Prelucrarea materialelor
celulozice in hidrapulpere ,din considerente economice (fig. 3.4 nu poate fi dusa pana la completa
individualizare a fibrelor ci se completeaza cu masini speciale
create pentru acest scop .In mod obisnuit ele se monteaza pe
circuitul de refulare care evacueaza pasta din hidrapulper .Prin folosirea
lor se urmaresc individualizarea si deflocularea materialului fibros
in conditii de menajare maxima a acestuia .Cele mai cunoscute utilaje de acest fel sunt enstiperele.
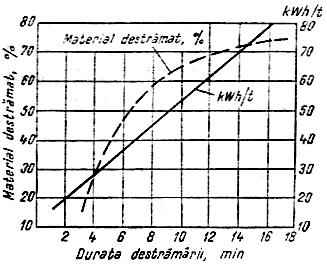
Fig. 3.6 Influenta duratei asupra gradului de
destramare si consumului specific de energie
3.4.2.3 Macinarea semifabricatelor fibroase
Macinarea este operatia cu
cele mai mari consecinte asupra proprietatilor hartiei si
este cunoscut ca prin macinare pana la un anumit nivel,
caracteristicile de rezistenta se
imbunatatesc,indiferent de natura materialului fibros.
Totodata, macinarea este cea mai energofaga operatie de la
fabricarea hartiei si de aceea dezvoltarea rezistentei hartiei se
realizeaza pana la nivelul economic acceptat.
Gradul de macinare si
caracterul macinarii depind de natura fibrelor si de caracteristicile
hartiei .In principiu,indiferent de natura materialului fibros, macinarea
se face cu scopul intensificarii legaturilor fibrelor in foia de
hartie fara insa a fi afectata sever lungimea medie a
fibrelor .Foaia de hartie formata din materiale fibroase nemacinate nu
corespunde ca structura,aspect si rezistenta mecanica .Ea
prezinta neuniformitati,transparenta
noroasa,porozitate mare,este afanata si cu rezistenta
scazuta .Aceasta situatie se datoreste faptului ca
fibrele relativ lungi si groase floculeaza si depunandu-se pe
sita masinii de fabricat hartie dau o foaie cu structura
neuniforma.
Fibrele nemacinate au
plasticitate redusa ,suprafata specifica relativ
mica,sunt putin hidratate si de aceea sunt reduse
posibilitatile de stabilire a legaturilor fibra-fibra
in foaia de hartie .In consecinta macinarea trebuie sa
confere fibrelor un raport determinat lungime/grosime si o anumita
compozitie pe fractiuni,pentru a obtine structura si
compactitatea dorita foii de hartie .Totodata este necesar sa se
asigure un anumit grad de hidratare,cresterea suprafetei specifice,a
plasticitatii si a altor insusiri ale fibrelor de care
depinde valoarea fortelor de legatura intre fibre si proprietatile
fizico-mecanice ale hartiei.
Efectul macinarii
asupra fibrelor
Principalele efecte ale
macinarii asupra fibrelor sunt urmatoarele umflarea,
cresterea flexibilitatii ,distrugerea si indepartarea
peretelui primar , fibrilarea externa, ruperea legaturilor interne
din fibre sau fibrilarea interna , scurtare si subtierea ,
formarea materialului fin si cresterea suprafetei specifice.
Umflarea
.Fibrele celulozice se caracterizeaza printr-o retea
capilara extrem de fina , care le confera o suprafata
interna ridicata .Sorbtia apei si umflarea fibrelor in
procesul de macinare se produce in etape .La inceput are loc o umplere cu
apa a spatiilor dintre fibre dupa care,datorita presiunii
capilare , apa patrunde in interiorul porilor .Prin interactiunea
apei cu grupele hidroxil ale celulozei se modifica legaturile de
hidrogen si fibra se umfla .In primul moment al umflarii, intre
macromoleculele de celuloza se interpune un strat monomolecular de
apa(fig. 3.5).Prin cresterea in continuare a cantitatii de
apa care patrunde in interiorul fibrei, se mareste
distanta dintre lanturile macromoleculare de celuloza si se
creeaza noi legaturi de hidrogen prin intermediul moleculelor de
apa.
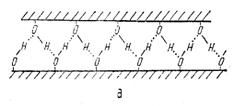
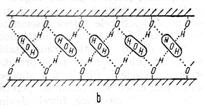
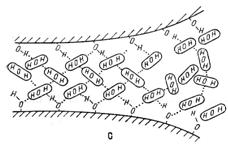
Fig. 3.7 Tipuri de
legaturi de hidrogen intre macromoleculele de celuloza
a-legaturi de hidrogen intre grupele hidroxil de la doua
lanturi macromoleculare de celuloza vecine; b - legaturi de
hidrogen prin intermediul unui strat monomolecular de apa ; c -
legaturi prin intermediul mai multor straturi de apa
Capacitatea de umflare depinde atat
de proprietatile celulozei cat si de natura fazei lichide .Ea
creste odata cu marirea continutului de hemiceluloze
si scaderea procentului de lignina .Celulozele cu continut
ridicat de lignina,in special cele de mare randament se umfla mai
greu deoarece parte din grupele hidroxil sunt angajate in legaturi cu
lignina care este o substanta hidrofoba .Capacitatea de umflare
prezinta un minim la pH=7-7.5.Reducerea pH-ului apei sub aceasta
valoare si in special cresterea lui pana la 8-9
influenteaza favorabil capacitatea de umflare a celulozei.
Distrugerea
peretelui primar si fibrilarea externa .Separarea pe cale
chimica a fibrelor din tesutul vegetal se realizeaza
fara distrugerea peretelui primar. Acesta din urma , desi
este permeabil se umfla numai in mica masura si
actioneaza ca o plasa rigida in jurul fibrei impiedicand
umflarea peretelui secundar. Morfologia diferita a straturilor ce
constituie peretele secundar,determina aparitia fenomenului de ,,balonare"(fig.
3.8).
Stratul S2 se umfla
puternic si provoaca ruperea in locurile slabe ale stratului S1
cu capacitate redusa de umflare .In urma acestui proces, in jurul fibrei
se formeaza din loc in loc inele care limiteaza umflarea in
continuare.

Figura. 3.8 Efectul
umflarii stratului S2 asupra formei fibrei
Umflarea slabeste
legaturile interfibrilare si sub actiunea mecanica a aparatelor
de macinare,peretele secundar fibrileaza . Fibrilarea poate fi
usor evidentiata microscopic (fig.3.9). Se observa ca fibrele nemacinate
au suprafata exterioara neteda , iar dupa macinare
,din peretele celular se separa un numar mare de fibrile . Fibrilarea este
facilitata de un tratament mecanic bland de lunga durata si se produce
frecvent cand fibrele sunt strivite intre garnituri cu cutite cu muchiile
tocite.


a b
Figura. 3.9 Microfotografia fibrelor inainte (a) si dupa macinare (b)
Macinarea avansata
pana la fibrilarea stratului S2 prezinta multiple
avantaje. In primul rand acesta reprezinta cea mai mare parte din grosimea
peretelui celular : 87.5 % in cazul fibrelor din lemn tarziu si 78.5 % la
fibrele din lemn timpuriu. Totodata , legaturile intre straturile S2
de la 2 fibre vecine se repartizeaza pe o suprafata mai mare , intrucat fibra ajunsa in
aceasta stare de macinare are o plasticitate ridicata.
Hidratarea celulozei . Fibrilarea poate fi
apreciata ca un proces coloidal de dispersare superficiala a
celulozei si este insotita de cresterea
cantitatii de apa adsorbita.Ca urmare,la suprafata
fibrelor puternic macinate se formeaza o pelicula coloidala , un
gel de celuloza .Procesele coloidale de umflare , fibrilare si
adsorbtia apei la suprafata fibrelor se numesc conventional
hidratare la macinare.
La formarea foii de hartie pe sita
masinii de fabricatie si prelucrarea in presele umede ,
datorita existentei suprafetei hidratate , intre fibrele vecine
se stabilesc legaturi de hidrogen prin intermediul apei .Indepartarea
apei la uscarea hartiei asigura formarea legaturilor de hidrogen intre
grupele hidroxil de pe lanturile macromoleculare care se gasesc la o
distanta de 0.255-0.275 nm .
Fibrilarea
interna . Fibrilarea interna apare prin patrunderea apei in
zonele amorfe ale fibrilelor .Apa rupe legaturile secundare dintre
lanturile macromoleculare ale celulozei ceea ce are ca rezultat separarea straturilor de fibrile orientate ,care
dupa uscare sunt capabile sa se lege intre ele . Fibrilarea
interna conduce la modificarea structurii peretelui secundar in stare
umflata , ceea ce are ca efect cresterea elasticitatii
fibrei .La o fibrilare interna avansata , paturile coaxiale din
stratul S2 pot sa alunece una fata de alta , deoarece
apa care se gaseste in zonele amorfe joaca rolul de lubrifiant.
In procesul de macinare ,
peretele celular se deformeaza elastic sau plastic
(
fig. 3.10 )
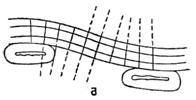
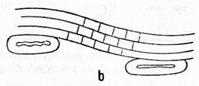
Figura. 3.10 Schema deformatiilor elastice (a) si
plastice (b) ale fibrelor in timpul macinarii
Deformatia elastica este
caracteristica pentru fibrele uscate sau insuficient fibrilate intern
.Pentru producatorul de hartie prezinta importanta deformarea
plastica,observata la fibrele cu fibrilare interna avansata
, deoarece are ca rezultat modificarea structurii fibrei,cresterea
elasticitatii si plasticitatii ei .Prin aceasta se
creeaza conditii favorabile pentru marirea numarului de
contacte fibra-fibra in foaia de hartie .
Scurtarea
fibrelor .Sub actiunea muchiilor taietoare ale garniturii de
macinare ,fibrele sunt forfecate transversal sau longitudinal ( fig. 3.11
).Ca urmare a forfecarii , lungimea medie a fibrelor scade continuu pe tot
parcursul macinarii.


a b
Figura. 3.11 Aspectul microcsopic al fibrelor forfecate
transversal (a) si longitudinal (b) in timpul macinarii
Scurtarea fibrelor
influenteaza de regula nefavorabil caracteristicile hartiei. de
aceea trebuie limitata prin alegerea judicioasa a parametrilor
macinarii.
Factorii care influenteaza
procesul de macinare a materialelor fibroase
Procesul de macinare a
materialelor fibroase este influentat de un numar mare de factori
care pot fi clasificati in trei grupe : 1) factori dependenti de
natura materialului fibros ; 2 ) factori tehnologici ;3 )factori
dependenti de constructia utilajului .Acesti factori
determina viteza procesului de macinare , durata si
economicitatea sa , precum si proprietatile pastei de hartie.
A . Factori dependenti de natura
materialului fibros
Gradul
de polimerizare al celulozei .O influenta hotaratoare asupra
vitezei procesului de macinare si a rezistentei hartiilor
obtinute o are gradul de polimerizare si polimolecularitatea
celulozei de la suprafata fibrelor .Cu cat este mai mare gradul de
polimerizare al celulozei , cu atat viteza de macinare este mai mica
, in schimb proprietatile de rezistenta ale hartiei sunt mai
bune .S-a stabilit ca celuloza care contine o cantitate mai mare de
fractiuni cu grad de polimerizare ridicat se caracterizeaza printr-o
rezistenta mare , se macina greu si din ea se obtin
hartii cu bune proprietati mecanice .Astfel , cele mai rezistente
celuloze sulfat au fost cele care au avut 58-74 % fractiuni cu GP>800 ,
in timp ce cele mai putin rezistente au fost produsele de celuloza
sulfat , la care asemenea fractiuni au reprezentat 15.8-24.8 % .Pe
masura avansarii macinarii , compozitia
fractionara a celulozei se modifica : scade cantitatea de fractiuni
cu grad de polimerizare ridicat, marindu-se continutul de fractiuni cu grad de
polimerizare mediu si scazut.
Continutul
de hemiceluloze .Hemicelulozele constituie fractiunea de hidrati
de carbon cea mai reactiva din compozitia peretelui celular , fapt
determinat pe de o parte de structura lor amorfa , iar pe de alta
parte de localizarea lor la suprafata fibrei .Ele poseda hidrofilie
mare , capacitate ridicata de umflare si favorizeaza fibrilarea
si hidratarea fibrelor in procesul de macinare.
Prin umflare , materialul
hemicelulozic formeaza un gel in interiorul fibrei , in spatiile interfibrilare si pe
suprafata fibrelor si fibrilelor .Efectul adeziv al unui astfel de
gel este in general acceptat .Pe aceasta baza ar fi de asteptat imbunatatirea
continua a proprietatilor de rezistenta ale hartiei pe
masura cresterii continutului de hemiceluloze din materialul
fibros.
Continutul
de lignina .Lignina este o substanta hidrofoba si
prezenta ei reduce in pasta capacitatea de legare a fibrelor prin
punti de hidrogen .Prin delignificarea lemnului, proprietatile
papetare ale pastei se imbunatatesc pe masura scaderii
continutului de lignina
pana la o valoare optima, dupa care fenomenul este invers .Este
foarte dificil sa se formuleze o concluzie generala asupra
continutului optim de lignina , deoarece aceasta afecteaza
diferit fiecare proprietate a hartiei.
B. Factori tehnologici
Presiunea specifica de macinare
are un rol hotarator in determinarea
directiei procesului de macinare .La presiuni specifice mici ,
macinarea se produce dominant in directia fibrilarii si
hidratarii fibrelor si ca rezultat se obtine o pasta
grasa la pipait .Pe masura cresterii presiunii specifice de
macinare , se intensifica scurtarea si scade gradul de
fibrilarea si hidratare a fibrelor , iar macinarea este din ce in ce
mai aspra .Prin aceasta rezistentele mecanice ale hartiei scad , in
timp ce gradul de afanare si porozitatea la acelasi grad de
macinare,se maresc .Presiunea specifica la macinare este
legata direct de distanta dintre cutitele aparatului de macinare
.Macinarea la presiune specifica ridicata se
desfasoara mai repede si mult mai eficace in sensul
consumului specific de energie dar hartia obtinuta este mult mai
rezistenta.
Durata
macinarii influenteaza hotarator gradul de
macinare,scurtarea si fibrilarea , precum si dezvoltarea
fortelor de legatura dintre fibre.
Consistenta
pastei .Fiecare aparat de macinare lucreaza economic la o
anumita consistenta a pastei .In practica uneori se
modifica consistentele optime pentru a obtine mai usor
caracterul necesar al macinarii .Astfel , pentru a realiza o
macinare grasa cu o scurtare redusa a fibrelor se
utilizeaza paste cu consistente ridicate .Dimpotriva,pentru
macinarile aspre,cu o scurtare puternica a fibrelor se
prefera paste cu consistente scazute.
Reducerea consistentei pastei
duce la scaderea grosimii stratului de fibre dintre cutitele
aparatului de macinare si ca urmare se intensifica actiunea
de forfecare la macinare cu efect nefavorabil asupra dimensiunilor si
a hidratarii fibrelor .Scaderea consistentei pastei are
acelasi rezultat ca si ridicarea presiunii la macinare.
Aciditate mediului si prezenta
electrolitilor . Proprietatile
fizico-mecanice ale hartiei depind de pH-ul mediului la care se realizeaza
macinarea .Prin reducerea pH-ului de la 6.3 pana la 3.1 scad
densitatea aparenta,lungimea de rupere si rezistenta la plesnire a
hartiei .Acelasi efect nefavorabil il are si mediul puternic alcalin
.Prezenta electrolitilor influenteaza viteza de umflare a fibrelor
la macinare precum si rezistenta hartiei.
Temperatura
.Ridicarea temperaturii pastei influenteaza negativ asupra
procesului de macinare : scade viteza de macinare si se
intensifica procesul de scurtare a fibrelor .In acelasi timp hidratarea
se produce intr-o masura mai mica,deoarece capacitatea de
umflarea se reduce .Deoarece prin ridicarea temperaturii pastei la
macinare transformarile pur mecanice ale fibrelor sunt mai
pronuntate , rezistentele hartiei la duble indoiri si
sfasieri scad, in timp ce capacitatea de absorbtie si
porozitatea cresc .Temperaturile joase,la care pasta macinata sau
nemacinata ingheata influenteaza asupra
formarii foii si insusirilor fizico-mecanice ale acesteia .Pasta
inghetata si apoi dezghetata devine mult mai aspra
si hartia obtinuta din ea se caracterizeaza prin capacitate
de absorbtie si porozitate ridicate si rezistente mecanice
scazute .Efectul inghetarii se poate explica prin aparitia
cristalitilor de gheata in microporii peretilor celulari si
afanarea structurii fibrelor .Sunt posibile ,in special la temperaturi foarte
scazute, ruperi ale lanturilor macromoleculare de celuloza.
C. Factori dependenti de
constructia utilajului de macinare
Garnitura
de macinare .Aparatele de macinare sunt prevazute cu
cutite mobile dispuse pe rotor si cutite fixe amplasate pe
stator .Cutitele pot fi metalice sau din bazalt,materialul din care sunt
confectionate influentand caracterul macinarii si
respectiv calitatea pastei de hartie .Tipul de garnitura se alege in
functie de caracterul macinarii si insusirile hartie
.Garniturile metalice sunt eficiente in cazurile cand se urmareste
scurtarea fibrelor .Cand este necesara o macinare foarte grasa ,
cu fibre lungi este indicat sa se foloseasca garnituri de bazalt
.Efectele diferite ale garniturii de cutite se datoresc deosebirilor de
microstructura .In timpul macinarii apa patrunde in interiorul
fibrei actionand ca un lubrifiant intre lanturile macromoleculare .In
momentul cand o asemenea fibra intra in contact cu suprafata de
macinare , apa este eliminata din reteaua fibroasa pentru a
patrunde din nou dupa trecerea prin acest sector.
Prin acest ciclu de hidratare
si deshidratare a fibrei structura sa se destinde. Procesul se
desfasoara relativ lent daca apa se poate elimina numai
intr-o singura directie,cum se intampla in cazul unei
suprafete netede de macinare .Daca suprafata de
macinare prezinta pori sau gauri prin care apa poate fi
primita si din partea cealalta a fibrei,ciclul de deshidratare
se accentueaza,ceea ce va duce la o eficienta marita a
macinarii.
In afara de materialul din care
sunt fabricate cutitele o influenta foarte mare asupra
procesului de macinare o are si unghiul dintre cutitele fixe
si cele mobile. Daca in cazul unui unghi mic, in vederea
obtinerii unui anumit grad de macinare , numarul trecerilor va
fi mai redus , la un unghi mai mare,durata macinarii este mai
ridicata,in schimb actiunea mecanica este mai blanda si
conduce la paste cu caracter mai gras.
La intrebuintarea garniturilor
metalice o importanta deosebita o are alegerea corecta a
grosimii cutitelor de care depind eficacitatea aparatului si
caracterul macinarii .Intre grosimea cutitelor si suprafata
de macinare este o dependenta direct proportionala .De
aceea , la o presiune totala de macinare constanta, presiunea
specifica este cu atat mai mare,cu cat grosimea cutitelor este mai
mica. In consecinta influenta grosimii cutitelor
asupra caracterului macinarii este inversa decat cea a presiunii
specifice .In cazul celulozei sulfat din rasinoase neinalbite
grosimea cutitelor este de 4-6 mm.
Maculatura contine fibre care
au parcurs cel putin o data intregul ciclu de operatii de la
fabricarea hartiei,deci si macinarea .Desi s-ar parea
ca maculatura nu trebuie macinat exista motive pentru a repeta
macinarea fibrelor secundare. Pierderea capacitatii de umflare
datorita uscarii hartiei se poate compensa prin macinare
,deoarece se creeaza noi pori in structura fibrelor si are loc
fibrilarea acestora .De aceea macinarea maculaturii se face pentru
refacerea potentialului papetar , dar prin acest proces se produc si
efecte nefavorabile, cel mai important fiind reducerea vitezei de deshidratare
a pastei.
3.4.2.4 Icleierea hartiei
Termenul de incleiere defineste
operatia tehnologica prin care se confera hartiei
rezistenta la penetratia lichidelor : cerneluri de scris si
tipar , solutii coloidale , apa .Astfel se poate vorbi despre
rezistenta la penetratia apei si a solutiilor
apoase,impermeabilitatea la apa, la solventi organici,grasimi
si la uleiuri. In practica termenul de incleiere se foloseste
pentru operatia prin care se realizeaza o limitare partiala
a penetratiei apei si solutiilor apoase in foaia de hartie.
Pentru stabilirea cailor prin
care se poate limita penetratia lichidelor in foaia de hartie trebuie
analizat mecanismul de curgere.
Hartia este un sistem capilar format
din materiale fibroase impaslite si o retea de pori interconectati
a caror forma si dimensiuni variaza foarte mult. Diametrul
aparent al porilor este in general de acelasi ordin de marime cu
diametrul fibrelor ce formeaza structura foii de hartie .O parte din pori
sunt ,,inchisi" in structura foii iar o parte comunica cu una sau cu
ambele fete ale foii,constituind porii deschisi.
Presiunea de curgere capilara
este cauzata de tensiunea superficiala a lichidului si este
orientata pe directia tangentei la menisc in punctul de contact al
acestuia cu peretele capilarului
(
fig.3.12)
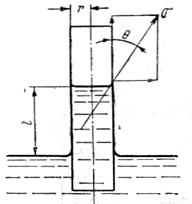
Fig. Reprezentarea schematica a mecanismului curgerii capilare
In care :
r - raza capilara, in m
 - tensiunea superficiala a lichidului
- tensiunea superficiala a lichidului
 - ughiul de udare al lichidului la contactul cu peretele
capilarului format din celuloza, in grade.
- ughiul de udare al lichidului la contactul cu peretele
capilarului format din celuloza, in grade.
Curgerea capilara poate sa
fie atat de intensa incat cerneala poate sa patrunda de pe
o fata pe cealalta a hartiei .Patrunderea lichidelor polare in
microcapilare provoaca slabirea legaturilor de hidrogen
interfibre si rezistenta foii va scadea mult, comparativ cu cea
in stare uscata.
Neajunsurile cauzate de curgerea
capilara pot fi evitate pe 2 cai: una consta in aplicarea pe
suprafata foii de hartie a unei pelicule lipsita de pori sau cu
putini,aceasta inchizand caile de patrundere a lichidelor,
operatie ce poarta denumirea de incleiere la suprafata .A doua
cale recurge la modificarea factorilor ce determina curgerea
capilara,in sensul micsorarii acesteia .Aceasta presupune
introducerea in pasta de hartie a unor substante hidrofobe,care la
formarea foii sa acopere peretii microcapilarei si prin aceasta
sa micsoreze in masura importanta presiunea de curgere
capilara .Aceasta metoda poarta denumirea de ,,incleiere in
masa".
Actiunea substantelor
hidrofobe introduse in foaia de hartie poate fi urmarita in schema
din figura 3.13
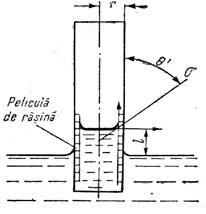
Figura. 3.13 Micsorarea
adancimii de curgere capilara in prezenta rasinii
Aparent substantele hidrofobe
ar trebui sa formeze un film continuu pe peretii microcapilarelor
pentru a micsora presiunea capilara .In realitate sunt necesare doar
puncte in care componenta activa a tensiunii superficiale sa fie foarte mica
pentru ca potentialul de curgere sa scada si sa
apara efectul de incleiere.
Materialele folosite pentru
micsorarea adancimii de curgere a lichidelor polare in capilarele foii de
hartie trebuie sa indeplineasca o serie de conditii :
- sa aiba unghiul de udare cat
mai apropiat de 90o ;
- sa poata fi dispersate foarte
fin (particule  1m),iar dispersiile sa fie stabile;
1m),iar dispersiile sa fie stabile;
- particulele de incleiere sa
poata fi imobilizate pe suprafata fibrelor celulozice printr-un
mijloc usor accesibil din punct de vedere tehnologic;
- sa fie inert fata de lichidele
cu care vine in contact, astfel ca aceasta sa-si pastreze
proprietatile de incleiere;
- ideal,agentul de incleiere, trebuie
sa nu influenteze nefavorabil asupra celorlalte procese de la
fabricarea hartiei si asupra proprietatilor produsului finit.
Aceste conditii sunt
indeplinite de un numar limitat de compusi din care cea mai
larga utilizare o are cleiul de
colofoniu.
In vederea obtinerii
rezultatelor dorite la incleierea cu clei de colofoniu, particulele de clei
trebuie sa fie precipitate pe suprafata fibrelor celulozice pentru ca
astfel sa fie retinute in structura foii de hartie.
Dispersia de clei fiind
stabilizata, apare necesitatea ca dupa omogenizarea amestecului
fibre-particule de material de incleiere sa se realizeze instabilizarea
dispersiei, aceasta facand posibila fixarea rasinii pe
fibra. Forma dorita de pierdere a stabilitatii cleiului este
eterocoagularea .Dirijarea sistemului in directia eterocoagurarii se
poate face cunoscand cauzele care determina stabilitatea dispersiilor de clei
si celuloza.
La ambii componenti in jurul
particulelor se formeaza stratul dublu electric, care se percepe prin
valoarea si semnul potentialului zeta .In acest sistem, atat fibrele
celulozice, cat si particulele de clei au potentiale electrocinetice
de acelasi semn,negative, incat interactiunea lor va fi neinsemnata.
De aici, rezulta ca pentru retinerea particulelor de clei pe
suprafata fibrelor celulozice este necesar fie sa se instabilizeze
ambii componenti, fie sa se schimbe semnul incarcarii unei
dintre componenti.
Instabilizarea sistemului fibre
celulozice-particule de clei se poate realiza prin adaos de electroliti
coagulanti . Procedeul clasic de incleiere utilizeaza sulfat de
aluminiu ca agent de coagulare a cleiului de colofoniu.
In afara rolului sau in
precipitarea colofoniului, sulfatul de aluminiu este implicat in mecanismul
prin care precipitatul de incleiere este fixat pe fibrele celulozice.
Mecanismul electrocinetic
evidentiaza dublul rol al sulfatului de aluminiu, care:
a)
modifica incarcarea
electrocinetica fie a particulelor de clei, fie a celulozei si
creeaza premisele interactiunii componentilor sistemului in
directia eterocoagularii;
b)
intra in compozitia
precipitatului de incleiere favorizand fixarea acestuia pe suprafata
fibrelor si orientarea grupelor hidrofobe spre exterior.
Actiunea sulfatului de aluminiu
ca electrolit de modificare a potentialului zeta este complexa
si depinde in principal de concentratia acestuia si de pH-ul
pastei celulozice .Cationul Al+3 are densitate mare de
incarcare si prezinta tendinta de coordinare, formand ioni
complecsi de forma :
Al(H2O)63+
 Al(H2O)5(OH)2++H+
Al(H2O)5(OH)2++H+
Al(H2O)5(OH)2+ Al(H2O)4(OH)+2+H+
Al(H2O)4(OH)2 Al(H2O)3(OH)3+H+
Al(H2O)3(OH)3 Al(H2O)2(OH)4-+H+
Incleierea este posibila numai
in domeniul de pH=4.2-7.5.Numeroase cercetari , precum si practica
industriala au evidentiat faptul ca eficienta maxima a
incleierii se obtine in mediu acid (pH=4.5).Acest pH se realizeaza
cand raportul intre cantitatea de sulfat de aluminiu si clei de colofoniu
introduse in pasta de hartie este de 1.5-2.0, pe cand pentru formarea
rezinatului, acesta trebuie sa fie 0.35.Aceasta subliniaza inca
o data rolul sulfatului de aluminiu in mecanismul incleierii.
Procedeul clasic de incleiere a
hartiei la pH acid a reprezentat o mare realizare in domeniul tehnologiei
hartiei, dar de-a lungul anilor s-a dovedit ca mediul acid genereaza
o serie de dezavantaje : pH-ul scazut al apelor grase si al pastei de
hartie determina coroziunea puternica a instalatiilor ;
caracterul acid al hartiei fabricate constituie un factor potential de
distructie in timp a materialului celulozic, respectiv de imbatranire
a produselor papetare ; limitarea gradului de inchidere a circuitelor apelor
grase, datorita acumularii ionilor SO42-,ceea
ce conduce la consumuri energetice ridicate.
3.4.2.5 Diluarea si epurarea pastei de hartie
In rezervoarele masinii pasta
are consistenta de 2.5-4 % si este prea mare pentru a putea fi
lansata pe sita masinii de fabricatie .Totodata, pasta mai
contine o serie de impuritati, care trebuie eliminate, pentru a
nu influenta calitatea hartiei. Din aceste considerente, pasta este
diluata pana la consistenta de 0.1-1 % in functie de sortul de
hartie care se fabrica .In general, intre masa hartiei (g/m2)
si consistenta pastei exista o dependenta direct
proportionala,fapt prezentat in figura 3.14
La aceeasi masa a hartiei,
consistenta pastei este cu atat mai mica cu cat gradul de macinare
este mai scazut.
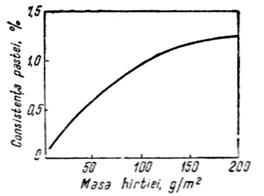
Figura. 3.14 Dependenta intre
masa hartiei si consistenta pastei la lansare
Diluarea
pastei se realizeaza de regula cu apa grasa, rezultata
la deshidratarea benzii de hartie in zona valturilor registre. Amestecarea
apei grase cu pasta se realizeaza in pompa de amestec, modul de alimentare
al acesteia influentand stabilitatea procesului de formare a hartiei.
Pasta de hartie se alimenteaza in pompa de amestec prin intermediul unei
cutii de nivel care daca este proiectata corect, prezinta
urmatoarele avantaje:
elimina o mare parte din
aerul liber din pasta;
minimalizeaza efectele
pulsatiilor de la pompa de alimentare a pastei;
mentine constant debitul de
material prin intermediul ventilului de reglare a gramajului.
Rezervorul
de apa grasa indeplineste trei finctii:
colecteaza apa din zona de
formare a hartiei;
realizeaza un debit constant
la aspiratia pompei de amestec;
asigura timpul necesar pentru
dezaerare;
Impuritatile care se
gasesc in pasta de hartie provin din semifabricatele fibroase ,
materialele de incleiere, apa de fabricatie sau din uzura garniturii
utilajelor de macinare. O parte din impuritati (nisip, particule
metalice) au densitatea mai mare decat a materialelor fibroase si se pot
elimina cu epuratoare turbionare. Alte impuritati (aglomerari de
fibre) au aceeasi densitate cu materialul fibros, dar au dimensiuni mai
mari si se separa cu epuratoare centrifugale
( selectifinere
) sau cu fante calibrate ( epuratoare plane sau cilindrice )
Natura diferita a
impuritatilor impune, in special in cazul fabricarii sorturilor
superioare de hartie, desfasurarea operatiei de epurare in doua
trepte. In prima treapta se indeparteaza impuritatile
grele, iar in cea de a doua aglomerarile de fibre.
Inainte ca pasta de hartie sa intre in cutia de lansare trece prin
sortizoare centrifugale in care se elimina aglomerarile de fibre
si alte impuritati de dimensiuni mici. Aceste aparate contribuie
la desfacerea agregatelor si individualizarea fibrelor ceea ce
determina imbunatatirea uniformitatii hartiei.
Toate sortizoarele centrifugale folosite astazi lucreaza sub
presiune, de aceea ele pot fi instalate la orice nivel in hala masinii de
fabricatie.
Pe masura ce utilizarea aditivilor in pasta de hartie s-a
intensificat si viteza masinilor de fabricatie a crescut,
dezaerarea realizata de aparatele de epurare presurizate nu mai este
suficienta. De aceea dupa epuratoarele turbionare se practica o
dezaerare suplimentara intr-un dezaerator.
3.4.3 Bilantul de materiale
pe atelierul de preparare a pastei de hartie capac
Se stabilesc urmatoarele date initiale :
-
gramajul hartiei, q , g/m2 :
q=120 g/m2
-
forma de livrare a hartiei : bobine cu latimea l=2.1 m
-
cantitatea de material absolut uscat lansat pe sita , x , kg/h :
x=x11, x=14711.743 kg/h
-
consistenta pastei la lansare, c , %
c=c11, c=0.6%
- debitul de pasta lansat pe sita , Q , m3/h
:

Selectifiner
Refuzul la selectifinere reprezinta
10.2% din cantitatea alimentata si se elimina cu o consistenta c1=1.5%.
In aparat se introduc 3.7m3/h de material absolut uscat.
Figura 3.15 Bilantul de
materiale pe selectifiner






Bilantul de
materiale pe selectifiner
Tabelul 3.5
|
Denumire
|
c,%
|
Fibra , kg/h
|
Pasta , m3/h
|
|
Apa diluare
Pasta
intrata
|
c2=0.655
|
x2=16382.787
|
W=60.616
Q2=2502.744
|
|
Total intrari
|
|
x2=16382.787
|
Q2+W=2563.36
|
|
Pasta la
lansare
Refuz
|
c=0.6
c1=1.5
|
x=14711.743
x1=1671.044
|
Q=2451.975
Q1=111.403
|
|
Total iesiri
|
|
x+x1=16382.787
|
Q+Q1=2563.36
|
Sortizorul Jonson
Cantitatea de refuz este 10% din
cantitatea alimentata si are consistenta c3=2%.
Cantitatea de apa alimentata la
sprituri este de 10 m3/t fibra
 Figura 3.16 Bilantul de materiale pe sortizorul Jonson
Figura 3.16 Bilantul de materiale pe sortizorul Jonson



 %
%
Bilantul de materiale pe
sortizorul Jonson Tabelul
3.6
|
Denumire
|
c,%
|
Fibra , kg/h
|
Pasta ,m3/h
|
|
Pasta
intrata
Apa diluare
|
c1=1.5
|
x1=1671.044
|
Q1=111.403
W'=16.71
|
|
Total intrari
|
|
x1=1671.044
|
W'+Q1=128.113
|
|
Accept la
centriclinere
Refuz sortare
|
c4=1.256
c3=2
|
x4=1503.94
x3=167.104
|
Q4=119.758
Q3=8.355
|
|
Total iesiri
|
|
x3+x4=1671.044
|
Q3+Q4=128.113
|
Centriclinere
Se admite ca
centriclinerele functioneaza toate in aceleasi
conditii : cantitatea de refuz este 16% din cantitatea
alimentata, refuzul se elimina cu consistenta de 1.5% si
acceptul din fiecare treapta are acceasi consistenta :
c2=0.655 ,cr=1.5
Figura
3.17 Bilantul de materiale pe
centriclinere
Cunoscand consistentele acceptului
si refuzului se calculeaza consistenta la alimentare ca :



 Acceptul de la
Jonson
Acceptul de la
Jonson



















Bilantul de
materiale pe centriclinere
Tabelul 3.7
|
Denumire
|
c,%
|
Fibra , kg/h
|
Pasta,m3/h
|
|
Pasta de la
cutia de diluare
Accept de la Jonson
Apa diluare,Tr
II
Apa diluare,
Tr III
|
c10=0.741
c4=1.256
|
x10=15015.616
x4=1503.94
|
Q10=2025.208
Q4=119.758
W1=305.073
W2=61.823
|
|
Total intrari
|
|
x4+x10=16519.556
|
Q10+Q4+W1+W2=2511.86
|
|
Accept la selectifiner
Refuz la canal
|
c2=0.655
|
x2=16382.787
x9=136.768
|
Q2=2502.744
Q9=9.118
|
|
Total iesiri
|
|
x2+x9=16519.556
|
Q2+Q9=2511.86
|
Cutia de diluare
In rezervorul masinii ,pasta are consistenta 3-3.5% si
se dilueaza cu apa grasa de la valturile registre.
cam=3 , cVR=0.04
Figura
3.18 Bilantul de materiale pe
cutia de diluare
x11+x12=x10



Bilantul de materiale pe
cutia de diluare
Tabelul
3.8
|
Denumire
|
c,%
|
Fibra,kg/h
|
Pasta,m3/h
|
|
Pasta din
rezervorul masinii
Apa grasa
|
c11=3
c12=0.04
|
x11=14397.499
x12=618.166
|
Q11=479.917
Q12=1545.291
|
|
Total intrari
|
|
x11+x12=15015.665
|
Q11+Q12=2025.208
|
|
Pasta la
centriclinere
|
c10=0.741
|
x10=15015.616
|
Q10=2025.208
|
|
Total iesiri
|
|
x10 =15015.616
|
Q10=
2025.208
|
Centrala de dozare
Figura 3.19 Bilantul pe centrala
de dozare
Brac : xrefilare uscata=150.48 kg/h
xbrac
uscat=261.037 kg/h
xbrac
umed=266.399 kg/h
xrefilare
umeda=240.7
xfibraB=xrefilare
uscata+ xbrac uscat+ xbrac umed+xrefilare
umeda
xfibraB=
Se
adopta cbrac=2.5%

Cantitatea de celuloza
adusa in centrala de dozare,xfibra :
xfibra=x11-xfibraB

Cantitatea de celuloza de
rasinoase adusa in centrala de dozare,xR :

cR=3.5%

Cantitatea de fibra
secundara adusa in centrala de dozare xM :

cM=3.5%

Cantitatea de agent de
incleiere adusa in centrala de dozare,la un adaos de 5 kg/t

Volumul emulsiei de agent de
incleiere adus in centrala de dozare,m3
cclei=350g/L

Cantitatea de sulfat de aluminiu
adusa in centrala de dozare la un adaos de 15 kg/t :

Volumul solutiei de sulfat
de aluminiu adusa in centrala de dozare :
cs=100 g/L

Cantitatea de apa pentru
aducerea consistentei la valoarea cam :



Bilantul pe centrala
de dozare
Tabelul 3.9
|
Denumire
|
Material a.u , kg/h
|
Volum , m3/h
|
|
Celuloza
rasinoase
Fibra
secundara
Brac
Clei
Sulfat de aluminiu
Apa de
dilutie
|
xR=10783.1064
xM=2695.7766
xfibra B=918.616
xclei=71.987
xS=215.962
|
QR=308.088
QM=77.022
Qbrac=36.745
Qclei=0.206
QS=2.16
W3=55.696
|
|
Total intrari
|
|
|
|
Pasta la cutia
de diluare
|
x11=14397.499
|
Q11=479.917
|
|
Total iesiri
|
|
|
3.4.4. Consumuri specifice
Din bilantul de materiale se calculeaza toate materiile prime
si materialele in unitatea de masa sau volum pe tona de hartie produs
finit.
1. Celuloza sulfat din
rasinoase: xR=10783.1064 kg/h
Consumul de celuloza din
rasinoase:
 t/t produs finit
t/t produs finit
2. Pasta de maculatura : xM=2695.7766 kg/h
Consumul de pasta din
maculatura :
 t/t produs finit
t/t produs finit
3. Brac: xfibra B=918.616 kg/h
Consumul de brac :
 t/t produs finit
t/t produs finit
4 . Clei de colofoniu: xclei=71.987 kg/h
Consumul de
clei de colofoniu:
 t/t produs finit
t/t produs finit
5. Sulfat de aluminiu: xS=215.962
kg/h
Consumul de sulfat de aluminiu:
 t/t produs finit
t/t produs finit
CAPITOLUL IV
PROIECTAREA UTILAJELOR
Alegerea tipului de utilaj
Calcule de dimensionare pentru hidrapulper
1. Date de proiectare
- necesarul de capacitate de destramare
, kg/h :
xR=10783.106 kg/h
Se iau 2 hidrapulpere : xR=5391.55
kg/h
- consistenta de destramare
,% :
c=7% (functionare discontinua)
- durata ciclului total(dozare
+destramare+golire) , s :
τ=1200 s
2.
Calculul volumului util al hidrapulperului
Volumul util al hidrapulperului se
calculeaza cu formula :


Se adopta pe baza volumului util
un hidrapulper tip VS fabricat de firma Voith Sulzer-Austria cu
urmatoarele caracteristici constructive :
- volumul util, m3 : Vu=26
m3
-
consistenta pastei , % : cH=7 %
- diametrul nominal , m : D=4.368 m
- inaltimea totala a cuvei , m
, : h1=3.10 m
- inaltimea reazemelor , m ,: h2=1.84
m
- puterea efectiva , kw , : Ne=150
Kw
- puterea instalata a
motorului , kw , : N=170 Kw
3.Calculul puterii efective de destramare
,Kw
Turatia rotorului, rot/min , : n=370
rot/min
Se calculeaza diametrul rotorului,mm :

Puterea efectiva de
destramare se calculeaza cu formula :


4.Calculul puterii instalate a motorului
,N, Kw :
Randamentul sistemului de transmisie : 
Puterea instalata se calculeaza cu
formula :

Calcule pentru adoptarea
enstiperelor
1.Necesarul de capacitate pe linia
de macinare a celulozei de rasinoase :





Se adopta pe baza valorii
capacitatii de productie 3 enstipere tip E2K fabricat de firma
Voith-Sulzer cu urmatoarele caracteristici constructive :
- capacitatea maxima , t/24h : Gmax=100(120) t/24h
- consistenta pastei , % : cH=4.5
%
- debit , l/min : Vmin=500-2000
l/min
- puterea instalata a motorului ,
Kw : N=132(160) Kw
- turatia , rot/min : n=1500
rot/min
2.Necesarul de capacitate pe linia de
destramare a bracului , t/24h :


Se adopta pe baza valorii
capacitatii de productie un enstiper tip E0 fabricat de firma
Voith-Sulzer cu urmatoarele caracteristici constructive :
-
capacitatea maxima , t/24h : Gmax=20 kg/24h
-
consistenta pastei , % : c=6
-
debit , l/min : Vmin=50-250 l/min
-
puterea instalata a motorului , Kw , N=22 Kw
-
turatia , rot/min : n=3900 rot/min
Calcule pentru dimensionarea
hidrapulperului pentru brac
1.
Date de proiectare
- necesarul de
capacitate de destramare , kg/h
xbrac uscat=261.03 kg/h
xrefilatura uscata=150.48 kg/h
- consistenta la destramare
, % : cH=3 %
- durata destramarii ,s : τ=1800 s
2.Calculul
volumului util al hidrapulperului , Vu, m3


Se adopta pe baza valorii
volumului util un hidrapulper cu ax orizontal tip AK fabricat de firma Voith
Sulzer cu urmatoarele caracteristici constructive :
- volumul util , m3 : Vu=8
m3
- consistenta pastei , % : c=3%
- dimensiunile cuvei ,mm :
b1=3000 mm
l1=1775 mm
- dimensiune gabarit sistem antrenare ,
mm : l2=1235 mm
- inaltimea totala a cuvei ,
h , mm : h=1800 mm
- puterea efectiva , Kw : Ne=90 Kw
- puterea instalata a
motorului , Kw : N=110 Kw
Proiectarea morilor conice
tip Conflo de pe linia de fibra lunga
1.Date de proiectare
- capacitatea de productie a
morii ,kg/h :



- sortul de hartie : hartie strat neted
- sortul de celuloza :
celuloza sulfat neinalbita din rasinoase
2.Calcule de dimensionare
Alegerea marimii morii in
functie de capacitatea de productie si tipul de
celuloza :
Se alege moara Conflo
JC-03 cu urmatoarele dimensiuni constructive :
- diametrul mic al rotorului , m : Dm=0.410
m
- diametrul mare al rotorului ,
m : DM=0.75 m
- lungimea rotorului , m : b=0.470 m
- generatoarea rotorului ,m :
l=0.500 m
- conicitatea morii , grd :  =20o ,
=20o ,  =2 =40o
=2 =40o
3. Calculul caracteristicilor constructive
garniturii de macinare
3.1 Stabilirea grosimii,pasul si
proeminentei cutitelor de pe rotor respectiv stator :
- grosimea cutitelor :  =0.0045 m , r= , s=
=0.0045 m , r= , s=
- latimea
canalelor : 1=4.5 mm=0.0045 m
- pasul cutitelor : xr=r+xr=0.009 m
xs=s+xs=0.009 m
- proeminenta cutitelor (adancimea
canalelor)
-)de pe rotor cr=0.01 m
-)de pe
stator cs=0.01 m
- unghiul de inclinare al
cutitelor pe rotor(fata de generatoare) :=18o
3.2 Calculul lungimii de impact

3.3 Calculul incarcarii specifice pe
suprafata , SSL , J/m2


3.4 Calculul numarului de impacte , IN ,
Km/Kg din valoarea energiei specifice de macinare


3.5 Calculul lungimii taietoare Lt,
Km/s

3.6 Calculul diametrului rotorului cu
cutite , D2, m :

3.7 Calculul numarului de
cutite de pe rotor la diametrul mediu(ponderea latimii canalelor
este 20%)
 =
=
3.8 Calculul lungimii taietoare pe
revolutie ,m :

3.9 Calculul lungimii taietoare pe
revolutie ,m/rev :

3.10 Calculul turatiei
,rot/min

4.Calculul caracteristicilor functionale
ale morii
Lungimea taietoare a morii , m/s :

Calculul suprafetei de contact dintre
cutite ,m2 :
Calculul coeficientului numeric :

Calculul puterii utile de macinare , Nu
,Kw :

Calculul puterii totale si a
randamentului morii :
Puterea la mers in gol ,Kw : Nn=215 Kw
Puterea la cuplajul de actionare
a morii conice ,Kw :

Puterea motorului de actionare a morii conice ,Kw :
- randamentul de
transmisie  =0.99
=0.99
-randamentul energetic al morii conice
,% :

Proiectarea liniei de
macinare a celulozei din rasinoase
1.Date de
proiectare :
- necesarul de capacitate pe linia de
macinare :
xr=10783.106 Kg/h
-consumul specific de energie
neta la macinare :
Wsp=150KWh/t
- gradul initial de
macinare al celulozei de rasinoase
Ii=12oSR
- gradul final de macinare
If=24oSR
Cresterea gradului de
macinare :

2.Calculul consumului de putere pe linia de
macinare de fibra lunga :

3.Calculul numarului de rafinoare Conflo

Se accepta o configuratie
de 3 rafinoare Conflo inseriate fiecare asigurand o crestere a gradului de
macinare cu 4oSR
Calcule de dimensionare a
sistemului de sortare si epurare a pastei
1.Alegerea tipului de centriclinere
pentru epurarea pastei de hartie
Se alege centriclinerul tip
KS250/2R produs de firma Voith-Sulzer cu
urmatoarele caracteristici constructive
- debitul de pasta la
alimentare :Vs=2000 l/min
- caderea de presiune : Pe=0.6
bar
- consistenta pastei ,% : optima c=0.5-0.6 %
: maxima c=1.4 %
2.Calculul numarului de
centriclinere din fiecare treapta
- debitul de pasta alimentat
in treapta I , m3/h :

-) numarul de centriclinere din treapta
I :

- debitul de pasta alimentat in treapta a
II-a ,m3/h :
-) numarul de centriclinere din treapta a
II-a

- debitul de pasta alimentat in treapta a
III-a , m3/h
-) numarul de centriclinere din treapta a
III-a

3.Alegerea si calculul
numarului de sortizoare vibratorii tip Jonson
Se alege in functie de
capacitatea de sortare 2 sortizoare vibratorii tip 1000K montate in paralel
avand urmatoarele caracteristici :
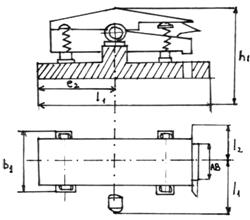 - capacitate de
sortare,t/24h : G=24t/24h
- capacitate de
sortare,t/24h : G=24t/24h
- consistenta de functionare ,
% : c=1.5 %
- caracteristici geometrice ,
mm :
AB=1000 mm
b1=1800 mm
h1=850
mm
h2=2700
mm
l1=2540
mm
l2=1270
mm
4. Alegerea aparatului tip
selectifiner
Debitul de pasta accept ce alimenteaza cutia de lansare ,m3/h
Q=2451.95 m3/h
Se alege in functie de capacitatea
de sortare un aparat tip III cu urmatoarele caracteristici :
-
capacitatea de sortare, l/min : Qs=4940 l/min
- consistenta de
functionare , % : c=0.65 %
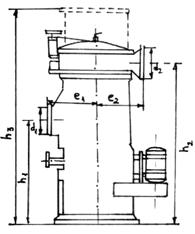 - diametrul perforatiilor , mm : =1.6-1.8
- diametrul perforatiilor , mm : =1.6-1.8
- puterea utila
, KW : Pu=40 KW
- puterea
instalata, KW : P=45KW
- turatia
motorului , rot/min : n=740 rot/min
Calcule
de dimensionare a rezervoarelor de pasta
1.Dimensionarea rezervoarelor de pasta de
pe linia de macinare fibra lunga
Calculul rezervorului de stocare
si omogenizare a pastei dupa destramare in hidrapulper
-
debitul orar de pasta alimentat in rezervor , m3/h
xR=
-
consistenta pastei, % : cH=3,5 %
-
timpul de stationare al pastei in rezervor , min :

- volumul util al rezervorului de
pasta , m3 :

Se alege ca tip constructiv un
rezervor de pasta vertical cu agitator tip elice cu urmatoarele
caracteristici dimensionale :
- capacitatea rezervorului , m3 :
V=155 m3
-
latimea canalului de recirculare , m : b=5.36 m
-
inaltimea utila a canalului de recirculare , m : h=5.36 m
-
lungimea cuvei rezervorului , m : lc=5.36 m
-
diametrul elicei agitatorului , m : =1.50 m
- turatia agitatorului , rot/min :
n=185 rot/min
-
puterea instalata a motorului , KW : P=75 KW
- turatia motorului , rot/min :
N=730 rot/min
2.Calculul rezervorului masinii de hartie
-
debitul orar de pasta alimentat in rezervor , m3/h :
Q11=
x11=
- consistenta pastei , % :
c=3-3.5 %
-
timpul de stationare al pastei in rezervor , m3 :  =35 min
=35 min
Volumul util al rezervorului de
pasta , m3 :
Se alege ca tip constructiv un
rezervor de pasta rectangular vertical cu urmatoarele caracteristici
dimensionale :
- capacitatea rezervorului , m3 :
V=155m3
- latimea rezervorului ,
m : B=5.37 m
- inaltimea utila ,
m : H=5.37 m
- lungimea cuvei rezervorului ,
m : L=5.37 m
- diametrul elicei agitatorului , m : =1.50 m
- turatia agitatorului , rot/min :
n=185 rot/min
- puterea instalata a motorului ,
KW : P=75KW
- turatia motorului , rot/min :
N=730 rot/min
Se iau 2 rezervoare cu capacitatea V=155m3
3 .Calculul rezervorului de amestec
al centralei de dozare
Q11=479.91 m3/h , x11=
- consistenta pastei , % : cH=
- timpul de stationare al pastei in
rezervor , min : =5 min
Volumul util al rezervorului de
pasta , m3 :
Se alege ca tip constructiv un
rezervor de pasta rectangular vertical cu urmatoarele caracteristici
constructive :
- capacitatea rezervorului , m3 :
V=40 m3
- latimea rezervorului , m :
B=3.42 m
- inaltimea utila , m :
H=3.42 m
- lungimea cuvei rezervorului ,
m : L=3.42 m
- diametrul elicei agitatorului , m : =0.900 m
- turatia agitatorului ,
rot/min : n=265 rot/min
- puterea instalata a motorului ,
KW, : P=37KW
- turatia motorului , rot/min :
N=975 rot/min
4.Calculul rezervorului de stocare si
omogenizare a bracului
- debitul orar de pasta
alimentat in rezervor , m3/h :
QB=36.745 m3/h xfibra B=918.616 Kg/h
- consistenta pastei , % :
cR=2.5 %
- timpul de stationare al pastei
in rezervor , min : =60 min
Volumul util al rezervorului de pasta , m3 :
Se alege ca tip constructiv un
rezervor de pasta vertical cu urmatoarele caracteristici
dimensionale :
- capacitatea rezervorului , m3 :
V=40 m3
- latimea canalului de recirculare ,
m : b=3.42 m
- inaltimea utila
a canalului de recirculare , m : H=3.42 m
- lungimea cuvei rezervorului , m :L=3.42
m
- diametrul elicei agitatorului ,
m : =0.900 m
- turatia agitatorului ,
rot/min : n=265 rot/min
- puterea instalata a
motorului , KW : P=37 KW
- turatia motorului ,
rot/min : N=975 rot/min
CAPITOLUL V
CONTROLUL, REGLAREA SI
AUTOMATIZARE PROCESULUI TEHNOLOGIC
5.1. Controlul de calitate si pe faze de fabricatie
Principalii parametri tehnologici care trebuie controlati si
reglati la prepararea pastei de hartie sunt: consistenta pastei in
diferite puncte ale fluxului tehnologic, gradul de macinare al celulozelor
dupa fiecare etapa de macinare si dupa morile de
egalizare, debitul si proportia componentilor la centrala de
dozare.
Controlul si reglarea consistentei
Consistenta constanta a pastei reprezinta o
conditie de baza pentru functionarea utilajelor de macinare
a epuratoarelor si masinii de fabricat hartie. Totodata, dozarea
componentilor pastei in proportiile impuse de sortul si
calitatea hartiei nu este posibila daca consistenta
fiecarui semifabricat fibros nu este reglata.
Mentinerea constanta a
consistentei se realizeaza cu ajutorul regulatoarelor montate in
derivatie sau in serie pe circuitul paste (figura 5.1 ).
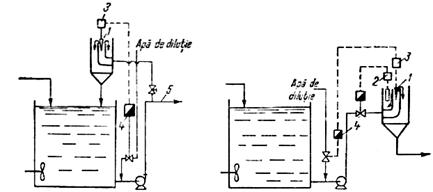
Figura 5.1 Schema de montaj
a regulatoarelor de consistenta :
1- regulator de consistenta ; 2 - regulator de debit ; 3 -
traductor ; 4 - mecanism executiv ;
5 - pasta cu consistenta
reglata
In prima varianta, numai o
parte a circuitului de pasta este trecuta prin regulatorul de
consistenta si precizia reglarii este mai mica. La
aceasta contribuie si faptul ca pasta, dupa ce
paraseste regulatorul, se intoarce in rezervorul de depozitare.
Prin montarea in serie a regulatorului, intreaga cantitate de pasta trece
prin acesta si precizia reglarii este mai ridicata. In ambele
cazuri se recomanda ca materialul debitat in regulator sa aiba o
consistenta de cca. 0,1 - 0,3% mai mare decat cea prestabilita.
Aceasta situatie impune reglarea consistentei in doua sau
trei trepte: in atelierul de macinare si nemijlocit inaintea
masinii de fabricatie.
In prezent, in industria hartiei se folosesc diferite tipuri
constructive de regulatoare de consistenta dar toate se bazeaza
pe acelasi principiu si anume: dependenta dintre
consistenta si viscozitatea cinematica a pastei. Variatia
acesteia din urma serveste ca impuls pentru reglarea
consistentei. Totusi viscozitatea cinematica depinde nu numai de
consistenta pastei ci si de natura materialului fibros, gradul de
macinare. Din aceasta cauza este necesara etalonarea
regulatoarelor de consistenta pentru conditiile concrete in care
functioneaza.
Destramarea si
individualizarea materialelor fibroase
Semifabricatele fibroase furnizate
sub forma de foi sau suluri, cu consistenta ridicata sau in
stare uscata sunt supuse unei operatii de destramare si
individualizare, premergator macinarii. Aceasta
operatie se realizeaza in hidrapulpere, utilaje utilizate pentru
destramarea bracului si maculaturii. Hidrapulperele sunt utilaje
indispensabile pentru circuitele de preparare continua sau
semicontinua a pastei de hartie.
Schema din figura 5.2
ilustreaza aparatura de baza pentru controlul si reglarea
parametrilor tehnologiei la un hidrapulper pentru destramarea celulozei.
Nivelul in hidrapulper este controlat prin reglarea pozitiei vanei cu trei
cai, LV-2. Regulatorul de nivel LRC-1 primeste semnalul de la
traductorul LT-1 si pozitioneaza vana in asa fel incat o
parte din debitul de pasta sa fie reciclat in hidrapulper.
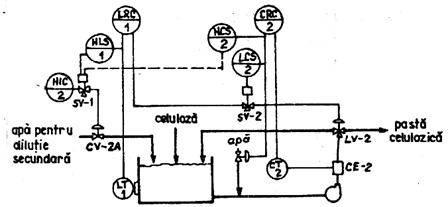
Figura 5.2 Aparatura de masura, reglare
si control la un hidrapulper pentru destramarea celulozei
Consistenta pastei evacuate
este masurata de elementul sensibil CE-2, marimea fiind
transmisa la regulatorul CRC-2 prin intermediul traductorului CT-2. Regulatorul CRC-2 comanda
pozitia vanei CV-2 de pe conducta de apa de dilutie, astfel ca
sa mentina consistenta la valoarea prescrisa pentru
operatia urmatoare.
Daca din anumite motive,
consistenta in hidrapulper creste pana la un anumit nivel la
care vana CV-2 este complet deschisa, un comutator pentru inalta
consistenta, HCS-2, localizat pe linia semnalului de comanda a
regulatorului CRC-2, sesizeaza situatia si energizeaza valva
- solenoid SV-1 de pe conducta de apa pentru dilutie
suplimentara, comandand deschiderea vanei CV-2A. Adaosul de apa de
dilutie pe linia suplimentara se face pana cand valoarea
consistentei in hidrapulper permite inchiderea vanei CV-2 pana la
pozitia normala de operare in domeniul de reglaj a regulatorului de consistenta. Apoi,
comutatorul HCS-2 inchide valva secundara CV-2A. Cantitatea de apa
introdusa pe linia suplimentara de dilutie se regleaza
manual, HIC-2.
Daca in timpul dilutiei
secundare, nivelul in hidrapulper devine prea ridicat, comutatorul de nivel
ridicat, HLS-1 localizat pe linia semnalului traductorului LT-1, va dezenergiza
valva - selenoid, SV-1 si va inchide vana CV-2A.
La regulatorul de
consistenta CRC-2 este atasat si un comutator de joasa
consistenta, LCS-1 care sesizeaza situatiile cand
consistenta este prea mica si iese din domeniul de control. In
acest caz, comutatorul LCS-2 actioneaza asupra valvei - selenoid
SV-2, care comanda mentinerea vanei LV-2 pe pozitia recirculare
pana consistenta in hidrapulper creste la o valoare
corespunzatoare domeniului de reglaj.
Controlul
procesului de macinare
Calitatea pastei macinate se apreciaza prin gradul de
macinare, viteza de deshidratare,
lungimea medie a fibrelor, suprafata si volumul specific, capacitatea
de retinere a apei ( W.R.V.), precum si prin analiza vizuala a
fibrelor cu ajutorul microscopului sau a aparatelor de proiectie.
Pentru determinarea lungimii medii a fibrelor se poate utiliza metoda
microscopica, dar aceasta necesita multa experienta din partea
operatorului si timp indelungat. De aceea, in prezent o larga
raspandire o au aparatele de clasare, care separa pasta in
fractiuni, utilizand site cu ochiuri calibrate.
Se deosebesc lungimea medie aritmetica a fibrelor, calculata
cu relatia:
 si medie
ponderala, data de relatia:
si medie
ponderala, data de relatia:
 , in care:
, in care:
li - este lungimea fibrelor, mm
pi - greutatea procentuala a fiecarei
fractiuni
n - numarul de fibre luate in analiza.
Lungimea medie aritmetica a fibrelor
este mai putin semnificativa. Ea nu tine seama de
continutul in greutate a fiecarei fractiuni, deoarece este
putin probabil ca fibrele sa aiba acelasi diametru.
Gradul de fibrilare si hidratare a fibrelor in procesul de
macinare poate fi evidentiat prin masurarea suprafetei
si volumului specific. In acest scop se poate utiliza, fie metoda
argintometrica, fie metoda permeabilitatii la gaze sau la
apa.
Procesul de macinare poate fi urmarit cu precizie mai mare
decat pe baza gradului de macinare SR prin capacitatea de retinere (
cifra WRV) a apei. Este vorba de cantitatea de apa care este retinuta
intr-o proba de material, dupa centrifugare, timp de 15 minute cu o
forta centrifuga de 3000 g. Cifra WRV caracterizeaza cu
suficienta precizie starea de hidratare a fibrei, respectiv indica
stadiul de fibrilare si este practic independenta de starea fibrelor.
Ea prezinta un criteriu de apreciere indirecta a volumului specific
al fibrei.
Controlul si reglarea macinarii in flux continuu.
Dintre utilajele moderne destinate macinarii materialelor
fibroase, morile conice si rafinoarele cu discuri sunt principalele care
se utilizeaza curent in practica industriala. Ambele tipuri de
utilaje au drept componente de baza elemente active stationare
si mobile si ca urmare instrumentele de control si reglare sunt
similare.
Automatizarea operatiei de macinare se asigura prin
masurarea a diferiti parametri, cum ar fi: puterea preluata de
motorul de antrenare a rotorului, temperatura pastei de-a lungul morii, gradul
de macinare a celulozei. Frecvent, se recurge la o combinatie de
parametri care permit reglarea automata a pozitiei rotorului.
In figura 5.3 este reprezentata o schema de control a
macinarii la o moara conica, care se bazeaza pe
masurarea puterii preluate de motorului de actionare si a
diferentei de temperatura a pastei la iesirea si intrarea
in moara conica. Principiul de control se bazeaza pe reglarea
marimii lucrului mecanic consumat la macinare prin pozitionarea
rotorului morii.
Elementele sensibile pentru masurarea temperaturii sunt localizate
pe conductele de intrare si respectiv de iesire a pastei din
moara.
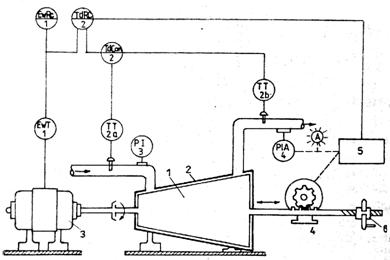
Figura 5.3 Schema de reglare si control a functionarii unei mori conice,
folosind ca parametru de baza diferenta de temperatura a pastei
de-a lungul morii
In
care :
1 - rotor ;
2 - stator ;
3 - motor
principal de actionare a morii ;
4 - dispozitiv de
pozitionare a rotorului ;
5 - comutator reversibil ;
6 - roata
manuala
Traductoarele de
temperatura TT-2a si TT-2b transmit valorile unui traductor
diferential TdCon2-care transforma diferenta de temperatura
inregistrata de-a lungul morii intr-un semnal, ce se transmite
regulatorului diferential TdRC-2. Acesta emite un semnal tip impuls care
actioneaza releul comutatorului reversibil de pornire a motorului
dispozitivului de pozitionare a rotorului care deplaseaza rotorul
inauntru sau afara, astfel ca sa mentine nivelul prescris
al lucrului mecanic.
Puterea motorului principal de actionare al morii este
masurata si transmisa de traductorul EwT-1 la regulatorul
EwRC-1 si in acelasi timp regulatorului diferential de
temperatura TdRC-2, fiind utilizata ca o marime
suplimentara de control. Cand apare o suprasarcina, aceasta este
detectata de regulatorul diferential intr-un interval de timp
relativ mare, astfel ca pozitionarea
rotorului se face cu intarziere. Regulatorul de putere detecteza suprasarcinile
mult mai repede si transmite un semnal corespunzator regulatorului
diferential de temperatura, care-l utilizeaza pentru ajustarea
actiunii de control.
Indicatorul de presiune PI-3 se foloseste ca indicator al unor
infundari acidentale sau intreruperi in alimentarea cu pasta a morii.
Indicatorul cu alarma PTA-4 se utilizeaza in acelasi scop
si totodata acesta comanda depresarea completa a rotorului
in cazul intreruperii alimentarii, prin amplificarea semnalului de
comanda dat de regulatorul TdRC-2 comutatorului reversibil.
Cand se utilizeaza gradul de macinare ca baza de control
a functionarii morii conice, reglarea se poate efectua prin
actionarea directa asupra motorului de pozitionare a rotorului,
sau printr-un sistem de reglare in cascada, asa cum se arata in figura 5.4
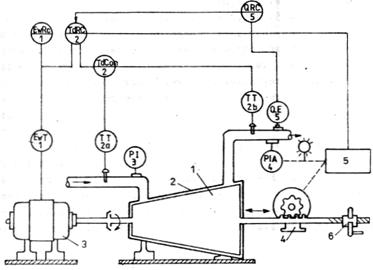
Figura 5.4 Schema de reglare si control a
functionarii unei mori conice, folosind ca parametru de baza
gradul de macinare a celulozei
In care :
1 - rotor ;
2 - stator ;
3 - motor principal de
actionare a morii ;
4 - dispozitiv de
pozitionare a rotorului ;
5 - comutator
reversibil ;
Un astfel de control al
functionarii morii conice presupune utilizarea unui instrument pentru
evaluarea gradului de macinare in flux continuu, acesta putand amplasat pe
conducta de evacuare sau pe o conducta de by-pass. Regulatorul QRC-5
ajusteaza marimea de referinta a regulatorului
diferential de temperatura TdRC-2, astfel incat va comanda deplasarea
rotorului astfel incat sa se asigure gradul de macinare dorit.
Dozarea componentilor
si omogenizarea pastei de hartie
Asa cum s-a aratat mai inainte, hartiile se obtin din
unul sau mai multe semifabricate fibroase care satisfac atat cerintele de
calitate impuse produsului finit, cat si aspectele economice.
Totodata, in marea majoritatea cazurilor in compozitia hartiilor se
introduc diferite materiale auxiliare - substante de incleiere si de
umplere, diferiti aditivi - pentru a realiza proprietatile
produsului finit sau pentru a imbunatati procesul de fabricare a
hartiei. Atunci cand se folosesc mai multe semifabricate fibroase
macinarea lor se separat numai daca raportul intre componenti
este aproape unu. Cand unul dintre componenti este sub 20% macinarea
in amestec este preferata din considerente economice.
La prepararea pastei de hartie pe sarje, fiecare component se
introduce in cantitatea prestabilita intr-un rezervor de amestec sau
direct in rezervorul masinii. Acest sistem de dozare se utilizeaza
numai in cazul masinilor de capacitate mica la care se schimba
des sortimentatia.
La fabricarea sortimentelor de masa se folosesc exclusiv sisteme
de dozare cu functionare continua, dintre care cea mai mare
raspandire o au sistemele de dozare cu debitmetre magnetice.
In figura 5.5 este
reprezentata schema unui sistem de dozare continua a
componentilor pastei de hartie cu debitmetre magnetice. Pentru fiecare
component se foloseste o bucla de control constituita dintr-un
debitmetru magnetic, un regulator de debit si o vana automata.
Un regulator de nivel atasat rezervorului de amestec ajusteaza
valoarea prescrisa a regulatorului de debit, astfel ca proportionarea
componentilor sa corespunda retetei.
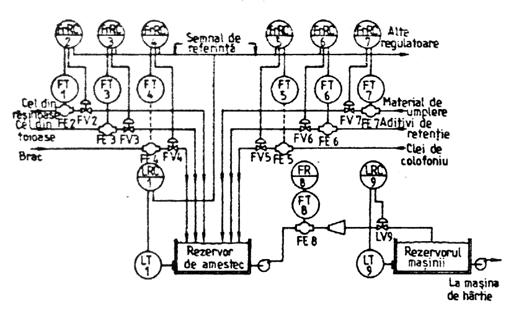
Figura 5.5 Schema unui sistem de dozare
continua a componentilor pastei
Regulatorul LRC-9 mentine
nivelul in rezervorul masinii prin intermediul vanei automate LV-9, in
functie de debitul necesar la alimentarea masinii. Debitul de
pasta transmis de traductorul FT-8 este inregistrat pe FR-8, elementul sensibil
fiind diafragma FE-8. Regulatorul de nivel LRC-1 mentine constant nivelul
in rezervorul de amestec ca raspuns la debitul de pasta evacuat din
acest rezervor la comanda regulatorului LRC-9. Astfel, nivelul in rezervorul de
mestec reflecta schimbarile de debit la alimentarea masinii de
fabricatie, iar regulatorul urmarind aceste schimbari isi
modifica semnalul la mecanismul de proportionare localizat pe fiecare
bucla de reglare a debitelor pentru: celuloza de rasinoase,
FRRC-2, celuloza din foioase FRRC-3, brac FRRC-4,
material de incleiere FRRC-5, aditiv de retentie, FRRC-6,
material de umplere FRRC-7 si alti aditivi.
Dispozitivul de
proportionare regleaza valoarea prescrisa la fiecare regulator
in concordanta cu debitul total de pasta. Debitele fiecarui
component sunt masurate de debitmetrele FT-2, FT-3, FT-4, FT-5, FT-6,
FT-7. aceste semnale de debit fiind transmise regulatoarelor respective, care
comanda pozitia vanelor automate: FV-2, FV-3, FV-4, FV-5, FV-6
si FV-7.
In toate sistemele de dozare consistenta constanta a pastei
intrate reprezinta o conditie fundamentala pentru buna
functionare a sistemului. De aceea premergator centralei de dozare se
realizeaza reglarea separata a consistentei tuturor
componentilor pastei de hartie.
Masina de fabricat hartie trebuie alimenta continuu si
uniform cu pasta ceea ce impune crearea unui stoc tampon in circuitul de
preparare a pastei. Prin aceasta creste si gradul de uniformitate a
pastei, in special in cazul folosirii holendrelor pentru macinarea
semifabricatelor fibroase.
Rezervorul de omogenizare este construit din beton ( sclivisit sau
faiantat in interior ) sau din otel inoxidabil si prevazut
cu un dispozitiv adecvat pentru agitarea pastei, cu palete, cu elice sau
circulatie exterioara prin pompare.
Rezervoarele de omogenizare sunt de forma cilindrica sau
paralelipipedica, verticale sau orizontale.
La alegerea rezervoarelor de omogenizare trebuie sa se
tina seama de urmatoarele conditii:
variatia consistentei
pastei in diferite puncte ale rezervorului sa fie mai mica de 0,1%;
amestecarea pastei care se
introduce cu cea care se gaseste in rezervor trebuie sa se
realizeze intr-un interval de timp cat mai scurt ;
agitarea pastei sa fie
uniforma pe intreaga sectiune si inaltimea
rezervorului sa nu se formeze locuri in care pasta sa nu circule;
sa se evite aerarea
pastei.
Volumul rezervoarelor de omogenizare este determinat de capacitatea de
productie a masinii de fabricatie si de sistemul de
preparare al pastei si poate fi calculat cu relatia :
V = Q t / f unde,
V - volumul rezervorului, m3 ;
Q - debitul de pasta alimentat in rezervor, m3/min. ;
t - durata necesara pentru
uniformizarea continutului, gradului de macinare si a altor
caracteristici ale pastei, min. ;
f - coeficientul care tine
seama de gradul de uniformitate al pastei, inainte si dupa
omogenizare.
In figura 5.6 este reprezentata
dependenta dintre coeficientul f, volumul specific si gradul de
uniformitate al pastei dupa si inainte de omogenizare din care se
vede ca, cu cat sunt mai mari variatiile in timp ale gradului de
macinare si consistentei la prepararea pastei de hartie cu atat
volumul rezervoarelor este mai ridicat.
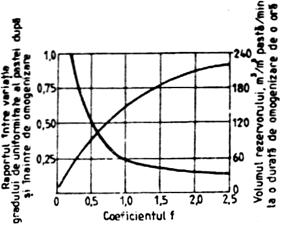
Figura 5.6 Dependenta
intre volumul rezervorului de omogenizare si gradul de uniformitate al
pastei
In practica, volumul rezervorului de
omogenizare este calculat astfel incat sa asigure functionarea
masinii de fabricatie timp de 0,5 - 1h in cazul prepararii
continue a pastei si 2 - 4h la prepararea discontinua.
Rezervoarele de omogenizare cu
agitator tip elice au in prezent cea mai larga utilizare. Ele au diferite
forme constructive si asigura o buna omogenizare a pastei la consistente cuprinse intre 2 si
6%.
Controlul parametrilor la
epurarea pastei
Schema de reglare si control
este prezentata in figura 5.7 care
contine o schema detaliata a unui circuit de epurare, care
cuprinde trei trepte de sortare a pastei papetare in centriclinere.
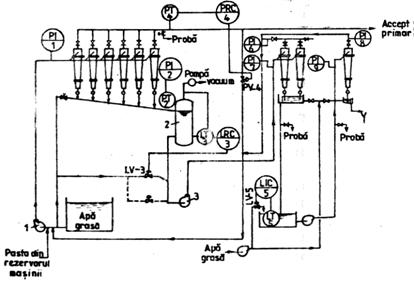
Figura 5.7 Schema de control a parametrilor
tehnologici la epurarea pastei de hartie in centriclinere
Pompa de inalta presiune
alimenteaza pasta la treapta a I a centriclinere. Pe conducta
principala de alimentare se afla indicatorul de presiune PI-1, iar
presiunea se regleaza la valoarea prestabilita (2,5 - 3 105 N/m2), prin bucla PT-4, PRC-4, PV-4. Vana de
reglare automata a presiunii PV-4, se gaseste amplasata pe
by-pass-ul de reciclare a pastei la aspiratia pompei de inalta
presiune, unde se aduce materialul din rezervorul masinii si apa
grasa de dilutie.
Pasta alimentata sub presiune
in fiecare aparat, datorita sectiunii conice parcurge un drum in
spirala astfel ca in centrul centriclinerului se creeaza un
usor vacuum, care poate determina aerarea pastei. Pentru a evita acest efect
nedorit, uneori la treapta intaia se aplica vacuum pe conducta de refuz.
Valoarea vacuumului este indicata de PI-2 si nivelul in rezervorul
(2), conectat la pompa de vacuum, se controleaza cu bucla LT-3, LRC-3,
LV-3. Vana automata LV-3 se gaseste amplasata pe conducta
de dilutie a refuzului de la aspiratia pompei, care alimenteaza
treapta a II a centriclinere.
La treptele II si III se
indica presiunea pe conductele de alimentare, si accept,
indicatoarele fiind amplasate convenabil pentru ghidarea operatorului.
Rezervorul de colectare a refuzului
de la treapta a II a este prevazut cu un regulator de nivel cu indicator
LIC-5, care mentine constant nivelul actionand vana LV-5 de pe
conducta de refulare a pompei de dilutie cu apa grasa.
Pentru selectifinere
instrumentatia de control este foarte simpla si in general
consta dintr-un manometru pe conducta de alimentare a
spriturilor de apa pentru curatarea sitei si un
indicator de nivel.
CAPITOLUL VI
UTILITATI; PRODUSE
SECUNDARE VALORIFICAREA PRODUSELOR SECUNDARE, PROTECTIA MEDIULUI
In afara de materiile prime
si auxiliare , pentru obtinerea industriala a oricaror
produse sunt necesare utilitati, agenti indispensabili
intregului proces.
Economicitatea intregului proces
tehnologic, tradusa prin costul de productie al produselor finite,
poate fi influientata de disponibilitatile pe amplasamentul
ales:
 apa;
apa;
abur;
erergie
electrica.
Apa
Se stie ca industria
hartiei este una din marile consumatoare de apa.Ca urmare, amplasarea
fabricilor se face in functie de disponibilitatile de apa
din zona,dar si in functie de calitatea apei.
Dupa modul de utilizare deosebim:
- apa tehnologica ce
intra direct in procesul de fabricatie;
- apa de racire sau de
incalzire;
- apa potabila folosita
la instalatii sanitare, birouri, laboratoare;
- apa de incendiu.
Apa
utilizata in scopuri tehnologice poate fi apa dedurizata sau
demineralizata.
Apa de racire poate proveni din
fantani de adancime , temperatura ei se mentine intre 10-15oC
in timpul anului, sau apa de la turnurile de racire, cand se
recircula, avand temperatura in timpul verii de 25-30oC.Temperatura
apei la iesirea din aparate nu trebuie sa depaseasca 50oC.Racirile
cu apa industriala se pot realiza pana la 35-40oC.
Apa ca agent de incalzire poate
fi:
- apa calda cu temperaturi pana la 90oC;
- apa fierbinte, sub presiune cu temperaturi intre 130-150oC
Apa este un agent termic cu capacitate
calorica mare, usor de procurat.Pentru incalzire se prefera
apa dedurizata pentru a se evita depunerile de piatra .
Energia
electrica
Aceasta reprezinta una din cele mai folosite
forme de energie din industria chimica datorita usurintei
de transport la distante marisi la puncte de consum, cat si randamentelor
mari cu cite poate transformata in alte fome de energie: energie
mecanica, termica sau luminoasa.
Energia
elecrica este folosita si la incalzire prin transformarea
in caldura, folosind mai multe tehnici:
- trecerea curentului prin rezistentele
electrice;
- folosirea curentilor
de inalta frecventa,medie si mica;
- folosirea pierderilor
dielectrice.
Avantajul
incalzirii electrice consta in reglarea usoara a
temperaturii, posibilitatea reglarii caldurii intr-un punct,
introducerea unei cantitati mari de caldura intr-un volum
mic, realizarea unei incalziri directe fara
impurificareamediului si la orice presiune.
Dezavantajele utilizarii energiei
electrice il constituie costul ridicat si impunerea unor masuri
speciale de protectie a muncii.
Alimentarea cu energie electrica se face
de la sistemul national sau de la grupurile electrogene (in caz de
avarie).
Atelierul de preparare a pastei de hartie este conectat la reteaua
de curent trifazat cu tensiunea de 380V si frecventa 50Hz si la reteaua de curent bifazat cu
tensiunea de 220V si frecventa 50Hz.
Curentul preluat este tranformat la 380V,
fiind utilizat la aceasta tensiune la alimentarea electromotoarelor,
pentru iluminat si pentru instalatiii de automatizare se
foloseste curent de 220V. Pentru alimentarea motoarelor agitatoarelor de
la rezervoarele de amestec se recomanda folosirea curentului continuu,
fiind necesara o redresare; asfel se poate obtine o buna reglare
a turatiei in functie de conditiile reologice.
In
cadrul sistemului de alimentare cu energie electrica exista si
baterii de acumulatoare care genereaza curent, constitutind sursa de
curent independenta.
Aerul
comprimat
Aerul
comprimat se obtine la o statie speciala de comprimare.El este
folosit pentru actionarea
aparatelor de masura si de reglare.
Valorificarea produselor secundare,
protectia mediului
Principalul deseu rezultat la
prepararea pastei pentru fabricarea hartiei este apa grasa.
Substantele organice in suspensie si dizolvate in apele grase sunt in
buna parte hidrodegradabile si sunt evacuate din fabrica in
lacuri sau rauri ele constituind poluanti puternici.Astfel din circuitul
de fabricatie a hartiei vor fi eliminate in apele reziduale
cantitati insemnate de materiale fibroase si auxiliare, afectand
mediul inconjurator si pretul de cost al hartiei.
Conform STAS 1481-76
procesul de epurare a apelor uzate consta in indepartarea din ele a
substantelor toxice, microorganismelor, etc. in scopul protectiei
mediului ambiant si in primul rand a emisarului (raul care le preia
dupa epurare) si a solului. O epurare corecta trebuie sa
asigure conditii pentru folosirea in continuare a apei din raurile in care
varsa efluentul de la statiile de epurare pentru alimentari cu
apa, piscicultura, agricultura, etc.
Ca optima masura, STAS 1481 - 76 prevede ca apele uzate
sa fie evacuate intotdeauna in aval de punctele de folosinta. De
asemenea, STAS 4706-74 stabileste o serie de conditii tehnice de
calitate care trebuie sa le indeplineasca amestecul dintre apa
uzata si a emisarului in aval de punctul de evacuare a apelor uzate,
astfel incat folosintele in aval sa nu fie afectate.
Epurarea
apelor reziduale se realizeaza in statii de epurare, acestea
facand parte integranta din canalizarea orasului sau a
industriei. Apele uzate industriale sunt emise in reteaua de canalizare
numai daca indeplinesc anumite conditii stabilite de "Normativul
privind conditiile de descarcare a apelor uzate in retelele de
canalizare a centrelor populate" N-2-70(C-90-70).
Atelierul de praparare a pastei de
hartie este mare consumator de apa.Reducerea consumului de apa
proaspata si a cantitatilor de ape grase evacuate, impune
rationalizarea circuitelor de apa in cadrul sectiei.Suspensia de
fibra si materiale auxiliare in apa trebuie intoarsa
sistematic in fluxul tehnologic in punctele unde poate fi acceptata.
Un prim punct: diluarea pastei
inaintea cutiei de lansare.Materialele sub forma de suspensie din apele
grase nu difera calitativ de cele din pasta si deci nu vor crea
dificultati de ordin tehnologic. Totusi, volumul total de
apa grasa rezultat la partea umeda a masinii
depaseste necesarul pentru diluarea pastei si deci pentru
reducerea incarcarii instalatiei de limpezire este indicat sa
fie alimentate cu ape garse cu continut de materiale in suspensie redus.
Apele grase vor fi supuse epurarii
prin filtrare, decantare sau flotatie folosind epuratoare.Se
realizeaza o epurare primara si apoi o epurare secundara.
Namolurile rezultate la epurarea secundara au substante solide
dominant fibre la care se adauga si alte materiale auxiliare.Deoarece
aceste namoluri au compozitie care nu difera calitativ, decat in
mica masura de pasta din
care au provenit, ele pot fi reintroduse in circuitul de fabricatie.
CAPITOLUL VII
STUDIU DE FEZABILITATE
Studiu de fezabilitate
Un element important in evitarea
esecului unui proiect sau a unei afaceri este elaborarea studiului de
fezabilitate.
Acesta reprezinta domeniul prin
care ideea unui proiect este comunicata potentialilor parteneri sau
finantatori.
Studiul de fezabilitate nu este un
sir de calcule si tabele ci o modalitate de comunicare si
organizare a unei idei.
Nu exista o stuctura
standard a unui studiu de fezabilitate. Acesta are forme diferite in
functie de scopul principal urmarit. Exista institutii care
impun o anumita structura acestui studiu. Ceea ce este esential
este ca studiul de fezabilitate sa aiba o coerenta
interna bine justificata si sa contina toate
elementele necesare judecarii proiectului in ansamblul sau.
Studiul de fezabilitate este
organizat pe capitole. Fiecare dintre aceste capitole poate fi dezvoltat pe o
pagina sau mai multe. Important este ca dupa lecturarea capitolului
sa putem raspunde la intrebarile ce? unde? cand ? cine? cum?
specifice metodei interogative, utilizate in practica manageriala.
7.1 Motivul
7.1.1 Istoricul proiectului
A .Descrierea ideilor de baza ale
proiectului
Elaborarea acestui proiect, este o
concretizare a dorintei de a face ceva util si de a valorifica
cunostintele de specialitate dobandite. Este rezultatul
valorificarii documentatiei din literatura de specialitate si al
unei cercetari de laborator din ultimii ani de facultate.
S-a tratat proiectarea tehnologica a atelierului de preparare a
pastei pentru fabricarea hartiei strat neted care asigura o productie de 90000t/an hartie strat neted avand gramajul de : q = 120g/m2 si utilizand ca
materii prime celuloza sulfat de rasinoase in proportie de 80 %
si maculatura 20 %.
B . Necesitatea si
oportunitatea proiectului.
In Romania, consumul de hartie in
perioada 2000-2007 a crescut cu 35%, de la 30 kg/locuitor in 2000 la 37
kg/locuitor in 2007. Consumul de hartie al Romaniei se mentine totusi foarte
scazut in comparatie cu tarile dezvoltate.
Acestea sunt motivele pentru care s-a
ales ca tema pentru proiectul de diploma : proiectarea liniei de
preparare a pastei pentru fabricarea hartie strat neted cu o capacitate de
90000 t/an.
Piata potentiala o reprezinta tipografiile si
distribuitorii de produse de papetare atat din Romania, cat si din Europa
de Est si de Sud - Est.
C . Capacitatea de
productie proiectata
Conform temei de proiectare Cp= 90000 t/an
7.1.2. Initiatorul proiectului
A . Numele si adresa initiatorului
Univesitatea tehnica "Gheorghe Asachi"
Facultatea Inginerie Chimica
Catedra TCHFP
Splai Bahlui
B . Numele si adresa
executantului
Student Adrian Barladeanu
Facultatea Inginerie Chimica
Sectia ITFH
Grupa 2506
Adresa Iasi str. Tudor -Vladimirescu
C . Posibilitati de
finantare
Finantarea va fi asigurata dupa cum urmeaza:
credite 100%.
D . Parteneri de realizare a
proiectului
Proiectul este
realizat de studenta Butnaru Petronela Mariana sub indrumarea cadrului didactic
de proiect.
7.1.3.
Initierea proiectului
A . Data declansarii proiectului
Tema
de proiect a fost primita pe data de
B . Studii de
investigare parcurse
Elaborarea
proiectului se bazeaza pe cunostintele acumulate in timpul
facultatii, pe consultarea bibliografiei de specialitate si pe
elaborarea a trei proiecte tehnologic, de utilaj, de management.
C . Concluzii,
decizii luate in urma studiilor anterioare
Documentarea
facuta si proiectele intocmite anterior conduc la concluzia
ca produsul, hartie strat neted, are calitatile cerute de
piata si reale posibilitati de dezvoltare.
7.2. Piata
Cercetarea proprie
Marea majoritate
tehnicilor cercetarii de piata necesita mult si
cunostinte speciale de marketing. De aceea am recurs la o
tehnica mai simpla care ne-a permis insa sa culegem un
volum suficient de informatii. Intr-o prima etapa am identificat
piata careia vrem sa ne adresam. Am discutat si ne-am
consultat cu colegii, cadre didactice, cercetatori si
specialisti chimisti si potentiali clienti. Am ajuns
la concluzia ca produsul nostru este fezabil si ca va avea
succes.
Dimensiunea pietii
A .
Marimea compozitia cererii efective
In urma
cercetarii intreprinse in cadrul proiectului de management apreciem
ca produsul este cerut atat pe piata interna(50%) cat si
externa(50%).
B . Estimarea cererii pe durata de viata a
produsului
Timpul afectat
elaborarii proiectului de diploma nu ne-a permis o evaluare a duratei
de viata a produsului. Din documentarea in literatura de specialitate
apreciem ca cel putin 20 de ani piata va absorbi cantitatea de 90000
t/an(capacitatea de productie din tema).
7.2.3 Programul de vanzari
A . Politica de distributie
Distributia
produsului se va face
-40%
retea proprie
-60%
prin intermediari
B . Politica de pret
Pretul
produsului se va stabili pe baza costurilor si a profitului planificat.
Daca va
exista o concurenta slaba iar cerere va fi ridicata este
posibil ca dupa 6 luni sa crestem pretul.
In cadrul politicii de preturi
vom practica
- pret de lansare,
practicat la lansarea produsului pe piata. Va fi mai mic decat
pretul pietii ;
- pret unic, fixat
pentru cumparatorii care vor cumpara de la noi produse in
aceeasi cantitate anual, ;
- pret flexibil, fixat
pe baza de negociere ;
- pret de lider, adoptat
daca firma va atinge o pozitie dominanta pe piata
C .Comisioane, reduceri de
pret acordate
Politica de preturi practicata include si acordarea unor
reduceri de pret si a unor facilitati dupa cum
urmeaza:
- reduceri de
pret pentru vanzarea unor cantitati mari sau plata cash,
-
bonificatii pentru clientii care pot face reclama produsului
nostru,
- reduceri de
pret pentru clientii fideli care vor cumpara produsul pe o
perioada de cel putin un an.
D . Servicii si facilitati dupa
vanzare
Avand in vedere
specificul produsului nostru apreciem ca nu este cazul sa
acordam servicii si facilitati dupa vanzare.
E . Estimarea veniturilor din vanzari
Pretul de vanzare este de 1,200
lei/kg, respectiv 1200 lei pe tona
Productia preconizata a se
obtine este de 88000 t pe an
Veniturile din vanzari vor fi 105 600 000 lei/an.
F .
Estimarea costurilor de vanzare
Costurile de
vanzare sunt formate din cheltuieli pentru comisioane, reclame, pregatirea
vanzarilor. Un calcul estimativ arata ca vor fi cuprinse intre
0,5-1% din pretul produsului.
G . Estimarea
costului de distributie
Costul de
distributie este format din costul de ambalare si comisioane.
Reprezinta 0,2-0,5% din pretul produsului.
7.3 Programul de productie
7.3.1. Descrierea produsului tehnologic(schema bloc)
Schema
bloc este prezentat in paragraful 3.4.
7.3.2. Structura de productie
Este
prezentata in figura 7.1




Figura
7.1 Structura de productie a
intreprinderii
7.3.3 Caracterizarea procesului tehnologic
Caracterizarea
procesului tehnologic de baza sunt trecute in tabelul. 7.1
Caracteristicile procesului tehnologic de
baza Tabelul 7.1
|
Nr. crt.
|
Caracteristici
|
Valori
|
|
Felul
procesului
|
continuu
|
|
Tipul
productiei
|
serie
|
|
Destinatia
produselor
|
intern 50% si extern 50%
|
|
Factori care
influenteaza organizarea
productiei
|
- natura
materiei prime;
- natura procesului tehnologic;
- natura
produsului finit.
|
7.4. Capacitatea de productie
7.4.1 Motivarea alegerii
valorii capacitatii de productie (Cp)
Am stabilit pentru Cp o valoare de 90000t/an avand in vedere
pragul de rentabilitate si posibilitatile pietii de a
absorbi aceasta cantitate.
7.5. Materii prime si materiale .Utilitati
Necesarul de materii prime si
materiale este determinat in capitolul VI
Necesarul de utilitati este stabilit in capitolul VI.
7.6. Conditii locale
7.6.1.
Amplasament
Pentru
determinarea amplasamentului optim al acestei instalatii, am avut in
vedere, tinand seama de specificul produsului finit si al materiilor
prime utilizate, urmatoarele criterii:
C1 apropierea fata de sursa de apa
tehnologica
C2 gradul de poluare al zonei
C3 asigurare cu forta de munca
calificata
Am
considerat ca posibilitati de amplasare 4 variante:
 V1
Iasi
V1
Iasi
V2 Ploiesti
V3 Bacau
V4 Roman
Analizand
fiecare varianta din punct de vedere al fiecarui criteriu s-a
intocmit matricea aprecierilor calitative:
Tabelul 7.2. Matricea aij
|
C
V
|
C1
|
C2
|
C3
|
|
V1
|
F.B
|
B
|
F.B
|
|
V2
|
B
|
N
|
B
|
|
V3
|
B
|
F.B
|
B
|
|
V4
|
N
|
B
|
B
|
In care: C-
criterii; V-variante; F.B- foarte bun; B-bun; N- nesatisfacator
Transformand
calificativele in note din scara 0÷1 obtinem matricea utilitatilor
din tabelul 7.3
Tabel
7.3. Matricea a*ij
|
C
V
|
C1
|
C2
|
C3
|
|
V1
|
|
|
|
|
V2
|
|
|
|
|
V3
|
|
|
|
|
V4
|
|
|
|
|
Kj
|
|
|
|
In care:
1=F.B; 0,5=B; 0=N; Kj =coeficient de importanta
Pentru
ierarhizarea criteriilor am stabilit coeficientii de importanta
Kj pentru fiecare criteriu in parte, astfel incat 
Metoda
Electre fundamenteaza decizia pe baza a doi indicatori:
a)
de concordanta
b)
de discordanta
a)
Am determinat indicatorii de
concordanta:
Indicatorul
de concordanta intre doua variante de amplasare se
defineste cu relatia:
 (Vg,Vh)=
(Vg,Vh)=
- pentru
a*gj >a*hj
Rezultatele
sunt trecute intr-un tabel, tabelul 8.6.
Tabelul 7.4. Coeficientii de
concordanta
b)
Am determinat indicatorul de
discordanta:
d (Vg,Vh)=
In care: d -
ecartul sau distanta max dintre note
Tabelul
7.5. Indicatori de discordanta
c) Alegerea
variantei optime. Se face diferenta dintre indicatorii de
concordanta si cei de discordanta. Se face suma dintre
acestei diferente pentru fiecare criteriu, cea mai mare valoare dintre
aceste sume indica varianta optima.
Tabelul 7.6. Matricea diferentelor
Varianta
optima este V3.
7.6.2. Organizarea transportului intern
7.6.2.1. Proiectarea obiectivelor transportului intern
Principalele
obiective ale organizarii rationale a activitatii de
transport intern sunt urmatoarele:
amplasarea rationala a
depozitelor;
intocmirea unui plan optim de
transport si urmarirea realizarii;
mecanizarea si automatizarea
unor operatii de transport;
dimensionarea rationala
a cailor de circulatie si acces;
intretinerea si
exploatarea judicioasa a mijloacelor de transport din dotarea firmei:
camioane, electro si motostivuitoare.
7.6.2.2. Stabilirea transporturilor care se
realizeaza in intreprindere
Desfasurarea
conducerii, productiei si a muncii in cadrul sistemului de
fabricatie comporta o serie de operatii de transport pentru
materiale, utilitati, informatii si personal.
a) Transportul materialelor
Avand in
vedere specificul procesului tehnologic din cadrul intreprinderii in care se
afla fabricare a pastei de hartie pentru hartie tipar, transportul intern
se efectueaza in special in conducte pentru materiile prime folosite in
sectiile de productie si mijloacele mecanizate ( autocare, benzi transportoare)
pentru produsele finite.
In cadrul
intreprinderii este o zona de depozitare formate din dozatoare pentru clei
de colofoniu, sulfat de aluminiu spre
sectiile de productie situata in aer liber .Transportul in
functie de materialele transportate este asigurat in felul urmator(
tabelul7.7 ):
Tipuri de mijloace de transport
si de transporturi din cadrul intreprinderii proiectate
Tabelul
7.7
|
Nr.crt.
|
Denumire mijloc
transport
|
Ce se transporta
|
Natura materialului transportat
|
De unde pana unde se
transporta
|
Tipul de trasport propus
|
|
Banda transportoare
|
Coli celuloza
|
Materie prima solida
|
- depozit
material finit
- sectie
|
-pendular unidirectional
|
|
Conducte
|
-ape
|
Material lichid
|
-intre sectiile de productie
|
-pendular unidirectional
|
b) Transportul utilitatilor sa se realizeze in sistem
liniar pentru energia electrica si in sistem circular pentru abur
si apa industriala
c) Transportul informatiilor sa se realizeze prin transmitere
directa si prin transmitere pe suporti ( rapoarte de tura,
situatii centralizatoare, note de predare)
7.6.3 Organizarea depozitarii
7.6.3.1 Proiectarea obiectivelor activitatii de
depozitare
Principalele
obiective sunt trecute in tabelul 7.8.
Tabelul 7.8.
Obiective principale ale organizarii
rationale a depozitelor
|
Nr. crt.
|
Obiective
|
Mijloace de realizare
|
|
Simplificarea
operatiilor de inventariere
|
Amplasarea
rationala a materialelor
Folosirea de
mijloace moderne de depozitare
Accesibilitatea
directa la materialele depozitate
|
|
Modificare rapida a amplasarii materialelor in
incinta depozitului
|
Folosirea
unor suporturi de depozitare adecvate
|
|
Asigurarea
unui cost minim de depozitare
|
Utilizarea rationala a suprafetelor si
volumului disponibil
|
|
Asigurarea unei eliberari rapide a materialelor
depozitate
|
Aplicarea unui plan rational de aranjare a
materialelor in depozit
Simplificarea documentatiei de eliberare a
materialelor
|
7.6.3.2 Alegerea amplasamentului de depozitare
In cadrul
acestei intreprinderi chimice este necesar sa existe 3 zone de depozitare
distincte:
Zona de depozitare a materialelor
inflamabile
Zona de depozitare materii prime
Zona de depozitare a produsului
finit
Deoarece
cantitatile de materii prime necesare sunt mari, aceasta
zona de depozitare trebuie sa fie amplasata aproape de calea
ferata si in acelasi timp in apropierea sectiei de
obtinere a produsului finit.
Zona de depozitare
a materialelor inflamabile trebuie amplasata aproape de zona unde-si
desfasoara activitatea pompierii.
7.6.3.3 Proiectarea fluxurilor de materiale din
interiorul depozitelor
Cea mai buna circulatie a
materialelor este liniara, intrand pe la unul din capetele depozitului si
fiind evacuate pe la celalalt capat.In acest caz se prevad
culoare longitudinale deplasarile efectuandu-se intr-un singur sens (
figura7.2 )
Figura 7.2.
Fluxul de materiale in interiorul firmei
7.7 Resurse umane
7.7.1. Necesarul de personal
Repartizarea pe sarcini, studii, sexe,
a fortei de munca destinata deservirii sectiei de preparare
a pastei de hartie strat neted este prezentata in tabelul numarul 7.9.
Repartizarea fortei de munca
Tabel 7.9.
|
Nr. Crt
|
Sarcini
|
Sexul
|
|
Studii
|
|
Total
|
|
Elementare
|
Medii
|
Superioare
|
|
Deservire
|
B
|
|
|
|
|
|
F
|
|
|
|
|
|
T
|
|
|
|
|
|
Intretinere
|
B
|
|
|
|
|
|
F
|
|
|
|
|
|
T
|
|
|
|
|
|
Supraveghere si control la tablou
comanda
|
B
|
|
|
|
|
|
F
|
|
|
|
|
|
T
|
|
|
|
|
|
Control de calitate
|
B
|
|
|
|
|
|
F
|
|
|
|
|
|
T
|
|
|
|
|
|
Total fabricatie
|
B
|
|
|
|
|
|
F
|
|
|
|
|
|
T
|
|
|
|
|
|
Gestiune, evidenta
|
B
|
|
|
|
|
|
F
|
|
|
|
|
|
T
|
|
|
|
|
|
Total
|
B
|
|
|
|
|
|
F
|
|
|
|
|
|
T
|
|
|
|
|
Legenda
necesara pentru necesarul de forta de munca este
prezentata in tabelul 7.10
Legenda
simbolurilor locurilor si zonelor de munca Tabelul 7.10.
|
|
Locuri de
|
munca
|
|
|
pentru
|
barbati
|
Functii si
|
pentru
|
femei
|
|
preferabil pot fi inlocuiti de
femei
|
exclusiv peste 21ani
|
studii
|
preferabil pot fi inlocuite de barbati
|
exclusiv peste 21ani
|
|
|
Functii de executie
|
|
|
|
|
Elementare
|
|
|
|
|
Medii
|
|
|
|
|
Superioare
|
|
|
|
|
Fuctii de conducere
|
|
|
|
|
Medii
|
|
|
|
|
superioare
|
|
|
Numarul
de schimburi se simbolizeaza prin cifre romane scrise in dreapta
simbolului.
Numarul
de personal se simbolizeaza prin cifre arabe scrise deasupra simbolului.
Panificarea
necesarului de forta de munca este prezentata in tabelul
7.11
Tabelul 7.11 Necesarul de forta de
munca
|
Tablou comanda
13 ♂I,II,III 1♂I
|
Sectie de productie
1♂I
10♂I,II,III 5♀I,II,III 1♂I,II,III
|
1♂I
Magazie materiale
|
1♂I
1♀I,II,III
Conducere
|
1♂I
3♀I,II,III
Laborator
|
1♀I
2♀I,II,III
Calculator
|
1♂I,II;III
3♀I,II,III
Atelier reparatii
|
1♀I,II
Relaxare
psihologica
|
Magazie de produs finit
|
| | | | | | |
7.7.2 Fondul de salarii si salariul mediu
Pe baza
schemei tehnologice si a repartizarii fortei de munca pe
servicii, studii si sexe, am calculat fondul de retribuire pentru muncitori
si pentru personalul TESA(tabele 7.12. si 7.13.)
Fond retribuire muncitori Tabel 7.12.
|
Loc
de munca
|
Nr.
schimburilor
|
Muncitori
pe schimb
|
Total
muncitori
|
Retributie
lunara
|
total
|
|
Deservire
Instalatie
|
|
|
|
|
|
|
Tablou comanda
|
|
|
|
|
|
|
Intretinere si reparatii
|
|
|
|
|
|
|
Laborator
|
|
|
|
|
|
|
Magazie
|
|
|
|
|
|
|
Calculator
|
|
|
|
|
|
|
Total
|
|
|
|
|
|
Fond retribuire TESADP (lei vechi) Tabel
7.13.
|
Loc
de munca
|
Nr.
Schimburilor
|
Personal
pe schimb
|
Total
personal
TESADP
|
Retributie
mrdie lunara
|
total
|
|
Maistri
|
|
|
|
|
|
|
Sef Sectie
|
|
|
|
|
|
|
Ingineri
Chimisti
|
|
|
|
|
|
|
Economisti
|
|
|
|
|
|
|
Matematicieni
|
|
|
|
|
|
|
Inginer AMC
|
|
|
|
|
|
|
Iginer CTC
|
|
|
|
|
|
|
Gestionar
|
|
|
|
|
|
|
Functionar
|
|
|
|
|
|
|
Total
|
|
|
|
|
|
Fondul de retribuire pentru muncitori
= 584.000.000 lei/luna
Fondul de retribuire pentru TESADP =
234.000.000 lei/luna
Fondul de retribuire pentru total
personal = 818.000.000lei/luna
Pe baza acestor date am calculat retributia directa
si productivitatea muncii pe muncitor si total personal.
Fsmuncitor
= fond de retribuire muncitor
Cp = capacitatea de
productie(t/an).
7.4.Programul de lucru propus
numarul schimburilor: 3
durata unui schimb : 8 ore
numarul de zile
libere/saptamana : doua zile
7.5.
Conditii de munca propuse
Tabelul 7.14 Factori de ambianta
fizica si chimica
|
Nr.crt.
|
Factori
|
Unitate
de masura
|
Valoare
|
|
Hala
industriala
|
Panou
de comanda
|
|
Microclimat:
-Temperatura;
-Umiditate;
-Viteza aerului;
-Noxe;
|
oC
cm/s
|
conform NPM
|
|
|
Iluminat
|
Luxi
|
General 300
|
General si local 200-500
|
|
Cromatica functionala:
-pereti;
-plafon;
-pardoseala;
-usi si pervazuri;
-utilaje;
-fond pentru tablou de comanda;
-mobilier
|
|
Galben;
Alb;
Maron;
Albastru;
Deschis;
|
Galben;
Alb;
Maron;
Albastru;
Deschis;
Verde metalizat;
Alb
|
|
Cromatica pentru securitate conducte
|
|
Abur-albastru;
Apa-gri;
Gaz-galben.
|
|
|
Zgomot
|
db
|
70(pentru
frecventa medie)
|
Pana la 70(pentru frecventa
medie)
|
|
Muzica
functionala
|
|
|
Emisiuni de 4 reprize distribuite astfel:
-10-15 minute inainte si dupa
inceperea schimbului;
-15 minute inainte si dupa
masa;
-20 minute inainte de sfarsitul
schimbului.
|
7 .8. Engineering
7.8.1. Motivarea alegerii variantei
tehnologice
Motivarea alegerii variantei tehnologice este
facuta in capitolul III paragraful 3.3.
7.8.2.
Descrierea tehnologiei adoptate
Descrierea tehnologiei adoptate este facuta in
capitolul III paragraful 3.4
7.8.3. Costul inventiei
Pe baza documentarii in
legislatia economica si a calculelor facute in cadrul
proiectului de management estimam costul inventiei la 900 miliarde
lei din care 600 miliarde lei pentru constructii montaj.
7.8.4. Durata de realizare a
investitiei
Durata
de realizare a investitiei este de 3 ani.
7.8.5.
Esalonarea pe ani a investitiei
Esalonarea pe ani a investitiei se face in
urmatorul mod:
anul I 40%
anul II 40%
anul III 20%
7.9. Calculul costului
7.9.1. Calculul costului unitar
Costul reprezinta toate cheltuielile care
se fac pentru fabricarea unei unitati de produs. Calculul costului
unitar se face pe articole de calculatie.(tabelul 7.15 ).
Tabelul 7.15. Calculul
costului unitar
|

Articole
de calculatie
|
UM
|
Nc
Norma
de consum
|
Pret
unitar lei/UM
|
Valoare
lei/t
|
|
Materii prime si
materiale directe:
pasta celuloza
rasinoase
pasta mecanica
material de umplere
Total materii prime
|
t
t
t
|
|
|
|
|
|
|
|
|
|
Utilitati tehnologice directe:
-energie electrica
apa
abur CET
Total utilitati
|
KW/h
m.c
t
|
|
1.600
1.700
|
|
|
Cheltuieli cu munca vie:
salarii directe
C.A.S., 7 %
Ajutor somaj, 2,5 %
|
lei/t
lei/t
lei/t
|
|
|
|
|
4. CIFU (10%din1+2+3)
|
lei
|
|
|
|
|
5. CGS(10%din 1+2+3)
|
lei
|
|
|
|
|
6. Cost de sectie
|
lei
|
|
|
|
|
7. CGI(4% din6)
|
lei
|
|
|
|
|
8. Cost intreprindere
|
lei
|
|
|
|
|
9. Cheltuieli desfacere
|
lei
|
|
|
|
|
10. Cost complet(8+9)
|
lei
|
|
|
|
|
11. Profit(12%)
|
lei
|
|
|
|
|
12.Pret(10+11)
|
lei
|
|
|
|

7.10. Bugetul (lei
vechi)
Trei elemente ale bugetului sunt
importante in acest capitol al studiului de fezabilitate.
Cheltuieli in primele sase luni de functionare.
Venituri in primele sase luni
Pret vanzare lei/t x Productia vanduta(t/an)/12 x
6 = V lei/6 luni.
Profitul in primele sase luni
Profit (lei)/luna x 6 =
7.11. Analiza economica
Indicatorii
economici sunt trecuti in tabel.
Tabelul 7.16. Indicatorii economici
|
Indicatori tehnico-economici
|
UM
|
Valoare
|
|
1. Cifra de afaceri
|
lei
|
|
|
2.Productia marfa anuala
|
lei
|
(Productia x pret x12)
|
|
3. Numarul total salariati
|
|
|
|
4. Productivitatea muncii
|
lei/sal
|
|
|
5.Fond salarii anual
|
lei
|
|
|
6. Salariul mediu
|
lei
|
|
|
7.Rentabilitatea
|
|
|
|
8.Durata de recuperare a
investitiei
|
ani
|
|
|
9. Numarul de locuri de munca
nou create
|
|
|
7.12. Analiza de risc
In activitatea interna a
intreprinderii riscurile se pot datora:
tehnologia sa nu asigure
calitatea stabilita,
incapacitatea temporara de
lucru a unor muncitori,
uzura morala prematura a
utilajelor,
lipsa materii prime.
Dintre factorii de risc extern mentionam:
greve,
modificarea legislatiei,
scaderea veniturilor
populatiei.
7.13. Proiectarea
managementului
7.13.1 Misiunea
intreprinderii
Misiunea firmei este de a obtine pasta pentru fabricarea hartiei strat neted ca
urmare a unei dotari tehnice moderne, a unei flexibilitati
tehnologice si a orientarii personalului spre inovari si
calitate. Ne propunem sa oferim clientilor produse de calitate, in
acest fel vom obtine un profir corespunzator, necesar
dezvoltarii intregii intreprinderi.
Firma vinde produsele pe piete
diferite, unde calitatea produsului si promptitudinea onorarii
comenzii conteaza pentru clienti.
7.13.2. Obiectivele afacerii sunt urmatoarele:
Ne propunem ca in urmatorii 2
ani sa crestem cifra de afaceri cu 7 %;
Ne propunem ca in decursul a trei
luni sa facem un curs de calificare a angajatilor;
Ne propunem sa
imbunatatim conditiile de munca ale angajatilor
prin achizitionarea de tehnologii moderne;
Ne propunem sa evitam
poluarea mediului inconjurator prin respectarea legislatiei in
vigoare;
Ne propunem sa stimulam
angajatii prin acordarea de prime in bani cu ocazia sarbatorilor
legale si cu ocazia cresterii profitului.
7.13.3. Strategia
generala
Strategia generala se axeaza pe urmatorii factori:
introducerea in functiune a
utilajelor noi;
automatizarea utilajelor;
reducerea rebuturilor datorate ruperii
benzii de hartie;
cresterea calificarii
muncitorilor;
extinderii pietii de
desfacere.
7.13.4. Strategii
In domeniul cercetarii:
- alocarea de fonduri pentru cercetare;
- angajarea cercetatorilor pe baza de
competenta;
- un sistem de informatie rapid, eficient
si ultima ora;
- dotarea laboratoarelor de cercetare cu
aparatura moderna performanta;
- posibilitatea schimbului de
experienta intre cercetatorii proprii sau ai unei firme de
renume mondial in acelasi domeniu.
In domeniul productiei:
modernizarea tehnologiei-
aparatura performanta;
aprovizionarea ritmica a
locurilor de munca;
obtinerea de produse de
calitate conform cerintelor pietei;
reparatii efectuate la timp
si de calitate.
In domeniul resurselor umane:
asigurarea de conditii oprime
de munca;
motivarea corespunzatoare a
personalului;
perfectionarea
profesionala a salariatilor;
acordarea pauzelor de odihna,
durata optima a schimbului, alternarea schimburilor;
angajare de personal calificat.
In domeniul comercial:
aprovizionare: apropierea de sursa
de materii prime, usurinta transportului, aducerea materiei prime la
preturi mici;
vanzare: reduceri de pret
pentru clienti fideli.
7.13.5. Metoda de conducere
Metoda conducerii dupa obiective
Aceasta este o metoda de
conducere bazata pe determinarea riguroasa a obiectivelor pana
la nivelul executantilor. Acestia participa nemijlocit la
stabilirea obiectivelor si la corelarea recompenselor si sanctiunilor
cu nivelul de organizare al obiectivelor.
Urmarirea realizarii
obiectivelor se realizeaza prin transmiterea abaterilor la managerii de vartf. Daca este cazul, se iau
decizii corective.
Avantajele metodei sunt
urmatoarele:
realism in stabilirea
obiectivelor;
utilizarea mai buna a
timpului de catre manageri;
corelare mai stransa intre
recompense si rezultate.
Dintre dezavantaje mentionam:
dificultatea modificarii
mentalitatii angajatilor;
succesul aplicarii depinde
hotarator de implicarea managerilor de varf.
CAPITOLUL VIII
MASURI DE PROTECTIE A
MUNCII SI P.S.I
8.1. Tehnica securitatii si igiena muncii
Protectia muncii cuprinde
totalitatea masurilor luate pentru a se asigura tuturor oamenilor muncii
conditii bune de munca, pentru a-i feri de accidente si boli
profesionale.
In industria chimica problema protectiei muncii este deosebit de
importanta deoarece pe langa factorii de periculozitate comuni cu alte
ramuri industriale - elemente mobile(periculoase) ale utilajelor, actiunea
curentului electric, degajari importante de caldura, zgomote si
trepidatii - intervin si numerosi factori specifici industriei
chimice, cum ar fi:
degajari de substante
toxice;
prezenta frecventa a
unor substante inflamabile;
posibilitatea exploziilor cauzate
de amestecuri explosive;
operatii cu lichide agresive
care pot provoca arsuri chimice;
temperaturi ridicate.
Protectia muncii are urmatoarele trei aspecte:
Protectia juridica a
muncii reprezentata de legislatia referitoare la
protectia muncii
Protectia sanitara a
muncii cuprinde masurile pentru crearea unor
conditii fiziologice normale de munca si de suprimare a riscului
imbolnavirilor profesionale.
Protectia tehnica a
muncii consta in masuri tehnice si organizatorice
pentru usurarea muncii si prevenirea accidentelor de munca.
In baza legislatiei, Ministerul Muncii impreuna cu Ministerul
Sanatatii au stabilit "Norme de protectie a muncii"
care cuprind cadrul general de tehnica a securitatii muncii
si normele de igiena a muncii, ambele obligatorii pentru toate ministerele.
Conducerile intreprinderilor si institutiilor elaboreaza
la randul lor "Instructiuni de protectie a muncii" pentru
conditiile de lucru particulare
si specifice unor sectii, ateliere si locuri de munca.
Instruirea oamenilor muncii este
obligatorie. Nici un angajat nu poate fi primit la un loc de munca si pus
sa lucreze decat dupa ce a fost instruit si s-a facut
verificarea insusirii cunostintelor.
La proiectarea intreprinderilor chimice este necesar sa se
determine in prealabil categoria de pericol pe care il prezinta procesul
tehnologic proiectat, dupa care se trece la amplasarea cladirilor
si a constructiilor pe planul general de ansamblu. La amplasarea
cladirilor din industria chimica
trebuie sa se evite terenurile prea apropiate de regiuni sau cartiere unde
exista pericole de incendii sau de explozii. Distanta care trebuie
prevazuta este functie de categoria de pericol de incendiu a
fabricatiei si gradul de rezistenta la foc al cladirilor.
Una din masurile de baza ale tehnicii securitatii la
amplasarea cladirilor industriale este izolarea corecta a cladirilor,
a constructiilor si depozitelor.
Normele departamentale
de protectie a muncii elaborate de Ministerul Industriei Chimice cuprind
atat normele de tehnica securitatii muncii cat si normele de
igiena a muncii. Masurile de tehnica securitatii muncii se pot
clasifica in:
Masuri generale care se refera in principal la alegerea amplasamentului
intreprinderii, la planul general al acesteia si la protectia muncii
in cladirile industriale;
Masuri speciale care se refera la particularitatile tehnice ale proceselor;
Masuri de protectie
individuala a muncitorului care se refera la
folosirea echipamentului si materialelor de protectie
individuala prevazute de norme.
In industria
chimica se aplica atat normele specifice acestei industrii cat si
norme de tehnica securitatii muncii pentru activitati
nespecifice industriei chimice, dar care exista in diverse
unitati chimice.
Normele de tehnica
securitatii muncii elaborate de M.I.Ch. sunt grupate in 6 capitole:
a) - tehnica
securitatii muncii la instalatii, aparate si masini;
b) - tehnica
securitatii muncii la intretinere, reparatii si
interventii;
c) - tehnica
securitatii muncii pentru procese fizice si chimice;
d) - tehnica
securitatii muncii la depozitare;
e) - tehnica
securitatii muncii la manipulare, ambalare si transport;
f) - tehnica
securitatii muncii in laboratoare.
In continuare se
vor prezenta in linii generale problemele tratate in fiecare din capitolele
mentionate.
8.1.1..Tehnica securitatii muncii la instalatii aparate si masini
Acest capitol trateaza
problemele de securitatea muncii la organele de masini in miscare, la
echipamentul de transmitere si dispozitivele de actionare a
utilajelor, la conducte si armaturi, aparate de masura si
control, vase de reactie, utilaje sub presiune, aparate pentru
operatii unitare (centrifuge, extractoare, uscatoare, filtre,
malaxoare, etc.) precum si la principalele utilaje din industria celulozei
si hartiei.
In prealabil, la acest grup de norme
se precizeaza ca proiectantul este obligat sa acorde tot atata
importanta realizarii conditiilor de securitate cat acorda
si parametrilor tehnici si economici ai aparatului sau
instalatiei proiectate. El este obligat ca dintre doua instalatii
similare sa aleaga cu precadere pe aceea care prezinta cele
mai bune conditii de securitate si cele mai usoare conditii
de munca.
8.1.2. Tehnica securitatii muncii la intretinere, reparatii si interventii
In acest capitol se dau norme cu
caracter organizatoric si tehnic. Pentru orice interventie sau
reparatie se intocmeste un plan de actiune cu sarcini
defalcate pe angajati, plan care cuprinde toate masurile de
protectie a muncii. Pentru locurile de munca unde exista pericol de
incendiu si explozie se intocmeste de catre seful sectiei permisul
de lucru cu foc ,aprobat de inginerul sef. Pentru lucrarile la
instalatii sub presiune, intrarea in vase de reactie, rezervoare,
instalatii in care se prelucreaza substante foarte agresive este
necesar in plus permisul de lucru, intocmit de seful sectiei. Este strict
interzisa inceperea oricarei lucrari de reparatie si
interventie fara a se face in prealabil tuturor celor ce
executa operatia respectiva instructajul de protectie a
muncii.
8.1.3 .Tehnica securitatii muncii pentru procese fizice si chimice
Dupa un capitol introductiv in
care se precizeaza ca absorbtia noxelor de orice gen se face la
locul unde se produce le, fiind contraindicata absorbtia lor prin
ventilatie generala si ca alimentarea utilajelor cu
substante toxice, corozive, iritante, inflamabile si cele care
degaja praf se va face mecanizat si etans, se trateaza:
- tehnica
securitatii muncii la efectuarea unor procese chimice unitare (halogenari,
sulfonari, esterificari, polimerizari, etc.);
- tehnica securitatii muncii la
efectuarea unor operatii fizice unitare (extractie, decantare,
centrifugare, filtrare, absorbtie, distilare si rectificare, uscare,
etc.);
- tehnica securitatii muncii la operatii cu
substante toxice, inflamabile, explosive, corozive, caustice.
8.1.4. Tehnica securitatii muncii la depozitare
Se dau norme
referitoare la amplasarea si depozitarea substantelor toxice,
inflamabile si explozive. Este interzisa depozitarea in aceeasi
incapere a substantelor toxice, inflamabile si explosive,cu
diverse materiale. De asemenea, substantele chimice ar putea
reactiona unele cu altele degajand substante periculoase. Ele trebuiesc
depozitate la distanta unele de altele in incaperi separate.
8.1. 5
.Tehnica securitatii muncii la manipulare, depozitare si transport
Deoarece statisticile
arata ca 35% din accidentele de munca se inregistreaza la
operatiile de manipulare, aceasta problema prezinta o
deosebita importanta. Normele prevad ca aceste operatii
sa se execute numai sub supravegherea unui conducator al procesului
de munca instruit special in acest scop. Lucrul tinerilor sub 16 ani la
operatiile manuale de incarcare, descarcare si transport
este interzis.
8.1.6.
.Tehnica securitatii muncii in laboratoare
Din ansamblul
normelor referitoare la aceasta problema, norme care se refera
la ventilatie, manipularea sticlariei, a dispozitivelor de
incalzire, a utilajelor sub presiune, a substantelor toxice,
inflamabile, etc., trebuie retinuta obligatia generala, pentru
munca de cercetare, de a se aplica si respecta in toate fazele metodologia
de lucru adecvata privind protectia muncii.
In ceea ce
priveste masurile de protectie individuala ale
muncitorului, pentru a completa masurile tehnice luate in instalatii
este necesar sa se foloseasca echipamentele si materialele de
protectie individuala prevazute de normative. Toti cei care
conduc si controleaza procesele de productie sunt obligati
sa nu permita executarea nici unei operatii inainte de a
verifica dotarea fiecarui muncitor cu toate sortimentele de echipament si materiale
necesare.
8.1.7.Norme de igiena a muncii
Normele de igiena
a muncii se refera la principalii factori profesionali nocivi din mediul
de productie. Ele stabilesc valorile limita sau optime ale acestor
factori, valori care, respectate, previn imbolnavirile profesionale
si asigura conditii normale de lucru.
In aceste norme sunt
tratate probleme referitoare la efortul fizic, microclimatul incaperilor de
lucru, precum si prevenirea imbolnavirilor profesionale si a
accidentelor de munca provocate de gaze, vapori si pulberi.
Se dau
concentratiile maxime admise in atmosfera zonei de lucru, in mg/m3
aer, la cca. 400 substante, de asemenea norme referitoare la iluminat,
nivel de zgomot si vibratii.
8.2 Masuri P.S.I
Incendiile si
exploziile se produc numai atunci cand sunt prezente in cantitati
suficiente trei elemente:substanta combustibila, oxigenul si
caldura.
Cauzele principale ale
incendiilor si exploziilor se datoresc, pe de o parte aprinderii si
autoaprinderii, iar pe de alta parte nerespectarii parametrilor procesului
tehnologic, lipsei de instructaj, de atentie, de curtenie, etc.
Exploziile pot fi
provocate de depasirea instantanee a limitei de rezistenta a
peretilor vaselor (cazane, rezervoare, etc.) produsa de presiunea gazelor
sau vaporilor. Exploziile produse de gazele combustibile, vapori sau praf, in
amestec cu aerul sau oxigenul au loc numai la anumite concentratii, care
variaza cu presiunea si temperatura amestecului.
Incendiul
izbucneste ca urmare a depozitarii in sectii a unor
substante usor inflamabile sau explozive, care depasesc
cantitatile admise, precum si a depozitarii lor
necorespunzatoare in ambalaje deteriorate, langa sursa de
caldura si lipsa de supraveghere a lor. Cea mai frecventa cauza
de aprindere este flacara directa produsa de diferite surse..
Pentru a cunoaste
masurile necesare care trebuie luate in vederea prevenirii incendiilor
si exploziilor se impune studierea amanuntita a tuturor
locurilor de munca, din punctul de vedere al posibilitatilor de
izbucnire a incendiilor si exploziilor, spre a putea lua masurile
necesare pentru evitarea lor. S-a aratat ca izbucnirea incendiilor sau
exploziilor se datoreste prezentei a trei elemente: substanta
combustibila, sursa de caldura si aerul sau oxigenul. Lipsa sau
reducerea unuia din cele trei elemente face ca incendiul sau explozia sa
nu mai aiba loc sau sa se termine repede, fara urmari
grave.
Deci, masurile
generale prevenirii incendiilor sau exploziilor sunt, in principal,
urmatoarele:
- evitarea sau
reducerea substantei combustibile;
- evitarea sau
reducerea sursei de caldura;
- evitarea sau
reducerea oxigenului, aerului sau a substantelor cu un continut mare
de oxigen;
- impiedicarea
contactului substantei combustibile cu sursa de caldura;
- controlul permanent
al surselor de caldura si cunoasterea caracteristicilor
periculoase ale substantelor combustibile;
- masuri de siguranta
pentru ecranarea sursei de caldura si oprirea accesului
substantelor combustibile in eventuala zona de ardere;
- controlul automat al
concentratiilor de oxigen in zona de pericol.
8.6.2.1.Materiale folosite pentru stingerea incendiilor
Materialele stingatoare sunt acele
materiale care, folosite intr-un anumit mod in zona de ardere,
actioneaza defavorabil asupra conditiilor necesare arderii,
oprind arderea. Materialele stingatoare se folosesc fie in stare
gazoasa, lichida sau solida, fie sub forma unor amestecuri de
lichide cu gaze sau lichide cu substante solide, insa procesul si
rapiditatea aplicarii sunt factorii hotaratori al stingerii
incendiilor.
Cele mai raspandite
substante stingatoare sunt: apa, aburul, solutiile apoase de
saruri, CCl4, CO2, spuma chimica si mecanica,
prafurile stingatoare.
APA. Folosirea apei la stingerea incendiilor
se bazeaza pe proprietatile ei de racire si izolare
termica. Proprietatile de racire ale apei se datoresc
capacitatii de absorbtie a caldurii si caldurii
latente de vaporizare, care au o valoare importanta. Racirea
suprafetelor aprinse va fi cu atat mai mare cu cat cantitatea de apa
transformata in vapori va fi mai mare.
Desi apa poseda astfel de calitati pentru stingerea
incendiilor, domeniul ei de utilizare in acest scop este limitat. Produsele
petroliere si dizolvantii organici nemiscibili cu apa, avand o
densitate mai mica, plutesc la suprafata ei si ard in
continuare. Apa folosita la stingerea incendiilor contine saruri,
deci este buna conducatoare de electricitate. Din acest motiv
folosirea ei la stingerea incendiilor produse in instalatii de inalta
tensiune trebuie sa se faca utilizandu-se dispozitive speciale.
Unele substante reactioneaza violent cu apa, producand o
degajare mare de caldura si de gaze, care pot da nastere
incendiilor si exploziilor.
La stingerea incendiilor se folosesc jeturi de apa compacte sau
pulverizate.
ABURUL. Stingerea incendiilor cu ajutorul
aburului se bazeaza pe reducerea concentratiei de oxigen din zonele
de ardere. Folosirea aburului pentru stingerea substantelor gazoase,
lichide si solide se face in locurile unde exista instalatii de
cazane si sisteme fixe de stingere.
In afara de reducerea concentratiei de oxigen din zona de
ardere, la stingerea incendiilor contribuie si efectul mecanic al jetului.
Acest procedeu se foloseste la stingerea incendiului la coloanele de
rectificare, la conducte, etc.
SOLUTII APOASE DE
SARURI. In scopul imbunatatirii
calitatii apei se folosesc adaosuri: CaCl2, Na2SO4,
(NH4)2SO4, etc. Prin evaporarea apei, aceste
solutii formeaza la suprafata materialului aprins un strat de
sare care se topeste, iar in unele cazuri se dezagrega. In urma
dezagregarii se degaja gaze necombustibile care reduce
concentratia oxigenului in zona de ardere, contribuind astfel la stingerea
incendiului.
Solutiile de saruri se folosesc la stingatoarele
manuale.
TETRACLORURA DE CARBON. Are proprietatea de a stinge focul, insa folosita in
incaperi inchise poate da nastere fosgenului, gaz foarte toxic. In scopul
reducerii formarii fosgenului se adauga in CCl4, diferite
substante ca: aniline, amoniac, benzen, etc.
Tetraclorura de carbon se utilizeaza la stingerea incendiului la
instalatii electrice de inalta tensiune, la motoarele cu ardere
interna, la substantele lichide si solide pe o suprafata
mica, etc.
BIOXIDUL DE CARBON. Nu arde si este un slab conducator de
electricitate, ceea ce permite folosirea lui la stingerea incendiilor in
instalatiile electrice. Introdus in zonele de ardere, CO2
dilueaza atmosfera, reducand concentratia substantei
combustibile si a oxigenului din atmosfera de ardere, micsorand sau
oprind arderea.
SPUMELE STINGATOARE. Spuma este
formata din bule de gaz inconjurate de un strat subtire de lichid. In
prezent se folosesc doua feluri de spume: chimice si mecanice
(aeromecanice). Spuma chimica este rezultatul unei reactii chimice si
se compune din trei bule de gaz (CO2) care au un invelis din
solutii apoase de saruri. Spumele mecanice se realizeaza prin
amestecarea mecanica a solutiei. Densitatea spumelor este mica si
in consecinta plutesc pe suprafata lichidelor usoare separand
flacara de substanta combustibila.
PRAFURI STINGATOARE. In
compozitia acestor prafuri intra diferite saruri (CaCO3,
bicarbonat de sodiu, etc.) substante care preintampina aglomerarea
sarurilor (talc, praf de azbest) si substante care contribuie la
topirea lor( NaCl , CaCl2).
Prafurile stingatoare impiedica dezvoltarea arderii prin
acoperirea suprafetelor solide aprinse cu un strat izolator care prin
topirea sarii contribuie mai activ la stingerea incendiului. Degajarea
unor saruri, produce gaze incombustibile care contribuie la stingerea
incendiului.